ę╗ĪóŲ¾śI║åĮķ
║ė─Ž╔Łį┤ļŖÜŌ╣╔Ę▌ėąŽ▐╣½╦ŠäōĮ©ė┌1992─ĻŻ¼┐é▓┐╬╗ė┌ć°╝ęÓŹų▌ĮøØ·╝╝ągķ_░lģ^Ż¼╔·«a╗∙Ąž╬╗ė┌║ė─Ž╩ĪķLĖ╩ąĪŻ╣½╦Šų„ę¬Å─╩┬Ė▀ųąĄ═ē║┼õļŖ│╔╠ūķ_ĻPįOéõĪóļŖ─▄┘|┴┐ų╬└Ēčbų├Ż©SAPFėąŠē×V▓©│╔╠ūčbų├Īó¤o╣”čaāö╝░ųC▓©ų╬└Ēčbų├TWLBĄ╚Ż®ĪóĖ▀ųąē║ļŖŲ„į¬╝■Īó╣ŌĘ³░lļŖčbų├Ż©╝»ųą╩Į─µūāŲ„ĪóĮM┤«╩Į─µūāŲ„Ż®Ą─čą░lĪóįOėŗĪóųŲįņĪóõN╩█║═Ę■äšĪŻ╣½╦Š╩Ūųąć°ļŖŲ„╣żśIģfĢ■ļŖ┴”ļŖūėĘųĢ■Ė▒└Ē╩┬ķLå╬╬╗Ż¼Ė▀ē║ķ_ĻPĘųĢ■Ė▒└Ē╩┬ķLå╬╬╗Ż¼Ž╚║¾½@Ą├ć°╝ęĖ▀ą┬╝╝ągŲ¾śIĪóć°╝ę╗ŠµėŗäØųž³cĖ▀ą┬╝╝ągŲ¾śIĪóć°╝ęų¬ūR«aÖÓā×ä▌Ų¾śIĪóųąć°ļŖūėą┼Žó░┘ÅŖŲ¾śIĪó║ė─Ž╩Ī┐Ų╝╝äōą┬╩ŠĘČŲ¾śIĄ╚śsūuĘQ╠¢ĪŻ
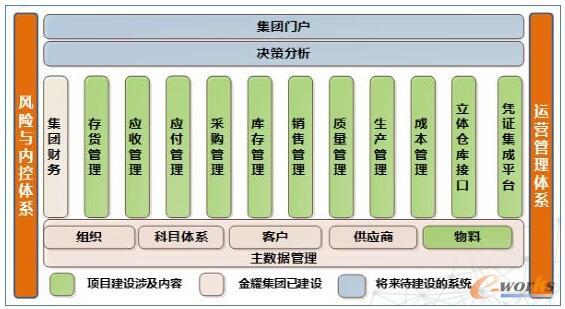
łD1 ║ė─Ž╔Łį┤ļŖÜŌ╣╔Ę▌ėąŽ▐╣½╦Š
╣½╦Šģó┼c┴╦Į³╚²╩«ĒŚć°╝ęś╦£╩║═ąąśIś╦£╩Ą─ųŲČ©Ż¼╣½╦ŠśŗĮ©┴╦ERP ą┼Žó╗»ŲĮ┼_ĪóPDM öĄō■ÄņŽĄĮyĪóNCŽĄĮy║═MESŽĄĮyŻ¼▓óīó╩└ĮńūŅŽ╚▀MĄ─╚ßąįųŲįņĪóųŪ─▄╬’┴„é}ā”ĪóÖCŲ„╚╦╝╝ąg╝»│╔äōą┬Ż¼ą╬│╔┴╦ė╔20ČÓŚlųŪ─▄╔·«aŠĆĮM│╔Ą─ąąśIūŅŽ╚▀MĄ─öĄūų╗»╣żÅSĪŻ─┐Ū░Ż¼╣½╦Šš²ų▓ĮÅ─å╬ę╗Ą─ļŖÜŌįOéõ╣®æ¬╔╠Ž“ļŖÜŌįOéõ┐é░³╔╠▐DūāŻ¼«aŲĘŽÓ└^čbéõ┴╦ć°╝ęļŖŠWĪóķLĮŁ╚²Ź{Īó³S║ėąĪ└╦ĄūĪó╬„ÜŌ¢|▌öĪó─Ž╦«▒▒š{ĪóÓŹų▌ĄžĶFĄ╚ć°╝ęųž³c╣ż│╠Ż¼▓ó▀hõN├└ų▐ĪóųąüåĪó¢|─ŽüåĄ╚30ČÓéĆć°╝ę║═Ąžģ^ĪŻ
Č■ĪóŲ¾śIą┼Žó╗»æ¬ė├┐é¾w¼FĀŅ
╣½╦ŠĘeśO═Ų▀Mā╔╗»╚┌║Ž╣żū„Ż¼ų„ę¬▓╔╚Ī┴╦ęįŽ┬ÄūĘĮ├µ┤ļ╩®Ż║
Ż©ę╗Ż®ę└═ąčą░lÖCśŗŻ¼═žš╣╩ął÷ŅIė“ĪŻį┌▒▒Š®ųąĻP┤ÕŪÕ╚A┐Ų╝╝ł@įO┴ó┴╦“ā╔▓┐”Īó“ā╔į║”Ż║╝┤æ┬į═Č┘Y▓┐Īóć°ļHśIäš░lš╣▓┐Īó║╦ļŖ┴”čbéõ蹊┐į║ĪóļŖäėŲ¹▄ć╝╝ąg蹊┐į║ĪŻ
Ż©Č■Ż®ę²▀MīŻ╝ęłFĻĀŻ¼ĮMĮ©īŻśI╗»ĻĀ╬ķĪŻ╔Łį┤Ą─ā╔╗»╚┌║Ž╣żū„═ŲäėŻ¼ė╚ŲõųžęĢĖ▀Č╦╚╦▓┼Ą─ę²▀M║═╩╣ė├Ż¼Ęųäe│╔┴ó┴╦ą┼Žóųąą─Īó╔·«a▒ŻšŽ▓┐ā╔ų¦īŻśIĻĀ╬ķŻ¼▓óŽ╚║¾ę²▀M┴╦║ė─Ž╩Īųąē║▌ö┼õļŖ╣ż│╠╝╝ąg蹊┐ųąą─ų„╚╬Īó╚½ć°Ė▀ē║ķ_ĻPś╦£╩╗»╬»åTĢ■╬»åT▓▄║ĻĪóļŖ╣żąąśIć°ļHś╦£╩╬»åTĢ■Ż©IECŻ®īŻ╝ę±R▒■┴ęĄ╚ČÓ╬╗ąąśIĒö╝ŌīŻ╝ę┼cą┼Žó╗»īŻ╝ęę╗Ų×ķā╔╗»╚┌║ŽĘĮ░Ėų¦šąĪó░čĻPŻ¼▀@ą®╚╦▓┼×ķ╔Łį┤ā╔╗»╔ŅČ╚╚┌║Ž╠ß╣®┴╦łįÅŖĄ─ųŪ┴”ų¦│ųĪŻ
