



╚A┴Ō║ŌõōΦ340ÖCĮM╩Ū║Ōõōūįäė╗»│╠Č╚ūŅĖ▀Ą─╔·«aŠĆŻ¼š¹Śl╔·«aŠĆĄ─ūįäė╗»┐žųŲÅ═ļsŻ¼┐žųŲŠWĮjČÓĪŻŲõūįäė╗»┐žųŲŽĄĮyų„ę¬ėąABB║═╬„ķTūėā╔┤¾ŅÉŻ¼╚²┤¾ų„ÖCŻ©┤®┐ūÖCĪó▀B▄łÖCĪóČ©ÅĮÖCŻ®ė╔ABB┐žųŲŽĄĮy┐žųŲŻ¼╣▄┼„ĪóŁhą╬ĀtĪó▓Į▀MĀtĪ󊽚¹ŠĆė╔╬„ķTūė┐žųŲŽĄĮy┐žųŲĪŻ╦∙ėą┐žųŲŽĄĮyųąĄ─ŠWĮjæ¬ė├Ą├ūŅČÓĄ─×ķProfibusŻŁDP¼Fł÷┐éŠĆŠWĮjĪŻΦ340ÖCĮMŠ½š¹╔·«aŠĆĄ─╗∙ĄAūįäė╗»▓╔ė├ProfibusŻŁDP¼Fł÷┐éŠĆŻ¼ĮM│╔Ęų▓╝╩Į┐žųŲŽĄĮyŻ¼īŹ¼FŠ½š¹ģ^įOéõĄ─ūįäė┐žųŲĪŻ
1 ¼Fł÷┐éŠĆProfibusį┌╣żÅSūįäė╗»ŽĄĮyųąĄ─æ¬ė├
ę╗éĆĄõą═Ą─╣żÅSūįäė╗»ŽĄĮyæ¬įō╩Ū╚²╝ēŠWĮjĮYśŗŻ¼╝┤¼Fł÷įOéõīėĪó▄ćķg▒O┐žīė║═╣żÅS╣▄└ĒīėĪŻ╗∙ė┌¼Fł÷┐éŠĆProfibusŻŁDPŻ»PA┐žųŲŽĄĮy╬╗ė┌╣żÅSūįäė╗»ŽĄĮyųąĄ─ĄūīėŻ¼╝┤¼Fł÷╝ē┼c▄ćķg╝ēĪŻ¼Fł÷┐éŠĆProfibus╩Ū├µŽ“¼Fł÷╝ē┼c▄ćķg╝ēĄ─öĄūų╗»═©ą┼ŠWĮjĪŻ╚ńłD1╦∙╩ŠŻ║
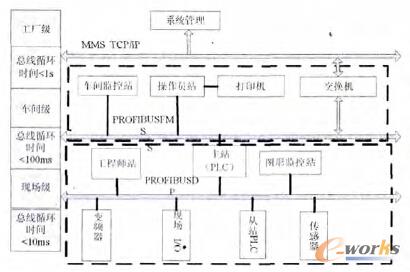
łD1 Profibusį┌╣żÅSūįäė╗»ŽĄĮyųąĄ─╬╗ų├
1Ż®¼Fł÷įOéõīėŻ║ų„ę¬╣”─▄╩Ū▀BĮė¼Fł÷įOéõŻ¼╚ńĘų╔ó╩ĮIŻ»OĪóé„ĖąŲ„Īó“īäėŲ„Īół╠ąąÖCśŗĪóķ_ĻPįOéõĄ╚Ż¼═Ļ│╔¼Fł÷įOéõ┐žųŲ╝░įOéõķg▀Bµi┐žųŲŻ¼╚ńę╗┼_╝ė╣żįOéõ┐žųŲĪóę╗Ślčb┼õ▌ö╦═ŠĆ╗“ę╗Śl╔·«aŠĆ╔Ž¼Fł÷įOéõų«ķgĄ─▀Bµi┐žųŲĪŻų„šŠŻ©PLCĪóPCÖC╗“Ųõ╦³┐žųŲŲ„Ż®žōž¤┐éŠĆ═©ą┼╣▄└Ē╝░╦∙ėąÅ─šŠĄ─═©ą┼ĪŻ
2Ż®▄ćķg▒O┐žīėŻ║▄ćķg╝ē▒O┐žė├üĒ═Ļ│╔▄ćķgų„╔·«aįOéõų«ķgĄ─▀BĮėŻ¼╚ńę╗éĆ▄ćķg╚²Śl╔·«aŠĆų„┐žųŲŲ„ų«ķgĄ─▀BĮėŻ¼═Ļ│╔▄ćķg╝ēįOéõ▒O┐žĪŻ▄ćķg╝ē▒O┐ž░³└©╔·«aįOéõĀŅæBį┌ŠĆ▒O┐žĪóįOéõ╣╩šŽł¾Š»╝░ŠSūoĄ╚ĪŻ
3Ż®╣żÅS╣▄└ĒīėŻ║▄ćķg▓┘ū„åT╣żū„šŠ┐╔═©▀^╝»ŠĆŲ„┼c▄ćķg▐k╣½╣▄└ĒŠW▀BĮėŻ¼īó▄ćķg╔·«aöĄō■╦═ĄĮ▄ćķg╣▄└ĒīėĪŻ▄ćķg╣▄└ĒŠWū„×ķ╣żÅSų„ŠWĄ─ę╗éĆūėŠWĪŻūėŠW═¼▀^Į╗ōQÖCĪóŠWś“╗“┬Ęė╔Ą╚▀BĮėĄĮÅSģ^╣ŪĖ╔ŠWŻ¼īó▄ćķgöĄō■╝»│╔ĄĮ╣żÅS╣▄└ĒīėĪŻ
2 Š½š¹╔·«aŠĆ╣ż╦ć║åĮķ
Š½š¹╔·«aŠĆų„ę¬ū„×ķõō╣▄╔·«aĄ─║¾Ų┌╣ż╦ć╠Ä└ĒŻ¼╣ż╦ć┴„│╠╚ńłD2ĪŻ
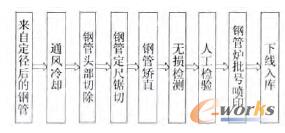
