



1 Ū░čį
PDM╩Ūī”«aŲĘėąĻPĄ─╝╝ąg┘Y┴Ž╝░Ųõ«a╔·▀^│╠▀Mąą╣▄└ĒĄ─ŽĄĮyŻ¼ŲõūŅĮK│╔╣¹╩ŪĻPė┌«aŲĘĄ─įOėŗĪó╣ż╦ćĪó▓─┴ŽĪóNC┤·┤aĄ╚ĘĮ├µĄ─╝╝ągöĄō■ĪŻ
ERPŽĄĮy╩Ūī”Ų¾śIĄ─▓╔┘ÅĪó╔·«aĪóõN╩█ĪóžöäšĪó│╔▒ŠĄ╚Ė„éĆĘĮ├µ▀Mąą╣▄└ĒĄ─ą┼ŽóŽĄĮyŻ¼╩ŪŲ¾śI▀Mąąą┼Žó╣▓ŽĒĪóą┼ŽóĮ╗┴„Īó╣▄└Ē┐žųŲĪóĮøĀIøQ▓▀Ą─ą┼ŽóŲĮ┼_ĪŻ
PDMŽĄĮyųą┤µā”Ą─«aŲĘ╝╝ągöĄō■Ż©░³└©įOėŗöĄō■Īó╣ż╦ćöĄō■ĪóųŲįņöĄō■Ą╚Ż®Ż¼╩Ū▀Mąą╔·«a╗ŅäėĄ─╗∙ĄAĪŻPDM┼cERPĄ─╝»│╔Ż¼Š═╩Ūę¬į┌PDM┼cERPŽĄĮyų«ķgĮ©┴óöĄō■Į╗ōQÖCųŲŻ¼─▄īóPDMŽĄĮyųąĄ─«aŲĘ╝╝ągöĄō■╝░Ģr£╩┤_Ą─é„▀fĮoERPŽĄĮyŻ¼×ķERPĄ─│ų└mĖ▀ą¦Ąž▀\ąąĄņČ©╗∙ĄAĪŻ▓óÅ─ERPŽĄĮy½@╚ĪėąĻP═Ō┘Å╬’┴ŽĄ╚╗∙ĄAöĄō■ĪŻ═¼ĢrŻ¼ PDM─▄Å─ERPųą½@╚ĪėąĻP╗∙ĄAą┼ŽóŻ¼į┌«aŲĘķ_░lįOėŗ┼c╔·«a║═╣▄└Ē╗ŅäėŠo├▄┬ōŽĄŲüĒŻ¼╠ßĖ▀Ų¾śIĄ─įOėŗ╦«ŲĮ║═Ę┤æ¬╦┘Č╚ĪŻ
2 Įė┐┌ŠC╩÷
į┌ą┼Žó╗»ĒŚ─┐ųą▓╗═¼ŽĄĮyų«ķgĮė┐┌╩Ū▒ŻūCą┼ŽóŽĄĮy░lō]š¹¾wą¦┬╩Ą─ųžę¬╩ųČ╬Ż¼ę▓╩Ū║Ō┴┐║▄ČÓĒŚ─┐╩Ūʱ│╔╣”Ą─ę╗éĆś╦ųŠĪŻę“┤╦ķ_─┐╣½╦ŠĘŪ│ŻųžęĢŲ¾śIĮė┐┌Ą─ę¬Ū¾Ż¼ę▓śĘęŌ║═▓╗═¼╣®æ¬╔╠«aŲĘ╣▓═¼ķ_░lĮė┐┌▀Mąąėąą¦╝»│╔ĪŻ
Ų¾śI╝»│╔ąĶŪ¾ĪóPDM▄ø╝■╝▄śŗ║═ERP▄ø╝■╝▄śŗ▀@╚²éĆę“╦žŻ¼øQČ©┴╦PDM┼cERP╝»│╔Ą─ā╚╚▌║═ĘĮ╩ĮĪŻ▓╗═¼▄ø╝■─▄╠ß╣®Ą─╝»│╔ĘĮ╩Į▓╗═¼Ż¼▓╗═¼Ų¾śIĄ─╝»│╔ąĶŪ¾ę▓ėą▓╗═¼Ż¼╦∙ęį║▄ļyųŲČ©ę╗╠ūś╦£╩Ą─╝»│╔ā╚╚▌║═ĘĮ╩ĮŻ¼╝┤╩╣▓╔ė├┴╦ŽÓ═¼PDM║═ERP▄ø╝■Ą─ā╔╝ęŲ¾śIŻ¼Ųõ╝»│╔ā╚╚▌║═ĘĮ╩Įę▓║▄╔┘═Ļ╚½ŽÓ═¼Ż¼▀@ĮoPDM┼cERP╝»│╔į÷╝ė┴╦ļyČ╚ĪŻ
×ķĮĄĄ═╝»│╔ļyČ╚Ż¼╠ßĖ▀╝»│╔Ą─æ¬ė├ą¦╣¹Ż¼ķ_─┐╣½╦Šį┌╝╝ąg╔Ž╠ß╣®┴╦ķ_Ę┼Ą─╝»│╔Įė┐┌ĪŻįō╝»│╔Įė┐┌┐╔Č©ųŲ╝»│╔Ą─ā╚╚▌║═Ė±╩ĮŻ¼ų╗ę¬▀@ą®öĄō■─▄Å─PDMŽĄĮyųąšęĄĮüĒį┤ĪŻė╔ė┌ķ_─┐PDMöĄō■╠ß╚ĪĪó╠Ä└ĒĪóī¦│÷Ą─ņ`╗ŅąįŻ¼┐╔ęį═Ļ╚½Ė∙ō■ERPŽĄĮyĄ─ąĶ꬯¼ęį╚╬ęŌĖ±╩Į║═▌d¾w╠ß╣®öĄō■ĪŻ═¼Ģrķ_─┐PDM▀Ć─▄Å─ERPŽĄĮyūx╚Ī╦³╦∙ąĶꬥ─öĄō■Ż¼īŹ¼F╝»│╔ā╚╚▌Ą─┐ņ╦┘ļpŽ“é„▀fĪŻ
į┌ųŲČ©ķ_─┐PDM┼cERPŽĄĮy╝»│╔ĘĮ░ĖĢrŻ¼ū±čŁ┴╦ęįŽ┬įŁätŻ║
Ī±│õĘų┐╝æ]Ų¾śI╔·«a╣▄└ĒĄ─╠ž³cŻ¼┤_▒ŻĘĮ░Ė╣▄└Ē─Ż╩Į╝░śIäš┴„│╠į┌īŹļHśIäšųąĄ─┐╔ąąąįŻ¼╝░śIäš╠Ä└ĒĄ─ęÄĘČąįĪó║Ž└ĒąįĪóš²┤_ąį║═┐╔┐┐ąįĪŻ
Ī±ųž³c┐╝æ]ĻPµIśIäšĪóų„¾wśIäš┴„│╠į┌ERPŽĄĮyųąĄ─ĮŌøQĘĮ░Ė
Ī±│õĘų┐╝æ]┼cERPĒŚ─┐Ģ■ėŗĪó╬’┴Ž╣▄└ĒĄ╚Ųõ╦¹─ŻēKĄ─╝»│╔ĪŻ
Ī±│õĘų┐╝æ]┼cCAD/CAPPĄ╚Ųõ╦¹ūėŽĄĮyĄ─ŃĢĮė┼c╝»│╔
Ī±▒M┴┐║åØŹīŹė├Ż¼┐╔▓┘ū„ąįÅŖŻ¼▓óŠ▀ėą┐╔öU│õąįĪŻ
Ī±┤_▒ŻŽĄĮy╔ŽŠĆŪ░║¾īŹļHśI䚥─▀B└mąįĪŻ
Ī±┤_▒ŻŽĄĮy▀\ąąĖ▀ą¦Īó░▓╚½ĪŻ
3 ╝╝ągĘĮ░Ė
3.1 ĻPµI╝╝ągå¢Ņ}Ęų╬÷
PDM┼cERPĄ─╝»│╔Ż¼ų„ꬊ═╩ŪItemŻ¼BOMŻ¼Routing╝░ResourceĄ─öĄō■Į╗ōQŻ¼─Ū├┤Ż¼ę¬īŹ¼F▀@ą®öĄō■Ą─š²│ŻĮ╗ōQŻ¼Įė┐┌╝»│╔╝╝ągĘĮ░ĖųąąĶ┐╝æ]ĮŌøQŽ┬┴ąå¢Ņ}Ż║
Ī±┤_Č©PDM┴Ń▓┐╝■╝░Ųõ▓─┴Ž║═ERPųąItemöĄō■Ą─┤·╠¢Ż©ŠÄ┤aŻ®ī”æ¬ĻPŽĄŻ¼į┌PDMųą▀m«öį÷╝ėERPĮė┐┌▒Ēę¬Ū¾öU│õĄ─ī┘ąįĪŻ╚ńėŗ┴┐å╬╬╗Ż¼ĮM┐Ś┤·┤aŻ¼╬’┴Ž─Ż░ÕĄ╚ĪŻ
Ī±ī”ė┌ERPę¬Ū¾╠ß╣®Ą½▓óĘŪ═©▀^╝╝ąg▓┐ķTŠSūoĄ─ī┘ąį┐╔ęįė╔Įė┐┌│╠ą“ūįäėča²RĪŻ╚ń╣¹ī┘ąį╩Ū▒žĒÜ╠ŅīæĒŚätĮė┐┌│╠ą“╠ß╣®ŠSūoĮń├µė╔öĄō■į┤Ņ^╠ß╣®š▀õø╚ļča²RĪŻ
Ī±╚ń╣¹PDMŽĄĮy┤·╠¢║═ERPŽĄĮyųą╬’┴ŽŠÄ┤a▓ó▓╗Įyę╗Ż¼╚ń╣¹ėąī”æ¬▐DōQęÄät╗“╬’┴Ž┤·╠¢ī”šš▒Ēät┐╔ė╔Įė┐┌│╠ą“īŹ¼FĪŻĘ±ätį┌īŹ╩®Įė┐┌Ū░Ž╚ę¬Įyę╗╝╝ąg▓┐ķTĄ─┤·╠¢║═ERPŽĄĮy▒Ż│ų╚½Šųę╗ų┬ĪŻ
Ī±╠žäeę¬ūóęŌERPųąĄ─╬’┴Žę╗░Ń░³└©įŁ▓─┴ŽŻ¼▀@ą®įŁ▓─┴Ž▓ó▓╗ų▒ĮėÆņĮė×ķĮYśŗ╣سcŻ¼Č°Ūę┤·╠¢║═╬’┴ŽŠÄ┤aę▓▓╗ī”æ¬Ż¼ąĶę¬į┌Įė┐┌│╠ą“ųą▀Mąą▐DōQ╠Ä└ĒĪŻ
