



▒╗ūu×ķ╣®æ¬µ£ā×╗»ę²ŪµŻ¼ėąĘQĖ▀╝ēėŗäØŽĄĮy(Advanced Planning System)Ż¼ę▓ėąĮąĖ▀╝ēėŗäØ┼c┼┼│╠(Advanced Planning and Scheduling)ĪŻČ©┴x▓╗╩ŪūŅųžę¬Ą─ĪŻūŅųžę¬Ą─╩Ūī”╦∙ėą┘Yį┤Š▀ėą═¼▓ĮĄ─Ż¼īŹĢrĄ─Ż¼Š▀ėą╝s╩°─▄┴”Ą─Ż¼─ŻöM─▄┴”Ż¼▓╗šō╩Ū╬’┴ŽŻ¼ÖCŲ„įOéõŻ¼╚╦åTŻ¼╣®æ¬Ż¼┐═æ¶ąĶŪ¾Ż¼▀\▌öĄ╚ė░ĒæėŗäØę“╦žĪŻ▓╗šō╩ŪķLŲ┌Ą─╗“Č╠Ų┌Ą─ėŗäØŠ▀ėąā×╗»Ż¼ī”▒╚Ż¼┐╔ł╠ąąąįĪŻŲõīóę¬▓╔ė├╗∙ė┌ā╚┤µĄ─ėŗ╦ŃĮYśŗŻ¼▀@ĘNėŗ╦Ń╠Ä└Ē┐╔ęį│ų└mĄ─▀Mąąėŗ╦ŃĪŻ▀@Š═ÅžĄūĖ─ūā┴╦┼·╠Ä└ĒĄ─ėŗ╦Ń─Ż╩ĮĪŻ┐╔ęį▓ó░l┐╝æ]╦∙ėą╣®æ¬µ£╝s╩°ĪŻ«ö├┐ę╗┤╬Ė─ūā│÷¼FĢrŻ¼APS Š═Ģ■═¼ĢrÖz▓ķ─▄┴”╝s╩°Ż¼ įŁ┴Ž╝s╩°Ż¼ąĶŪ¾╝s╩°Ż¼▀\▌ö╝s╩°Ż¼┘YĮ╝s╩°Ż¼▀@Š═▒ŻūC┴╦╣®æ¬µ£ėŗäØį┌╚╬║╬Ģr║“Č╝ėąą¦ĪŻę▓īó▓╔ė├╗∙ę“╦ŃĘ©╝╝ągŻ¼╦³╩Ūę╗ĘN╦č╦„╝╝ągŻ¼╦³Ą──┐ś╦╩ŪīżšęūŅ║├Ą─ĮŌøQĘĮ░ĖĪŻ▀@ĘN╦č╦„╝╝ąg╩Ūę╗ĘNā×╗»ĮM║ŽŻ¼╦³ęį─ŻĘ┬╔·╬’▀M╗»▀^│╠×ķ╗∙ĄAĪŻ╗∙ę“╦ŃĘ©Ą─╗∙▒Š╦╝Žļ╩Ū▀M╗»Š═╩Ū▀xō±┴╦ūŅā×ĘNŅÉĪŻ╗∙ę“╦ŃĘ©īóæ¬ė├į┌APS ╔ŽŻ¼ęį½@Ą├Ī░ūŅā×Ī▒Ą─ĮŌøQĘĮ░ĖĪŻ¼Fį┌APSŽĄĮyęįīóŠWĮjĮYśŗĄ─APSų„ę¬╩Ū╗∙ė┌ČÓīė┤·└Ē╝╝ąg┼cųŲįņā╚▓┐Ą─APSų„ę¬╩Ū╗∙ė┌─ŻöMĘ┬šµĮY║ŽŲüĒŻ¼╩╣Ą├ŠWĮjī¦Ž“ĮYśŗĄ─APSĮŌøQųŲįņ═¼▓Į╗»å¢Ņ}Ż¼─ŻöMĘ┬šµAPSĄ─ā×╗»Ēśą“Ų„ĮŌøQ╣żÅSĄ─Ēśą“ø_═╗å¢Ņ}ĪŻ▀@śėŻ¼APSėŗäØĄ─ŠÄųŲ┼cĒśą“Ą─░▓┼┼Š═┐╔ęį╠ß╣®ĮoųŲįņ╔╠ĮŌøQ╚½Ū“Ą─ā׎╚ÖÓ║═╣żÅS▒ŠĄžĄ─ā×╗»Ēśą“å¢Ņ}Ż¼üĒØMūŃųŲįņśIī”┐═æ¶Ēææ¬įĮüĒįĮÅŖ┴ęĄ─ąĶŪ¾ĪŻ
APSæ¬░³└©───Ūą®ā╚╚▌Ż┐
1. ╗∙ė┌ėåå╬╚╬äš(Job-based)ėåå╬ā׎╚╝ēėŗäØ
2. ╗∙ė┌╩┬╝■(Event-based)┘Yį┤└¹ė├┬╩ūŅ┤¾╗»ėŗäØ
3. ╗∙ė┌┘Yį┤(Resource-basedŻ¼TOC)Ų┐Ņi╝s╩°ėŗäØ
4. ╗∙ė┌╬’┴Ž╝s╩°Ą─┐╔ąąĄ─ėŗäØ
