



Ū░čį
─ŽŠ®Ųųµé▄ć▌vėąŽ▐╣½╦Š╩ŪŠ▀ėą░┘─ĻųŲįņÜv╩ĘĄ─ųąć°▄ēĄ└Į╗═©čbéõ蹊┐║═ųŲįņĄ─īŻśI╗»╔·«aŲ¾śIŻ¼ų„ę¬╔·«a│Ū╩ą▄ēĄ└▄ć▌vĪó│ŪļHäė▄ćĮMĪó¼F┤·ėą▄ēļŖ▄ćęį╝░ĶF┬Ę┐═▄ćĄ╚ĶF┬Ę┐═▀\║═│Ū╩ą▄ēĄ└Į╗═©čbéõŻ¼╩Ūųąć°ĶF┬ĘčbéõųŲįņśIĄ─┤¾ą═ę╗ŅÉŲ¾śIĪŻ
ļSų°▄ēĄ└Į╗═©╩┬śIĄ─čĖ╦┘░lš╣Ż¼Ųųµé╣½╦Š▀M╚ļ┴╦ę╗éĆą┬Ą─░lš╣ļAČ╬ĪŻÅ─▓▀äØĪóįOėŗĪó£╩éõĪó▀\ąąĄĮįuār║═│ų└mĖ─╔ŲŻ¼ą╬│╔┴╦ę╗╠ū═Ļš¹Ą─Š½ęµ╣▄└Ē▀\ū„¾wŽĄŻ¼śŗų■┴╦¬ÜŠ▀╠ž╔½Ą─“╣ż╬╗ųŲ╣Ø┼─╗»╔·«aĘĮ╩Į”ĪŻ
╣ż╬╗ųŲ╣Ø┼─╗»╔·«aŻ¼╩Ūęį╣ż╬╗×ķū„śIĮM┐Śå╬į¬Ż¼░┤šš╣Ø┼─Š∙║Ō╔·«aĄ─ĘĮ╩ĮŻ¼ęį┴„╦«╩Įū„śIĮM┐Ś╔·«aĪŻ═©▀^ū„śIĮM┐ŚĄ─ūāĖ’ĪóįOėŗ╣Ø┼─Ą─įOų├š{š¹ĪóįOėŗ╣ż╬╗Ą─äØĘųĪó«É│Ż└Łäė╣▄└ĒĪó─┐ęĢ╗»╣▄└Ē┐┤░ÕĄ─▀\ė├Ż¼īŹ¼FŠ½ęµčą░lĪóŠ½ęµųŲįņ║═Š½ęµ╣▄└ĒŻ¼śO┤¾Ąž╠ßĖ▀┴╦╔·«aą¦┬╩Ż¼═¼Ģr▒▄├Ō┴╦┤¾┴┐└╦┘MĪŻ
1.MESŽĄĮy╩Ū╣ż╬╗ųŲ╣Ø┼─╗»╔·«aĘĮ╩Į┬õĄžĄ─ūŅ╝č▌d¾w
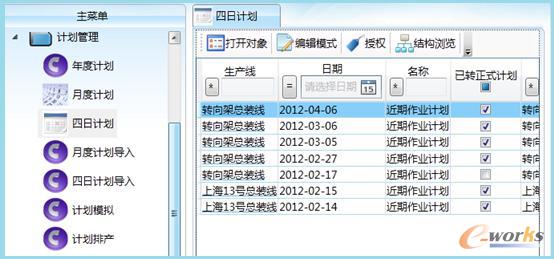
Ųųµé╣½╦Š╗∙ė┌Š½ęµ╣▄└Ē╦╝ŽļęčĮøą╬│╔┴╦ę╗š¹╠ū┐ŲīWĄ─╣▄└Ē¾wŽĄŻ¼▀@╠ū¾wŽĄ─┐Ū░ę└┘ć║Ł╔w╦─╝ēŻ©╣ż╬╗/╣żģ^/▄ćķg/▓┐ķTŻ®╬Õ▓┐ķT(ųŲįņ/┘|┴┐/░▓╝╝/┘Y«a/╚╦╩┬)Ą─▒Ēå╬üĒų¦ō╬Ż¼Ą½ė╔ė┌Ū░Ų┌ø]ėą▓╔ė├Ž╚▀MĄ─ą┼Žó╗»╩ųČ╬Ż¼īŹļH▓┘ū„ųą╚į╚╗═Ųąą╝ł┘|╩ų╣ż╠Ņł¾Īóų╝ē╚╦╣ż╗žüĄ─ĘĮ╩Į▀Mąą▀\ū„Ż¼ūŅĮK╩╣Ą├ų¦ō╬Š½ęµ╣▄└ĒĄ─Ė„ĘN▒Ēå╬┴„ė┌ą╬╩ĮŻ¼ī¦ų┬╣▄└Ē─┐ś╦ø]ėą│┴ĄĒ┼c┬õīŹĪŻ
┴Ēę╗ĘĮ├µŻ¼Š½ęµ╔·«aĄ─└Ē─Ņ╩Ū£p╔┘└╦┘MŻ¼Ž¹│²ųŲįņČÓėÓĄ─Īó▓╗▒žę¬Ą─Ž¹║─ĪŻ─Ū├┤Ż¼╚ń║╬ų¬Ģį└╦┘Mį┌──└’Ż┐ČÓėÓĄ─¢|╬„į┌──└’Ż┐▀@éĆå¢Ņ}é„ĮyŠ½ęµųą╗∙▒Š╔Ž┐┐╚╦ĪŻ╝ł┘|╬─╝■║═╚╦╣żĘ┤üį┌▓┘ū„ųą┤µį┌├„’@Ą─ĘŪīŹĢrąįĪóĘŪ╝s╩°ąįĪó¤oć└Ė±Ą─▀^│╠┐žųŲ║═ėøõøŻ¼ī¦ų┬┴╦¼Fł÷ą┼Žó£■║¾╠Ņł¾Ż¼│÷¼Fą┼Žó╩¦šµĪóå¢Ņ}╩┬║¾Ę┤üĪóž¤╚╬┼ąČ©ć└ųž£■║¾Īó╣▄└Ē¤oĘ©ŅAŠ»ĪóöĄō■Ęų╬÷▓╗┐╔ą┼Īó¼Fł÷īŹļHŪķør┼c▒Ēå╬▓╗ę╗ų┬ĪóĖ─▀M┤ļ╩®┬õ║¾Ą╚┤¾┴┐å¢Ņ}ĪŻūŅĮK╩╣Š½ęµ╣▄└Ē▓╗─▄▀_ĄĮŅAŲ┌─┐ś╦║═╣▄└ĒārųĄĪŻ