Ż©╚²Ż®ę²▀MŽ╚▀M╝╝ągŻ¼äōą┬╝»│╔æ¬ė├ĪŻ
į┌“ųąć°ųŲįņ2025”║═“╗ź┬ōŠW+”Ą─▒│Š░Ž┬Ż¼╔Łį┤ĘeśO▀MąąųŲįņčbéõ║═«aŲĘĄ─ųŪ─▄╗»╔²╝ēŻ¼ę²▀M├└ć°ĪóĄ┬ć°ĪóęŌ┤¾└¹Ą╚ć°╝ę─┐Ū░ūŅĖ▀Č╦Ą─╔·«aųŲįņčbéõŻ¼═©▀^šŠį┌čbéõųŲįņÅŖć°Š▐╚╦Ą─╝ń░“╔ŽŻ¼▓╔ė├ą┼Žó╝╝ągĪó╣▄└Ē╝╝ąg║═ųŲįņ╝╝ągŽÓĮY║ŽĄ─╝»│╔äōą┬─Ż╩ĮŻ¼▀MąąČ■┤╬äōą┬Ż¼┤“įņ│÷ć°ļHę╗┴„╦«ŲĮĄ─╚ßąį╔·«aųŲįņŽĄĮyŻ¼┼¼┴”īŹ¼F“ųŪ─▄čbéõųŲįņĪóųŲįņųŪ─▄čbéõ”║═“╔Łį┤čbéõĪóčbéõ╩└Įń”Ą─░lš╣─┐ś╦ĪŻ
Ż©╦─Ż®┴óūŃ¼FīŹ╗∙ĄAŻ¼┐ŲīWĘų▓ĮīŹ╩®ĪŻ░┤šščŁą“Øu▀MĄ─įŁätŻ¼ĘĆ▓Į═Ų▀Mā╔╗»╚┌║Ž╣▓ĮøÜv┴╦5éĆļAČ╬Ż║ę╗╩Ūå╬¾wæ¬ė├ļAČ╬ĪŻęįļŖūė╗»ĪóŽĄĮy╗»æ¬ė├×ķų„Ż¼Ė─╔Ų╣▄└Ē╣żŠ▀Ż¼ćLįćķ_š╣┐ń▓┐ķTĄ─ą┼Žóš¹║ŽŻ¼ę²▀M▓óæ¬ė├╚²ŠSįOėŗ▄ø╝■Ż╗Č■╩Ū“öĄūų╔Łį┤”Į©įOļAČ╬ĪŻ═©▀^ą┼Žó╗»▀^│╠ęÄĘČš¹¾w╣▄└Ē┴„│╠Ż¼ų¦ō╬╣½╦ŠūāĖ’Ż¼īŹ╩®PDM\ERPĄ╚╣▄└ĒŽĄĮyĪŻ╚²╩Ū╝»│╔╗»æ¬ė├ļAČ╬ĪŻĖ³╝ėųžęĢ┐ńŽĄĮyĄ─╝»│╔æ¬ė├Ż¼Å─öĄūų╗»čbéõĄĮöĄūų╗»ŽĄĮy╚½├µ╔²╝ēŻ¼ūįų„ą┼Žó╗»łFĻĀ╚šęµ│╔╩ņĪŻ╦─╩Ū╝»łF╗»═ŲÅVļAČ╬ĪŻčĖ╦┘į┌╝»łFā╚Å═ųŲ╔Łį┤ļŖÜŌā╔╗»╔ŅČ╚╚┌║ŽĄ─Įø“ׯ¼Ė∙ō■╣▓ąįąĶŪ¾Ż¼ę└┐┐ūį╔ĒłFĻĀ▀Mąąæ¬ė├ŽĄĮy╔Ņ╗»ĪŻ╬Õ╩Ū“ųŪ╗█╔Łį┤”Į©įOļAČ╬ĪŻć·└@įOėŗĪóųŲįņĪóĀIõNĄ╚Łh╣ØŻ¼╔Ņ╗»ą┬ę╗┤·ą┼Žó╝╝ągĄ─╝»│╔æ¬ė├Ż¼╠ßĖ▀╔·«aįOéõĪó╔·«a▀^│╠ĪóųŲįņ╣ż╦ćųŪ─▄╗»╦«ŲĮŻ¼╝ė┐ņ╣żśIÖCŲ„╚╦Īóį÷▓─ųŲįņĄ╚Ž╚▀MųŲįņ╝╝ągį┌╔·«a▀^│╠ųąĄ─æ¬ė├Ż¼Į©┴ó╝»łFų¬ūR╣▓ŽĒŲĮ┼_Īó╝ėÅŖ┤¾öĄō■æ¬ė├Ż¼īŹ¼FųŪ─▄øQ▓▀ų¦│ųŻ¼╚½├µ╔²╝ēöĄūų╗»╣żÅSĄĮųŪ─▄╣żÅSŻ¼į┌ąąśIā╚═ŲÅV╔Łį┤ųŪ─▄ųŲįņ╔·«a─Ż╩ĮĪŻ