5. ╗∙ė┌Üv╩ĘŻ¼¼Fį┌Ż¼╬┤üĒĄ─ąĶŪ¾ėŗäØ
6. ╗∙ė┌╣®æ¬┘Yį┤ā×╗»Ą─ĘųõN┼õų├ėŗäØ
APS×ķųŲįņśIĄ─╦─ŅÉųŲįņ─Żą═╠ß╣®ĮŌøQĘĮŻ║
1. ┴„│╠╩Į─Żą═Ż¼APSų„ę¬╩ŪĒśą“ā×╗»å¢Ņ}ĪŻ
2. ļx╔ó╩Į─Żą═Ż¼APSų„ę¬╩ŪĮŌøQČÓ╣żą“,ČÓ┘Yį┤Ą─ā×╗»š{Č╚å¢Ņ}ĪŻ
3. ┴„│╠║═ļx╔óĄ─╗ņ║Ž─Żą═Ż¼APS═¼ĢrĮŌøQĒśą“║═š{Č╚Ą─ā×╗»å¢Ņ}ĪŻ
4. ĒŚ─┐╣▄└Ē─Żą═Ż¼APSų„ę¬ĮŌøQĻPµIµ£Ż©┘Yį┤╝s╩°Ż®║═│╔▒ŠĢrķgūŅąĪ╗»å¢Ņ}ĪŻ
APS┐╝æ]▓╗═¼ąąśIĄ─ĮŌøQĘĮ░ĖĪŻAPSĄ─ų„ę¬ų°č█³c╩Ū╣żą“▀ē▌ŗ╝s╩°║═┘Yį┤─▄┴”╝s╩°Ż¼╬’┴Ž║═╣żą“┴„│╠Šo├▄┬ōĮYŻ¼Ė„ĘNā×╗»ęÄätŻ¼ėŗ╦ŃūŅįń┐╔─▄ķ_╩╝Ģrķg║═ūŅ▀t┐╔─▄ķ_╩╝ĢrķgŻ¼╬’┴Ž┐╔ųžĘų┼õ║═┐╔╠µ┤·Ż¼┘Yį┤┐╔ųžĘų┼õ║═┐╔╠µ┤·Ż¼ėŗäØ┼┼│╠┐╝æ]╚ßąį(ŠÅø_)Ż¼┐╝æ]│╔▒Š╝s╩°Ż¼┐╝æ]ĘŪ┤_Č©┴„│╠║═ĮyėŗĖ┼┬╩šōŻ¼┐╝æ]ČÓĘNā×╗»ĘĮ░ĖĄ─▒╚▌^Ęų╬÷ĪŻ
ę╗░ŃAPS▄ø╝■Č╝ė╔5éĆų„ꬥ──ŻēKĮM│╔Ż║ąĶŪ¾ėŗäØĪó╔·«aėŗäØ║═┼┼│╠ĪóĘųõNėŗäØĪó▀\▌öėŗäØŻ¼Ų¾śI╣®æ¬µ£Ęų╬÷Ą╚ĪŻ
Į³─ĻüĒŻ¼įSČÓŲ¾śIķ_╩╝░čūóęŌ┴”Ę┼į┌ūį╝║Ą─║╦ą─ĖéĀÄ─▄┴”╔ŽŻ¼ī”ę╗ą®ĘŪÅŖĒŚśIäšät▒M┐╔─▄═Ō░³ĮoäeĄ─╣½╦ŠĪŻĮY╣¹Ż¼õN╩█ĮoŅÖ┐═Ą─«aŲĘ╗“Ę■䚯¼Ųõ╠žš„║═┘|┴┐į┌║▄┤¾│╠Č╚╔Ž╚ĪøQė┌╣®æ¬µ£╔ŽĄ─╦∙ėąŽÓĻPŲ¾śIĪŻ▀@▒ŃĦüĒ┴╦ą┬Ą─╠¶æŻ║╚ń║╬īŹ¼F╣®æ¬µ£Ą─╝»│╔Ż┐╚ń║╬Ė³ėąą¦Ąžģfš{║═┐žųŲŲ¾śIķgĄ─╬’┴„Īóą┼Žó┴„║═┘YĮ┴„Ż┐ī”ė┌▀@ą®å¢Ņ}Ż¼ąĶę¬ėąę╗éĆ╚½ą┬Ą─╣▄└Ē└Ē─Ņ║═ĘĮĘ©Ī¬Ī¬╣®æ¬µ£╣▄└ĒĪŻSCM ĘĮĘ©Ą─蹊┐║═īŹ╩®×ķŲ¾śIĦüĒ┴╦║▄┤¾Ą─ĮøØ·ą¦ęµŻ¼Į±╠ņŻ¼įSČÓŲ¾śIČ╝▀xō±┴╦╣®æ¬µ£║═╬’┴„╣▄└Ēū„×ķ½@╚Īą┬Ą─ĖéĀÄā×ä▌╦∙▒žĒÜ▓╔╚ĪĄ─æ┬į▓Į¾EĪŻ