Č°ū„×ķųŲįņŁh╣ØūŅųžę¬Ą─ITų¦ō╬Ą─ųŲįņł╠ąąŽĄĮyŻ©MESŻ®Ż¼ŲõīŹĢr╗»╣▄└ĒĪó£p╔┘¤oĖĮ╝ėųĄĄ─╗ŅäėĪó╠ßĖ▀Į╗žø─▄┴”ĪóīŹ¼Fī”ųŲįņŽĄĮyĄ─╝»│╔Ą╚īŹ╩®ārųĄŻ¼Č╝╩Ū┼cŠ½ęµ╔·«a“äōįņārųĄŻ¼Ž¹│²└╦┘M”Ą─└Ē─Ņ▓╗ų\Č°║ŽĄ─ĪŻ═©▀^MESŽĄĮyšŲ╬šŠ▀¾wĄ─ĪóīŹĢrĄ─╔·«aą┼ŽóŻ¼ų¦ō╬ī”╔·«a▀^│╠Ų┐Ņiå¢Ņ}Ą─£╩┤_Ęų╬÷Ż¼Å─Č°į┌┤╦╗∙ĄA╔Žų¦│ųŲ¾śI╔·«a▀^│╠ųąĄ─Š½╝Ü╗»╔·«a╣▄└Ē┼c▀^│╠┐žųŲŻ¼£p╔┘└╦┘MĪóīŹ¼FŠ½ęµ╔·«aĪŻ
╦∙ęįŻ¼MESŽĄĮy╩ŪīŹ¼FŠ½ęµ╔·«aĄ─╝╝ągų¦ō╬║═ūŅ╝č▄ø╝■▌d¾wŻ¼╩Ūų¦ō╬īŹ¼FŠ½ęµ╔·«a└Ē─ŅĄ─ę╗éĆŲĮ┼_ĪŻŠ½ęµ╔·«aĄ─ęÄš┬ųŲČ╚╝░Ųõ┬õīŹŻ¼Č╝┐╔ęįį┌MESųą¾w¼F│÷üĒĪŻ
2.╗∙ė┌╣ż╬╗ųŲ╣Ø┼─╗»╔·«aĄ─MESŽĄĮy╠ž╔½
ī”ė┌Ųųµé╣½╦ŠMESŽĄĮyĄ─įOėŗ║═īŹ╩®Ż¼║▄ųžę¬Ą─ę╗³cŻ¼▒žĒÜę¬┼c╣ż╬╗ųŲ╣Ø┼─╗»╔·«aĘĮ╩ĮĄ─Š½ęµ╦╝Žļī¦╚ļ▀^│╠ŽÓ╚┌║ŽĪŻę▓Š═╩ŪšfŻ¼Š½ęµĄ─īŹ╩®║═MESĄ─īŹ╩®═¼▓Į▀MąąŻ¼ā╔š▀╗ź×ķ┤┘▀MĪó╣▓═¼░lš╣ĪŻ
─Ž▄ć╝»łFī”ė┌╣ż╬╗ųŲ╣Ø┼─╗»╔·«a═Ų│÷┴╦ę╗╠ūś╦£╩Ą─╣żū„ųĖ─ŽŻ¼╠ß│÷┴╦śŗĮ©╣ż╬╗ųŲ╣Ø┼─╗»╔·«aĄ─“░╦┤¾▓Į¾EĪóŲ▀┤¾ų¦ō╬”Ą─╗∙▒Š┐“╝▄ĪŻ

ĮY║ŽŲųµé╣½╦ŠĄ─īŹļHŪķørŻ¼┼õ║ŽŠ½ęµ═Ų▀MĄ─░╦┤¾▓Į¾EŻ¼ŲųµéMESŽĄĮyĄ─╠ž╔½ų„ę¬¾w¼Fį┌ęįŽ┬ÄūéĆĘĮ├µŻ║
Ż©1Ż®Š½ęµ╬’┴Ž┼õ╦═ŽĄĮyĄ─Į©┴ó
▀^╚źŻ¼▄ćķg¼Fł÷▓╔ė├╚╦╣żŅI┴ŽŻ¼Įø│Ż│÷¼FÕeŅIĪóČÓŅIĪó┬®ŅIĄ╚ŪķørŻ¼Č°Ūę¤oą“Ą─ŅlĘ▒ŅI┴Ž╩╣╬’┴Ž═©Ą└ķLŲ┌ōĒöD▓╗┐░Ż¼┘~īŹ▓╗Ę¹Ż¼┤µį┌ĒŚ─┐ķg┤·ė├Ą─ŪķørŻ╗¼Fł÷╬’┴ŽČčĘeŻ¼└╦┘Mć└ųžŻ╗┐┤░Õ─Ż╩Įļyęįł╠ąąŻ╗╣Ø┼─┬²Ż¼«a─▄Ą═Ż¼╣Ø┼─ę¬2~3éĆąĪĢrĪŻ