Ż©╬ÕŻ®═Ų▀MųŪ─▄ųŲįņŻ¼Į©įOųŪ╗█╔Łį┤ĪŻ2010─Ļķ_╩╝Ż¼╔Łį┤ļŖÜŌ╔Ž╩ą│╔╣”Ż¼╣½╦ŠĘeśO╗IäØŻ¼ī”¼Fėąčbéõ▀Mąą┴╦┤¾├µĘeĄ─╔²╝ēĪŻį┌ī”ąąśI╠ž³c║═Ų¾śI░lš╣ąĶę¬│õĘųšōūCĄ─╗∙ĄA╔ŽŻ¼└¹ė├Ž╚▀MĄ─╚ßąįųŪ─▄ŌkĮ╝ė╣ż╝╝ąg║═╚ßąįųŪ─▄čb┼õ╝╝ągĄ╚ųŲįņ╝╝ągŻ¼Ęųäeę²▀M┴╦ęŌ┤¾└¹╚ßąįŌkĮ╝ė╣ż╔·«aŠĆĪó╚²ŠS╝ż╣ŌŪąĖŅÖCĪó╚²ŠS╝ż╣Ō║ĖĮėįOéõĪóųŪ─▄╗»┴ó¾wé}ā”Ą╚Ė▀Č╦čbéõŻ¼▀Ć┼cįOéõÅS╔╠┬ō║ŽčąųŲ┴╦10KV╝░35KVķ_ĻP╣±ųŪ─▄čb┼õ┴„╦«ŠĆŻ¼ūŅ║¾═©▀^╗ź┬ō║═╝»│╔Ż¼░čą┼Žó╣▄└ĒŽĄĮyĪó╔·«aŠĆĪóÖCŲ„╚╦Īóé}ā”Īó▓╔╝»įOéõĪó’@╩ŠįOéõėąÖC┬ō║Žį┌ę╗ŲŻ¼Å─Č°┤“įņ│÷┴╦ąąśI╬©ę╗Īó╩└ĮńŅIŽ╚Ą─╚½öĄūų╗»▄ćķgŻ¼ØMūŃ┴╦ļx╔óą═čbéõųŲįņśI╚ßąį╗»╔·«aĄ─░lš╣ąĶŪ¾Ż¼×ķ“ųŪ╗█╔Łį┤”Į©įOĄņČ©┴╦╗∙ĄAĪŻ
╗∙ė┌ęį╔Ž╦╝┬Ę║═▀^│╠Ż¼╣½╦Šų▓ĮśŗĮ©Ų┴╦╔Łį┤ģóöĄ╗»ųŪ─▄įOėŗ▀x┼õŲĮ┼_Īó╔Łį┤╬’┘YŠÄ┤a╣▄└ĒBMSŽĄĮyĪóPDM╣▄└ĒŽĄĮyĪó│╔╠ūļŖÜŌ┐ņ╦┘ł¾ārŽĄĮyĪóERP ╣▄└ĒŲĮ┼_ĪóNCŽĄĮyĪóMESŽĄĮy║═WMSŽĄĮyĄ╚ą┼Žó╣▄└ĒŽĄĮyŻ¼Ė„ŽĄĮyų«ķgīŹ¼F┴╦Šo├▄╝»│╔Ż¼▓óīó╩└ĮńūŅŽ╚▀MĄ─╚ßąįųŲįņĪóųŪ─▄╬’┴„é}ā”ĪóÖCŲ„╚╦╝╝ąg╝»│╔äōą┬Ż¼ą╬│╔┴╦ė╔20ČÓŚlųŪ─▄╔·«aŠĆĮM│╔Ą─ąąśIūŅŽ╚▀MĄ─öĄūų╗»╣żÅSĪŻć·└@╔Łį┤ā╔╗»╚┌║Ž║═“┤¾ļŖÜŌ”Ą─░lš╣æ┬įŻ¼╔Łį┤ęč│╔×ķ─┐Ū░ąąśIā╚«aŲĘŠĆūŅķLŻ¼░lš╣ūŅ┐ņŻ¼ā╔╗»╚┌║Ž─▄┴”ūŅÅŖĄ─Ų¾śIų«ę╗ĪŻīŹ¼F┴╦├┐─ĻĀIśI╩š╚ļį÷ķL┬╩Š∙▒Ż│ųį┌30%ęį╔ŽĄ─“╔Łį┤╦┘Č╚”ĪŻ
─┐Ū░Ż¼╣½╦Šš²ų▓ĮÅ─å╬ę╗Ą─ļŖÜŌįOéõ╣®æ¬╔╠Ž“ļŖÜŌįOéõ┐é░³╔╠▐DūāŻ¼«aŲĘŽÓ└^čbéõ┴╦ć°╝ęļŖŠWĪóķLĮŁ╚²Ź{Īó³S║ėąĪ└╦ĄūĪó╬„ÜŌ¢|▌öĪó─Ž╦«▒▒š{ĪóÓŹų▌ĄžĶFĄ╚ć°╝ęųž³c╣ż│╠Ż¼▓ó▀hõN├└ų▐ĪóųąüåĪó¢|─ŽüåĄ╚30ČÓéĆć°╝ę║═Ąžģ^ĪŻ
╚²Īóģóįuą┼Žó╗»ĒŚ─┐įö╝ÜŪķørĮķĮB
1.ĒŚ─┐▒│Š░ĮķĮB
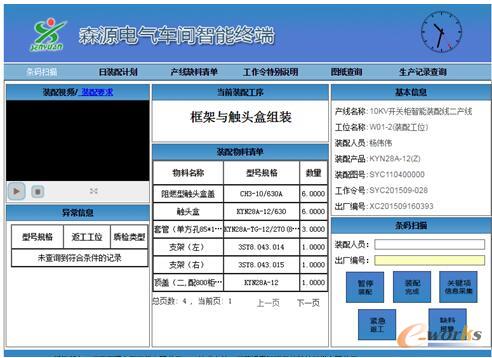
╔Łį┤ļŖÜŌ“╚½öĄūų╗»▄ćķg”MESŽĄĮy╣ż│╠ĒŚ─┐Ż©║åĘQMESŽĄĮyŻ®ų„ę¬ßśī”╣½╦Š«öŪ░ųž³cąĶę¬Ė─╔ŲĄ─å¢Ņ}▓óĮY║ŽŠ½ęµ╔·«aĄ─╣▄└Ē╦╝ŽļŻ¼įOėŗ│÷įö╝Ü┐╔ąąĄ─ąĶŪ¾šf├„Ģ°╝░ķ_░lĘĮ░ĖŻ¼╚╗║¾┼cĘ■äš╣½╦Š╣▓═¼ķ_░l═Ļ│╔ĪŻę¬Ė─ūā╣½╦ŠĄ─║┌Žõ╔·«aĀŅæBŻ¼ūī╣½╦Š╣▄└Ēīė┐╔ęįĘĮ▒ŃĪóīŹĢrĄž┴╦ĮŌ╔·«aėŗäØĄ─ł╠ąą▀MČ╚Ż¼į┌ųŲŲĘ«öŪ░Ą─╣żą“╬╗ų├ĪóĀŅæBĪó▀^│╠ą┼ŽóĪó╣ż╚╦Ą─╣żū„ą¦┬╩Ą╚ĘĮ├µĄ─╣▄└Ēå¢Ņ}Ż¼ĮŌøQŠ½ęµ╔·«a╚▒Ę”ūź╩ų¤oĘ©šµš²┬õĄžĄ─å¢Ņ}Ż¼ĮŌøQėŗäØ┼cł╠ąą│÷¼F├ō╣ØĄ─å¢Ņ}ĪŻ MESŽĄĮyĒÜØMūŃ│╔╠ūÅSčb┼õ▄ćķgĄ─¼Fł÷ū„śIąĶŪ¾Ż¼Å─╔·«aėŗäØ┐╔ęĢ╗»▒O╣▄Īó▀^│╠öĄō■īŹĢr▓╔╝»Īó¤o╝ł╗»łD╝ł╣▄└ĒĪó«aŠĆ╚ßąįš{Č╚Ą╚ĘĮ├µ▀Mąą│╔╠ūÅSą┼Žó╗»Į©įOŻ¼▌oų·▄ćķg▀Mąą╔·«a╣▄└ĒŻ¼▓ó×ķ▄ćķg╔·«a╗ŅäėĄ─│ų└mĖ─╔Ų╠ß╣®ėą┴”Ą─┐ŲīWę└ō■ĪŻ▒ŠĒŚ─┐Ė▓╔w╔Łį┤ļŖÜŌ¢|ģ^1Ų┌Īó2Ų┌ą┬ÅS15Ślų„ę¬╔·«aŠĆŻ©3Śl12KVķ_ĻP╣±Īó2Śl40.5KVķ_ĻP╣±Īó2Śl0.4KVĄ═ē║╣±Īó2Śl12KVöÓ┬ĘŲ„Īó2Śl40.5KVöÓ┬ĘŲ„Īó2Śl│ķīŽ╣±Īó2Ślāx▒ĒŽõŻ®ĪŻ
2.ĒŚ─┐─┐ś╦┼cīŹ╩®įŁät
Ż©1Ż®ĒŚ─┐─┐ś╦
═©▀^MESŽĄĮyĄ─īŹ╩®Ż¼īŹ¼F▄ćķgųŲįņĄ─īŹ╩®┼c╔ŽīėėŗäؾwŽĄ┼cĄūīėįOéõų«ķgĄ─ą┼Žó╝»│╔║═╗ź┬ō╗ź═©Ż¼▀Mę╗▓Į╠ßĖ▀╔·«aą¦┬╩Ż¼╠ß╔²«aŲĘ┘|┴┐Ą─┐╔┐žąįŻ¼╠ßĖ▀«aŲĘ┘|┴┐Ą─┐╔ūĘ╦▌ąįŻ¼īŹ¼F│╔╠ūÅS15Śl╔·«aŠĆ╚½öĄūų╗»▄ćķg╣▄└ĒĪŻ
a.ĒŚ─┐Ą─┐é¾wśIäš╝▄śŗŻ║
łD2 ĒŚ─┐┐é¾wśIäš╝▄śŗ
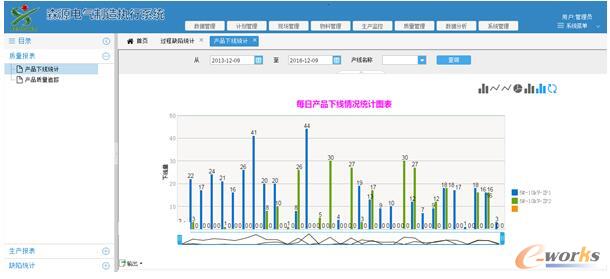
b.ĒŚ─┐Ą─ų„¾w╣”─▄─ŻēKŻ║
łD3 ĒŚ─┐ų„¾w╣”─▄─ŻēK
c.ĒŚ─┐Ą─┐é¾wśIäš┴„│╠Ż║

łD4 ĒŚ─┐┐é¾wśIäš┴„│╠
Ż©2Ż®īŹ╩®įŁät
Ī±Įyę╗ęÄäØĪóĘų▓ĮīŹ╩®Ż║╣½╦ŠĮM┐Ś┴”┴┐│╔┴óĘĮ░ĖėæšōąĪĮMŻ¼šJšµėæšōąĶŪ¾Ż¼▓ó═©▀^═Ō▓┐š{čąū╔įāĄ╚ĘĮ╩ĮŻ¼ĮY║Ž╣½╦Šā╚▓┐ąĶŪ¾ą╬│╔ĘĮ░ĖŻ¼┤_Č©│÷įö╝ÜĄ─ąĶŪ¾šf├„Ģ°Ż¼╚╗║¾į┘▀MąąĮyę╗Ą─ķ_░l£yįćŻ¼╚╗║¾Ž╚į┌▀xČ©Ą─▄ćķg║═╔·«aŠĆ╔Ž▀Mąąįć▀\ąąŻ¼│╔╩ņ║¾ĘųĢrČ╬┐ņ╦┘═ŲÅVŻ╗
Ī±╝╝ągĄ─Ž╚▀Mąį┼cŪ░š░ąįŻ║▓╔ė├ć°ļH╔ŽŽ╚▀MĪó│╔╩ņĄ─ą┼Žó╗»ĪóöĄūų╗»╝╝ągīŹ¼FīŹĢrĄ─öĄō■▓╔╝»ĪóöĄō■é„▌öĪóöĄō■┤µā”║═öĄō■╠Ä└ĒŻ¼īŹ¼FĖ„śIäš▓┐ķTĄ─öĄō■╣▓ŽĒĪŻŽĄĮyįOėŗ╝╚ę¬ØMūŃ«öŪ░╣▄└Ē─Ż╩ĮĄ─ąĶ꬯¼═¼Ģrėųę¬į┌┐╔ŅAęŖĄ─ŪķørŽ┬Ż¼╝µŅÖŲ¾śI╬┤üĒ░lš╣æ┬įĄ─ę¬Ū¾Ż╗