Ī±┤_Č©ERPąĶꬥ─BOM╩ŪPDMŽĄĮyųąĄ─«aŲĘBOM▀Ć╩Ū╣ż╦ćBOMŻ¼├„┤_╣ż╦ćBOMĄ─╔·│╔ęÄät╩Ūʱ╩Ū═©▀^«aŲĘBOM║═╣ż╦ć┬ĘŠĆŻ©RoutingŻ®Įø▀^ę╗Č©ęÄätūįäė▐DōQ«a╔·ĪŻ
Ī±╚ń╣¹ėą├„┤_Ą─▐DōQęÄätŻ¼─Ū├┤PDMīó═©▀^Įė┐┌│╠ą“╔·│╔BOMĮoERPŽĄĮyĪŻĘ±ät┐╔į┌PDMųąę└ō■ęÄät«a╔·╣ż╦ćBOM░ļ│╔ŲĘŻ¼į┌Įė┐┌│╠ą“ųą╠ß╣®ŠSūoĮń├µŻ¼Įø▀^╩ų╣ż╠Ä└Ē║¾ĮŌøQęįųŲįņBOMĄ─ą╬╩Į╠ß╣®ĮoERPĪŻ
Ī±į┌īŹ¼FPDM┼cERPĄ─╝»│╔▀^│╠ųąąĶ┐╝æ]╚ń║╬į┌CAPPųąīŹ¼F╣ż╦ć┐©Ų¼╠Ņīæā╚╚▌┼cERPŽĄĮyųąĄ─╣żą“├¹ĘQĪó╣żą“┘Yį┤Ą─ę╗ų┬ĪŻķ_─┐CAPP╠ß╣®Ą─╣ż╦ć┘Yį┤╣▄└ĒŲ„┐╔ęįīŹ¼Fī”ERPöĄō■ų▒ĮėįLå¢Ż¼▓óį┌╠Ņīæ╣ż╦ć┐©Ų¼Ģrš{ė├ERP┘Yį┤Äņ▀Mąą╠ŅīæŻ¼┐╔ęį║▄║├▒ŻūCöĄō■ę╗ų┬ąįĪŻ
Ī±į┌īŹ¼FPDM┼cERPöĄō■Į╗ōQĄ─▀^│╠ųąŻ¼╝sČ©ERPŽĄĮy╚ń║╬½@╚ĪPDMŽĄĮyųąĄ─ą┬į÷öĄō■Ż¼«ö▓╗═¼ĮYśŗŽ┬ėąŽÓ═¼Ą─ITEMöĄō■Ģr╚ń║╬ąŻ“×║═Ė─īæĪŻ
Ī±«öī”įŁėąöĄō■Ą─░l╔·ą▐Ė─║¾Ż¼└²╚ńłD╠¢Ą─ą▐Ė─Ż¼┴Ń╝■▓─┴ŽĄ─ą▐Ė─Ż¼ĮYśŗĄ─ą▐Ė─Ą╚ĪŻ╚ń║╬į┘┤╬═©▀^PDMŽĄĮy▌ö│÷Įė┐┌öĄō■Ż¼ė╔ERPŽĄĮyųąī¦╚ļą┬öĄō■ĪŻ
Ī±ę╗░ŃŪķørŽ┬╚ń╣¹öĄō■ą▐Ė─▓ó▓╗ė░Ēæ«aŲĘĮYśŗąĶꬫa╔·ę╗éĆą┬Ą─┤·╠¢Ż¼╬ęéāĮ©ūh═©▀^īóöĄō■Ęų×ķą┬į÷Ż¼äh│²Ż¼ą▐Ė─╚²ŅÉé„▀fĮoERP╚źī¦╚ļĪŻę▓┐╔ęįū„×ķę╗éĆą┬Ą─BOM░µ▒Š╚ź╚Ī┤·įŁüĒĄ─Įė┐┌öĄō■Ż¼Ą½ę╗Ą®Ė³Ė─ŅlĘ▒įņ│╔Ą─öĄō■╚▀ėÓ┴┐Ģ■║▄┤¾ĪŻ
Ī±Įė┐┌öĄō■└Ēšō╔Ž┐╔ęįĘųļAČ╬Ęų┼·▌ö│÷Ż¼ę“┤╦Įė┐┌│╠ą“į┌░l▓╝Ģrę¬╠ß╣®öĄō■║ŽĘ©ąįÖz▓ķŻ¼ę╗Č©╩ŪŽÓĻPöĄō■╚½▓┐╩Ū░l▓╝ĀŅæB▓┼┐╔ęį«a╔·Įė┐┌öĄō■Ż¼Ę±ätę¬╠ß╩Š──ą®öĄō■▀Ćø]ėą╠Äė┌░l▓╝ĀŅæBĪŻ
3.2 ŽĄĮy╝»│╔ĘĮ╩Į
3.2.1 öĄō■Į╗ōQĘĮ╩Į
ļpĘĮ▓╔ė├ųąķgöĄō■▒ĒĄ─ĘĮ╩ĮīŹ¼FöĄō■Į╗ōQĪŻ╚ńŽ┬łD╦∙╩ŠŻ║

łD PDM┼cERP╝»│╔Įė┐┌╩ŠęŌ
╝»│╔Įė┐┌ų„ę¬░³└©Ż║
Ī±ųąķg▒ĒŻ║PDM┼cERPŽĄĮyĘųäe╩╣ė├Ė„ūįĄ─öĄō■ÄņŻ¼į┌ųĖČ©Ą─öĄō■ÄņųąĮ©┴óę╗ĮM╝sČ©Ė±╩ĮĄ─ųąķg▒ĒŻ¼▓óįOų├ūxīæųąķg▒ĒĄ─öĄō■Äņė├æ¶ķ_Ę┼ĮoPDM/ERPŽĄĮyįLå¢ĪŻųąķg▒Ē░³└©ųąķgöĄō■▒Ē║═ųąķg▒O┐ž▒ĒĪŻŲõųąųąķgöĄō■▒Ēė├ė┌┤µā”ļpĘĮĮ╗ōQĄ─öĄō■Ż¼ųąķg▒O┐ž▒Ēė├ė┌ūxīæ┤²╬─╝■Ą─ID║═░µ▒Š╠¢Ą╚ą┼ŽóĪŻ
Ī±╬─ÖnĮŌ╬÷Ų„Ż║░┤ššļpĘĮ╝sČ©Ą─öĄō■▐DōQ║═Į╗╗źĖ±╩ĮŻ¼Č©┴x╬─ÖnĮŌ╬÷Ų„Ż¼ė├ė┌īóé„│÷ĘĮĄ─ą┼ŽóĮŌ╬÷×ķĮė╩šĘĮ┐╔ūRäeĄ─ą┼ŽóĪŻ
Ī±▒O┐žŲ„Ż║ļpĘĮŠ∙įO┴ó▒O┐žŲ„ė├ė┌Č©Ų┌Æ▀├Ķ▒O┐žųąķg▒O┐ž▒Ēęį╝░ĢrĮė╩š┤²é„▌ö╬─╝■ĪŻ
Ī±Įė┐┌ĮM╝■Ż║Įø▀^ĮŌ╬÷Ų„ĮŌ╬÷║¾Ą─╬─╝■Ż¼═©▀^Įė┐┌ĮM╝■Ż¼īæ╚ļŽĄĮyĄ─öĄō■ÄņųąĪŻ
ęįPDMŽĄĮyŽ“ERPŽĄĮyųąīæ╚ļą┼Žó×ķ└²Ż║PDMīó«aŲĘ╝╝ągöĄō■īæ╚ļųąķg▒ĒŻ¼▓óį┌ųąķg▒O┐ž▒Ēųąīæ╚ļ┤²╬─╝■Ą─ID║═░µ▒Š╠¢Ą╚▒O┐žą┼ŽóĪŻERPŽĄĮy╩╣ė├▒O┐žŲ„Č©Ų┌Æ▀├Ķųąķg▒O┐ž▒ĒŻ¼«öÅ─ųąķg▒O┐ž▒ĒųąūxĄĮėąą┼Žóīæ╚ļųąķgöĄō■▒ĒĄ─▒O┐žą┼Žó║¾Ż¼ätš{ė├Įė┐┌ĮM╝■Ż¼Å─ųąķg▒Ēųąūx╚Ī«aŲĘ╝╝ągöĄō■Ż¼īæ╚ļERPā╚▓┐Ą─öĄō■▒ĒŻ©░³└©╬’┴ŽĪóBOMĪó╣ż╦ćą┼ŽóĄ╚Ż®ĪŻ
▓╔ė├╗∙ė┌ųąķg▒ĒĄ─╝»│╔╝╝ągŻ¼ERP┼cPDM╣▄└ĒŽĄĮyĖ„ūį¬Ü┴óŻ¼Įė┐┌▓╗╔µ╝░ļpĘĮĄ─öĄō■ĮYśŗė░ĒæŻ¼▓óŪęļpĘĮĄ─ž¤╚╬├„┤_Ż¼öĄō■Ą─░▓╚½ąįĄ├ĄĮ▒ŻūCĪŻįō╝»│╔╝╝ągŠ▀ėąķ_░lų▄Ų┌Č╠Īó╝»│╔│╔▒ŠĄ═Īó╚▌ęūīŹ╩®ĪóęŖą¦┐ņĄ─╠ž³cĪŻ
3.2.2 │╠ą“▀\ąąĘĮ╩Į
öĄō■Į╗ōQ│╠ą“į┌öĄō■Äņ║¾┼_ł╠ąąŻ¼ė╔Ū░┼_│╠ą“š{ė├ĪŻ
╩╣ė├OracleöĄō■Äņ╣▄└ĒŽĄĮyĄ─öĄō■Äņ┬ōĮė║══¼┴xį~ÖCųŲŻ¼į┌PDM┼cERPöĄō■Äņų«ķgĮ©┴óų▒ĮėĄ─öĄō■═©Ą└Ż¼▓ó▓╔ė├PL/SQLšZčįŠÄīæ┤µā”▀^│╠│╠ą“Ż¼īŹ¼FÅ─PDMĄĮųąķg▒ĒĄ─öĄō■é„▌öĪŻ