į┌▀^╚ź╩«─ĻųąŻ¼ą┼Žó╝╝ąg(╚ńÅŖ┤¾Ą─öĄō■Äņ╣▄└ĒŽĄĮy)Ż¼═©ą┼╩ųČ╬(╚ń═©▀^InternetĄ─ļŖūėöĄō■Į╗ōQ)Ż¼ęį╝░Å═ļsöĄīW─Żą═Ą─Ė„ĘNŪ¾ĮŌĘĮĘ©(╚ńöĄīWęÄäØ)Ą─░lš╣×ķėŗäØ║═┐žųŲ╣®æ¬µ£┴„│╠ķ_ķ¤┴╦ą┬Ą─ęĢę░ĪŻŅÖ┐═ėåå╬ĪóąĶŪ¾ŅA£y╗“╩ął÷┌ģä▌┐╔ęį▒╗ĘųĮŌ│╔▒žę¬Ą─╗ŅäėŻ¼┴ó┐╠╦═ĄĮ╣®æ¬µ£Ė„ĮM┐Ś«öųąŻ¼▓ó═©▀^Ė▀╝ēėŗäØŽĄĮy(APS)╔·│╔£╩┤_Ą─╔·«aėŗäØ║═│╠ą“üĒ▒ŻūC░┤Ģr═Ļ│╔ėåå╬ĪŻAPS ┼cé„ĮyĄ─Ų¾śI┘Yį┤ėŗäØ(ERP)▓╗═¼Ż¼╦³įćłDį┌ų▒Įė┐╝æ]Øōį┌Ų┐ŅiĄ─═¼ĢrŻ¼šęĄĮ┐ńįĮš¹éĆ╣®æ¬µ£Ą─┐╔ąąūŅā×(╗“Į³╦ŲūŅā×)ėŗäØĪŻ
įŁ└ĒŲ¬
Ė▀╝ēėŗäØŽĄĮyŻ©APSŻ¼AdvancedPlanningSystemsŻ®ū„×ķERPĄ─ča│õŻ¼ė├ė┌ģfš{╬’┴„Īóķ_░lŲ┐Ņi┘Yį┤║═▒ŻūCĮ╗žø╚šŲ┌ĪŻAPSæ¬ė├Ė„ĘNā×╗»╝╝ągŻ¼▓óĖ∙ō■Ų¾śIĄ─╔╠śI─┐ś╦üĒĖ─▀MėŗäØĪŻŽ┬╬─ų„ę¬ĮķĮBAPSųą╔·«aėŗäØ┼┼│╠Ż©ProductionPlanningandSchedulingŻ®╗∙▒ŠįŁ└ĒĪŻ
øQ▓▀ĀŅør├Ķ╩÷
╔·«aėŗäØ┼┼│╠Ą──┐Ą─╩Ū×ķ▄ćķg╔·│╔ę╗éĆįö╝ÜĄ─Č╠Ų┌╔·«aėŗäØĪŻ┼┼«aėŗäØŻ©ProductionscheduleŻ®ųĖ├„┴╦ėŗäØĘČć·ā╚Ą─├┐ę╗éĆČ©å╬į┌╦∙ąĶ┘Yį┤╔ŽĄ─╝ė╣żķ_╩╝Ģrķg║═ĮY╩°ĢrķgŻ¼ę▓╝┤ųĖ│÷┴╦į┌ĮoČ©┘Yį┤╔ŽČ©å╬Ą─╝ė╣ż╣żą“ĪŻ┼┼«aėŗäØ┐╔ęį═©▀^ų▒ė^Ą─Ė╩╠žłDŻ©GanttchartŻ®ą╬╩ĮĮo│÷ĪŻ
┼┼«aėŗäØĄ─ėŗäØķgĖ¶┐╔ęįÅ─ę╗╠ņĄĮÄūų▄Ż¼╚ĪøQė┌Š▀¾wĄ─╣żśI╔·«a▓┐ķTĪŻ║Ž└ĒĄ─ėŗäØķLČ╚╚ĪøQė┌ÄūéĆę“╦žŻ║ę╗ĘĮ├µŻ¼╦³ų┴╔┘欫ö║Ł╔w┼cę╗éĆČ©å╬į┌╔·«aå╬į¬ųąūŅ┤¾Ą─┴„äėĢrķgŻ©flowtimeŻ®ŽÓī”æ¬Ą─ĢrķgķgĖ¶Ż╗┴Ēę╗ĘĮ├µŻ¼ėŗäØķgĖ¶╩▄ĄĮęčų¬ŅÖ┐═Č©å╬╗“┐╔┐┐ąĶŪ¾ŅA£yĄ─┐╔ė├ąįŽ▐ųŲĪŻ║▄’@╚╗Ż¼ų╗ėą«ö┼┼«aėŗäØ▀mČ╚ĘĆČ©ĢrŻ¼į┌ę╗éĆ┘Yį┤╔Ž▀MąąČ©å╬┼┼│╠▓┼╩Ūėąė├Ą─ĪŻę▓Š═╩ŪšfŻ¼╦³éā▓╗æ¬╩▄▓╗Ų┌═¹╩┬╝■Įø│Żūā╗»Ą─ė░ĒæŻ©╚ńČ©å╬öĄ┴┐Ė─ūā╗“ųąöÓŻ®ĪŻ