Ī±╣”─▄Ą─īŹė├ąį┼cöUš╣ąįŻ║ŽĄĮyæ¬ėąą¦┼õ╠ū│╔╠ūÅS15Śl╔·«aŠĆŻ¼ŪąīŹØMūŃ╔·«aąĶŪ¾Ż¼Š▀éõ▓┘ū„║å▒ŃĪó▀\ąą┐ņĮ▌Ą╚Śl╝■Ż╗═¼Ģræ¬╠ß╣®┐╔öUš╣¾wŽĄĮYśŗŻ¼▀mæ¬ę╗Č©ĢrŲ┌ā╚ī”ŽĄĮy┐╔─▄öU┤¾Ą╚ą┬ąĶŪ¾Ż╗╣½╦ŠōĒėąĒŚ─┐ķ_░lĄ─▄ø╝■į┤┤·┤aŻ¼▒Ńė┌║¾Ų┌╣”─▄Ą─öUš╣Ż╗
Ī±įOėŗĄ─ś╦£╩ąį┼cęÄĘČąįŻ║ŽĄĮy▓╔ė├ą┼Žó╗»ęÄĘČæ¬ū±čŁć°ļHų„┴„ś╦£╩Ż¼įOėŗ┼cīŹ╩®▀^│╠ųą▒žĒÜū±čŁĮyę╗Ą─ą┼Žó╗»ś╦£╩Īó’LĖ±Įyę╗Ą─æ¬ė├Įń├µŻ¼Įyę╗Ą──┐õø¾wŽĄĪóĮyę╗Ą─öĄō■Ė±╩Į║═Įyę╗Ą─▒ĒĖ±▒Ēå╬ĪŻŽĄĮyķgĄ─öĄō■Įė┐┌▓╔ė├ś╦£╩╗»Ą─Įyę╗Įė┐┌─Ż╩ĮŻ¼▒Ńė┌īŹ¼FŽĄĮyķgĄ─ą┼Žó╣▓ŽĒĪŻ╦∙ėą┤·┤aĄ─ŠÄīæę¬ū±čŁ┤·┤aŠÄųŲęÄĘČŻ¼ęūė┌ęį║¾Ą─öUš╣ķ_░lŻ╗
Ī±▀\ąąĄ─┐╔┐┐ąį┼cĘĆČ©ąįŻ║ŽĄĮyįOėŗę¬▒ŻūCŠWĮj▓╝ŠĆĪóįOéõ░▓čb║═╩╣ė├▓┘ū„ĘĮ├µŠ∙▀_ĄĮ┐╔┐┐╝░ĘĆČ©Ą─ŽÓĻP╝╝ągę¬Ū¾Ż¼ĻPµIöĄō■▓╔ė├╚▀ėÓ╝╝ąg║═╣╩šŽ╠Ä└Ē╝╝ągŻ¼▒ŻšŽöĄō■é„▌öĄ─Ė▀┐╔┐┐ąį║═ŽĄĮy▀\ąą░▓╚½ĪŻ
3.ĒŚ─┐īŹ╩®┼cæ¬ė├Ūķørįö╝ÜĮķĮB
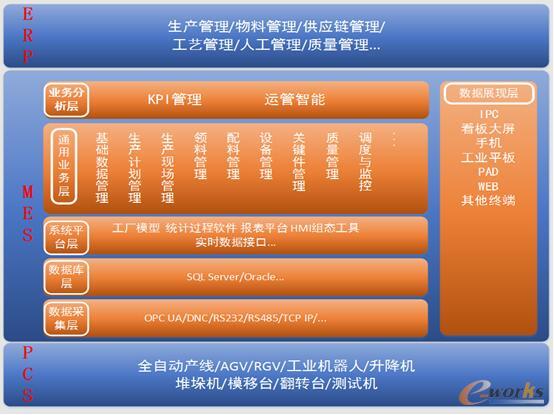
╔Łį┤“╚½öĄūų╗»▄ćķg”MESŽĄĮy╣ż│╠ĒŚ─┐śŗĮ©┴╦ć°ā╚ķ_ĻP│╔╠ūąąśI╩ū╠ūąąśIMESŽĄĮyŻ¼═Ļ╚½░┤ššķ_ĻP│╔╠ūąąśIĄ─ąąśI╠žąį║═╔·«aĮM┐ŚĘĮ╩Į┴┐╔ĒČ©ųŲŻ¼╩Ūī”▒ŠąąśI▄ćķgöĄūų╗»Īóą┼Žó╗»ĪóųŪ─▄╗»╣▄└ĒĄ─╠Į╦„┼cäōą┬Ż¼¾w¼F┴╦╔Łį┤ę²ŅIąąśI░lš╣Ą─øQą─║═─▄┴”ĪŻ
į┌š¹éĆĒŚ─┐═Ųäė▀^│╠ųąŻ¼ĮøÜv┴╦įSČÓ├■╦„║═įć“ׯ¼Ū░Ų┌š{čą║─┘M┴╦┤¾┴┐Ą─ĢrķgŻ¼ų▒ĄĮ│╔┴óMESĒŚ─┐ąĪĮM▓óī”ĒŚ─┐ąĶŪ¾▀Mąą║Ž└ĒŪąĘų×ķ9┤¾ąĶŪ¾šf├„Ģ°║¾Ż¼ĒŚ─┐╣żū„ķ_╩╝▓Į╚ļ┐ņ▄ćĄ└ĪŻįōĒŚ─┐į┌Į©įO▀^│╠ųąŻ¼╠ß│÷┴╦ČÓéĆļyČ╚ĘŪ│Ż┤¾Ą─äōą┬ąįšnŅ}Ż¼░³└©═©▀^MES┼cčb┼õŠĆPLCī”ĮėüĒ▀Mąąčb┼õŠĆ╚ßąįš{Č╚ŽĄĮyĄ─čą░l║═▀\ė├Ż¼═©▀^ERPĪóNCĪóPDMĪóWMSĄ╚ęčėąą┼ŽóŽĄĮy┼cMESŽĄĮyĄ─╝»│╔ķ_░läōą┬Ż¼▓ó└¹ė├Æ▀├ĶśīĪó╣ż┐žļŖ─XĪóAndriodęŲäėŲĮ░ÕĪó«aŠĆ’@╩Š┤¾Ų┴Ą╚▀MąąöĄō■▓╔╝»║═’@╩ŠŻ¼┤“═©┴╦Ų¾śIėŗäØĪó╣żÅS╣▄└ĒĪó▄ćķgųŲįņĪó╣ż╚╦▓┘ū„Īó╔·«aŠĆ▀\ąąĪóųŪ─▄é}ā”ų«ķgĄ─ą┼Žó┴„Ż¼īŹ¼F┴╦╔·«aųŲįņ▀^│╠Ą─┐╔ęĢ╗»Īó¤o╝ł╗»║═╚½┴„│╠┐╔ūĘ╦▌ĪŻ
MESŽĄĮyīŹ╩®æ¬ė├ŪķørŻ║