Č°īŹ╩®┴╦MES║¾Ż¼Ė─ŅI┴Ž×ķ┼õ╦═┴ŽŻ¼MESĖ∙ō■ėŗäØ╠ßŪ░═©ų¬ĄĮé}ā”╬’┴„Ż¼╬’┴ŽĄĮ¼Fł÷Æ▀┤a╩š┴ŽŻ╗├┐éĆ╣ż╬╗Č╝┐╔ęįČÓ┤╬┼õ╦═ĪóČÓ┤╬Æ▀┤a║×╩šŻ¼ŽĄĮyūįäėĮŌøQ┴╦ÕeŅIĪóČÓŅIĄ╚å¢Ņ}Ż╗╣Ø┼─╠ß╔²ĄĮ1.5ąĪĢrĪŻ
¼Fį┌Ė³▀Mę╗▓ĮĄ─Ė─▀MŻ¼╩Ūų▒Įė£p╔┘┴╦▓╗į÷ųĄŁh╣ØŻ¼į┌é}Äņ┼õ┴Ž═Ļ│╔║¾╦═ĄĮ¼Fł÷Ż¼¼Fł÷▓╗į┘ł╠ąą╩š┴Ž▓┘ū„ĪŻ×ķ┴╦Ę└ų╣Ąų┘ćŻ¼į┌╬’┴Ž═©Ą└│÷╚ļ┐┌įOų├┼─ššŽĄĮyĪŻ╣Ø┼─┐╔┐žųŲį┌1ąĪĢręįā╚ĪŻ

łD2 ╣ż╬╗Įė╩▄Ą─╬’┴ŽŪÕå╬

łD3 ╣ż╬╗╚▒┴ŽŪÕå╬
Ż©2Ż®┤_▒Ż╣Ø┼─ūŅāץ─╔·«aĮM┐Ś▓▀äØ
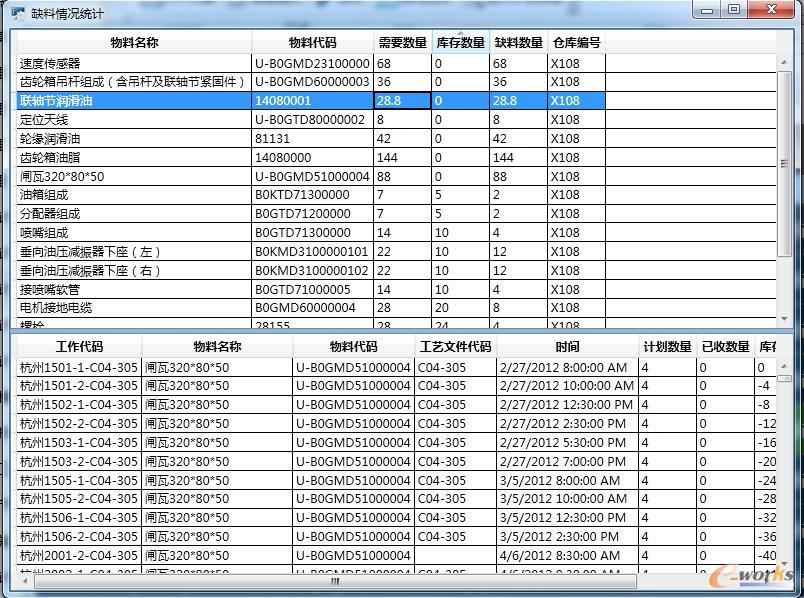
╔·«aĮM┐Ś▓▀äØ░³└©┴╦╚²éĆīė├µŻ║╔·«a¼Fł÷Ą─£╩éõĪó╔·«aėŗäØ╣▄└Ē║═╔·«ał╠ąą╣▄└ĒĪŻ
▀^╚źŻ¼▓╔┘Å╠ßŪ░Ų┌▓╗£╩┤_Ż¼┼┼«aę▓▓╗£╩┤_Ż¼╬’┴Ž▒Š╔Ē┘|┴┐å¢Ņ}╗“╬’┴Ž▒╗š╝ė├ģs▓╗ų¬Ą└Ż¼ī¦ų┬¤oĘ©½@Ą├┼cīŹļHėŗäØŽÓŲź┼õĄ─╬’┴Ž²R╠ūąįŻ¼╔·«a╣Ø┼─┤“üyŻ¼į┌ųŲŲĘČčĘeŻ¼Å─Č°įņ│╔ėŗäØŅlĘ▒Ą─ūāĖ³ĪŻ┤µį┌ČÓĘNĄ╚┤²Ą─└╦┘MĪó░ß▀\Ą─└╦┘M║═äėū„Ą─└╦┘MĪŻ
MESŽĄĮy╩Ū┴„╦«ŠĆĘ┬šµĄ─ūŅ║├ŲĮ┼_Ż¼╔·«aŪ░Ą─£╩éõ╣żū„ęį╝░┤_šJ╣żū„┐╔ų▒Įėį┌MESŲĮ┼_╔Ž▀MąąŻ¼į┌ŽĄĮyųą▀Mąąč▌ŠÜ┤_šJŻ¼░l¼Få¢Ņ}╝░Ģrš{š¹║═ā×╗»Ż¼─ŻöMöĄō■Įø▀^┤_šJ║¾┐╔ęį┐ņ╦┘▐DōQ×ķš²╩Į╔·«aöĄō■Ż¼īŹ¼F╔·«a╝┤┐╔ĪŻīŹ¼F┴╦å¢Ņ}Ą─╠ßŪ░░l¼F║═ŅAŽ╚ĮŌøQŻ¼┤¾┤¾╠ß╔²┴╦īŹļH╔·«aĄ─ą¦┬╩Ż¼ĮĄĄ═┴╦¼Fł÷Ą─Ė„ĘN═╗░l╩┬╝■░l╔·┬╩ĪŻŲųµé═©▀^─ŻöM╔·«aŠĆū÷║├╔·«a£╩éõŻ¼š{įć═Ļ│╔║¾▐D×ķš²╩Į┼·┴┐╔·«aŻ¼ų▒ĄĮ«aŠĆ▀\ąąĘĆČ©ĪŻ▀@éĆ▀^│╠▀^╚ź┤¾Ė┼ąĶę¬20╠ņū¾ėęŻ¼¼Fį┌īŹ╩®┴╦MESų«║¾Ż¼┤¾Ė┼ų╗ąĶę¬3╠ņĢrķgĪŻ
į┌╔·«a¼Fł÷Ą─ėŗäØ╣▄└Ē║═ł╠ąą╣▄└ĒųąŻ¼═©▀^MESŽĄĮy─ŻöM╬’┴Ž²R╠ūąįŻ¼ā×╗»╔·«aĮM┐ŚŻ¼ā׎╚īó╬’┴Ž²R╠ūĄ─ėåå╬▐D×ķš²╩ĮėŗäØŻ¼£p╔┘ūāĖ³Ż¼Ž¹│²└╦┘MŻ¼▒ŻūCš¹¾w┴„äėąįŻ¼┤_▒Ż“ę╗éĆ┴„”ĪŻ╔·«aėŗäØ═©▀^MES╝░ĢrŽ┬▀_ĄĮ╣ż╬╗Ż¼ėąą¦╠ßĖ▀┘Yį┤└¹ė├┬╩Ż¼īŹ¼F╔·«a▀^│╠┐╔ęĢ╗»╦«ŲĮŻ¼īŹ¼F╔·«a▀^│╠╚½▀^│╠ūĘ╦▌╣▄└ĒĪŻ