ī”─│ą®╔·«aŅÉą═Ż©╚ńjobshopŻ®Ż¼╔·«aėŗäØ┼┼│╠ąĶę¬ī”Ż©Øōį┌Ż®Ų┐Ņi┘Yį┤╔ŽĄ─╚╬äšČ©å╬▀Mąą┼┼ą“║═ėŗäØŻ╗Č°ī”┴Ēę╗ą®╔·«aŅÉą═Ż©╚ń│╔ĮM╝╝ągŻ®Ż¼╔·«aėŗäØ┼┼│╠ę¬─▄ūįäėĄžĪó░┤ĢrČ╬Öz▓ķ┘Yį┤ĮMĄ──▄┴”Ż¼┐┤Ųõ╩Ūʱ─▄ē“į┌Ž┬ę╗éĆĢrķgČ╬ā╚═Ļ│╔│╔ĮM╝ė╣żĄ─ę╗ĮMČ©å╬ĪŻ╚╗║¾Ż¼┐╔ęį╩ų╣ż┼┼ą“▀@ĮMČ©å╬į┌Ž┬ę╗éĆĢrķgČ╬ā╚Ą─╝ė╣ż┤╬ą“ĪŻ
┼┼«aėŗäØ╚╬äš─▄ē“Č°Ūęę▓欫öĘų╔óüĒū÷Ż¼▀@śė┐╔ęį└¹ė├├┐éĆĄž³c╚╦éāĄ─īŻśIų¬ūR║═▄ćķg«öŪ░ĀŅørĄ─ų¬ūRŻ©└²╚ń╚╦åTĄ─┐╔ė├ąįŻ®ĪŻ
╔·«aėŗäØ┼┼│╠╩▄ĄĮ╔Žīėų„╔·«aėŗäØĄ─╝s╩°Ż¼ų„╔·«aėŗäØįO┴ó┴╦į┌Ęų╔óĄ─øQ▓▀å╬╬╗ųął╠ąą╔·«aėŗäØ┼┼│╠Ą─┐“╝▄ĪŻÅ─ų„ėŗäØųą┐╔½@Ą├Ą─ŽÓæ¬ųĖī¦░³└©Ż║╩╣ė├│¼Ģr╗“╝ė░ÓĄ─öĄ┴┐Ż╗į┌▓╗═¼Ģrķg³c╔ŽüĒūį╣®æ¬µ£╔Žė╬įO╩®╬’┴ŽĒŚĄ─┐╔ė├ąįŻ╗╔µ╝░üĒūį╣®æ¬╔╠▌ö╚ļ╬’┴ŽĄ─▓╔┘ÅģfūhĪŻ┤╦═ŌŻ¼ė╔ė┌ų„╔·«aėŗäØį┌╣®æ¬µ£╔ŽėąĖ³īÆĄ─ęĢ³c║═Ė³ķLĄ─ėŗäØģ^ķgŻ¼Å─ųą╬ęéā▀Ć┐╔ęįĄ├ĄĮŻ║
ĪżėŗäØĮY╩°ĢrąĶę¬Į©┴óĄ─Ė„╬’┴ŽĒŚĄ─╝Š╣ØąįÄņ┤µ┴┐Ż╗
ĪżĮ╗ĖČĮo╣®æ¬µ£Ž┬ė╬įO╩®Ą─Č©å╬Įžų╣╚šŲ┌Ż©Ž┬ė╬įO╩®┐╔ęį╩ŪŠoĮėų°Ą─Ž┬ę╗╝ē╔·«aå╬╬╗Ż¼ĘųõN╔╠╗“ūŅĮKŅÖ┐═Ż®ĪŻ
┼┼«aėŗäØ╔·│╔
ė╔▄ćķg─Żą═╔·│╔┼┼«aėŗäØĄ─ę╗░Ń│╠ą“┐╔║åå╬Ąž├Ķ╩÷×ķŽ┬├µ6éĆ▓Į¾EŻ©╚ńłD1╦∙╩ŠŻ®ĪŻ

łD1 ┼┼«aėŗäØĄ─ę╗░Ń▓Į¾E
1ĪóĮ©─Ż
▄ćķg─Żą═▒žĒÜįö╝ÜĄž▓ČūĮ╔·«a┴„│╠Ą─╠žš„║═ŽÓæ¬Ą─╬’┴„Ż¼ęį▒ŃęįūŅąĪĄ─│╔▒Š╔·│╔┐╔ąąĄ─ėŗäØĪŻ
ė╔ė┌ę╗éĆŽĄĮyĄ─«a│÷┬╩ų╗╩▄Øōį┌Ų┐Ņi┘Yį┤Ą─Ž▐ųŲŻ¼ę“┤╦Ż¼╬ęéāų╗ąĶī”▄ćķg¼Fėą╚½▓┐┘Yį┤Ą─ę╗▓┐Ęų©Cę▓╝┤─Ūą®┐╔─▄│╔×ķŲ┐ŅiĄ─┘Yį┤Ż¼Į©┴óę╗éĆŪÕ╬·Ą──Żą═ĪŻĻPė┌Į©─ŻĘĮĘ©Ą─╝Ü╣Ø╬ęéāīóį┌║¾├µ▀Mę╗▓ĮĻU╩÷ĪŻ
2Īó╠ß╚ĪąĶꬥ─öĄō■
╔·«aėŗäØ┼┼│╠╩╣ė├Ą─öĄō■üĒūįERPŽĄĮyĪóų„╔·«aėŗäØ║═ąĶŪ¾ėŗäØĪŻ╔·«aėŗäØ┼┼│╠āH└¹ė├▀@ą®─ŻēKųą┐╔ė├öĄō■Ą─ę╗éĆūė╝»Ż¼ę“┤╦Ż¼į┌Į©┴óę╗éĆĮoČ©╔·«aå╬į¬Ą──Żą═ĢrŻ¼▒žĒÜųĖ├„╦³īŹļHąĶę¬──ą®öĄō■ĪŻ