Ż©1Ż®čb┼õ▀^│╠¤o╝ł╗»Ż║╠µ┤·┴╦╝ł┘|Ą─╣żą“┘|Öz┐©Ż¼ė╔MESŽĄĮyų▒Įė▓╔╝»║═čb┼õ▀^│╠Ą─čb┼õ╚╦åTĪóčb┼õĢrķgĪóčb┼õĻPµI╬’┴ŽŻ¼╣żą“┘|ÖzĄ╚ą┼ŽóŻ╗═¼ĢrŻ¼īŹ¼F┴╦▄ćķg╣ż╬╗╣ż┐žĮKČ╦ų▒Įė▓ķ┐┤PDMŽĄĮyųą┼c║Ž═¼ŽÓĻPĄ─CADłD╝łĄ─╣”─▄ĪŻīŹ¼F┴╦čb┼õ╚½▀^│╠Ą─¤o╝łöĄūų╗»╣▄└ĒĪŻ
łD5 čb┼õ╚½▀^│╠Ą─¤o╝łöĄūų╗»╣▄└Ē
Ż©2Ż®┘|Öz▀^│╠¤o╝ł╗»Ż║═©▀^ŽĄĮy╩ųČ╬Ż¼ęÄĘČ║══Ļ╔Ų┴╦į┌ŠĆčb┼õ«aŲĘĄ─ūįÖzĪó╗źÖzĪó░ÓĮMķLÖz“×ĪóīŻÖz┴„│╠Ż¼╩╣Ž┬ŠĆ«aŲĘĄ─┘|┴┐Ą├ĄĮėąą¦Ąž┐žųŲ║═╠ß╔²Ż╗į┌│╔ŲĘ┘|ÖzĘĮ├µŻ¼▓╔ė├ęŲäėAndriodųŪ─▄ĮKČ╦╚Ī┤·┴╦╝ł┘|Öz“×å╬ō■Ż¼īŹ¼F┘|ÖzöĄō■õø╚ļĄ─ą┼Žó╗»Ż¼┤¾▓┐Ęų┘|ÖzĒŚ─┐ų╗ąĶ╣┤▀x³cō¶Ą╚▓┘ū„╝┤┐╔═Ļ│╔Ż¼£p╔┘öĄō■õø╚ļĄ─╣żū„┴┐Ż¼═¼ĢrīŹ¼F│╔ŲĘÖz“×ėøõø║═│÷ÅSÖz“׳¾ĖµĄ─ūįäė╔·│╔╣”─▄Ż¼īŹ¼FļSĢrš{╚Ī▓ķķå║═┤“ėĪ▌ö│÷Ż╗
Ż©3Ż®ĻPµI╬’┴ŽūĘ█ÖŻ║ī”čb┼õ▀^│╠ųąĄ─ĻPµI╬’┴Ž▀Mąą╩ß└Ē║═┤_šJŻ¼▓óė╔ŽĄĮyęÄĘČ║══Ļ│╔ī”╦∙ėąĄ─ūįųŲ╗“═Ō┘ÅĻPµI╬’┴Ž▀Mąą┘N┤a╣▄└ĒŻ¼īŹ¼F«aŠĆčb┼õ▀^│╠ųąĄ─Æ▀┤aĘ└Õe┼c╬’┴ŽūĘ█Ö╣▄┐žŻ╗
Ż©4Ż®«aŲĘŻ©╩®╣żå╬Ż®ūĘ█ÖŻ║ŽĄĮy▓╔╝»┴╦«aŲĘŻ©╩®╣żå╬Ż®Å─ėŗäØĪó╬’┴Ž£╩éõĪóčb┼õĄĮ┘|ÖzĪó░³čb╚½┴„│╠Ą─öĄō■Ż¼ęįłD╬─▓ó├»Ą─ĘĮ╩Įš╣¼FŻ¼ų¦│ųļSĢrš{╚Ī▓ķįāŻ╗
Ż©5Ż®čb┼õŠĆ╚ßąįš{Č╚Ż║═©▀^MESŽĄĮy┼cčb┼õŠĆ┐žųŲŽĄĮy╝»╔óĘĮ╩ĮĄ─╝»│╔Ż¼īŹ¼Fčb┼õŠĆ╣ż╦ćĄ─╚ßąį┐╔š{Ż¼ė╔įŁŽ╚Ė─čb┼õ╣ż╦ćąĶ╗©öĄų▄ĢrķgųžīæPLC┐žųŲ│╠ą“Ż¼ĄĮ┐╔īŹ¼Fčb┼õŠĆ╝░ĢrĖ∙ō■MESŽĄĮy┼õų├Ą─╣ż╬╗š{Č╚ĘĮ░Ė▀Mąąčb┼õŠĆš{Č╚▀\ąąŻ¼┤“ŲŲ┴╦é„Įyčb┼õŠĆ╣ż╦ć╣╠╗»Ą─Ų┐ŅiŻ¼śO┤¾╠ßĖ▀┴╦čb┼õŠĆī”ČÓĘN«aŲĘ╝░čb┼õ╣ż╦ćĄ─▀mæ¬ąįŻ¼╠ßĖ▀┴╦čb┼õŠĆĄ─└¹ė├ą¦┬╩Ż╗
Ż©6Ż®┐╔ęĢ╗»╣▄└ĒŻ║ŽĄĮy═©▀^╣▄└ĒČ╦Īó╣ż┐žĮKČ╦ĪóęŲäėĮKČ╦Īó«aŠĆ┤¾Ų┴Ą╚▌d¾wŻ¼īŹ¼F┴╦╔·«aėŗäØĪó╬’┴Ž£╩éõĪó╔·«a¼Fł÷║═┘|┴┐╣▄┐žĄ─╚½┴„│╠┐╔ęĢ╗»╣▄└ĒŻ╗

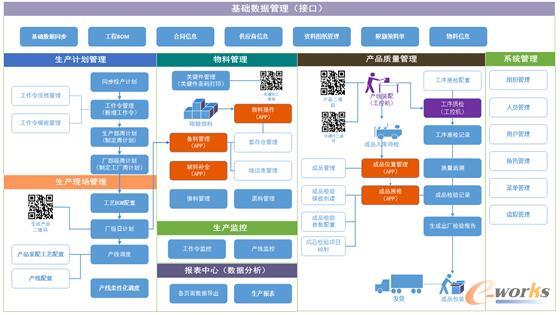
łD6 MESæ¬ė├čb┼õ▄ćķgę╗ĮŪ