łD2 Š½š¹╔·«aŠĆĄ─╔·«a┴„│╠
ė╔łD┐╔┐┤│÷Š½š¹ŠĆų„ę¬═Ļ│╔õō╣▄Ą─═©’L└õģsĪóČ©│▀õÅŪąĪó│Cų▒Īó╠Įé¹ĪóćŖėĪ╝░Ž┬ŠĆ╚ļÄņĪŻę“┤╦╔·«aŠĆ╔ŽĄ─įOéõų„ę¬ėą└õ┤▓Īó╣▄┼┼õÅĪó│Cų▒ÖCĪó╠Įé¹ÖCĪóćŖś╦ÖC╝░¼Fł÷▌oų·įOéõĄ╚ĪŻ
2.1 Š½š¹ŠĆŽĄĮyĄ─śŗ│╔
Ė∙ō■╣ż╦ć┴„│╠Ż¼Š½š¹ŠĆ┐╔Ęų×ķ╦─┤¾ŽĄĮyŻ¼╝┤└õģsŽĄĮyĪóõÅŪąŽĄĮyĪó│Cų▒ģ^ĪóÖz£yģ^ĪŻŲõūįäė┐žųŲŠWĮj═žōõĮYśŗłD╚ńłD3╦∙╩ŠĪŻ└õģsŽĄĮyų„ę¬īóČ©ÅĮ║¾Ą─Ė▀£žõō╣▄└õģs╩╣Ųõ£žČ╚ØMūŃ║¾└m╝ė╣ż╣ż╦ćę¬Ū¾ĪŻõÅŪąŽĄĮyų„ę¬═Ļ│╔õō╣▄Ą─Ņ^╬▓Ūą│²║═Č©│▀ĪŻ│Cų▒ģ^═Ļ│╔õō╣▄Ą─│Cų▒║═╚źõō╣▄▒Ē├µč§╗»īėĪŻÖz£yģ^═Ļ│╔õō╣▄¤oōpÖz£yĪóõō╣▄║├ē─Ęų▀xĪóćŖūų╝░░┤Āt┼·╠¢Ž┬ŠĆ╚ļÄņĪŻ
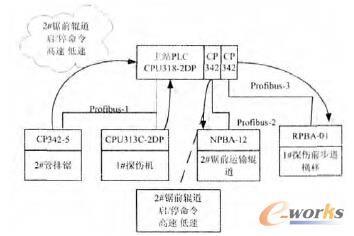
ė╔łD3┐╔┐┤│÷š¹éĆŽĄĮyĘųā╔┤¾īėŻ¼▒O┐žīė║═įOéõ┐žųŲīėŻ¼ęįŠ½š¹ų„PLC×ķ║╦ą─ĪŻŠ½š¹ų„PLC×ķŠ½š¹1╠¢ŠĆĄ─║╦ą─Ż¼žōž¤┐žųŲŠ½š¹ģ^Ą─╗∙ĄAūįäė╗»╝░įōģ^ė“╦∙ėą▌oų·įOéõ║═┼c╣▄┼┼õÅĪó│Cų▒ÖCĪó╠Įé¹ÖCę╗ŅÉųŪ─▄Å─šŠą┼ŽóĮ╗ōQĪŻ

łD3 Š½š¹1╠¢ŠĆĄ─┐žųŲŠWĮjĮYśŗ
Ż©1Ż®▒O┐žīė
▒O┐žīėė╔╣ż│╠ĤšŠ║═▓┘ū„åTšŠĮM│╔ĪŻ╣ż│╠ĤšŠ×ķę╗┼_╬„ķTūė╣ż┐žPCÖCŻ¼PCÖC╔Ž┼õėą╣żśIęį╠½ŠW┐©║═Step7v5Ż«2▄ø╝■Ż¼╣ż│╠ĤšŠė├ė┌│╠ą“▒O┐ž╝░╣╩šŽį\öÓŻ¼╣ż│╠ĤšŠī┘ę╗ŅÉų„šŠĪŻ▓┘ū„åTšŠ┼õ╣żśIęį╠½ŠW┐©║═WinCCĮMæB▄ø╝■Ż¼╦³│ą«ööĄō■╣▄└ĒĪó╣ż«aöĄō■▓╔╝»Īół¾Š»Īó╝░ųą╬─ł¾▒ĒĄ╚╣żū„ĪŻ▓ó┐╔Ž┬▀_▓┘ū„ųĖ┴ŅŻ¼īŹ¼F╔·«aŠĆĄ─ūįäė╗»Ż¼▓┘ū„åTšŠī┘ė┌Č■ŅÉų„šŠĪŻ
Ż©2Ż®įOéõ┐žųŲīė
ŽĄĮyįOéõ┐žųŲīėė╔ProfibusŻŁDP¼Fł÷┐éŠĆśŗ│╔Ż¼Ęų╦─ŚlŠWĮjŻ¼╣▓71éĆšŠĪŻ
ProfibusŻŁ1Ż║ė╔¼Fł÷IŻ»O▀h│╠šŠĪó▓┘ū„┼_IŻ»O▀h│╠šŠĮM│╔╣▓9éĆšŠŻ¼▀@ą®IŻ»O▀h│╠šŠČ╝×ķET200M─ŻēKą═Å─šŠŻ¼į┌ė▓╝■ĮMæBĢré„▌ö╦┘┬╩įO×ķ1Ż«5MbpsŻ¼ė╔ė┌įōŠWĮjŠĆ┬Ę▌^ķLŻ¼ŠĆ┬Ęėž╗žķLČ╚500męį╔ŽĪŻČ°ProfibusųąŠWĮjČ╬ŠÓļxį┌200męįā╚é„▌ö╦┘┬╩▓┼─▄▒ŻūC1Ż«5MbpsŻ¼×ķ┴╦▒ŻūCŠWĮj╔ŽöĄō■é„▌ö╦┘┬╩ĘĆČ©į┌1Ż«5MbpsŻ¼╦∙ęįį┌Ė„šŠų«ķgįOėąųą└^Ę┼┤¾Ų„