3Īó╔·│╔ę╗ĮM╝┘Č©Ż©╔·«aĀŅørŻ®
│²┴╦Å─ERPŽĄĮyĪóų„╔·«aėŗäØ║═ąĶŪ¾ėŗäØ▀@ą®öĄō■į┤ųąĮė╩šĄ─öĄō■ų«═ŌŻ¼▄ćķg╗“╔·«aå╬╬╗Ą─øQ▓▀š▀╗“įSī”▄ćķg«öŪ░╗“╬┤üĒĄ─ĀŅørĢ■ėąĖ³▀Mę╗▓ĮĄ─ų¬ūR╗“Ų┌═¹Ż¼▀@ą®ą┼Žóį┌Ųõ╦³ĄžĘĮŻ©╚ń▄ø╝■─ŻēKųąŻ®╩Ū▓╗─▄Ą├ĄĮĄ─ĪŻį┘š▀Ż¼ī”▄ćķgĄ─┐╔ė├─▄┴”╗“įSę▓┐╔ęįėąČÓĘN▀xō±Ż©╚ń╚ßąįĄ─Ą╣░Ó░▓┼┼Ą╚Ż®ĪŻę“┤╦Ż¼øQ▓▀╚╦åT▒žĒÜėą─▄┴”ą▐Ė─öĄō■║═Į©┴ó─│ĘN╔·«aĀŅørŻ©ęŖłD1ųąĄ─Ą┌╚²▓ĮŻ¼³cäØŠĆ┐“▒Ē╩Š▀@ę╗▓Į▒žĒÜė╔øQ▓▀╚╦åTł╠ąąŻ¼▓óŪę╩Ū┐╔▀xĄ─Ż®ĪŻ
4Īó╔·│╔ę╗éĆŻ©│§╩╝Ż®┼┼«aėŗäØ
į┌ėą┴╦─Żą═║═öĄō■ų«║¾Ż¼Š═┐╔ęįßśī”ĮoČ©Ą─╔·«aĀŅørŻ¼└¹ė├ŠĆąįęÄäØĪóåó░l╩Į╦ŃĘ©║═╗∙ę“╦ŃĘ©Ą╚Ė„ĘNÅ═ļsĄ─ā×╗»ĘĮĘ©üĒ╔·│╔┼┼«aėŗäØĪŻ▀@ĒŚ╣żū„┐╔ęįę╗▓Į═Ļ│╔Ż¼ę▓┐╔ęį═©▀^ā╔╝ēėŗäØīė┤╬Ż©Ž╚ŠC║ŽĄ─╔·«aėŗäØŻ¼║¾įö╝ÜĄ─┼┼«aėŗäØŻ®═Ļ│╔ĪŻ
5Īó┼┼«aėŗäØĘų╬÷║═Į╗╗źą▐Ė─
╚ń╣¹═©▀^ā╔╝ēėŗäØīė┤╬═Ļ│╔Ż¼ę▓╝┤Ž╚╔·│╔ŠC║Ž┘Yį┤Ą─╔Žīė╔·«aėŗäØĪŻ─Ū├┤Ż¼į┌╔·│╔ę╗éĆįö╝ÜĄ─┼┼«aėŗäØų«Ū░Ż¼╚╦éā╗“įS╩ūŽ╚ę¬ī”▀@éĆ╔·«aėŗäØ▀MąąĘų╬÷ĪŻ╠žäeĄžŻ¼╚ń╣¹╔·«aėŗäØ▓╗┐╔ąąŻ¼øQ▓▀╚╦åT┐╔ęįĮ╗╗źĄžųĖČ©ę╗ą®ėŗäØ═ŠÅĮüĒŲĮ║Ō╔·«a─▄┴”Ż©╚ńį÷╝ė░ÓĢr╗“ųĖČ©▓╗═¼Ą─╝ė╣ż┬ĘÅĮŻ®ĪŻ▀@╗“įSę¬▒╚ą▐Ė─į┌å╬éĆ┘Yį┤╔ŽĄ─╝ė╣ż╣żą“Ż©Ž┬īė┼┼«aėŗäØŻ®Ė³╝ė╚▌ęūĪŻ
APS▓╔ė├┴╦└²═Ō╣▄└ĒŻ©Management ByexceptionŻ®Ą─╝╝ągŻ¼╚ń╣¹│÷¼Få¢Ņ}║═▓╗┐╔ąąąįŻ©╚ń│¼▀^Č©å╬Į╗žøŲ┌╗“┘Yį┤▀^▌dŻ®Ż¼APSŠ═Ģ■░l│÷Š»ĖµŻ©alertsŻ®ĪŻ▀@ą®Š»Ėµ╩ūŽ╚▒╗Ī░▀^×VĪ▒Ż¼╚╗║¾Ż¼š²┤_Ą─Š»Ėµ▒╗é„▀fĄĮ╣®æ¬µ£ųąš²┤_Ą─ĮM┐Śå╬╬╗ĪŻ