╩╣ė├ķ_─┐Č■┤╬ķ_░lšZčįŠÄīæČ■┤╬ķ_░l─_▒Š│╠ą“Ż¼š{ė├║¾┼_Ą─┤µā”▀^│╠ł╠ąąĪŻČ■┤╬ķ_░l─_▒Š│╠ą“ėąā╔éĆū„ė├Ż║Ż©1Ż®īó║¾┼_┤µā”▀^│╠å╬į¬│╠ą“ĮM┐Ś│╔ę╗éĆ▀ē▌ŗš¹¾wŻ¼īŹ¼F═Ļš¹Ą─öĄō■é„▌ö╣żū„Ż╗Ż©2Ż®īŹ¼FöĄō■é„▌öĄ─ė|░l▀ē▌ŗŻ¼į┌▀m«öĄ─ĢrÖCš{ė├öĄō■é„▌ö▀^│╠ĪŻ
īóöĄō■┤¾┴┐öĄō■é„▌öĄ─å╬į¬│╠ą“╩╣ė├║¾┼_┤µā”▀^│╠ł╠ąąĄ──┐Ą─╩Ū╠ßĖ▀▀\ąąą¦┬╩Ż╗Č°īóš¹¾wĄ─╠Ä└Ē▀ē▌ŗ║═ł╠ąąė|░l╩╣ė├Č■┤╬ķ_░lÖCųŲīŹ¼FĄ──┐Ą─╩Ū½@Ą├ŽĄĮyĄ─ņ`╗Ņąį║═┐╔öUš╣ąįĪŻ
3.3 ųąķg▒ĒįOų├
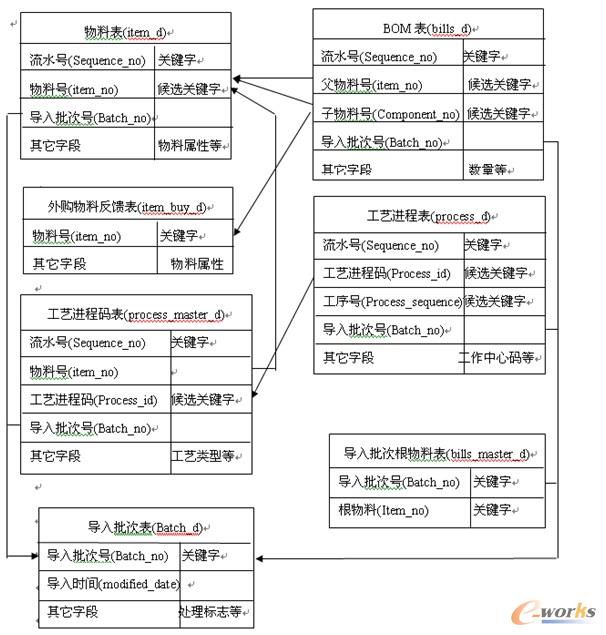
PDMŽ“ERPę¬é„▀fĄ─öĄō■▒ĒėąŻ║╬’┴Ž▒ĒŻ©item_dŻ®Īó═Ō┘Å╬’┴ŽĘ┤üą┼Žó▒ĒŻ©item_buy_dŻ®ĪóBOM▒ĒŻ©bills_dŻ®Īó╣ż╦ć▀M│╠┤a▒ĒŻ©process_master_dŻ®║═╣ż╦ć▀M│╠▒ĒŻ©process_dŻ®Ż¼▀Ćėąī¦╚ļ┼·┤╬▒ĒŻ©Batch_dŻ®║═ī¦╚ļ┼·┤╬Ą─Ė∙╬’┴Ž▒ĒŻ©Bills_master_dŻ®ĪŻĘųäe├Ķ╩÷╚ńŽ┬Ż║
3.3.1 ╬’┴ŽöĄō■
1) ╬’┴Ž▒ĒŻ©item_dŻ®
«aŲĘĮYśŗųą╔µ╝░Ą─╬’┴ŽėøõøŻ¼░³└©═Ō┘Å╬’┴Ž║═▓─┴ŽĪŻįō▒Ēųą░³║¼ERP╦∙ąĶĄ─┤¾▓┐Ęų╬’┴Žī┘ąįą┼ŽóĪŻ
2) ═Ō┘Å╬’┴ŽĘ┤üą┼Žó▒ĒŻ©item_buy_dŻ®
ī”é„╚ļĄ─═Ō┘Å╬’┴Ž▀MąąŠÄ┤a╠µōQĄ─ą┼Žó▒ĒĪŻ═¼Ģrę▓▒Ē▀_┴╦ą┬┼f╬’┴ŽĄ─ī”æ¬ĻPŽĄĪŻ
BOM▒ĒŻ©bills_dŻ®
▒Ē▀_┴╦«aŲĘĄ─ČÓīėĮYśŗŻ¼ė╔ėøõøĄ─ĖĖūėĻPŽĄą╬│╔ĪŻī”ė┌PDMųą┴Ń╝■Ą─▓─┴ŽŻ¼į┌▐DōQĢrę¬ūā│╔ĮYśŗśõ╔ŽĄ─ūŅ║¾ę╗╝ē╬’┴ŽĪŻ
3.3.2 ╣ż╦ćöĄō■
1) ╣ż╦ć▀M│╠┤a▒ĒŻ©process_master_dŻ®
įō▒Ē╩Ū╣ż╦ćöĄō■Ą─ų„▒ĒĪŻę╗éĆ╬’┴Ž┐╔─▄ėąČÓĘN╝ė╣ż╣ż╦ćŻ¼▒Ē¼F×ķČÓŚl╣ż╦ć▀M│╠Ż©┬ĘŠĆŻ®ĪŻ├┐éĆ╬’┴ŽĄ─├┐ĘN╣ż╦ć▀M│╠ė├ę╗éĆ╣ż╦ć▀M│╠┤aś╦ūRĪŻ
2) ╣ż╦ć▀M│╠▒ĒŻ©process_dŻ®
įō▒Ē╩Ū╣ż╦ćöĄō■Ą─Å─▒ĒĪŻę╗éĆ╣ż╦ć▀M│╠┤aŽ┬├µ░³║¼ČÓéĆ╣żą“Ż¼╣żą“ųą░³║¼╣żū„ųąą─Ą╚ą┼ŽóĪŻ
3.3.3 ī¦╚ļ┼·┤╬öĄō■
1) ī¦╚ļ┼·┤╬▒Ē(Batch_d)
ėøõøī¦╚ļ┼·┤╬ą┼ŽóŻ¼ęį╝░įō┼·┤╬╩Ūʱ▒╗ERP╠Ä└ĒĪŻ├┐ę╗┤╬ī¦╚ļ▓┘ū„«a╔·ę╗éĆą┬Ą─ī¦╚ļ┼·┤╬Ż¼ERP▓┘ū„╚╦åT┐╔ęįų¬Ą└ėąą┬Ą─ī¦╚ļöĄō■ąĶę¬╠Ä└ĒĪŻ
2) ī¦╚ļ┼·┤╬Ą─Ė∙╬’┴ŽŻ©Bills_master_dŻ®
├┐éĆ┼·┤╬ī¦╚ļĄ─öĄō■┐╔─▄╩ŪČÓéĆ«aŲĘ╗“▓┐╝■╔ŽĄ─Ż¼ėąČÓéĆĖ∙╬’┴ŽŻ¼ĘĮ▒ŃERPųąĄ─╠Ä└ĒĪŻ
3.4 öĄō■▒Ē▀ē▌ŗĻPŽĄ
öĄō■▒Ēų«ķgĄ─▀ē▌ŗĻPŽĄ╚ńŽ┬łD╦∙╩ŠŻ©╝²Ņ^▒Ē╩Š═ŌĻPµIūų╝s╩°Ż®Ż║
łD öĄō■▒Ēų«ķgĄ─▀ē▌ŗĻPŽĄ
3.5 ╝»│╔é„▌öā╚╚▌
3.5.1 ą┬Ą─«aŲĘ╝╝ągöĄō■é„▀fĮoERP
1) PDMīóą┬Ą─«aŲĘ╝╝ągöĄō■é„▀fĮoERPųąķg▒Ē
(1) ė|░lĢrÖC║═╠Ä└Ē┴ŻČ╚
öĄō■é„▀fĄ─ė|░lĢrÖC╩ŪųĖ╩▓├┤Ģr║“▀\ąąöĄō■é„╦═│╠ą“Ż¼īóPDMųąĄ─öĄō■é„▀fĄĮERPųąķg▒ĒĪŻ╠Ä└Ē┴ŻČ╚╩ŪųĖę╗┤╬öĄō■é„▀f╠Ä└ĒĄ─ĘČć·ĪŻ
ą┬öĄō■Ą─é„▀fŻ¼▓╔ė├ūįäėė|░lĘĮ╩ĮŻ¼į┌ę╗éĆ«aŲĘ═Ļ│╔įOėŗ║═╣ż╦ćŠÄųŲų«║¾ūįäėł╠ąąĪŻ
╠Ä└Ē┴ŻČ╚┐╔ęį╩Ūę╗éĆ«aŲĘŻ¼ę▓┐╔ęį╩Ūę╗éĆ▓┐╝■ĪŻę╗éĆ«aŲĘ═Ļ│╔║¾┐╔ęįūįäė┼·┴┐é„▀fš¹éĆ«aŲĘųąĄ─╦∙ėąĮYśŗ║═╣ż╦ćöĄō■ĪŻę▓į╩įSį┌ę╗éĆ▓┐╝■═Ļ│╔║¾╩ų╣żåóäėé„▀fę╗éĆ▓┐╝■Ą─öĄō■ĪŻį┌é„▀fę╗éĆ«aŲĘĄ─öĄō■ĢrŻ¼╚ń╣¹ŲõųąĄ─▓┐Ęų▓┐╝■Ą─öĄō■ęčĮøé„▀f▀^Ż¼ät╠°▀^▓╗ųžÅ═é„▀fĪŻę“┤╦PDMųąæ¬ėøõø──ą®öĄō■╩ŪęčĮøé„▀f▀^Ą─ĪŻ
(2) öĄō■╠Ä└Ē▀ē▌ŗ
▀MąąöĄō■é„▀f▓┘ū„ĢrŻ¼ŽĄĮyūįäėÖz▓ķųĖČ©ĘČć·ā╚Ą─öĄō■╩ŪʱØMūŃé„▌öŚl╝■Ż©öĄō■²R╚½Īóęč░l▓╝Ą╚Ż®Ż¼öĄō■╩ŪʱęčĮøé„▌ö▀^ĪŻ
«öė├涚łŪ¾é„╦═ę╗éĆ«aŲĘ╗“š▀┴Ń▓┐╝■Ą─öĄō■ĢrŻ¼╚ń╣¹ę¬é„▀fĄ─öĄō■╬┤░l▓╝Ż¼╗“š▀ęčĮøé„▀f▀^Ż¼╠ß╩Šė├æ¶Ż¼╚ĪŽ¹öĄō■é„▀f▓┘ū„ĪŻ╚ń╣¹ØMūŃé„╦═Śl╝■Ż¼īóųĖČ©öĄō■ī¦│÷ĄĮERPųąķg▒ĒĪŻ