łD4 ėŗäØī¦╚ļ╝░ŠÄ▌ŗ

łD5 ėŗäØ’@╩Š╝░─ŻöM
łD6 ╬’┴ŽÄņ┤µ╝░╚▒┴ŽŪķør

łD7 ╣ż╬╗Ą─╣żū„╚╬äšŪÕå╬
Ż©3Ż®╣Ø┼─╗»└Łäė╩Į╔·«aĘĮ╩ĮĄ─╗∙▒ŠīŹ¼F
└Łäė╔·«a▀^│╠ŲõīŹŠ═╩Ū╣ż╬╗ųŲ╣Ø┼─╗»╔·«aĖ„ĒŚ£╩éõ╣żū„į┌¼Fł÷╗∙ĄA╣▄└ĒŽĄĮyĄ─┤ŅĮ©╝░▀\ąąĄ─▀^│╠Ż¼═¼Ģr░l¼FŪ░Ų┌£╩éõ╣żū„Ą─▓╗ūŃŻ¼│ų└mĖ─▀MĪŻŲųµéMESī”└Łäė╔·«aĄ─┬õĄžŻ¼ĻPµI╣”─▄¾w¼Fį┌ś╦£╩╗»ū„śI¾wŽĄĄ─Į©┴óĪóģf═¼▒O┐ž║═Ė„ŅÉ┐┤░Õ╣▄└Ē╔ŽĪŻ
Ųųµé╗∙ė┌╣ż╬╗ųŲ╣Ø┼─╗»Ą─ś╦£╩ū„śIųĖī¦¾wŽĄ═©▀^Ė„ŅÉ▒Ēå╬üĒ▒Ē▀_Ż║ę╗ĘĮ├µŻ¼═©▀^PLMĪóERPĪóOAĄ╚ą┼Žó╣▄└ĒŽĄĮyīŹ¼F┴╦ļŖūė╗»łD╬─Ön╣▄└ĒŻ¼═©▀^MES┼cŲõ╦¹ŽĄĮyĄ─╝»│╔Ż¼ś╦£╩╗»Ą─ū„śIųĖī¦Ģ°ĪółD╝łĄ╚╝╝ąg╬─Önį┌▄ćķg¼Fł÷┐╔ų▒Įė▀Mąą┐╔ęĢ╗»Ą─▓ķįāĪóķåė[║═╩╣ė├Ż¼ą┼Žóį┌Ė„ŽĄĮyĄ─╗ź┬ō╗ź═©▒ŻšŽ┴╦ą┼ŽóĄ─╝░Ģrąį║═£╩┤_ąįŻ╗┴Ēę╗ĘĮ├µŻ¼MESŽĄĮyę▓ąĶę¬╠ß╣®┼c╔·«aŽÓĻPĄ─ČÓŅÉ╣▄└Ēł¾▒ĒŻ¼Š▀éõ┐ņ╦┘Č©ųŲĖ„ŅÉł¾▒Ē─Ż░ÕĄ─╣”─▄║═ĮM┐Śł¾▒ĒöĄō■Ą─ĘĮĘ©ĪŻ
łD8 ¼Fł÷×gė[ū„śIųĖī¦Ģ°║═╝╝ąg╬─Ön
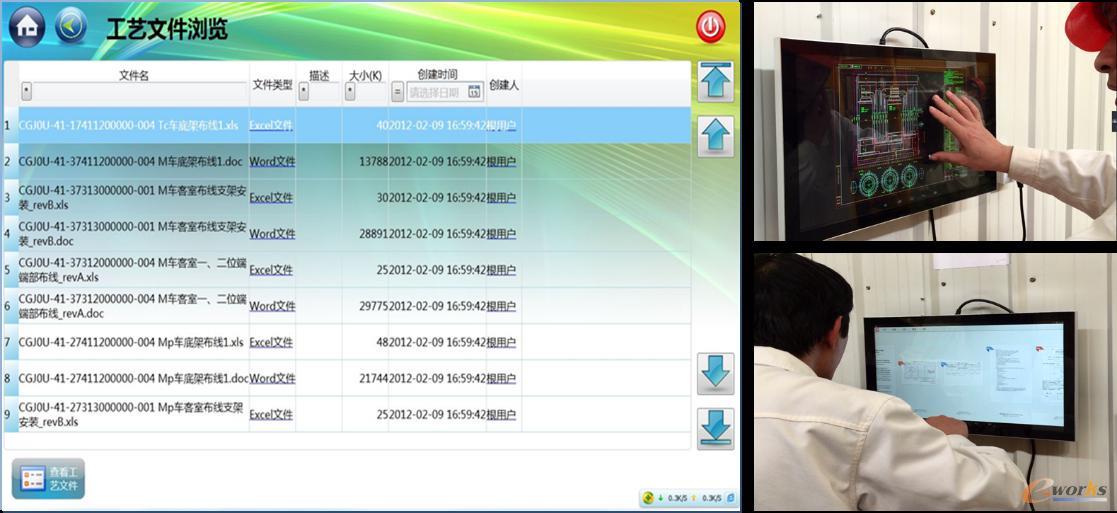
└Łäė╩Į╔·«a║▄ųžę¬Ą─Łh╣Ø╩ŪīŹĢrĄ─╔·«aĀŅæBĖ·█Ö║═┐┤░Õ└ŁäėŻ¼ę“┤╦Ż¼MESŽĄĮy═©▀^ģf═¼▒O┐žūėŽĄĮy║═┐┤░Õ╣▄└ĒŽĄĮyŻ¼īó╔·«aėŗäØ▀MČ╚ĪóįOéõĪó╚╦åTĪó╬’┴ŽĀŅæBĪó╣ż╬╗«É│Żł¾Š»╩┬╝■ĪóęĢŅlĪóĮyėŗĘų╬÷łD▒ĒĄ╚Ė„ŅÉą┼Žó═©▀^╔·«a▒O┐žųĖō]ųąą─ĪóöĄūų╗»š{Č╚╩ęĪó▄ćķg╣ż╬╗▒O┐ž┤¾Ų┴─╗Ą╚┐┤░ÕĘĮ╩Į▀Mąą╚½ĘĮ╬╗Ą─▒O┐ž║═▓ķįāŻ¼īŹ¼Fī”╔·«aĀŅør║═┘|┴┐ĀŅørĄ─äėæB▒O┐žŻ¼īŹ¼F╣żū„╚╬äšĪó╬’┴ŽĪó┘|┴┐Ą╚Ė„ĘĮ├µĄ─└Łäė╔·«aĪŻ

łD9 ╣żū„╚╬䚥─└Łäė

łD10 ╬’┴ŽĄ─└Łäė

łD11 ┘|┴┐Öz“ץ─└Łäė

łD12 ¼Fł÷▒O┐ž┐┤░Õ
Ż©4Ż®Į©┴óū┐įĮųŲįņįuār║═│ų└mĖ─╔Ų¾wŽĄ
Ų¾śIę¬ų▓Į╠ß╔²╣▄└Ē╦«ŲĮ║═ž×ÅžŠ½ęµ╔·«aŻ¼Ģ■╩▄ĄĮŲ¾śIĄ─═Ō▓┐ĖéĀÄŁhŠ│║═ā╚▓┐▀mæ¬ąįĄ─ČÓĘNę“╦žė░ĒæŻ¼▓╗╩Ūę╗§ĒČ°Š═Ą─╩┬ŪķĪŻ─Ū├┤Ż¼į┌Ų¾śI┘YĮ║═┘Yį┤ėąŽ▐Ą─Ū░╠ߎ┬Ż¼Ų¾śI╚ń║╬Ė∙ō■ūį╔ĒŪķørėąą¦ęÄäØŻ¼į┌║Ž▀mĄ─ĢrÖC═Ųäė─│ę╗ĒŚśI䚥─ūāĖ’Ż©░³└©╬’└Ē┘Y«aĄ─╔²╝ēĖ─įņĪó╣▄└Ē─Ż╩ĮĄ─▐DūāĪó╚╦Ą─╠ß╔²Ą╚Ż®ĪŻę╗éĆŠ▀¾wĄ─Ų¾śIŻ¼Š┐Š╣╚ń║╬øQ▓▀▓┼╩ŪūŅ┐ŲīW║Ž└ĒĄ─Ż¼į§├┤┼ąöÓį┌╩▓├┤Ģr║“▀Mąą║╬ĘN═Č┘Y║═śIäšĖ─▀M─žŻ┐▀@ą®å¢Ņ}ī”ė┌├┐éĆŲ¾śIüĒšfČ╝╩Ū║▄┤¾Ą─╠¶æĪŻ
į┌Ä═ų·Ųųµé╣ż╬╗ųŲ╣Ø┼─╗»╔·«aĘĮ╩Į┬õĄžĄ─ŽĄĮyĮ©┴ó▀^│╠ųąŻ¼╬ęéā▀\ė├┴╦ę╗╠ūąąų«ėąą¦Ą─“░█╦╝Į▄ū┐įĮųŲįņś╦£╩¾wŽĄ”Ż¼═©▀^▀@╠ū¾wŽĄŻ¼┐╔ęįÄ═ų·Ų¾śIįu╣└«öŪ░╦∙╠ÄĄ─░lš╣╦«ŲĮ║═┤µį┌Ą─Ų┐Ņiå¢Ņ}Ż¼▓óĮo│÷ŽÓæ¬Ą─ĮŌøQĘĮ░ĖĮ©ūhĪŻ
▀@╠ū¾wŽĄ╗∙ė┌╔·«aųŲįņĄ─śŗ│╔ę¬╦ž║═Š½ęµ╦╝ŽļĄ─Š½╦Ķ╚┌Ģ■ž×═©Ż¼░čųŲįņśIŲ¾śIĄ─śIäšąą×ķ║═╣▄└Ē▀^│╠▀Mąą│ķ╚ĪĪó▐DōQĪóė│╔õ║═į┘╚┌║ŽŻ¼ūŅĮK┐ŲīWĄ─ĮŌśŗ×ķ╚╦åTĪó╬’¾wĪó┘Yį┤Īó╣▄└Ē║═ą┼Žó╬ÕéĆė“Ż¼═©▀^ī”▀@╬ÕéĆė“Ą─ĘųĮŌ╝Ü╗»Ż¼╗∙▒Š║Ł╔w┴╦Ų¾śIųŲįņĄ─╚½▀^│╠Ż¼═©▀^ī”┤╦▀MąąųĖś╦įuārŻ¼┐╔ęįŪÕ╬·Ą─ī”Ų¾śIųŲįņĄ─╦«ŲĮĮo│÷┴┐╗»Ą─┼ąČ©Ż¼╔µ╝░┴╦Ų¾śIĄ─Ė„éĆīė┤╬║═Ė„éĆĘĮ├µĪŻ
Š▀¾wüĒšfŻ¼ū┐įĮųŲįņś╦£╩¾wŽĄįOų├┴╦5╝ē─Żą═Ż¼Ęųäe×ķ╣▄└Ē│§╩╝ļAČ╬Īó╣▄└Ē╔²╝ēļAČ╬Īó╗∙ĄA═Ļ╔ŲļAČ╬Īó│ų└mĖ─╔ŲļAČ╬║═ū┐įĮųŲįņļAČ╬ĪŻ═©▀^╦∙įOČ©Ą─Ė„ĒŚ╝ÜĘųųĖś╦Ż©ęč╝Ü╗»ĄĮ48ĒŚČ■╝ēųĖś╦║═240ĒŚ╚²╝ēųĖś╦Ż®Ż¼╩╣ė├墊ĒĪóįLšäĪóīŹĄž┐╝▓ņĪó╔§ų┴ėą┐╔─▄╩ŪĄ┌╚²ĘĮĶbČ©Ą╚š{čą╩ųČ╬Ż¼ßśī”Ų¾śIųŲįņĄ─▀@╬ÕéĆė“▀Mąą┐═ė^Ą─įu╣└Ż¼▓óŠC║ŽĄ├│÷Ų¾śIį┌Ė„ĘĮ├µ─┐Ū░╠Äė┌──ę╗╝ēĄ─░lš╣ļAČ╬ĪŻ