┤╦═ŌŻ¼ßśī”ę╗ĘN╔·«aĀŅør«a╔·Ą─┼┼«aĘĮ░Ė▀Ć┐╔ęį═©▀^ĮY║ŽøQ▓▀š▀Ą─Įø“×║═ų¬ūRĮ╗╗źĄžĖ─▀MĪŻ«ö╚╗Ż¼×ķ┴╦╠ß╣®šµš²Ą─øQ▓▀ų¦│ųŻ¼▒žę¬Ą─ą▐Ė─┤╬öĄæ¬«ö╩▄ĄĮŽ▐ųŲĪŻ
6Īó╔·«aĀŅør║╦£╩
«öøQ▓▀╚╦åT┤_Č©ęčĮøįu╣└┴╦╦∙ėą┐╔▀xĘĮ░ĖĢrŻ¼╦¹/╦²īó▀xō±─ŪéĆ¾w¼FūŅ╝č╔·«aĀŅørĄ─┼┼«aėŗäØ╚źł╠ąąĪŻ
7Īół╠ąą║═Ė³ą┬┼┼«aėŗäØ
øQ▓▀╚╦åT▀xČ©Ą─┼┼«aėŗäØīó▒╗é„▀fĮoŻ║MRP─ŻēKŻ©ĘųĮŌėŗäØŻ®ĪóERPŽĄĮyŻ©ł╠ąąėŗäØŻ®║═▀\▌öėŗäØ─ŻēKŻ©į┌ŅÖ┐═Č©å╬═Ļ│╔Ģr░▓┼┼čb▀\▄ć▌vŻ®ĪŻ
MRP─ŻēK░čį┌Ų┐Ņi┘Yį┤╔ŽėŗäØĄ─╦∙ėą╗ŅäėĘųĮŌ│╔į┌ĘŪŲ┐Ņi┘Yį┤╔Ž╔·«aĄ──Ūą®╬’┴Ž╗“ė╔╣®æ¬╔╠Į╗ĖČĄ─╬’┴ŽŻ╗┤╦═ŌŻ¼ī”─│ą®╝ė╣żČ©å╬╦∙▒žąĶĄ─╬’┴Žę▓īó▒╗ŅAČ©ĪŻ
┼┼«aėŗäØīó│ų└mł╠ąąĄĮ─│éĆ╩┬╝■ą┼╠¢░l╔·Ģr▓┼▀MąąĖ³ą┬Ż¼ę▓╝┤ų▒ĄĮą▐Ė─ę╗éĆ┼┼«aėŗäØ┐┤üĒ╩Ū┐╔╚ĪĄ─Ģr║“Ż©ęŖłD1ųąĄ─LoopIIŻ®ĪŻ▀@éĆ╩┬╝■┐╔ęį╩Ūę╗éĆą┬Č©å╬Ą─ĄĮüĒĪóÖCŲ„╣╩šŽ╗“ā÷ĮYĄ─ėŗäØ▓┐Ęųęčł╠ąą═Ļ«ģŻ©║¾├µ╬ęéā▀Ćīóī”┼┼«aėŗäØĄ─Ė³ą┬ū„įö╝ÜėæšōŻ®ĪŻ
Ė─ūā▄ćķg╔·«a─Żą═Ą─Ūķør▓╗╠½Įø│ŻŻ©╚ńłD1ųąĄ─LoopIŻ®ĪŻ╚ń╣¹ĮYśŗ▒Ż│ų▓╗ūā║═ų╗╩ŪöĄ┴┐╔Ž╩▄ĄĮė░ĒæŻ©└²╚ńę╗éĆÖC┤▓ĮMųąĄ─ÖC┤▓öĄ╗“─│ą®ęčų¬«aŲĘĄ─ą┬ūāĘNŻ®Ż¼─Ū├┤Ż¼═©▀^Ž┬▌dERPŽĄĮyųąĄ─öĄō■Ż¼APS─▄ūįäėĖ³ą┬─Żą═ĪŻĄ½«öūā╗»║▄┤¾ĢrŻ©└²╚ńŠ▀ėą─│ą®ą┬╠žš„Ą─ą┬╔·«aļAČ╬Ą─ę²╚ļŻ®Ż¼─Ū├┤Ż¼ė╔īŻ╝ęī”─Żą═▀Mąą╩ųäėš{š¹ät╩Ū┐╔╚ĪĄ─ĪŻ
Ž┬├µ╬ęéāīóī”▄ćķg╔·«a┴„│╠─Żą═Ą─Į©─ŻĘĮĘ©ū„Ė³įö╝ÜĄ─ĻU╩÷Ż║
╔·«a┴„│╠Į©─Ż
▄ćķg─Żą═▒žĒÜĮY║Ž╦∙ėą▒žę¬Ą─╔·«a┴„│╠╝Ü╣ØüĒøQČ©ŅÖ┐═Č©å╬Ą─═Ļ│╔ĢrķgŻ¼─Żą═ąĶꬥ─▌ö╚ļüĒūįėąĻPĄ─╬’┴Ž║═Øōį┌Ą─Ų┐Ņi┘Yį┤ĪŻ┼┼«aėŗäØųą├┐ę╗▓ĮĄ─ĢrķgķgĖ¶═©│Ż║▄ąĪŻ©╚ńÄūéĆąĪĢrŻ®Ż¼ėąĢr╔§ų┴┐╔ęį╩Ū▀B└mĄ─ĪŻ
1Īó─Żą═