ū„ą┼╠¢Ę┼┤¾║═Ė╔ö_Ė¶ļxĪŻįōŠWĮjų„ę¬▓╔╝»¼Fł÷Öz£yį¬╝■ą┼╠¢║═Įė╩š▓┘ū„┼_Ą─äėū„ųĖ┴ŅĪŻProfibusŻŁ2Ż║5Pé„äėŠWĮjŻ¼ė╔32éĆÅ─šŠĮM│╔Ż¼Å─šŠ×ķABBĄ─ACS600ČÓé„äėčbų├ĪŻ░³└©┤¾└õ┤▓╔²ĮĄÖMęŲé„äėé„äėčbų├Īó└õ┤▓Ž┬┴Ž╦╣╗▌ŅDé„äėčbų├ĪóõÅģ^Ū░║¾▌üĄ└╝░╦╣╗▌ŅDé„äėčbų├Ą╚ĪŻACS600─µūāŲ„═©▀^NPBAŻŁ12Profibus┐éŠĆ▀m┼õŲ„┼cų„šŠĄ─CP342ŻŁ5▀Mąą═©ėŹŻ¼═©ėŹ╦┘┬╩×ķ1Ż«5MbpsĪŻįōŠWĮj╔ŽĄ─═©ėŹöĄō■Š∙×ķé„äėčbų├Ą─┐žųŲūų║═ĀŅæBūųą┼ŽóŻ¼š²│Ż╣żū„Ģré„äėčbų├ļSĢrĮė╩šų„šŠ░l▀^üĒĄ─åóŻ»═Ż├³┴Ņ║═╦┘Č╚ĮoČ©Ż¼▓ó═¼Ģr░l╦═ūį╔ĒĄ─ĀŅæBą┼ŽóĮoų„šŠĪŻ
ProfibusŻŁ3Ż║6Pé„äėŠWĮjŻ¼ė╔24éĆÅ─šŠĮM│╔Ż¼Å─šŠę▓×ķABBĄ─ACS600ČÓé„äėčbų├ĪŻė╔│Cų▒Ū░║¾▌üĄ└é„äėčbų├Īó╠Įé¹Ū░▓Į▀MÖMęŲé„äėčbų├Īó╠Įé¹ģ^▌üĄ└é„äėčbų├ĪóÖz£yģ^▌üĄ└é„äėčbų├Īó╠Įé¹║¾ćŖėĪ║¾ō▄┴ŽŃ^é„äėčbų├ĮM│╔ĪŻįōŠWĮj╔ŽĄ──µūāŲ„ė╔═©▀^RPBAŻŁ01Profibus┐éŠĆ▀m┼õ┼cų„šŠĄ─CP342ŻŁ5▀Mąą═©ėŹŻ¼═©ėŹ╦┘┬╩ę▓×ķ1Ż«5MbpsŻ¼ŠWĮj╣”─▄┼c5Pę╗śėĪŻ
ProfibusŻŁ4Ż║įōŠWĮj╔Ž╦∙▀BĄ─šŠČ╝×ķųŪ─▄Å─šŠŻ¼▀BĮėę╗╠¢ŠĆųąų„ę¬įOéõŻ¼4┼_╣▄┼┼õÅĪó│Cų▒ÖCĪó╠Įé¹ÖCĪŻ4┼_╣▄┼┼õÅ║═│Cų▒ÖCČ╝═©▀^CP342ŻŁ5═©ėŹ─ŻēK┼cų„šŠ▀BĮėŻ¼╠Įé¹ÖCPLCätīóCPUū„×ķÅ─šŠÆņį┌ų„šŠ╔ŽĪŻ▀@ŚlųŪ─▄Å─šŠŠWĮjų„ę¬═Ļ│╔ų„šŠ┼cÅ─šŠĄ─Įė┐┌ą┼ŽóĮ╗ōQŻ¼╚ńų„šŠ░lé„äėčbų├£╩éõ║├ą┼╠¢ĮoÅ─šŠĪóÅ─šŠ░lĮoų„šŠĄ─▌üĄ└╗“╦╣╗▌ŅDåóŻ»═Żą┼╠¢╝░╦┘Č╚ĮoČ©ĪŻ
2.2 ų„šŠ┼cÅ─šŠ═©ėŹ
ProfibusŻŁDP┐éŠĆ▓╔ė├┴Ņ┼Ųé„╦═ĘĮ╩Į▀MąąöĄō■═©ėŹŻ¼┴Ņ┼Ųé„╦═▒ŻūC┴╦įLå¢┐éŠĆŻ©┴Ņ┼ŲŻ®Ą─ÖÓ└¹į┌Š½┤_Č©┴xĄ─Ģrķgā╚▒╗Ęų┼õĪŻęįŽ┬łD3├Ķ╩÷ų„Å─šŠų«ķgĄ─═©ėŹĪŻProfibusŻŁ1╔ŽĄ─Å─šŠ┼cProfibusŻŁ2║═ProfibusŻŁ3Ą─Å─šŠČ╝┤µį┌öĄō■Į╗ōQĪŻ
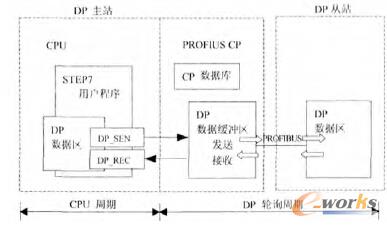