į┌é„▀föĄō■ĢrŻ¼ųīėūx╚Ī«aŲĘ╗“š▀┴Ń▓┐╝■Ž┬├µĄ─┴Ń▓┐╝■ī”Ž¾öĄō■Ż¼ęį╝░┴Ń▓┐╝■ī”Ž¾╔ŽĻP┬ōĄ─╣ż╦ć┬ĘŠĆī”Ž¾║═╣ż╦ć╬─Önī”Ž¾ųąĄ─öĄō■Ż©╠ß╚Ī│╔╣ż╦ć▀M│╠▒ĒŻ®Ż¼▐DōQ│╔ERPųąķg▒ĒĄ─Ė±╩Įīæ╚ļųąķg▒ĒĪŻ
╚ńŽ┬łDŻ¼ī”ė┌Ž┬├µĄ─«aŲĘĮYśŗŻ║

łD «aŲĘĮYśŗ╩Š└²
┐╔ęįį┌«aŲĘAŽ┬├µ╦∙ėą┴Ń▓┐╝■╝░Ųõ╣ż╦ć╬─ÖnČ╝░l▓╝║¾š¹¾wé„▀fš¹éĆ«aŲĘAĄ─öĄō■ĄĮERPųąĪŻ
ę▓┐╔ęįŽ╚═Ļ│╔┴╦▓┐╝■BĄ─įOėŗ║═╣ż╦ć║¾Ż¼Š═Ž╚é„▀f▓┐╝■BĄ─öĄō■ĄĮERPŻ¼░³└©▓┐╝■BĪó┴Ń╝■CĄ─įOėŗöĄō■║═╣ż╦ćęÄ│╠1Īó╣ż╦ćęÄ│╠2║═╣ż╦ćęÄ│╠3ųąĄ─╣ż╦ćöĄō■Ż╗╚╗║¾«ö«aŲĘAųąĄ─Ųõ╦³┴Ń▓┐╝■Ą─įOėŗ║═╣ż╦ćČ╝═Ļ│╔║¾Ż¼į┘é„▀fš¹éĆAŻ¼▀@Ģrīóūįäė┬į▀^▓┐╝■B╝░ŲõŽ┬╝ē┴Ń▓┐╝■ųąęčé„▀fĄ─öĄō■Ż¼ų╗é„▀f«aŲĘAĪó▓┐╝■DĪó┴Ń╝■EĄ─įOėŗöĄō■Ż¼ęį╝░╣ż╦ćęÄ│╠4║═╣ż╦ćęÄ│╠5Ą─ųą╣ż╦ćöĄō■Ż╗═¼Ģrīó▓┐╝■Bū„×ķ«aŲĘAĄ─Ž┬╝ē╬’┴Žīæ╚ļBOM▒ĒŻ©bills_dŻ®ĪŻ
╚ń╣¹å╬¬Üī¦╚ļ╣ż╦ćöĄō■Ż¼ę¬Öz▓ķ╔µ╝░Ą─╬’┴Ž╩ŪʱęčĮøī¦╚ļ╬’┴Ž▒ĒĪŻ╚ń╣¹ø]ėąī¦╚ļŻ¼ę¬Ž╚ī¦╚ļŽÓĻPĄ─╬’┴ŽöĄō■Ż©Ą½▓╗ę╗Č©ę¬ĮYśŗöĄō■Ż®Ż¼▓┼─▄ī¦╚ļįō╬’┴ŽĄ─╣ż╦ćöĄō■ĪŻ
į┌PDMųąŻ¼ī”é„▌ö▀^Ą─öĄō■ę¬ū÷ś╦ėøĪŻį┌┴Ń▓┐╝■ī”Ž¾Īó╣ż╦ć┬ĘŠĆī”Ž¾Īó╣ż╦ćęÄ│╠ī”Ž¾╔Ž╝ėā╚▓┐ī┘ąįėøõøé„▀fŪķørĪŻ
2) ERPīóą┬Ą─«aŲĘ╝╝ągöĄō■Å─ERPųąķg▒Ē┤_šJĄĮERPš²╩ĮŽĄĮy▒Ē
(1) ė|░lĢrÖC║═╠Ä└Ē┴ŻČ╚
ą┬öĄō■Ą─é„▀fŻ¼▓╔ė├╚╦╣żĘĮ╩ĮŻ¼į┌ę╗éĆ┼·┤╬öĄō■é„▀f═Ļ│╔ų«║¾ĪŻ
┼·┤╬öĄō■░³║¼Ą─ā╚╚▌×ķŻ║
Ī±ę╗éĆ«aŲĘ╗“š▀╚╬ęŌīė┤╬Ą─▓┐╝■ĮM╝■Ż╗
Ī±═¼Ģré„«aŲĘĮYśŗ║═╣ż╦ćöĄō■Ż╗
Ī±ų╗é„╬’┴Ž║═«aŲĘĮYśŗöĄō■Ż¼▓╗é„╣ż╦ćöĄō■Ż╗
Ī±╚ń╣¹╬’┴ŽöĄō■ęčé„▀^Ż¼┐╔ęįų╗é„╣ż╦ćöĄō■Ż╗
Ī±┐╔ęįé„å╬éĆĄ─╣ż╦ćöĄō■Ż©įō╬’┴ŽöĄō■ęčé„▀^Ż®ĪŻ
(2) ╠Ä└Ē▀ē▌ŗ
é„▀fĄĮERPųąķg▒ĒĄ─öĄō■Ż¼ė╔╣▄└Ē╚╦åT▀MąąŽÓĻPöĄō■ąŻ║╦║¾Ż¼Ęų┼·é„▀fĄĮERPš²╩ĮöĄō■ųąĪŻ
ą┬į÷öĄō■░┤šš┼·┤╬▀MąąųéĆ«aŲĘ┤_šJ║¾ūįäė╝ė╚ļERPŽĄĮyŻ¼▓óī”ŽÓĻPėøõø▀MąąĄ─įLå¢╠Ä└Ēś╦ėø▀MąąĖ³Ė─Ż╗
ą┬į÷Ą─═Ō┘Å╬’┴Žé„╚ļųąķg▒Ē║¾Ż¼į┌ø]ėą┤_šJĄ─ŪķørŽ┬Ż¼▓╗─▄ūįäėé„╚ļERPŽĄĮyŻ¼▒žĒÜį┌Įø▀^┤_šJ║¾▓┼─▄▀MąąŽÓĻPöĄō■Ą─é„▀fĪŻ╚ń╣¹ą┬į÷═Ō┘Å╬’┴ŽŠÄ┤aąĶę¬▀Mąą╠µōQŻ¼ätīó╠µōQą┼Žóīæ╚ļ═Ō┘Å╬’┴ŽĘ┤üųąķg▒ĒŻ¼▓óīó«aŲĘĮYśŗųąķg▒ĒųąĄ─═Ō┘Å┼RĢr╬’┴Ž▀Mąą╠µōQ╠Ä└ĒĪŻ
ą┬į÷Ą─öĄō■Ą─ī¦╚ļų„ŽÓĻPą┼ŽóŻ║╚ńūįųŲ╬’┴Ž┤aĪó╣ż╦ć┬ĘŠĆ┤aĪó╣ż╦ć▀M│╠Ą╚ą┼Žó▓╗─▄▀MąąĖ³Ė─Ż╗Ųõ╦¹▌oų·ą┼ŽóŻ¼╔·«a£╩éõ╚╦åT┐╔ęį▀MąąĖ³Ė─║¾į┘ī¦╚ļERPš²╩ĮŽĄĮyÄņĪŻ╚ń╣¹▀Mąą┴╦ą┼ŽóĖ³Ė─ätąĶę¬ī”ŽÓĻPĄ─Ė³Ė─ą┼Žóėø╚ļųąķg▒ĒŻ¼╣®PDM▀MąąŽÓĻPĖ³Ė─ą┼ŽóĄ─▓ķįā║═╠Ä└ĒĪŻ
3.5.2 ęčėą«aŲĘöĄō■Ė³Ė─║¾Ė³ą┬ERP
1) PDMīóęčėą«aŲĘöĄō■Ė³Ė─║¾Ė³ą┬ERPųąķg▒Ē
(1) ė|░lĢrÖC║═╠Ä└Ē┴ŻČ╚
Ė³Ė─öĄō■Ą─é„▀fė|░lĢrÖC×ķ╚╦╣żė|░l║═Č©ĢrūįäėĖ³ą┬ŽÓĮY║ŽŻ║
«öę╗éĆ«aŲĘ╗“š▀┴Ń▓┐╝■ųą░l╔·įOėŗ╗“╣ż╦ćöĄō■Ė³Ė─║¾Ż¼╚╦╣żøQČ©Ė³ą┬─│éĆ«aŲĘ╗“┴Ń▓┐╝■Ą─öĄō■ĄĮERPĪŻ▀@ĢrŽĄĮyÆ▀├Ķįō«aŲĘ╗“┴Ń▓┐╝■ųąŻ¼──ą®┴Ń▓┐╝■ī”Ž¾╗“╣ż╦ć╬─Önī”Ž¾öĄō■ęčĮøé„▀fĄĮERPųąķg▒Ē║¾ėų░l╔·┴╦ūāĖ³Ż¼▓óŪęūāĖ³║¾Ą─öĄō■▀Ćø]ėąé„▀fĄĮERPĄ─Ż¼īó▀@ą®öĄō■┼·┴┐Ė³ą┬ĄĮųąķg▒ĒųąĪŻŽÓæ¬Ą─╠Ä└Ē┴ŻČ╚×ķ╚╬ęŌę╗éĆ«aŲĘ╗“┴Ń▓┐╝■░³└©Ž┬╝ē┴Ń▓┐╝■ī”Ž¾Ą─įOėŗ║═╣ż╦ćöĄō■Ż¼ę▓┐╔ęį╩Ūå╬¬ÜĄ─╣ż╦ćęÄ│╠╬─ÖnĪŻöĄō■é„╦═Ą─ŅlČ╚Ą─┴ŻČ╚┐╔ęį╚╦╣ż┐žųŲŻ¼╠Ä└Ēņ`╗ŅĪŻ