ūŅ║¾Ą─įuārĮY╣¹┼cŲųµé╣½╦Š╣▓═¼▀MąąĘų╬÷║═ėæšōŻ¼ĮY║ŽŲ¾śI╬┤üĒ░lš╣Ą─įĖŠ░Ż¼╬ęéāį\öÓČ©╬╗Ų¾śIĄ─Č╠░ÕŻ¼▓óĮo│÷ŽÓæ¬Ą─Ė─▀MĘĮ░ĖĮ©ūh║═īŹ╩®┬ĘÅĮŻ¼▒╚╚ńŻ¼└¦ö_║▄ČÓŲ¾śIĄ─«a─▄Ųź┼õå¢Ņ}Ż¼Ģ■╝Ü╗»ĘųĮŌĄĮ╣®æ¬µ£Ą─å¢Ņ}Īó╬’┴„┼õ╦═Ą─å¢Ņ}ĪóÄņ┤µ╣▄└ĒĄ─å¢Ņ}Īó╔·«a┼┼«aĄ─å¢Ņ}Īó«aŠĆ▓╝ŠųĄ─å¢Ņ}ĪóįOéõ╣żčbĄ─å¢Ņ}Īó▓┘ū„╚╦åTĄ─å¢Ņ}Īó╣▄└ĒĘĮ╩ĮĄ─å¢Ņ}Īóčą░l╣ż╦ćĄ─å¢Ņ}Ą╚Ą╚Ż¼Š▀╗»Ą─ĘĮ░ĖĮ©ūh┐╔─▄░³└©Ė³Ė─«aŠĆ▓╝ŠųĪóįOéõ╣żčbĖ³ōQĪó╔·«a┴„│╠Ė─▀MĪó╣▄└ĒĘĮ╩ĮūāĖ’Īó▓┘ū„╚╦åT┼Óė¢ĪóįOéõ▒ŻBėŗäØĪóūāĖ³┴„│╠┐žųŲĪóĖ▀╝ēėŗäØ┼┼│╠Īó«aŠĆöĄō■▓╔╝»Īó┘|┴┐┐žųŲ¾wŽĄĄ╚Ą╚Ż¼ūŅ║¾Įo│÷ŽĄĮyąįĘĮ░ĖŻ¼╦∙ėąĄ─Ė─▀MĮ©ūh╚ń║╬īŹ╩®═Ų▀MŻ¼╚ń║╬Į©┴óęÄš┬ųŲČ╚Īó╚ń║╬═©▀^ITŽĄĮy╣╠╗»Ą╚Ą╚ĪŻŲųµé╣½╦ŠĄ─Š½ęµ╔·«a╣▄└Ēį┌Įø▀^┐ŲīWĄ─įu╣└║¾Ż¼Č╝čĖ╦┘Č©╬╗┴╦Ų┐Ņiå¢Ņ}║═ĻPµIĖ─▀M³cŻ¼Įø▀^śIäšū╔įāĪó┴„│╠Ė─▀M║═ITų¦ō╬┼c╣╠╗»Ż¼śIäš╔Žį┌Č╠Ų┌ā╚Č╝Ą├ĄĮ┴╦ßśī”ąįĄ─ėąą¦Ą─Ė─╔ŲĪŻ
3.æ¬ė├│╔╣¹║═ārųĄĘų╬÷
MESŽĄĮyį┌Ųųµé╣½╦ŠĄ─æ¬ė├Ż¼šµš²īŹ¼F┴╦╗∙ė┌╣ż╬╗ųŲ╣Ø┼─╗»╔·«aĘĮ╩Įį┌ųŲįņŁh╣ØĄ─ž×ÅžīŹ╩®Ż¼╩ŪŠ½ęµ╔·«a▓╗┐╔╗“╚▒Ą─Ą─ėą┴”ų¦ō╬¾wŽĄĪŻÅ─æ¬ė├īė├µüĒ▀MąąārųĄĘų╬÷Ż¼ų„ę¬¾w¼Fį┌Ż║
Ż©1Ż®Į©┴ó┴╦╣ż╬╗ųŲ×ķ║╦ą─Ą─Ų¾śI╝ēą┼Žó╗»╣▄└ĒŲĮ┼_Ż¼ū„×ķ«aŲĘųŲįņ╝░ĻP┬ō▓┐ķTĄ─╚š│ŻśIäš▓┘ū„┼c╣▄└ĒŲĮ┼_ĪŻ░³└©Ż║
śIäš┴„│╠╣▄└ĒŻ║īŹ¼F╔·«aĪó┘|┴┐Īó╬’┴ŽĪó╣®æ¬Īó╣ż╦ćĄ╚Ė„éĆŁh╣ØśI䚥─┐ŲīW╣▄└ĒĪóęÄĘČ▀\ąąĪóĖ▀ą¦ł╠ąąŻ╗╠ß╣®śIäš┴„│╠Ą─╚½▀^│╠╣▄└Ē╣”─▄Ż¼░³└©┴„│╠Ą─╩ß└ĒĪóā×╗»Īó╣╠╗»Ż╗
ą┼Žó▓╔╝»╣▄└ĒŻ║īŹ¼F▓┘ū„║═╣▄└ĒśI䚥─▀^│╠Ė·█Ö╣▄└ĒĄ╚Ż╗┐ņ╦┘Īó£╩┤_Ąž▓╔╝»¼Fł÷╣ż╬╗Īó╚╦ÖC┴ŽĘ©Łh£yĄ╚ŽÓĻPöĄō■║═ŽÓĻP╔·«aīŹĢrą┼ŽóĄ╚Ż¼×ķ╣▄└Ē╠ß╣®┴╦ėąą¦Ą─▒O┐ž╩ųČ╬║═ā×╗»Ą─ų¦ō╬Ż╗