╚ń2ŻŻ╣▄┼┼õÅꬥ═╦┘åóäė2ŻŻõÅŪ░▌üĄ└Ż¼╩ūŽ╚2ŻŻ┼┼õÅĄ─ė├æ¶│╠ą“ę¬īóõÅŪ░▌üĄ└Ą─åóäėą┼╠¢║═Ą═╦┘Č╚ą┼╠¢╦═Įo▒Š╔ĒĄ─DPöĄō■ģ^Ż¼DPöĄō■ģ^į┘Įø▀^ProfibusŻŁ1░l╦═Įoų„šŠ,ų„šŠĄ─DPöĄō■ģ^Įė╩šĄĮŽÓĻPą┼Žó║¾Įøė├æ¶│╠ą“╠Ä└Ēį┌Ę┼ĄĮī”æ¬Ą─CPöĄō■ÄņųąŻ¼CP▒Š╔ĒŠ▀ėąŠÄ│╠╣”─▄ŽÓ«öė┌ę╗éĆCPUŻ¼CPīóŲõDPöĄō■ŠÅø_ģ^Ą─öĄō■Ż©õÅŪ░▌üĄ└Ą─åóäėą┼╠¢║═Ą═╦┘Č╚ą┼╠¢Ż®Įø▀^ProfibusŻŁ2╦═ĮoųĖČ©Ą─Å─šŠŻ©2ŻŻõÅŪ░▌üĄ└─µūāŲ„Ż®ĪŻŲ┌ķgé„äėčbų├ę▓▓╗═ŻĄžīóūį╔ĒĄ─ĀŅæBą┼Žó░lĮoCPĪŻ
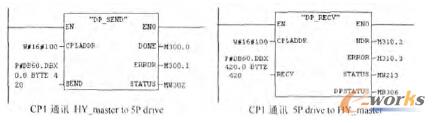
łD4 DPŠWĮj╩ŠęŌłD
łD5×ķöĄō■Į╗ōQįŁ└Ē╩ŠęŌłDĪŻ
łD5 öĄō■Į╗ōQįŁ└Ē
į┌STEP7ė├æ¶│╠ą“ųąŻ¼ā╔éĆīŻė├Ą─FCēK┐╔ė├ė┌öĄō■Į╗ōQŻ║DPŻŁSENDŻ║īóCPUųąĄ─ųĖČ©Ą─DPöĄō■ģ^Ą─öĄō■░l╦═ĄĮProfibusŻŁCPĄ─ŠÅø_Ų„Ż¼ęį▒Ńé„╦═ĮoDPÅ─šŠĪŻDPŻŁRECVŻ║Å─DPÅ─šŠųąūx╚ĪöĄō■Ż¼īóProfibusŻŁCPĮė╩šŠÅø_ģ^Ą─öĄō■Ę┼╚ļCPUųĖČ©Ą─DPöĄō■ģ^ųąĪŻ
2.3 ¼Fł÷┐éŠĆ┐žųŲŽĄĮy┼õų├Ęų╬÷
į┌īŹļHæ¬ė├ųąProfibus┐žųŲŽĄĮy┼õų├Ė∙ō■Ė∙ō■īŹļHąĶę¬╝░Įø┘MŪķørŻ¼═©│ŻėąŽ┬ÄūĘNĮYśŗŅÉą═Ż║
1Ż®ĮYśŗŅÉą═IŻ║ęįPLC╗“┐žųŲŲ„ū÷ę╗ŅÉų„šŠŻ¼▓╗įO▒O┐žšŠŻ¼Ą½š{įćļAČ╬┼õų├ę╗┼_ŠÄ│╠įOéõĪŻ▀@ĘNĮYśŗŅÉą═Ż¼PLC╗“┐žųŲŲ„═Ļ│╔┐éŠĆ═©ą┼╣▄└ĒĪóÅ─šŠöĄō■ūxīæĪóÅ─šŠ▀h│╠ģóöĄ╗»╣żū„ĪŻįōŅÉą═į┌īŹļHæ¬ė├ųąė├Ą├▌^ČÓ│╔▒ŠĄ═Ż¼ę╗░Ń▀m║ŽąĪą═┐žųŲŽĄĮyŻ¼╚ńę║ē║šŠ┐žųŲŽĄĮyĪŻ¦Č340ĘųÅSųąĄ─ę║ē║šŠĪóŽĪė═šŠĪó│Cų▒ÖCĪó¤oōp╠Įé¹ÖCĄ╚Ą─┐žųŲŠWĮjī┘ė┌įōŅÉą═ĪŻ
2Ż®ĮYśŗŅÉą═IIŻ║ęįPLC╗“┐žųŲŲ„ū÷ę╗ŅÉų„šŠŻ¼▒O┐žšŠ═©▀^┤«┐┌┼cPLCę╗ī”ę╗Ą─▀BĮėĪŻ▀@ĘNĮYśŗŅÉą═Ż¼▒O┐žšŠ▓╗į┌ProfibusŠW╔ŽŻ¼▓╗╩ŪČ■ŅÉų„šŠŻ¼▓╗─▄ų▒Įėūx╚ĪÅ─šŠöĄō■║══Ļ│╔▀h│╠ģóöĄ╗»╣żū„ĪŻ▒O┐žšŠ╦∙ąĶĄ─Å─šŠöĄō■ų╗─▄Å─PLC╗“┐žųŲŲ„ųąūx╚ĪĪŻ
3Ż®ĮYśŗŅÉą═IIIŻ║ęįPLC╗“Ųõ╦³┐žųŲŲ„ū÷ę╗ŅÉų„šŠŻ¼▒O┐žšŠŻ©Č■ŅÉų„šŠŻ®▀BĮėProfibus┐éŠĆ╗“╣żśIęį╠½ŠW╔ŽĪŻ▀@ĘNĮYśŗŅÉą═Ż¼▒O┐žšŠį┌ProfibusŠW╗“ęį╠½ŠW╔Žū„×ķČ■ŅÉų„šŠŻ¼┐╔═Ļ│╔▀h│╠ŠÄ│╠ĪóģóöĄ╗»╝░į┌ŠĆ▒O┐ž╣”─▄ĪŻŠ½š¹ŠĆĄ─╗∙ĄAūįäė╗»┐žųŲŽĄĮyĪó╣▄┼„ō■║═╣▄┼┼õÅĄ─┐žųŲŽĄĮyī┘įōŅÉĪŻ