═¼ĢrįOų├Č©ĢrūįäėĖ³ą┬öĄō■Ż¼└²╚ń├┐╠ņę╣└’0³cĪŻ▀@Ģr│╠ą“ūįäėÆ▀├Ķš¹éĆPDMöĄō■ÄņŻ¼┐┤ėą──ą®┴Ń▓┐╝■║═╣ż╦ć╬─ÖnöĄō■ęčĮøé„▀fĄĮERPųąķg▒Ē║¾ėų░l╔·┴╦ūāĖ³Ż¼▓óŪęūāĖ³║¾Ą─öĄō■▀Ćø]ėąé„▀fĄĮERPĄ─Ż¼┼·┴┐īó▀@ą®öĄō■Ė³ą┬ĄĮųąķg▒ĒųąĪŻ─▄▒ŻūCĖ³Ė─öĄō■é„╦═¤o▀z┬®ĪŻ
ę╗░ŃŪķørŽ┬╚╦╣żė|░lŻ¼▀z┬®Ą─öĄō■ätį┌Č©Ģrė|░lĢrča╔ŽĪŻąĶę¬╝░Ģré„╦═Ą─┐╔ęį╚╦╣ż▓┘ū„±R╔Žé„╦═Ż¼▓╗╝▒ė┌é„╦═Ą─į┌Č©Ģr┼·┴┐╠Ä└ĒĢré„╦═ĪŻ
(2) öĄō■╠Ä└Ē▀ē▌ŗ
PDMųąöĄō■Ė³Ė─║¾Ż¼īóĖ³Ė─Ą─ūā╗»öĄō■é„▀fĮoERPŻ¼Č°▓╗╩Ūš¹¾wé„▀fą┬öĄō■ĪŻūā╗»öĄō■═©▀^Į©┴óą▐Ė─ś╦ųŠ╬╗ūųČ╬▒Ē▀_ĪŻ
į┌é„▀fūāĖ³öĄō■ĢrŻ¼Ė∙ō■├┐éĆ┴Ń▓┐╝■ī”Ž¾╗“╣ż╦ć╬─Önī”Ž¾Ą─ūāĖ³ĘĮ╩Į▓╗═¼Ż¼ėąŽÓæ¬Ą─╠Ä└Ē▀ē▌ŗĪŻ
Ī±«aŲĘ╗“┴Ń▓┐╝■ī”Ž¾«a╔·┴╦ą┬░µ▒Š
▒╚▌^«aŲĘ╗“┴Ń▓┐╝■ī”Ž¾Ą─ą┬░µ▒ŠĄ─ī┘ąį┼c╬’┴Žųąķg▒Ēitem_dųąęčėąĄ─ŽÓæ¬ī┘ąįŻ¼╚ń╣¹░l╔·ūā╗»Ż¼ätīóįŁėøõøÅ═ųŲę╗ŚlŻ¼į┌Å═ųŲĄ─ėøõø╔Žū÷ÅUŚēś╦ėøŻ¼═¼Ģrīæ╚ļę╗Ślą┬ėøõøĪŻ
ųīė▒╚▌^«aŲĘ╗“▓┐╝■Ą─ą┬░µ▒ŠĄ─ĮYśŗ┼cBOMųąķg▒Ēbills_dųąęčėąĄ─ĮYśŗöĄō■Ż║
╚ń╣¹į÷╝ė┴╦Ž┬╝ē┴Ń▓┐╝■Ż¼ätį┌bills_dųąį÷╝ėę╗ŚlėøõøŻ¼▓óīæ╚ļūĘ╝ėś╦ėøŻ╗╚ń╣¹ą┬į÷╝ėĄ─▀@éĆ┴Ń▓┐╝■▒Š╔ĒĄ─öĄō■▀Ćø]ėąé„▀fĄĮERPŻ¼ät▀Ćėąīóįō┴Ń▓┐╝■Ą─įOėŗ║═╣ż╦ćöĄō■Ž╚é„▀fĄĮERPųąķg▒ĒųąŻ╗
╚ń╣¹£p╔┘┴╦Ž┬╝ē┴Ń▓┐╝■Ż¼ätį┌bills_dųąīóįŁėøõøÅ═ųŲę╗ŚlŻ¼į┌Å═ųŲĄ─ėøõø╔Žū÷ÅUŚēś╦ėøĪŻ
╚ń╣¹įŁüĒĄ─Ž┬╝ē┴Ń▓┐╝■╚į╚╗┤µį┌Ż¼ät▒╚▌^ĮYśŗī┘ąįöĄō■Ż©└²╚ńöĄ┴┐Ż®Ż¼╚ń╣¹░l╔·┴╦ūā╗»Ż¼ätīóįŁėøõøÅ═ųŲę╗ŚlŻ¼į┌Å═ųŲĄ─ėøõø╔Žū÷ą▐Ė─ÅUŚēś╦ėøŻ¼═¼Ģrį÷╝ėę╗Ślą┬ėøõøŻ¼▓óīæ╚ļą▐Ė─ūĘ╝ėś╦ėøĪŻ
╚ń╣¹įŁüĒĄ─Ž┬╝ē┴Ń▓┐╝■ōQ│╔┴╦ą┬░µ▒ŠŻ¼ät▒╚▌^įō┴Ń▓┐╝■Ą─ą┬┼f░µ▒ŠĄ─ī┘ąį║═ĮYśŗŻ¼░┤═¼śėĄ─ĘĮ╩ĮĖ³ą┬▀@éĆą┬░µ▒Šī”Ž¾Ą─öĄō■ĪŻ▀@ĘNųīėĄ─öĄō■▒╚▌^╩Ūę╗éĆŪČ╠ū▀fÜwĄ─▀^│╠Ż¼ų¬Ą└╦∙ėąŽ┬╝ē┴Ń▓┐╝■ī”Ž¾Č╝▒╚▌^═Ļ«ģĪŻ
┴Ń▓┐╝■ī”Ž¾▒╚▌^Ą─ę└ō■╩Ū╬’┴ŽŠÄ┤aŻ©item_noŻ®ĪŻ
Ī±«aŲĘ╗“┴Ń▓┐╝■╔ŽĻP┬ōĄ─╣ż╦ć┬ĘŠĆ╗“╣ż╦ćęÄ│╠ī”Ž¾«a╔·┴╦ą┬░µ▒Š
╚ń╣¹┴Ń▓┐╝■ī”Ž¾ĻP┬ōĄ─╣ż╦ć┬ĘŠĆī”Ž¾«a╔·┴╦ą┬░µ▒ŠŻ¼ätę¬ė├ą┬░µ╣ż╦ć┬ĘŠĆųąĄ─╝ė╣żļAČ╬ĻP┬ōĄ─╣ż╦ćęÄ│╠ųąĄ─öĄō■«a╔·ą┬Ą─╣ż╦ć▀M│╠▒ĒŻ¼Ė³ą┬įŁüĒĄ─ųąķg▒ĒųąĄ─╣ż╦ćöĄō■ĪŻ
╚ń╣¹ę╗éĆ┴Ń▓┐╝■ĻP┬ōĄ─╣ż╦ć┬ĘŠĆųąĻP┬ōĄ─╣ż╦ćęÄ│╠ī”Ž¾«a╔·┴╦ą┬░µ▒ŠŻ¼ätę¬ė├ą┬░µ╣ż╦ćęÄ│╠ųąĄ─öĄō■«a╔·ą┬Ą─╣ż╦ć▀M│╠▒ĒŻ¼Ė³ą┬įŁüĒĄ─ųąķg▒ĒųąĄ─╣ż╦ćöĄō■ĪŻ
▒╚▌^Ė─ūā║¾Ą─╣ż╦ć▀M│╠ųąĄ─╣żą“┼cųąķg▒ĒųąĄ─įŁ╣żą“Ż║
╚ń╣¹į÷╝ėę╗Ą└╣żą“Ż¼ätį┌╣ż╦ć▀M│╠▒Ēprocess_dųąūĘ╝ėę╗Śl╣żą“ėøõøŻ¼▓óīæ╚ļūĘ╝ėś╦ūRŻ╗
╚ń╣¹£p╔┘ę╗Ą└╣żą“Ż¼ätį┌╣ż╦ć▀M│╠▒Ēprocess_dųąīóįŁėøõøÅ═ųŲę╗ŚlŻ¼į┌Å═ųŲĄ─ėøõø╔Žū÷ÅUŚēś╦ėøŻ╗
╚ńėąę╗Śl╣żą“Ą──│ą®ūųČ╬░l╔·┴╦ūā╗»Ż©Š▀¾w──ą®ūųČ╬ģó┼c▒╚▌^æ¬Ė∙ō■Š▀¾wąĶę¬┤_Č©Ż®Ż¼ätį┌╣ż╦ć▀M│╠▒Ēprocess_dųąĄ─īóįŁėøõøÅ═ųŲę╗ŚlŻ¼į┌Å═ųŲĄ─ėøõø╔Žū÷ą▐Ė─ÅUŚēś╦ūRŻ¼═¼ĢrūĘ╝ėę╗Śl╣żą“ėøõøŻ¼▓óīæ╚ļą▐Ė─ūĘ╝ėś╦ūRĪŻ
╣żą“Ą─▒╚▌^ęįRecord_id×ķ£╩ĪŻą▐Ė─ę╗Ą└╣żą“ĢrŻ¼╣żą“Ą─Record_idųĄ▒Ż│ų▓╗ūāĪŻ
Ī±ų▒Įėį┌įŁī”Ž¾╔Žą▐Ė─Ą─Ūķør
ūāĖ³Ģrę▓┐╔─▄▓╗«a╔·ą┬░µ▒ŠŻ¼Č°╩Ūų▒Įėį┌įŁ░µ▒Š╔Žą▐Ė─ĪŻī”▀@ĘNŪķørŻ¼į┌▀MąąöĄō■ī¦╚ļĢr═©▀^é„▌öś╦ėø┼ąöÓįōī”Ž¾ęčĮøĮø▀^ą▐Ė─Ż¼Č°Ūęą▐Ė─║¾Ą─öĄō■▀Ćø]ėąī¦╚ļĄĮERPŽĄĮyĪŻ
2) ERP▀\ė├öĄō■Ė³Ė─║¾Ą─ERPųąķg▒ĒöĄō■ī”ERPš²╩ĮŽĄĮy▒Ē▀MąąĖ³ą┬
(1) ė|░lĢrÖC║═╠Ä└Ē┴ŻČ╚
Ė³Ė─öĄō■Ą─é„▀fė|░lĢrÖC×ķ╚╦╣żė|░lŻ¼«öėąĖ³Ė─┼·┤╬öĄō■é„╚ļĢrät┐╔ęį╠Ä└ĒĪŻ