ą┼Žó┘Yį┤╣▄└ĒŻ║ūī╣ż╬╗┐╔▒ŃĮ▌Ąž½@╚Ī╦∙ąĶꬥ─╣ż╦ć╬─╝■ĪóÖz“ל╦£╩Īó╣ż╦ćś╦£╩Ą╚ŽÓĻP┘Y┴Ž╗“ą┼Žóų¦│ųŻ╗īŹ¼F╔·«aĪó┘|┴┐Ą─Ė„Łh╣Øą┼ŽóĄ─┐ņ╦┘▓ķįāĪóūĘ╦▌Ż╗
ų¬ūRĘe└█║═╣▄└ĒŻ║Į©┴ó┴╦ų¬ūRĮø“×Ęe└█é„│ą¾wŽĄŻ¼ŽÓĻPöĄō■Č╝▒╗ėąą¦Ą─ėøõø║═é„│ąŻ╗Į©┴ó╬─╝■┘Y┴ŽĄ─ęÄĘČ╗»╣▄└ĒĪó▓ķįā╣”─▄Ą╚Ż¼ŽÓĻP╬─Ön═©▀^ļŖūė╗»┴„│╠▀Mąą╣╠╗»║═é„▀fĪŻ
Ż©2Ż®īŹ¼Fę╗¾w╗»ĪóļŖūė╗»ĪóŠWĮj╗»ĪóųŪ─▄╗»Ą─Š½ęµ╔·«a─Ż╩ĮŻ¼╠ßĖ▀¼Fł÷ł╠ąą┴”║═╣▄└Ē╦«ŲĮĪŻ
ę╗¾w╗»Ż║īóŽÓ╗ź╣┬┴óĪóĘų╔ó╩ĮĄ─Ė„Łh╣ØśIäš║═╗Ņäė╝{╚ļę╗¾w╗»Ą─╣▄┐žŻ¼Ė─ūā┴╦╣ż╬╗ŽÓĻPĖ„Łh╣Øą┼ŽóŽÓ╗źĖŅ┴čĄ─ĀŅæBŻ¼ėąą¦Ą─ÅŖ╗»┴╦«aŲĘīŹ¼F╚½▀^│╠Ą─╣▄└Ē┴”Č╚Ż╗
ļŖūė╗»Ż║Ė─ūāę└┐┐╝ł┘|ėøõøĪó╚╦╣żé„▀fĪó╩ų╣żĮyėŗĄ╚é„ĮyśIäš─Ż╩Į×ķ¤o╝ł╗»ĪóļŖūė╗»Ą─▓┘ū„─Ż╩ĮŻ╗╩ß└ĒśIäš┴„│╠Īóī”▒Ēå╬▀MąąĮYśŗ╗»╠Ä└ĒŻ¼╠ßĖ▀śIäšą¦┬╩║═śIäšīŹ¼FĄ─ą¦╣¹Ż╗
ŠWĮj╗»Ż║┼cŲõ╦¹ŽĄĮy╝»│╔Ż¼Ž¹│²ą┼Žó╣┬ŹuŻ¼śŗĮ©╣½╦Š╝ēĄ─╣▄└Ēą┼ŽóŠWŻ¼ą╬│╔ŠWĮj╗»Ą─ą┼Žóé„▀f┼cśIäšł╠ąąĪó▒O┐žŁhŠ│Ż╗╠ß╔²ųŲįņŁhŠ│Ą─ą┼Žó╗»╦«ŲĮŻ¼▓ó░č╔·«aĄ─īŹĢrą┼ŽóĘ┤üĮo╔Žė╬ŽĄĮyŻ¼īŹ¼Fš¹éĆ╣½╦ŠĄ─ķ]Łh╣▄└ĒŻ╗
ųŪ─▄╗»Ż║īŹ¼F╔·«aŪ░ĪóųąĪó║¾Ė„Łh╣ØĄ─ķl┐┌╣▄└ĒŻ╗ūįäėš¹║ŽĪóĘų╬÷Ė„ŅÉą┼ŽóŻ¼īŹĢr╠ß╣®ĮoąĶꬥ─╣▄└Ē╚╦åTŻ¼▌oų·╣▄└ĒøQ▓▀Ż╗äėæBĄ─ļŖūė┐┤░Õ╣▄└ĒĪóīŹ¼F┴╦╗∙ė┌öĄō■Ą─Š½╝Ü╗»ĪóųŪ─▄╗»Īó┐╔ęĢ╗»▒O┐ž║═øQ▓▀ĪŻ
Ż©3Ż®ā×╗»╠ß╔²┴╦¼FėąĄ─śIäš┴„│╠Ż¼ą╬│╔┴╦ą┼Žó╗»¾wŽĄŽ┬Ą─ą┬śIäš─Ż╩ĮŻ║
┬Üž¤Ė³╝ėŪÕ╬·Ż║═©▀^┼cERPĄ╚ŽĄĮyĄ─╝»│╔Ż¼═©▀^¼Fł÷Æ▀Śl┤a╩š┴ŽŻ¼═©▀^└²═Ō▐Dą“Ą─ėąą¦Ė·█Ö▒O┐žŻ¼═©▀^ėąą¦Ą─ķl┐┌╣▄└ĒŻ¼╩╣Ą├▓┐ķTų«ķgĄ─┬Üž¤äØĘųė·╝ėŪÕ╬·Ż¼╩Ūé}ÄņĄ─å¢Ņ}Ż¼▀Ć╩Ū╣ż╬╗Ą─å¢Ņ}Ż¼╩Ū╔ŽéĆ╣ż╬╗▀Ć╩ŪŽ┬éĆ╣ż╬╗Ą─å¢Ņ}Ż¼ę╗─┐┴╦╚╗Ż¼▒▄├Ō┴╦║▄ČÓ┬Üž¤▓╗ŪÕĄ─å¢Ņ}Ż╗