4Ż®ĮYśŗŅÉą═IVŻ║╩╣ė├PCÖC╝ėProfibusŠW┐©ū÷ę╗ŅÉų„šŠŻ¼▒O┐žšŠ┼cę╗ŅÉų„šŠę╗¾w╗»ĪŻ▀@╩Ūę╗éĆĄ═│╔▒ŠĘĮ░ĖŻ¼Ą½PCÖCæ¬▀xė├Š▀ėąĖ▀┐╔┐┐ąįĪó─▄ķLĢrķg▀B└m▀\ąąĄ─╣żśI╝ēPCÖCĪŻī”ė┌▀@ĘNĮYśŗŅÉą═Ż¼PCÖC╣╩šŽīóī¦ų┬š¹éĆŽĄĮy░c»łĪŻīŹļH╔·«aųąæ¬ė├Ą├║▄╔┘ĪŻ
ė╔ė┌Š½š¹ŠĆįOėŗĢrŠ═╩Ū24ąĪĢr▀B└mū„śIŻ¼į┌ŽĄĮy┼õų├Ģr▀xė├ĮYśŗŅÉą═IIIęį┐╝æ]ĄĮŲĮĢr³cÖzŠSūoĄ─ąĶę¬ĪŻŠ½š¹1╠¢ŠĆ4ŚlDPŠWĮj▒╚▌^ęÄĘČŻ¼Profibus1╔ŽÆņĄ─╚½╩Ū¼Fł÷IŻ»O▀h│╠šŠŻ¼PLCų„šŠų╗ąĶī”ŲõŠÄųĘ▓╗ąĶŠÄīæ═©ėŹ│╠ą“ĪŻProfibus2╔ŽÆņĄ─╚½╩ŪųŪ─▄ą═Å─šŠŲõšŠ³c╔┘Ż¼ė╔ė┌įōŠWĮj╔Ž╦∙▀BĄ─Č╝╩ŪŠ½š¹ŠĆĄ─ĻPµIįOéõŻ¼═©ėŹöĄō■ĘŪ│Żųžę¬Ż¼ę“┤╦▓╗ÆņŲõ╦³ŅÉą═Å─šŠęį▒ŻūCŠWĮjĄ─ĘĆČ©ĪŻProfibus3║═Profibus4╔ŽÆņĄ─╚½╩ŪūāŅlŲ„Ż¼įōŠWĮj╔Ž┐╔Įyę╗ŠÄųĘĮyę╗ŠÄīæ═©ėŹ│╠ą“Ż¼═©ėŹ│╠ą“ŠÄīæ║åå╬ĪŻ▀@╦─ŚlŠWĮj╬’└Ē▀BĮė╔ŽŽÓ╗ź¬Ü┴óŻ¼ę“┤╦«öę╗ŚlŠWĮj╔Ž│÷╣╩šŽĢr▓╗Ģ■ė░Ēæ┴Ēę╗ŚlŠWĮj╔ŽĄ─═©ėŹĪŻ
2.4 DPŠWĮj═©ėŹ│╠ą“Ą─ŠÄīæ║═╣╩šŽį\öÓĘĮĘ©
2.4.1 DPŠWĮj═©ėŹ│╠ą“Ą─ŠÄīæ
Ż©1Ż®CP342ŻŁ5═©ėŹ─ŻēKū„DPų„šŠĢr═©ėŹ│╠ą“Ą─ŠÄīæī”ė┌CP342ŻŁ5DPŻ¼▒žĒÜė├DPŻŁSEND║═DPŻŁRECV╣”─▄ēKŻ¼▀@ą®FCēK═©▀^▒│░Õ┐éŠĆį┌CPU║═CPų«ķgé„╦═öĄō■ĪŻ╚ńŽ┬╦∙╩ŠŻ║ŠÄ│╠Ģr┐╔ęį═Ļ╚½ūįė╔Ąž▀xō±į┤║═─┐Ą─ģ^ė“ĪŻ┐╔ęįÅ─öĄō■ēKĪó╬╗┤µā”Ų„║═▌ö╚ļ▌ö│÷ģ^ė“ūxīæöĄō■ĪŻŠ½š¹ę╗╠¢ŠĆĄ─Profibus3ĪóProfibus4Š∙┐╔▓╔ė├įōŠÄ│╠ĘĮĘ©ĪŻŽ┬łD×ķŠ½š¹1╠¢ŠĆ5PĄ─═©ėŹ│╠ą“ĪŻų„šŠūxīæöĄō■Š∙į┌DB60ųąĪŻCP342ŻŁ5ū„Å─šŠĢr═©ėŹ│╠ą“ŠÄīæ┼cū„ų„šŠĢrę╗śėŻ¼▀@└’▓╗į┘öó╩÷ĪŻ
Ż©2Ż®CPU31xŻŁ2DPPLCū„×ķų„šŠ╗“ū„Å─šŠĢrĄ─ŠÄ│╠▀@ŅÉŠWĮjĮYśŗ┐╔▓╔ė├ų▒ĮėīżųĘĄ─ŠÄ│╠ĘĮĘ©Ż¼Š½š¹1╠¢ŠĆĄ─Profibus2ī┘įōŅÉą═ĪŻų▒ĮėīżųĘŠÄ│╠Ģrų„šŠŠ═╩ŪīóÅ─šŠĄ─═Ō▓┐▌ö╚ļģ^ė“ė│Ž±ĄžųĘą┼ŽóīæĄĮųĖČ©Ą─DPēKųąŻ¼Č°Å─šŠätīóDPēKųąĄ─öĄō■ĄžųĘé„īæĄĮī”æ¬Ą─═Ō▓┐▌ö│÷ĄžųĘųąĪŻŽ┬×ķŠ½š¹1╠¢ŠĆų„PLC┼c1╠¢╠Įé¹ÖCĄ─═©ėŹ│╠ą“ĪŻLDB9Ż«DBW10LPID700TPQW710TDB9Ż«DBD0LPIW704TDB9Ż«DBW4HYŻ▀mastersedntoHYŻ▀masterreceivefrom1ŻŻtangshang1ŻŻtangshang│╠ą“ųąŠ∙īó▌ö╚ļŻ»▌ö│÷ė“Ą─═Ō▓┐ĄžųĘų▒Įėė│╔õĄĮDP9ųąĪŻ