«öę╗éĆ«aŲĘ╗“š▀┴Ń▓┐╝■ųą░l╔·įOėŗ╗“╣ż╦ćöĄō■Ė³Ė─║¾Ż¼╩ūŽ╚┤_šJįōöĄō■Ż¼╚╗║¾▀Mąąī”ERP▒ĒĄ─öĄō■▀MąąūįäėĖ³ą┬ĪŻ
(2) ╠Ä└Ē▀ē▌ŗ
Ė³Ė─öĄō■░┤ššė├æ¶Ą─ę¬Ū¾┐╔ęį░┤ĢrķgĄ╚Śl╝■▀Mąą┼·┴┐╗“ųéĆĖ³ą┬ėøõø▀Mąą╠Ä└ĒŻ¼ūįäėĖ³ą┬ERPŽÓĻP▒Ēųąė╔PDMŠSūoĄ─öĄō■Ż¼▓óį┌ųąķg▒Ēųą╝ė╚ļŽÓĻPĄ─╠Ä└Ēś╦ūRĪŻ
Ė³Ė─äh│²Ą─öĄō■ų▒Įė▀MąąŽÓĻPäh│²╠Ä└ĒĪŻą▐Ė─ę²ŲĄ─ą┬į÷Ą─öĄō■Ą─ī¦╚ļų„ŽÓĻPą┼ŽóŻ║╚ńūįųŲ╬’┴Ž┤aĪó╣ż╦ć┬ĘŠĆ┤aĪó╣ż╦ć▀M│╠Ą╚ą┼Žó▓╗─▄▀MąąĖ³Ė─Ż╗Ųõ╦¹▌oų·ą┼ŽóŻ¼╔·«a£╩éõ╚╦åT┐╔ęį▀MąąĖ³Ė─║¾į┘ī¦╚ļERPš²╩ĮŽĄĮyÄņĪŻ╚ń╣¹▀Mąą┴╦ą┼ŽóĖ³Ė─ätąĶę¬ī”ŽÓĻPĄ─Ė³Ė─ą┼Žóėø╚ļųąķg▒ĒŻ¼╣®PDM▀MąąŽÓĻPĖ³Ė─ą┼ŽóĄ─▓ķįā║═╠Ä└ĒĪŻ
╠ß╣®öĄō■Ė³ą┬Üv╩Ę▓ķįā▒╚▌^╣”─▄Ż║░³└©«aŲĘĮYśŗĖ³Ė─╣ż╦ćĖ³Ė─Ż╗
3.6 öĄō■▐DōQĻPŽĄ
3.6.1 ųŲįņBOM
į┌PDMųąŠSūo┐╔ų▒ĮėųĖī¦╔·«aĄ─ųŲįņBOMĮYśŗŻ¼īóPDMųąĄ─ųŲįņBOMŽ“ERPé„▀fĢrŻ¼▓╗▀MąąĮYśŗĻPŽĄĄ─▐DōQ║═ą▐Ė─ĪŻ
3.6.2 ┴Ń▓┐╝■Ą─▓─┴Ž
ī”ė┌ūįųŲ┴Ń▓┐╝■Ą─▓─┴ŽŻ¼į┌PDMųą▓╗╩Ū«aŲĘĮYśŗĄ─╣سcŻ¼Č°╩Ū▒Ē¼F×ķ┴Ń▓┐╝■ī”Ž¾Ą─▓─┴Žī┘ąįŻ¼ęį╝░╣ż╦ć┐©Ų¼ųąĄ─▌o┴Žę¬Ū¾ĪŻé„▀fĄĮERPųąķg╬─╝■ĢrŻ¼▓─┴Žę¬ū„×ķ╬’┴Žīæ╚ļ╬’┴Ž▒ĒŻ©item_dŻ®Ż¼▓óū„×ķ┴Ń╝■Ą─Ž┬╝ē╣سcīæ╚ļBOM▒ĒŻ©bills_dŻ®ĪŻ
é„▀fĮoERPĄ─▓─┴Ž│²┴╦ų„▓─Ż¼▀Ćæ¬░³└©ė═Ųߥ╚ųžę¬▌o▓─ĪŻ
3.6.3 ╣ż╦ć▀^│╠öĄō■
PDMųąŻ¼╣ż╦ć▀^│╠öĄō■ėą╚²╝ēŻ║▄ćķg╝ēŻ©╣ż╦ć┬ĘŠĆųąĄ─╝ė╣żļAČ╬Ż®Īó╣żą“╝ēŻ©╣ż╦ć▀^│╠┐©ųąĄ─╣żą“Ż®Īó╣ż▓Į╝ēŻ©╣żą“┐©ųąĄ─╣ż▓ĮŻ®ĪŻĄ½į┌ERPųąŻ¼╣ż╦ć▀^│╠öĄō■ų╗ėąę╗╝ēŻ║Š═╩Ū╣żą“ĪŻ▓óŪęERPųąĄ─╣żą“┼cPDMųąĄ─╣żą“äØĘųś╦£╩▓╗ę╗śėŻ¼▓ó▓╗╩Ū║åå╬Ą─ī”æ¬ĻPŽĄĪŻ
ERPųąŻ¼ę╗éĆ┴Ń▓┐╝■Ą─╣ż╦ć▀M│╠░³║¼ČÓéĆ╣żą“Ż¼╣żą“äØĘų╩Ūęį╣żū„ųąą─Ż©įOéõ╗“įOéõĮMŻ®×ķę└ō■Ą─Ż¼Ė─ūāę╗┤╬╣żū„ųąą─Š═╩Ūę╗Ą└╣żą“Ż¼į┌═¼ę╗éĆ╣żū„ųąą─╔ŽĄ─╝ė╣ż▀^│╠¤ošōį§śėÅ═ļsŻ¼Č╝ęĢ×ķę╗Ą└╣żą“ĪŻ
×ķ┴╦ģ^ĘųPDMųąĄ─▄ćķg╝ē╣ż╦ć┬ĘŠĆ║═ERPųąĄ─╣żū„ųąą─╝ē╣ż╦ć┬ĘŠĆŻ¼īó║¾š▀ĘQ×ķ“╣ż╦ć▀M│╠”Ż¼ęį├Ō╗ņŽ²ĪŻ
┤µį┌ęįŽ┬ŪķørŻ║
ó┘PDMųąĄ─ę╗éĆ▄ćķg╝ē╝ė╣żļAČ╬ī”æ¬ĄĮERPųąūā│╔ę╗Ą└╣żą“Ż¼└²╚ń¤ß╠Ä└ĒŻ¼ERP▓╗ĻPą─¤ß╠Ä└Ē▄ćķgā╚▓┐Ą─╣żą“Ż¼░čš¹éƤß╠Ä└Ē▄ćķg┐┤│╔ę╗éĆ╣żū„ųąą─Ż╗
ó┌CAPP╣ż╦ć▀^│╠┐©ųąĄ─ČÓĄ└╣żą“║Ž▓ó×ķERPųąĄ─ę╗Ą└╣żą“Ż¼«öÄūéĆ▀B└mĄ─╣żą“į┌═¼ę╗éĆ╣żū„ųąą─╔Ž╝ė╣żĢr┐╔─▄│÷¼F▀@ĘNŪķørŻ╗
ó█CAPP╣ż╦ć▀^│╠┐©ųąĄ─ę╗Ą└╣żą“ūā×ķERPųąĄ─ČÓĄ└╣żą“Ż¼╚ń╣¹▀@Ą└╣żą“Ž┬├µĄ─╣ż▓Į╩╣ė├▓╗═¼įOéõĄ─įÆŻ¼┐╔─▄│÷¼F▀@ĘNŪķørĪŻ
į┌CAPP╣ż╦ć▀^│╠┐©ųąŻ¼ėą╝ė╣żĄ─įOéõą┼ŽóĪŻįOéõ┼c╣żū„ųąą─┤µį┌ī”æ¬ĻPŽĄŻ¼ę╗éĆ╣żū„ųąą─ė╔╚¶Ė╔įOéõĮM│╔ĪŻ═©▀^CAPP╣ż╦ć▀^│╠┐©ųąĄ─įOéõą┼Žó┐╔ęįīŹ¼F╣żą“▐DōQĪŻ
ĮŌøQĘĮ░ĖŻ║
ó┘į┌ERPųąĮ©┴ó╣żū„ųąą─┼cįOéõĄ─ī”æ¬ĻPŽĄĪŻ
ó┌└¹ė├īŻķTķ_░lĄ─│╠ą“Ż¼Ēśą“╠ß╚Ī╣ż╦ć┬ĘŠĆ╔ŽĖ„╣ż╦ćęÄ│╠ųąĄ─╣żą“įOéõą┼ŽóŻ¼Ė∙ō■įOéõ┼c╣żū„ųąą─Ą─ī”æ¬ĻPŽĄŻ¼╔·│╔╣ż╦ć▀M│╠öĄō■ĪŻ╣ż╦ć▀M│╠ųąĄ─├┐ę╗Ą└╣żą“ī”æ¬ę╗┤╬╣żū„ųąą─Ą─Ė─ūāĪŻÖz“ףh╣Øę▓«ö│╔╣ż╦ć▀M│╠ųąĄ─ę╗éĆ╠ž╩Ō╣żą“ĪŻ
ó█į┌┴Ń▓┐╝■ī”Ž¾╔ŽĻP┬ō╣ż╦ć▀M│╠▒Ēī”Ž¾Ż¼Ųõųą░³║¼╣ż╦ć▀M│╠▒ĒöĄō■Ż©░┤ERPę¬Ū¾Ą─Ė±╩ĮŻ®Ż¼┐╔ęį╩ų╣żą▐Ė─ĪŻ┐╔ūįäėŠÄ┼┼╣żą“╠¢Ż¼Ųź┼õ╣żą“┤aŻ©╚ń╣¹ERPųąėą╣żą“┤aĄ─įÆŻ®ĪŻ’@╩ŠĘĮ╩ĮŅÉ╦Ųė┌┴Ń▓┐╝■Ą─ĮYśŗ├„╝Ü▒ĒĪŻ
ó▄PDMŽ“ERPé„▀f╣ż╦ćöĄō■ĢrŻ¼ų▒Įėé„▀f╣ż╦ć▀M│╠▒ĒŻ¼é„▀fĢr▓╗į┘▐DōQĪŻ