╬ęéā┐╔ęį░čĮ©─ŻĄ─ĘČć·Ž▐ųŲį┌Ż©Øōį┌Ż®Ų┐Ņi╔Žł╠ąąĄ─▀\ū„Ż¼ę“×ķų╗ėą▀@ą®┘Yį┤Ž▐ųŲ┴╦▄ćķgĄ─«a│÷ĪŻė╔ė┌╔·«aėŗäØ┼┼│╠▓ó▓╗┤“╦Ń┐žųŲ▄ćķgŻ©▀@éĆ╚╬äš┴¶Įo┴╦ERPŽĄĮyŻ®Ż¼ę╗ą®▄ćķgĄ─╝Ü╣ØŻ©╚ń▒OęĢČ©å╬«öŪ░ĀŅørĄ─┐žųŲ³cŻ®┐╔ęį▒╗║÷┬įĪŻ
į┌─Żą═Ą─ā╔éĆ▀B└m╗Ņäėų«ķgŻ¼į┌ĘŪŲ┐Ņi┘Yį┤╔Žł╠ąąĄ─╦∙ėą┴„│╠▓Į¾EČ╝ų╗▒╗▒Ē▀_×ķ╣╠Č©Ą─╠ßŪ░Ų┌▓ŅČ╚Ż©fixedleadtimeoffsetŻ®ĪŻ▀@ĘN╠Ä└ĒĘĮĘ©┼c▒Ŗ╦∙ų▄ų¬Ą─Ī░Ė▀╝ēėŗäØĮo│÷╠ßŪ░Ų┌ų╗╩Ūū„×ķėŗäØĄ─ĮY╣¹Č°▓╗╩Ūę╗éĆ╩┬Ž╚ĮoČ©Ą─│ŻöĄĪ▒▀@ę╗öó╩÷▓óø]ėą├¼Č▄ĪŻį┌▀@└’Ż¼╠ßŪ░Ų┌▓ŅČ╚āH░³└©Ū░╩÷ĘŪŲ┐Ņi┘Yį┤╔ŽĄ─╝ė╣ż║═▀\▌öĢrķgŻ¼ę“×ķĄ╚┤²Ģrķg▓╗Ģ■┤µį┌ĪŻ
─Żą═┐╔ęį═©▀^ĻP┬ōĄ─öĄō■üĒČ©┴xŻ¼▀@ą®öĄō■┐╔Ęų×ķĮYśŗöĄō■Ż©structuraldataŻ®║═ĀŅørŽÓĻPöĄō■Ż©situationdependentdataŻ®ĪŻ
ĮYśŗöĄō■░³└©Ż║╔·«aĄž³cŻ¼╣ż╝■Ż¼╬’┴Žå╬Ż¼╣ż╦ć┬ĘÅĮ║═ŽÓĻPĄ─▓┘ū„ųĖ┴ŅŻ¼Ż©╔·«aŻ®┘Yį┤Ż¼╣®æ¬╔╠ŪÕå╬Ż¼£╩éõĢrķgŠžĻćŻ¼║═Ģrķg▒ĒŻ©╣żÅS╚šÜvŻ®ĪŻ
ī”▄ćķgĘų▓╝į┌▓╗═¼ĄžĘĮĄ─ę╗éĆ┤¾ą═╣®æ¬µ£Ż¼░č╦∙ėąöĄō■Üw╝»ĄĮę╗éĆīŻķTĄž³c╗“įSĢ■ėą║├╠ÄĪŻ▀@śėĄ─įÆŻ¼ę╗éĆ┴Ń╝■Š═┐╔ęį═©▀^╦³Ą─╔·«aĄž³cüĒūRäeŻ¼▒M╣▄╦³į┌ŅÖ┐═č█ųą╩Ūę╗śėĄ─ĪŻ
╬’┴ŽŪÕå╬═©│Ż╩Ū╗∙ė┌å╬īė├Ķ╩÷Ż©┤µĘ┼į┌ę╗éĆ╬’┴Ž╬─╝■ųąŻ®Ż¼ę▓╝┤├┐ę╗éĆ┴Ń╝■╠¢ų╗▀BĮėĄĮ╦³Ž┬ę╗īė╬’┴ŽĄ──Ūą®┴Ń╝■╠¢ĪŻę╗éĆĮoČ©┴Ń╝■Ą─═Ļš¹╬’┴ŽŪÕå╬║▄╚▌ęūį┌ėŗ╦ŃÖC╔Ž═©▀^▀BĮė▀@ą®å╬īė▒Ē▀_üĒśŗįņĪŻ
├┐éĆ╣ż╝■Ą─┘Yį┤Ž¹║─┐╔ęįÅ─╣ż╦ć┬ĘÅĮ║═▓┘ū„šf├„ųąĄ├ĄĮĪŻ├┐éĆČ©å╬Ą─╣ż╝■öĄęį╝░├┐éĆ╣ż╝■Ą─┘Yį┤Ž¹║─╩Ūėŗ╦Ńå╬éĆČ©å╬Ēśą“║═┼┼│╠╦∙▒žĒÜĄ─ĪŻę“┤╦Ż¼┐╔ęįė├╔·«a┴„│╠─Żą═Ż©PPMŻ¼ProductionProcessModelŻ®üĒŪÕ╬·Ąž▒Ē▀_╬’┴Ž╝ė╣ż┬ĘÅĮ║═╔·«a▓┘ū„ĪŻ