Ż©3Ż®ė├SFC14║═SFC15ŠÄ│╠╚ń╣¹ś╦£╩Ą─DPÅ─šŠę▓╩Ū─ŻēK╗»Ą─įOėŗ╗“š▀ėąÄūéĆDPś╦ųŠĘ¹Ż¼─Ńų╗─▄ę╗┤╬įLå¢ę╗éĆ─ŻēK╗“ę╗éĆDPś╦ųŠĘ¹Ą─öĄō■Ż¼▀@ĢrąĶė├SFC14Å─ś╦£╩DPÅ─šŠųąūx╚Īę╗ų┬ąįöĄō■║═ė├SFC15Ž“ś╦£╩DPÅ─šŠųąīæ╚ļę╗ų┬ąįöĄō■üĒīŹ¼F═©ėŹĪŻ
2.4.2 DPŠWĄ─╣╩šŽį\öÓĘĮĘ©
Ż©1Ż®│õĘų└¹ė├STEP7Ą─į┌ŠĆį\öÓ╣”─▄ū„╣╩šŽį\öÓSTEP7Ą─į┌ŠĆį\öÓ╣”─▄ĘŪ│ŻÅŖ┤¾Ż¼─▄į┌ŠĆį\öÓĖ„ŅÉą═DPÅ─šŠĄ─╣╩šŽ▓ó«a╔·įö╝ÜĄ─ł¾╬─ą┼ŽóĪŻį┌SETP7▄ø╝■Ą─╣▄└ĒĮń├µųąė├╩¾ś╦³cō¶▀xō±Ż║“PLCŻ▄ModuleInformationŻ▄HardwareDi-agnostics”Š═┐╔┐┤ĄĮŽÓæ¬Ą─╣╩šŽį\öÓą┼Žó║═ł¾╬─ĪŻ
Ż©2Ż®└¹ė├OBēKū„╣╩šŽĘų╬÷į┌SIMATICNETŽĄĮyųą╚ń╣¹Öz£yĄĮÖC╝▄╣╩šŽŻ¼ūėŽĄĮy╣╩šŽ╗“Ęų▓╝╩Į▌ö╚ļ▌ö│÷šŠ╣╩šŽŻ¼▓╗╣▄╩┬╣╩▒╗Č©┴x×ķ╝┤īó░l╔·▀Ć╩Ūš²į┌░l╔·Ż¼CPU▓┘ū„ŽĄĮyČ╝Ģ■╝ż╗ŅOB86ĪŻ
▒Ē1
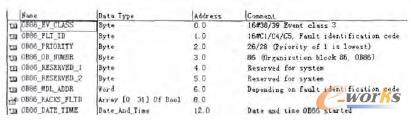
▒Ē1ųą┼RĢrūā┴┐▒Ē╩ŠOB86ęčŠÄīæ║├Ą─▓╗ąĶė├æ¶į┌ŠÄ│╠Ż¼
ę╗░Ńų╗ę¬īóOB86Ž┬▌dPLCųąŠ═┐╔ęį┴╦ĪŻ
OB86ūā┴┐▒Ēųąūā┴┐Ą─║¼┴x╚ńŽ┬Ż║
OB86Ż▀FLTŻ▀ID:BŻŻ16ŻŻC4Ż»Ż»DPšŠ▀BĮė╩¦öĪ
OB86Ż▀FLTŻ▀ID:BŻŻ16ŻŻC5Ż»Ż»DPšŠ╣╩šŽ
OB86Ż▀MDLŻ▀ADDR:DPų„šŠĄ─▀ē▌ŗĄžųĘŻ©į\öÓĄžųĘŻ®
OB86Ż▀RACKSŻ▀FLTD:īóöĄō■▐D╗»×ķDWORDā╚╚▌
Bits0to7:DPšŠ╠¢Ż©PROFIBUSĄžųĘŻ®
Bits8to15:DPūėŽĄĮyūRäeĘ¹
Bits16to30:DPÅ─šŠĄ─▀ē▌ŗĄžųĘŻ©į\öÓĄžųĘŻ®
Bit31:IŻ»Oś╦ūRĘ¹
į┌╣╩šŽį\öÓĢrĖ∙ō■ūā┴┐▒ĒųąŠ▀¾wöĄųĄ▀Mąą╣╩šŽĘų╬÷╝┤┐╔ĪŻ
3 ¼Fł÷┐éŠĆĄ─┐╣Ė╔ö_å¢Ņ}Ęų╬÷
3.1 ╣żÅS¼Fł÷Ė╔ö_į┤Ęų╬÷
▓╗═¼ąąśI▄ćķgĄ─Ė╔ö_į┤▓╗ę╗śėŻ¼▄łõō▄ćķg¼Fł÷Ė╔ö_į┤ų„ę¬ėąęįŽ┬ÄūĘNŻ║
1Ż®é„äėčbų├Ż¼é„äėŽĄĮy╩Ū▄łõō▄ćķgūŅ┤¾Ą─Ė╔ö_į┤ĪŻé„äėŽĄĮyĄ─┐éžō║╔╝sš╝įņ╝ł▄ćķg┐éžō║╔Ą─2Ż»3ęį╔ŽĪŻį┌ŽĄĮyĄ─š¹┴„║═─µūāųąŻ¼┤¾╣”┬╩ļŖ┴”ļŖūėį¬Ų„╝■(IGBTĄ╚)Ė▀╦┘ķ_║═ĻP▐DōQ«a╔·┤¾┴┐Ą─Ė▀ŅlļŖ┤┼▓©╬█╚Šš¹éĆ▄ćķgŻ¼Ūę«a╔·┤¾┴┐Ė▀┤╬ųC▓©╬█╚Š╣żŅlļŖŠWĪŻ