ó▌ę╗éĆ┴Ń▓┐╝■┐╔─▄ėąČÓ╠ū╣ż╦ćŻ¼▒Ē¼Fį┌PDMųąŠ═╩Ū═¼ę╗éĆ┴Ń▓┐╝■ī”Ž¾╔ŽĻP┬ōČÓéĆ╣ż╦ć┬ĘŠĆī”Ž¾ęį╝░ŽÓĻPĄ─╣ż╦ćęÄ│╠ī”Ž¾ĪŻ▀@ĘNŪķørīóį┌PDMųą«a╔·ČÓéĆ╣ż╦ć▀M│╠▒ĒŻ¼ŽÓæ¬Ą─į┌ERPųą×ķę╗éĆ╬’┴Ž«a╔·ČÓéĆ╣ż╦ć▀M│╠┤aŻ¼├┐éĆ╣ż╦ć▀M│╠┤a▒Ē▀_ę╗╠ū╣ż╦ć▀M│╠ĪŻ
Ģ║Ģr▓╗╠Ä└Ē┼RĢr╣ż╦ćöĄō■ĪŻ
3.6.4 öĄō■ŠÄ┤a
öĄō■ŠÄ┤aĄ──┐Ą─╩Ū▒Ż│ųPDM┼cERPŽĄĮyųąī”Ž¾ś╦ūRĄ─╬©ę╗ąįī”æ¬ĻPŽĄĪŻ
ėąą®╗∙ĄAöĄō■Ą─ŠÄ┤a╩ŪņoæBĄ─Ż¼╚ń▓┐ķT┤aĪó╣żū„ųąą─┤aĄ╚Ż¼į÷╝ė║═ą▐Ė─Ą─ŅlČ╚║▄Ą═ĪŻ
╬’┴ŽĪó╣ż╦ć┬ĘŠĆĄ╚öĄō■Ą─ŠÄ┤a╩ŪäėæBĄ─Ż¼į┌ą┬«aŲĘĄ─įOėŗ▀^│╠ųąĢ■▓╗öÓ«a╔·ą┬Ą─öĄō■Ż¼ąĶę¬░┤ššęÄätĮo│÷ą┬Ą─ŠÄ┤aĪŻ
ī”ė┌═Ō┘Å╬’┴ŽŻ¼ī”ė┌ą┬Ą─╬’┴ŽŲĘĘNĢ■«a╔·ą┬Ą─ŠÄ┤aŻ¼æ¬─▄ĘĮ▒ŃĄ─▀xė├ęčėąĄ─═Ō┘Å╬’┴ŽĪŻ
1)ņoæB╗∙ĄAöĄō■Ą─ŠÄ┤a
į┌ERPŽĄĮyųąŠSūoŽ┬┴ą╗∙ĄAöĄō■Ą─ŠÄ┤aŻ║▓┐ķT┤aĪó╣żū„ųąą─┤aĪó╣żą“┤aŻ©╚ń╣¹ERPųąėą╣żą“┤aĄ─įÆŻ®ĪŻį┌īóPDMöĄō■é„╚ļųąķg╬─╝■ĢrŻ¼ų▒ĮėÅ─ERPŽĄĮyöĄō■Äņųąūx╚Ī▀@ą®öĄō■Ą─ŠÄ┤aĪŻ
į┌ŠÄųŲCAPP╣ż╦ć┐©Ų¼Ż¼╗“š▀į┌PDMųą╠Ņīæ┴Ń▓┐╝■ī┘ąįĢrŻ¼╚ń╣¹ąĶę¬ė├ĄĮ▀@ą®öĄō■Ż¼ät═©▀^┘Yį┤╣▄└ĒŲ„ų▒ĮėÅ─ERPŽĄĮyöĄō■Äņųąūx╚Ī▀@ą®öĄō■Ż¼▒ŻšŽöĄō■Ą─║ŽĘ©ąį║═ęÄĘČąįĪŻ
╚ń╣¹įōÅSīŹ¼F┴╦┼cŠ▀¾wæ¬ė├ŽĄĮy¤oĻPĄ─Ų¾śI╝ē╗∙ĄAöĄō■ÄņŻ¼ätPDM║═ERPŽĄĮyČ╝Å─═¼ę╗éĆŲ¾śI╗∙ĄAöĄō■Äņųąūx╚Ī▀@ą®╗∙ĄAöĄō■ĪŻ
2)ūįųŲ╬’┴Ž║═╣ż╦ć┬ĘŠĆĄ─ŠÄ┤a
į┌PDMųąī”Ž┬┴ąöĄō■▀MąąŠÄ┤aŻ║ūįųŲ┴Ń▓┐ĮM╝■Ą─╬’┴Ž┤aĪó╣ż╦ć▀M│╠┤aĪŻ
ŠÄ┤aęÄätęįŲ¾śIĄ─ŠÄ┤aĘĮ░ĖĄ─ę¬Ū¾×ķ£╩Ż¼┐╔▓╔ė├╚ńŽ┬╝╝ągīŹ¼FŻ║
Ī±į┌PDMųąė├Č■┤╬ķ_░l│╠ą“«a╔·Ż╗
Ī±š{ė├ķ_─┐ŠÄ┤a╣żŠ▀«a╔·ĪŻ
ūįųŲ┴Ń▓┐ĮM╝■║═╣ż╦ć┬ĘŠĆĄ─ŠÄ┤aė╔╣ż╦ćįOėŗ▓┐ķT┤_Č©ĪŻ
3)ś╦£╩╝■║══Ō┘Å┴Ń▓┐╝■Ą─ŠÄ┤a
ś╦£╩╝■║══Ō┘Å┴Ń▓┐╝■Äņį┌ERPŽĄĮyųąŠSūoĪŻPDMŽĄĮy║═ERPŽĄĮyČ╝▒Ż┤µś╦£╩╝■║══Ō┘Å┴Ń▓┐╝■Ą─ŠÄ┤aŻ¼ęįERPŽĄĮyųąĄ─×ķ£╩ĪŻPDMŽĄĮyÅ─ERPųąūx╚Īś╦£╩╝■║══Ō┘Å┴Ń▓┐╝■Ą─ŠÄ┤aŻ¼▒Ż┤µį┌PDMųąĪŻ
ś╦£╩╝■║══Ō┘Å┴Ń▓┐╝■Äņ╝░ŲõŠÄ┤aė╔╬’┘Y▓┐ķTžōž¤ŠSūoĪŻ
4)═Ō┘Å╬’┴ŽĄ─ŠÄ┤a
═Ō┘Å╬’┴ŽĄ─ŠÄ┤aį┌ERPŽĄĮyųąŠSūoŻ¼═Ō┘Å╬’┴ŽĄ─ŽÓĻPöĄō■ęįERPŽĄĮyųąĄ─×ķ£╩ĪŻERPŽĄĮyųąŻ¼═Ō┘Å╬’┴ŽöĄō■┤µā”į┌╬’┴Žų„ėøõø▒ĒųąĪŻPDMŽĄĮy▓╗▒Ż┤µ═Ō┘Å╬’┴ŽĄ─ŠÄ┤aĪŻ
═Ō┘Å╬’┴ŽĄ─ŠÄ┤aė╔╬’┘Y▓┐ķT┤_Č©ĪŻ
ė╔įOėŗ║═╣ż╦ć╚╦åT┤_Č©ąĶę¬╩╣ė├Ą─═Ō┘Å╬’┴ŽŻ¼ę╗░Ńæ¬▒M┴┐▀xė├Ų¾śI╗∙ĄAöĄō■Äņ╗“ERP═Ō┘Å╬’┴ŽÄņųąęčėąĄ─═Ō┘Å╬’┴ŽĪŻ▀xė├ęčėąĄ─═Ō┘Å╬’┴ŽĢrŻ¼┐╔ęį═©▀^┘Yį┤╣▄└ĒŲ„ÆņÄņ╠ŅīæŻ¼▒ŻšŽöĄō■║═║ŽĘ©ąį║═ęÄĘČąįĪŻī”ė┌ęčėąĄ─═Ō┘Å╬’┴ŽŻ¼į┌īóįOėŗ║═╣ż╦ćöĄō■Å─PDMī¦╚ļERPŽĄĮyĢrŻ¼Ė∙ō■╬’┴ŽĄ─├¹ĘQĪóą═╠¢Īó┼Ų╠¢Ż¼┼cŲ¾śI╗∙ĄAöĄō■Äņ╗“ERP═Ō┘Å╬’┴ŽÄņųąĄ─═Ō┘Å╬’┴ŽöĄō■▀MąąŲź┼õŻ¼½@╚Ī╬’┴ŽŠÄ┤aŻ¼īæ╚ļųąķg▒Ēitem_dĪóBOM▒Ēbills_dĪŻ
įOėŗ║═╣ż╦ć╚╦åT▀Ć┐╔─▄╠ß│÷ą┬Ą─═Ō┘Å╬’┴ŽŲĘĘNĪŻī”ė┌ą┬Ą─═Ō┘Å╬’┴ŽŻ¼į┌īóįOėŗ║═╣ż╦ćöĄō■Å─PDMī¦╚ļERPŽĄĮyĢrŻ¼PDMŽĄĮyūįäėš{ė├ŠÄ┤a│╠ą“Ż©PDMČ■┤╬ķ_░lŻ¼╗“š▀ķ_─┐ŠÄ┤a╣żŠ▀Ż®Ė∙ō■╬’┴ŽŠÄ┤aęÄät«a╔·┼RĢrŠÄ┤aŻ¼īæ╚ļųąķg▒ĒĪŻ═¼Ģrį┌ųąķg▒Ēųąūó├„“┼RĢrŠÄ┤a”ĪŻ
ERPŽĄĮyėąĮń├µ┐╔ęį’@╩Š“┼RĢrŠÄ┤a”Ą─═Ō┘Å╬’┴ŽŻ¼ė├╠ž╩Ōś╦ėø═╗│÷’@╩Š┼RĢrŠÄ┤aĪŻ╬’┘Y▓┐ķT┐╔ęįį┌ERPŽĄĮyųąą▐Ė─║═┤_šJą┬Ą─═Ō┘Å╬’┴ŽŠÄ┤aĪŻ╚ń╣¹ą▐Ė─ŠÄ┤aŻ¼ė├ą▐Ė─║¾Ą─ŠÄ┤a╦óą┬ųąķg▒ĒųąĄ─┼RĢrŠÄ┤aĪŻ╚ń╣¹ėąŲ¾śI╝ē╗∙ĄAöĄō■ÄņŻ¼ą┬Ą─═Ō┘Å╬’┴Ž╝░ŲõŠÄ┤a▀Ćę¬┤µ╚ļŲ¾śI╝ē╗∙ĄAöĄō■ÄņĪŻ