Ż©7Ż®ĻPµIĄ─Įyėŗ┼cĘų╬÷╣”─▄Ż║│§▓ĮīŹ¼F║¾┼_╣▄└ĒŽĄĮyī”öĄō■Ą─▓╔╝»ĪóĮyėŗ║═Ęų╬÷╣”─▄Ż¼╚ń«aŲĘ┘|┴┐ĮyėŗŻ¼«aŲĘŽ┬ŠĆĮyėŗĪóMES▀\ąąĀŅørĮyėŗĄ╚ĪŻ
łD7 ĻPµIĄ─Įyėŗ┼cĘų╬÷╣”─▄
4.ą¦ęµĘų╬÷
Ż©1Ż®╔·«aą¦┬╩╠ßĖ▀Ż¼═ŻÖCĢrķg£p╔┘Ż║ęįų„═Č«aėŗäØ×ķ║╦ą─Ż¼ĮM┐ŚłD╝łĪóBOMĪó╣ż╦ćĪó╬’┴ŽĄ╚Ė„ĘNų„ę¬╔·«aį¬╦žŻ¼ėŗäØöĄō■┼cīŹļH═Ļ│╔öĄō■▀Mąą▒╚ī”Ż¼ė├ęįąŻ£╩ėŗäØ║Ž└ĒąįŻ¼▓óĖ─╔ŲųŲįņŁh╣ØĄ─Ų┐ŅiŁh╣ØŻ╗ęį╔·«aŠĆ╚ščb┼õėŗäØ×ķ║╦ą─Ż¼╠ßŪ░═Ļ│╔éõ┴ŽŻ¼╔·«aĮM┐ŚĖ³╝ėŪÕ╬·ėąą“Ż¼╔·«aą¦┬╩ėą┴╦▌^┤¾Ę∙Č╚╠ßĖ▀Ż¼╔·«aĮM┐Śą¦┬╩╠ßĖ▀║¾Ż¼═ŻÖC┤²┴ŽĢrķgę▓£p╔┘įSČÓĪŻ
Ż©2Ż®╣▄└Ē╩ųČ╬Ė³žSĖ╗Ż¼Ė─╔Ų┤ļ╩®Ė³Š½£╩Ż║┼eā╔éĆ└²ūėŻ¼ę╗╩Ūī”ė┌╣żĢrą┼ŽóĄ─╦č╝»║═æ¬ė├Ż¼īŹ╩®MESų«║¾Ż¼Ą├ĄĮ┴╦╣ż╚╦Ą─īŹļH╣żĢrą┼ŽóŻ¼═©▀^īŹļH╣żĢr║═Č©Ņ~╣żĢrĄ─Ųź┼õī”▒╚Ż¼Ė─╔Ų┴╦ėŗ╝■╣ż┘YČ©Ņ~Ż╗Č■╩ŪŻ¼═©▀^═¼ŹÅ╬╗═¼╣żĘN▓╗═¼▓┘ū„åTų«ķgĄ─╣żĢrĪó┘|┴┐ī”▒╚Ż¼üĒ▌oų·╣ż╚╦╝╝─▄Č©╝ē║═Č©Ž“╝╝─▄┼Óė¢Ż¼╣▄└ĒŠ½£╩│╠Č╚┤¾┤¾╠ßĖ▀ĪŻ
Ż©3Ż®╔·«aģf═¼ąį║═ėŗäØąįĄ├ĄĮ╠ß╔²Ż║╔·«a▀^│╠Ą─“║┌Žõ”┤“ķ_Ż¼╔·«aėŗäØ▓┐ķT║═╣żÅS╣▄└Ē▓┐ķTČ╝┐╔ęįŪÕ╬·Ą─┴╦ĮŌĄĮå¢Ņ}╦∙į┌Ż¼ėŗäØ▓┐ķTį┌┼┼ėŗäØĢrėą┴╦Ė³ČÓĖ³╝░ĢrĄ─öĄō■ų¦ō╬Ż¼ųŲįņ▓┐ķTį┌Ą├ĄĮėŗäØ║¾─▄ē“Ė³£╩┤_Ą─░▓┼┼╔·«aųŲįņĪŻ╣½╦ŠėŗäØ╣żū„┼cš{Č╚╣żū„Ą─Ģrķg▒╚└²ķ_╩╝▐DōQŻ¼═Ė├„ŪÕ╬·Ą─öĄō■Ż¼ūī┤¾╝ę┐╔ęįį┌ŽÓī”═¼śėĄ─šJų¬╔Ž£Ž═©Ż¼ģf═¼ąį╠ßĖ▀ĦüĒ┴╦£Ž═©Ą─▒Ń└¹ĪŻėŗäØĄ─Š½┤_ąį║═▀mæ¬ąį╠ßĖ▀║¾Ż¼╣ż╚╦Ą─╝ė░ÓŪķør£p╔┘┴╦Į³50%Ż╗
Ż©4Ż®┐āą¦┐╝║╦Ė³ĘĮ▒ŃŻ¼│╔▒Š┐žųŲĖ³╚▌ęūŻ║ī”ė┌╔·«aą¦┬╩ėą┴╦╝░Ģr£╩┤_Ą─ĮyėŗŻ¼ī”ė┌Ė„ĘNĘųĒŚųŲįņ│╔▒Šėą┴╦Ė³įö╝ÜĄ─öĄō■Ż¼═©▀^▄ćķgŠ▀¾wł╠ąąöĄō■Ę┤üüĒī”Ū░Č╬Ą─įOėŗ£╩┤_Č╚ĪóėŗäØ£╩┤_Č╚Īó▓╔┘ÅĄĮžø╝░Ģr┬╩Ą╚▀Mąą┐╝║╦Ė³╝ėĄ─ĘĮ▒ŃĪó╝░ĢrĪŻ═©▀^īŹļH╣żĢr│╔▒Š┼cś╦£╩╣żĢr│╔▒ŠĄ─ī”▒╚Ż¼┐╔ęį▒Ńė┌┐žųŲ╚╦╣ż│╔▒ŠŻ╗
╦─ĪóŲ¾śIą┼Žó╗»╬┤üĒ░lš╣ęÄäØ