2Ż®ūāē║Ų„ĪóMCC╣±ĪóļŖ┴”ļŖ└|║═äė┴”įOéõĪŻ▀@ą®įOéõŠ∙×ķ╣żŅlŲõŅl┬╩▌^Ą═Ż¼Ė╔ö_ę╗░Ń░l╔·į┌Į³ł÷Ż¼Č°Į³ł÷ųąļSų°Ė╔ö_į┤Ą─╠žąį▓╗═¼ĘųļŖł÷Ęų┴┐║═┤┼ł÷Ęų┴┐Ż¼ā╔š▀ėą║▄┤¾▓ŅäeĪŻ╠žäe╩Ūäė┴”įOéõåóäėĢrĄ─╦▓ķgļŖ┴„─▄ē“▀_ĄĮŅ~Č©ļŖ┴„Ą─1Ī½6▒ČĢ■«a╔·┤¾ļŖ┴„ø_ō¶Ą─Ģ║æBĖ╔ö_ĪŻ
3Ż®üĒūį╣żŅlļŖį┤Ą─Ė╔ö_ĪŻ╣żŅlļŖį┤▓©ą╬╗¹ūā║═Ė▀┤╬ųC▓©╚¶╬┤╝ėĖ¶ļx╗“×V▓©▒ŃĢ■═©▀^Ž“▄łÖC┐žųŲŽĄĮy╣®ļŖČ°▀M╚ļ┐žųŲŽĄĮyŻ¼Å─Č°ė░Ēæ¼Fł÷┐éŠĆĄ─ą┼╠¢ĪŻ
4Ż®ī¦ŠĆĮėė|▓╗┴╝«a╔·Ą─╗╗©ĪóļŖ╗ĪĄ╚ĪŻ
5Ż®╚²ŽÓ╣®ļŖ▓╗ŲĮ║Ō«a╔·Ą─ĄžļŖ┴„ĪóŲ┴▒╬īė▓╗╣▓Ąž«a╔·Ą─ĮėĄžŁh┴„ĪŻ
Ė╔ö_į┤Ą─é„▓ź═ŠÅĮėąī¦ŠĆé„▌ö║═┐šķg▌Ś╔õā╔ĘNŻ¼ī”ė┌¼Fł÷┐éŠĆų„ę¬▒Ē¼F×ķĄžŠĆūĶ┐╣Ė╔ö_║═üĒūį╣żŅlļŖį┤Ą─Ė╔ö_ĪŻ
3.2 ¼Fł÷┐éŠĆĄ─┐╣Ė╔ö_┤ļ╩®
Ė∙ō■¼Fł÷īŹļHŪķørŻ¼ßśī”¼Fł÷┐éŠĆĄ─Ė╔ö_į┤┐╔▓╔╚ĪęįŽ┬▓▀┬įŻ║
1Ż®▀hļxĖ╔ö_į┤ĪŻäė┴”įOéõ║═ļŖ┴”ļŖ└|ī”¼Fł÷┐éŠĆĄ─Ė╔ö_┼cŠÓļxĄ─ŲĮĘĮ│╔Ę┤▒╚Ż¼╝┤ļSŠÓļxĄ─į÷┤¾Ė╔ö_╦ź£pĘŪ│Ż┐ņĪŻę“┤╦į┌įOéõ░▓čbĘ┼ļŖ└|ĢrŻ¼į┌ļŖ└|ŖAīė║═ļŖ└|Ń^ųąŠ═ę¬īóäė┴”ļŖ└|║═¼Fł÷┐éŠĆĘųķ_▒Ż│ųę╗Č©ŠÓļxĪŻ
2Ż®¼Fł÷┐éŠĆįOéõ║═ļŖ└|▓╔╚ĪŲ┴▒╬┤ļ╩®ĪŻ¼Fł÷┐éŠĆŲ┴▒╬Ą─įŁ└ĒŻ║ę╗╩Ū═ŌüĒļŖ┤┼▓©į┌Įī┘▒Ē├µ«a╔·£u┴„Ż¼Å─Č°ĄųŽ¹įŁüĒĄ─┤┼ł÷Ż╗Č■╩ŪļŖ┤┼▓©į┌Įī┘▒Ē├µ«a╔·Ę┤╔õōp║─Č°┴Ēę╗▓┐Ęų═Ė╔õ▓©į┌Įī┘Ų┴▒╬īėā╚é„▓ź▀^│╠ųą╦ź£p«a╔·╬³╩šōp║─ĪŻ¼Fł÷┐éŠĆĄ─Ų┴▒╬╩Ū└¹ė├ė╔ī¦ļŖ▓─┴ŽųŲ│╔Ą─Ų┴▒╬▓óĮY║ŽĮėĄžüĒŪąöÓĖ╔ö_į┤ĪŻ
3Ż®▓╔ė├UPSļŖį┤╗“Ė¶ļxūāē║Ų„┐╔Ę└ų╣üĒūį╣żŅlļŖį┤Ą─Ė╔ö_ĪŻ
4Ż®ŠWČ╬ųąķg╝ėųą└^Ę┼┤¾Ų„ĪŻųą└^Ų„▓╗Ą½┐╔Ė¶ļx╦³ų«║¾Ą─Ė╔ö_ą┼╠¢Ż¼Č°Ūęī”╦³Ū░Č╬Ą─ŠWĮją┼╠¢ėąĘ┼┤¾ū„ė├ĪŻ
5Ż®▓╔ė├╣Ō└|é„▌öą┼╠¢ĪŻį┌¼Fł÷┐éŠĆé„▌ö╦┘Č╚Ė▀é„▌öŠÓļx▀hĖ╔ö_┤¾Ą─ŪķørŽ┬▒M┐╔─▄Ąž▓╔ė├╣Ō└|ĪŻ▓╔ė├╣Ō└|║¾ėąą¦ĮŌøQ┴╦▌Ś╔õö_║═é„ī¦Ė╔ö_Ą─▒ŖČÓå¢Ņ}ĪŻ╚¶į┌▓╗╣▓Ąžā╔³cų«ķg╗“š▀į┌ĮėĄžĀŅør║▄▓╗║├Ą─ŪķørŽ┬▓╔ė├╣Ō└|é„▌ö¼Fł÷┐éŠĆą┼╠¢Ż¼┐╔ėąą¦Ę└ų╣ĮėĄžŁh┴„Ą╚Ė╔ö_ĪŻ