į┌PDMųą╔·│╔╬’┴Ž┼RĢrŠÄ┤aĢrŻ¼ę└ō■Ą─ŠÄ┤aęÄät┼cį┌ERPųąŠÄ┤aĄ─ŽÓ═¼ĪŻERPķ_Ę┼┼c╬’┴ŽŠÄ┤aėąĻPĄ─╗∙ĄAöĄō■▒Ē╣®PDMįLå¢ĪŻę╗░ŃŪķørŽ┬Ż¼į┌PDMųą½@Ą├Ą─ŠÄ┤a┼cį┌ERPųąī”═¼ę╗╬’┴Ž«a╔·Ą─ŠÄ┤a╩Ūę╗ų┬Ą─ĪŻ
╚ń╣¹į┌ERPųąīó┼RĢr┤aūā│╔š²╩Į┤aĢrąĶꬹ▐Ė─PDM«a╔·Ą─┼RĢrŠÄ┤aŻ¼ätīóą▐Ė─║¾Ą─ŠÄ┤a┼cįŁüĒĄ─┼RĢrŠÄ┤aĄ─ī”æ¬ĻPŽĄīæ╚ļųąķg▒ĒŻ¼PDMÅ─ųąķg▒Ēųąūx╚ĪŠÄ┤aą▐Ė─öĄō■Ż¼īóPDMųąĄ─╬’┴ŽŠÄ┤aą▐Ė─ę╗ų┬ĪŻ
ī”ė┌░Õ▓─Ż¼╬’┴ŽŠÄ┤aų╗┼c▓─┘|║═║±Č╚ėąĻPŻ¼┼cŽ┬┴ŽęÄĖ±│▀┤ń¤oĻPĪŻ
3.7 ╝»│╔▓┘ū„─Ż╩Į
3.7.1 öĄō■Ą─ī¦╚ļ┼·┤╬║═┤_šJ
¤ošō╩Ū╚╦╣żė|░l▀Ć╩Ūūįäėė|░lŻ¼├┐┤╬ī¦╚ļ▓┘ū„īæ╚ļųąķg▒ĒĄ─öĄō■ĘQ×ķę╗éĆöĄō■┼·┤╬Ż¼į┌ī¦╚ļ┼·┤╬▒ĒŻ©Batch_dŻ®ųą╔·│╔ę╗éĆ┼·┤╬ėøõøĪŻ
¤ošō╩Ūą┬öĄō■▀Ć╩ŪĖ³Ė─öĄō■Ż¼ī¦╚ļųąķg▒Ē║¾Ż¼ė╔ė├æ¶▀Mąą╚╦╣ż┤_šJ║¾īæ╚ļERPŽĄĮyĪŻERPŽĄĮy╠ß╣®Įń├µŻ¼═Ļ│╔ī”ųąķg▒ĒöĄō■Ą─▓ķ┐┤Īóą▐Ė─║═┤_šJĄ╚▓┘ū„ĪŻ
═¼ę╗┼·Ą─öĄō■ę╗░ŃŪķørŽ┬╩ŪŽÓĻPĄ─Ż¼ę“┤╦╩Ūę╗éĆš¹¾wĪŻī”ę╗┼·öĄō■Ż¼ų╗─▄š¹¾wĮė╩šī¦╚ļERPŻ¼▓╗─▄Įė╩šę╗┼·öĄō■Ą─ę╗▓┐ĘųĪŻ╚ń╣¹ė├涚J×ķę╗┼·öĄō■ųą┤µį┌å¢Ņ}Ż¼┐╔ęįĘ┤üĄĮPDM▀Mąąą▐š²║¾ųžą┬ī¦╚ļųąķg▒ĒĪŻ
╚ń╣¹ųąķg▒ĒųąĄ─öĄō■░³║¼ī”įŁüĒęčĮøī¦╚ļ▀^Ą─öĄō■Ą─Ė³Ė─öĄō■Ż¼┐╔ęį╠ß╩Šė├æ¶ūóęŌĪŻė├æ¶ī”Ė³Ė─öĄō■▀Mąą┤_šJĢrŻ¼┐╔ęįĘ┤üą┼ŽóĄĮPDMųąŻ¼ūī╝╝ąg▓┐ķTų¬Ą└Ė³Ė─öĄō■é„▀fĄĮERPŽĄĮyĄ─ŪķørĪŻ
PDMöĄō■é„▀f░┤ššé„▀fĄ─┼·┤╬▀Mąą╠Ä└ĒŻ¼├┐ę╗┼·öĄō■é„╚ļĄĮųąķg▒Ēų«║¾Ż¼ę╗Ą®ERP▀Mąą┴╦╠Ä└Ēät▓╗─▄▀Mąą╚╬║╬ą▐Ė─Ż╗╚ń╣¹ąĶꬹ▐Ė─ĪóätąĶę¬īóą▐Ė─öĄō■ė├ą┬Ą─┼·┤╬▀Mąąé„╚ļĪŻ
×ķ┴╦▒Ńė┌öĄō■╣▄└ĒåT┐ņ╦┘£╩┤_Ą─╠Ä└ĒPDMé„╚ļĄ─öĄō■Ż¼į┌PDM▀Mąą┼·┤╬öĄō■é„▀fĢrīóĖ³Ė─ėøõøĄ─┼·┤╬║═ą┬į÷ėøõøĄ─┼·┤╬▀MąąĘųķ_ĪŻ╝┤ś╦ūR×ķą┬į÷Ą─┼·┤╬╦∙é„▀fĄ─öĄō■Č╝╩Ūą┬į÷Ą─Ż╗ś╦ūR×ķĖ³Ė─Ą─┼·┤╬é„▀fĄ─öĄō■Č╝╩ŪöĄō■Ė³Ė─Ą─ĪŻ
3.7.2 öĄō■ī¦╚ļ▓┘ū„Ą─╚ĪŽ¹
╚ń╣¹░l╔·š`▓┘ū„Ż¼īó▓╗įōī¦╚ļ╗“š▀▀Ć▓╗ĄĮī¦╚ļĢrÖCĄ─öĄō■ī¦╚ļĄĮ┴╦ERPųąķg▒ĒŻ¼┐╔ęį▀Mąą╚ĪŽ¹▓┘ū„ĪŻ╚ĪŽ¹ī¦╚ļ▓┘ū„Ą─Ū░╠ß╩ŪERPŽĄĮy▀Ćø]ėąÅ─ųąķg▒Ēųąūx╚ĪöĄō■ĄĮERPā╚▓┐ĪŻ
ł╠ąą╚ĪŽ¹ī¦╚ļ▓┘ū„ĢrŻ¼ŽĄĮy’@╩Š▀Ćø]ėą▒╗ERPŽĄĮy╠Ä└ĒĄ─ī¦╚ļ┼·┤╬ŪÕå╬Ż¼ųĖČ©ę¬╚ĪŽ¹Ą─┼·┤╬Ż¼ŽĄĮyäh│²ī¦╚ļ┼·┤╬▒ĒųąĄ─▀@éĆ┼·┤╬ėøõøĪŻ
3.7.3 ▓┘ū„Ęų╣ż
ī”ė┌ūįäėė|░lĄ─ŪķørŻ¼öĄō■Ą─é„▌ö▓╗ąĶę¬PDMöĄō■é„▌ö╚╦åTĄ─Ė╔ŅAĪŻ
ī”ė┌╚╦╣żė|░lĄ─ŪķørŻ¼PDMöĄō■é„▌ö╚╦åTį┌PDMųąĄ─öĄō■ØMūŃé„╦═Śl╝■Ż©ŽÓĻPī”Ž¾░l▓╝ĪóĮø▀^═Ļš¹ąįÖz▓ķĄ╚Ż®ĢrŻ¼ł╠ąąöĄō■░l╦═▓┘ū„Ż¼ė|░löĄō■é„▌ö│╠ą“Ż¼ūįäėīóPDMųąĄ─öĄō■░┤╝sČ©Ė±╩Įīæ╚ļųąķg▒ĒŻ¼▓ó═©ų¬ERP╔·│╔öĄō■£╩éõ╚╦åTĪŻ
ERP╔·│╔öĄō■£╩éõ╚╦åTĮėĄĮ═©ų¬║¾Ż¼į┌ERPŽĄĮyųął╠ąąöĄō■ī¦╚ļ▓┘ū„Ż¼Å─ųąķg▒Ēųąūx╚ĪöĄō■Ż¼Ė³ą┬ERPŽĄĮyĄ─ŽÓĻP▒ĒŻ╗ī”ė┌į┌PDMŽĄĮyųąø]ėąüĒį┤Ą─öĄō■ĒŚŻ¼į┌ERP╩ų╣żõø╚ļča│õ═Ļš¹ĪŻ
ĻPė┌öĄō■é„▌öĄ─═©ų¬Ż¼═©▀^ī¦╚ļ┼·┤╬▒ĒīŹ¼FŻ¼├┐ė|░lę╗┤╬öĄō■é„▌öŻ©Ž“Įė┐┌▒Ēųąīæ╚ļ┴╦ą┬öĄō■╗“š▀ą▐Ė─┴╦öĄō■Ż®Ż¼Š═į┌ī¦╚ļ┼·┤╬▒Ēųąį÷╝ėę╗ŚlėøõøŻ¼ėøõøųą░³║¼▒Š┤╬é„▌öĄ─öĄō■šf├„ĪŻERPūx╚Ī▀@éĆī¦╚ļ┼·┤╬▒ĒŻ¼░l¼F╬┤╠Ä└ĒĄ─öĄō■é„▌öŻ¼ätūįäėÅŚ│÷╠ß╩ŠĪŻ
KMPDM┼cERP╝»│╔įö╝Ü╝╝ągĘĮ░Ė(Č■)
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║KMPDM┼cERP╝»│╔įö╝Ü╝╝ągĘĮ░Ė(ę╗)
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/consultation/10819918681.html






