į┌╬┤üĒÄū─Ļā╚Ż¼╣½╦ŠīóŠoŠoć·└@ “╗ź┬ōŠW+”░lš╣æ┬į╝░ć°äšį║ĪČųąć°ųŲįņ2025ĪĘĄ─░lš╣ęÄäØŻ¼łį│ų«aśI╗ź┬ōŠW░lš╣ĘĮŽ“Ż¼ę└═ąą┼Žó╝╝ągīŹ¼F╣żśIųŲįņĄ─╔²╝ē┼c▐Dą═ĪŻÅ─š¹¾w░lš╣æ┬į╔ŽųvŻ¼╩ūŽ╚Ż¼ęįųŪ─▄╗»Ą─įOéõ╔·«aųŪ─▄╗»Ą─«aŲĘŻ¼═Ļ│╔╗ź┬ōŠWĢr┤·Ą─«aŲĘųŲįņ╔²╝ēŻ╗Ųõ┤╬Ż¼ęįųŪ─▄╗»Ą─ė├涾w“×║═į÷ųĄĘ■äš×ķ─┐ś╦Į©┴ó╬’┬ōŠWįŲĘ■äšŲĮ┼_Ż¼ęįųŪ─▄╗»Ą─«aŲĘ×ķ╗∙ĄA┤“įņųŪ─▄╗»Ą─Ę■䚯¼īŹ¼F«aśI╗ź┬ōŠW╗»║═ųŲįņśIĘ■äš╗»Ż╗į┘┤╬Ż¼ę└═ąųŪ─▄╗»Ą─«aŲĘ║═ųŪ─▄╗»Ą─Ę■䚯¼ęį╗ź┬ōŠWĪó┤¾öĄō■ĪóļŖūė╔╠äšĪóį┌ŠĆ╩█║¾Ą╚×ķ╩ųČ╬Ż¼īŹ¼Få╬ę╗čbéõųŲįņ╔╠ĄĮ▄øė▓╝■š¹¾wĘĮ░ĖĘ■äš╔╠Ą─▐DūāŻ¼ÅžĄū═Ļ│╔ą┬│ŻæBą┬ŁhŠ│Ž┬«aśI╗ź┬ōŠWĄ─▐Dą═╔²╝ēĪŻ
ų„ę¬Ęų╚²ĘĮ├µŻ║ę╗╩Ūį┌ļŖ┴”įOéõĘĮ├µŻ¼ūŅĮKę¬Į©┴óęįųŪ─▄╗»ķ_ĻP╣±×ķ╗∙ĄAĄ─╬’┬ōŠWįŲĘ■äšŲĮ┼_Ż¼īŹ¼FįOéõ▀h│╠Č©╬╗ĪóöĄō■▓╔╝»ĪóĀŅæB▒O£y┼cų„äėŅAŠ»Īó┐žųŲ╝░╩█║¾Ą╚Ż¼×ķ┐═æ¶╠ß╣®Ė³ā×┘|Ę■䚯¼ĮĄĄ═╩█║¾Ę■äš│╔▒ŠĪŻČ■╩Ū▐rśI╣ŌĘ³ĘĮ├µŻ¼┼¼┴”┤“įņųŪ─▄▐rśI╣ŌĘ³▒O£y┼cĘ■䚎ĄĮyŻ¼īŹ¼F▀h│╠▒O£y╣ŌĘ³░lļŖįOéõ▀\ąąĀŅæBĪó▓╔╝»░lļŖöĄō■Īó╣╩šŽĘų╬÷Ą╚Ż¼▀Ć┐╔ęį═©▀^▒O£y▐rł÷£žØ±Č╚Ż¼īŹ¼FųŪ─▄£žØ±Č╚š{┐žĪŻ╚²╩Ū’L╣Ō╗źča┬ʤ¶ĘĮ├µŻ¼Į©┴óųŪ─▄┬ʤ¶╬’┬ōŠWĘ■äšŲĮ┼_Ż¼īŹ¼FųŪ─▄’L╣ŌĖąæ¬ĘĮŽ“Č©╬╗Īó╣ŌĖą┐žųŲ╗“▀h│╠┐žųŲĪóļŖ┴┐▒O£y╝░ā”─▄▒Żūo’L┴”╝░Ļ¢╣ŌÅŖČ╚▒O£yĪŻ
į┌ųŪ─▄ųŲįņĘĮ├µŻ¼īóę└═ą¼Fėą╗∙ĄAŻ¼Į©│╔ą┼Žó╩└Įń║═╬’└Ē╩└ĮńŽÓė│╔õĄ─╚½ŽóųŪ─▄╣żÅSŻ¼ą╬│╔ųąĄ═ē║▌ö┼õļŖąąśIųŪ─▄ųŲįņ╩ŠĘČĪŻ▓ó╔ŅĖ¹ļŖÜŌąąśI«aŲĘ┼cčbéõĄ─╬’┬ōŠW║═┤¾öĄō■æ¬ė├Ż¼╔Ņ╚ļ═Ų▀M┤¾öĄō■į┌╔·«aą¦┬╩╠ß╔²ĪóųŲįņ┘|┴┐▒ŻšŽĪó«aŲĘčą░lĄ³┤·Īó╣▄└Ē┴„│╠ā×╗»ĪóøQ▓▀ų¦ō╬Ęų╬÷Ą╚ĘĮ├µĄ─ārųĄæ¬ė├Ż¼▓╗öÓ╠ß╔²Ų¾śI«aŲĘĄ─║╦ą─ĖéĀÄ┴”Ż¼ų·┴”╔Łį┤Š½ŲĘĄ─ŲĘ┼Ų╦▄įņŻ¼ų¦ō╬“╔Łį┤čbéõĪóčbéõ╩└Įń”Ą─░lš╣─┐ś╦ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║MESŽĄĮy╣ż│╠ĒŚ─┐┤“įņ╔Łį┤Ī░╚½öĄūų╗»▄ćķgĪ▒
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/consultation/10820420431.html