6Ż®š²┤_▀xō±║═░▓čbé„äėŽĄĮyĪŻé„äėŽĄĮyĄ─š¹┴„▓┐Ęų▓╔ė├12├}ø_š¹┴„┐╔ėąą¦Ž¹│²5┤╬║═7┤╬ųC▓©ĪŻé„äė╣±┼cļŖÖCų«ķgĄ─äė┴”ļŖ└|ę╗Č©ę¬▓╔ė├┴╝║├Ų┴▒╬Ūę╚²ąŠī”ĘQĄ─ļŖ┴”ļŖ└|ĪŻį┌Š½š¹ŠĆ░▓čbš{įćŲ┌ķgŠ═┼÷▀^¼Fł÷┐éŠĆŠWĮj╣╩šŽŻ¼╚ń5Pé„äėŠWŻ¼Ė„─µūāŲ„Č╝¤oęÄ┬╔Ąžł¾═©ėŹ╣╩šŽŻ¼Öz▓ķNPBAŻŁ12║═ĮėŠĆČ╝ø]ėąå¢Ņ}Ż¼ų„PLCųžą┬Ž┬ė▓╝■ĮMæB▀Ć╩Ū¤oą¦Ż¼ūŅ║¾ų╗─▄īóÅ─PLCĄĮĖ„─µūāŲ„Ą─DPŠWŠĆ╚½▓┐╠ūĮī┘▄ø╣▄Ż¼Įī┘▄ø╣▄┼cé„äėčbų├Ą─ĄžĮėė|║├ĪŻ▀@śė▓┼ĮŌøQĄ¶ŠWĮj═©ėŹ╣╩šŽĪŻ▀Ćėąę╗ĘN¼FŽ¾Š═╩Ū├┐«öį┌ę╗ŚlDPŠW╔Žą┬į÷╝ėę╗éĆÅ─šŠŻ¼╠žäe╩ŪūāŅlŲ„ū÷Å─šŠĢrĪŻį┌åóäė╗“═Żų╣ūāŅlŲ„╦▓ķgįōūāŅlŲ„Š═ł¾═©ėŹ╣╩šŽŻ¼Č°Ūę▀ĆĢ■įņ│╔įōŠWĮj╔ŽŲõ╦³šŠ▓╗ĘĆČ©Ż¼Ą½ūāŅlŲ„╠Äė┌▀\ąą║═ņoæBĢrŠWĮjėųš²│ŻŻ¼▓╔╚ĪĖ„ĘNŲ┴▒╬┤ļ╩®Č╝ø]ėąą¦╣¹Ż¼ūŅ║¾į┌įōūāŅlŲ„Ū░Č╦╝ėę╗ųą└^Ę┼┤¾Ų„║¾▓┼Ž¹│²ŠWĮj╣╩šŽĪŻ
┐é¾wüĒšfŻ¼ī”¼Fł÷┐éŠĆįņ│╔Ė╔ö_▌^ČÓĄ─▀Ć╩ŪüĒūįé„äėĄ─Ė▀ŅlĖ╔ö_ĪŻę“┤╦ī”ą┬įOéõĄ─ŠĆ┬Ę░▓čbę¬ć└Ė±░┤ššć°ś╦╗“ć°ļHś╦£╩üĒ╩®╣żŻ¼ī”║¾Ų┌Ą─öU╚▌ę▓ę¬┴¶ėąėÓ┴┐ĪŻ
4 ĮY╩°šZ
ProfibusŻŁDP¼Fł÷┐éŠĆ╝╝ągį┌Š½š¹╔·«aŠĆųąĄ─æ¬ė├┐éĄ─üĒšf╩Ū│╔╣”Ą─ĪŻŽĄĮy▀\ąą3─ĻüĒŻ¼ŽÓī”ĘĆČ©ĪŻ░l╔·ŠWĮj╣╩šŽĄ─Ė┼┬╩║▄Ą═Ż¼ę╗░Ń│÷╣╩šŽĢrČ╝╩Ū░l╔·į┌¼Fł÷ŁhŠ│▌^É║┴ėĄ─ĄžĘĮŻ©╚ń▀B▄łÖCĄ─ąŠ░¶ų¦ō╬ÖC╝▄╠Ä║═┤®┐ūÖCŽ┬▌ü╬╣╚ļĮŪš{š¹ļŖÖC╠ÄĄ╚Ż®Ż¼╣╩šŽįŁę“┤¾ČÓöĄ╩ŪÅ─šŠļŖį┤ŠĆ┬Ę╗“ŠWŠĆ▀BĮė╠ÄĄ─å¢Ņ}ĪŻį┌ŽĄĮyš{įć│§Ų┌│÷¼F▀^ę“ļŖ┤┼Ė╔ö_įņ│╔Ą─═©ėŹ╣╩šŽŻ¼Ą½Įø▀^ī”ŠĆ┬ĘĄ─Ų┴▒╬╠Ä└Ē║¾Ż¼DPŠWė╔ļŖ┤┼Ė╔ö_įņ│╔Ą─═©ėŹ╣╩šŽ╗∙▒Š╔Žø]ėąĪŻīŹ█`▒Ē├„Ż¼įōŽĄĮyŠ▀ėą║åå╬īŹė├Ż¼▀\ąąĘĆČ©┐╔┐┐Ūę▓┘ū„ŠSūoĘĮ▒ŃĄ╚ā׳cŻ¼×ķŲ¾śI╚ĪĄ├┴╦┴╝║├Ą─ĮøØ·ą¦ęµĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ProfibusŻŁDP¼Fł÷┐éŠĆį┌Š½š¹╔·«aŽĄĮyųąĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/consultation/10820016510.html






