┐╝║╦¾wŽĄ┴┐╗»Ż║═©▀^┼cČ╠ą┼ŲĮ┼_Ą─╝»│╔Ż¼¼Fł÷Ą─Ė„ĘNå¢Ņ}▒╗īŹĢrėąą¦Ą─é„▀fĄĮĖ„┬Ü─▄▓┐ķTŻ¼Ė─ūā┴╦▀^╚źĖ„▓┐ķTĒæ欼Fł÷Ą─╣żū„─Ż╩ĮŻ¼Č°ŪęĖ„▓┐ķTī”╔·«a¼Fł÷Ą─Ēææ¬Ūķør▒╗šµīŹĄ─ėø▌dŻ¼╠ß╔²┴┐╗»┴╦╚╦åT┐╝║╦Ą─╩ųČ╬Ż¼ā×╗»┴╦ī”¼Fł÷å¢Ņ}Ą─Ēææ¬╦┘Č╚ĪŻ└²╚ń┘|ÖzåTĮėĄĮČ╠ą┼╝┤╚ź¼Fł÷Ę■䚯¼Ēææ¬Ģrķg║═ą¦┬╩┤¾┤¾╠ßĖ▀Ż¼┐╝║╦Ė³╝ėėąą¦║═┴┐╗»Ż╗
╣▄└Ē╚╦åTą┼ŽóīŹĢr╗»ĪóøQ▓▀ŪÕ╬·╗»Ż║īó╣ż╬╗¼Fł÷Ą─Ė„ĘNöĄō■īŹĢrėøõøŻ¼═©▀^Ė„ĘNš╣╩ŠĘĮ╩ĮīŹĢrĄ─ģRł¾ĮoŽÓĻPĄ─ŅIī¦Ż¼Ė─ūā┴╦ŅIī¦┬Āł¾ĖµĪó┐┤╝ł┘|łD▒ĒĪó┼▄¼Fł÷Ą─╣żū„─Ż╩ĮŻ╗╣▄└Ē╚╦åT▌p╦╔Ą─½@╚ĪĄ┌ę╗╩ųĄ─ėąą¦ą┼ŽóŻ¼å¢Ņ}┼ąöÓĖ³ŪÕ╬·Ż¼īŹĢrĄ─øQ▓▀Ė³╝ėŠ½£╩ĪŻ
ĮYšZ
Š½ęµ╣▄└Ē─Ż╩Į╩ŪųŲįņśI╣½šJĄ─ūŅėąą¦Ą─╔·«a╣▄└ĒĘĮ╩ĮŻ¼╩Ūą┬╩└╝oĄ─ų„┴„╣▄└Ē─Ż╩ĮĪŻĄ½╩ŪŻ¼ļSų°Į³─Ļ“ųŪ─▄ųŲįņ”Ą─┌ģä▌Ż¼é„ĮyĄ─Š½ęµīŹ╩®ĘĮĘ©ęčļyęį▀mæ¬░lš╣Ą─ąĶę¬ĪŻ
Š½ęµ╔·«aĄ─╦╝Žļ╚┌╚ļĄĮöĄūų╗»ųŲįņĄ─Ė„éĆŁh╣ØŻ¼═©▀^ŽÓĻPITŽĄĮy║═śI䚥─╚┌║Žæ¬ė├Ż¼▓ó═©▀^ųŲČ╚┤_▒Żą¦╣¹Ą─│ų└m╗»Ż¼╬ęéāĘQų«×ķ“öĄūų╗»Š½ęµ”ĪŻČ°Ų¾śIꬎļÅ─é„ĮyŠ½ęµ═Ų▀MĄĮöĄūų╗»Š½ęµŻ¼▒žĒÜę¬ĮøÜvą┼Žó╗»Ą─╔ŅČ╚æ¬ė├Ż¼Ė┼└©üĒšfŠ═╩ŪŻ║Ž╚▀MĄ─╔·«a╣▄└ĒĘĮ╩Įę¬┐┐Ž╚▀MĄ─╝╝ągüĒ═ŲäėŻ¼Ę┤▀^üĒŻ¼Ž╚▀MĄ─╝╝ągę▓ę¬║═Ž╚▀MĄ─╔·«a╣▄└ĒĘĮ╩Į╚┌║ŽŲüĒĪŻ
Ųųµé╣½╦Š╗∙ė┌╣ż╬╗ųŲ╣Ø┼─╗»╔·«aĄ─ųŲįņł╠ąąŽĄĮyĄ─æ¬ė├Ż¼š²╩Ūį┌▀@ŚlĄ└┬Ę╔ŽĄ─ę╗┤╬ĘeśOĄ─╠Į╦„Ż¼×ķöĄūų╗»Š½ęµĄ─šµš²┬õĄž╠ß╣®┴╦ąąśIĄõĘČĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌╣ż╬╗ųŲ╣Ø┼─╗»╔·«aĄ─MESŽĄĮyæ¬ė├
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/consultation/10819918859.html






