łD2Įo│÷┴╦ę╗éĆPPMĄ─└²ūėŻ¼╦³├Ķ╩÷┴╦ę╗éĆ╠žČ©│▀┤ń║═╔╠ś╦Ą─Ų┐čb▐¼ŪčßuĄ─ā╔╝ē╔·«a┴„│╠ĪŻĄ┌ę╗éĆPPM▒Ē▀_ę║¾w▐¼ŪčßuĄ─╔·«aŻ¼░³└©ŪÕŽ┤öć░Ķ│žŻ¼öć░Ķ┼õ┴ŽŻ¼║═Ą╚┤²čbŲ┐ĪŻę╗Ą®▐¼Ūčßu£╩éõ║├┴╦Ż¼╦³īóį┌24ąĪĢrā╚▒╗čbŲ┐ĪŻ▐¼Ūčßu┐╔═¼Ģrė├ė┌▓╗═¼│▀┤ńĄ─Ų┐ūėŻ¼├┐ę╗ĘN│▀┤ńČ╝īóī”æ¬ę╗éĆPPMĪŻ
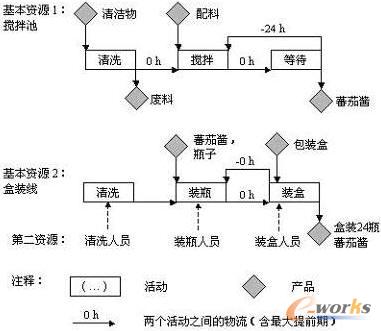
łD2 ā╔╝ē▐¼Ūčßu╔·«a┴„│╠─Żą═Ż©PPMŻ®
ę╗éĆPPMų┴╔┘ė╔ę╗éĆ▀\ū„Ż©operationŻ®ĮM│╔Ż¼Č°├┐éĆ▀\ū„░³║¼ę╗éĆ╗“ÄūéĆ╗ŅäėŻ©activitiesŻ®ĪŻę╗éĆ▀\ū„┐é╩Ū┼cę╗éĆ╗∙▒Š┘Yį┤ŽÓĻPŻ©╚ńöć░Ķ│žŻ®ĪŻČ■╝ē┘Yį┤©C▒╚╚ń╚╦åT©Cę▓┐╔Üwī┘ė┌ę╗éĆ╗ŅäėĪŻ╗Ņäė╗“įSę¬Ū¾ę╗ą®▌ö╚ļ╬’┴Ž▓ó─▄«a╔·ę╗ą®╬’┴Žū„×ķ▌ö│÷ĪŻ«ö╚╗Ż¼╬ęéā▒žĒÜųĖ├„╩▓├┤Ģr║“ąĶę¬▌ö╚ļ╬’┴Ž║═╩▓├┤Ģr║“▌ö│÷╬’┴Ž┐╔ė├ĪŻį┌ę╗éĆ▀\ū„ųąŻ¼╗ŅäėĄ─╝╝ągĒśą“Ż©ę▓ĘQ×ķā׎╚ĻPŽĄŻ®┐╔ęįė├╝²Ņ^ŠĆ▒Ē╩ŠŻ¼Š═╚ń═¼į┌ĒŚ─┐ėŗäØ╗Ņäėųąę╗śėŻ¼┐╔ęįė├ĮY╩°ķ_╩╝Ż¼ĮY╩°ĮY╩°Ż¼ķ_╩╝ĮY╩°Ż¼ķ_╩╝ķ_╩╝ĻPŽĄ║═ūŅ┤¾ūŅąĪĢrķgŠÓļxüĒ▀BĮėĪŻ▀@Š═į╩įSĘŪ│Ż£╩┤_ĄžĮ©┴ó░³└©ŲĮąął╠ąą╗ŅäėŻ©ųž»BĄ─╗ŅäėŻ®į┌ā╚Ą─ā╔éĆ╔·«a╗Ņäėų«ķgĄ─Ģrķg╝s╩°─Żą═ĪŻ
ę╗éĆŅÖ┐═Č©å╬Ą─ėŗĢrĪó┘Yį┤║═╬’┴ŽąĶŪ¾┐╔ęį═©▀^ėąŽ“ś╦ĮńŠĆŻ©peggingarcsŻ®▀BĮėŽÓĻPĄ─PPMsī¦│÷Ż©ęŖłD3ųąĄ─┤ų¾wŠĆ║═╠ōŠĆŻ®ĪŻėąŽ“ś╦ĮńŠĆ░čę╗éĆPPMĄ─▌ö│÷╬’┴ŽŻ©╣سcŻ®┼c║¾ę╗╝ēPPMĄ─▌ö╚ļ╬’┴ŽŻ©╣سcŻ®▀Bį┌ę╗ŲĪŻĮY╣¹Ż¼Å─ūŅ║¾ę╗╝ē╔·«a┴„│╠ķ_╩╝š╣ķ_ę╗éĆČ©å╬Ż©╚ńłD3ųąĄ─Č©å╬C505XŻ®║═ŽÓæ¬Ą─PPMs,Š═┐╔ęįį┌Ė„Ģrķg┤░ųą╔·│╔ĻPė┌┘Yį┤║═╬’┴ŽŽ¹║─Ą─ą┼ŽóĪŻ▀@ą®Ģrķg┤░┐╔ų▒Įėė├ė┌│╔╔·┐╔ąą┼┼«aėŗäØĪŻ
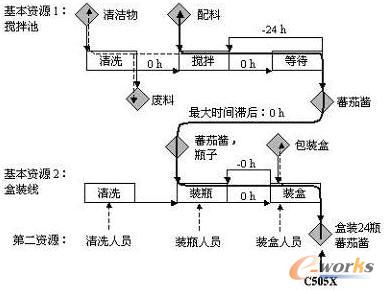
łD3 ś╦ĮńŠĆŻ║▀BĮėā╔éĆ╔·«a┴„│╠─Żą═Ż©PPMsŻ®
╣żÅS╚šÜvųĖ├„┴╦ą▌Žó╚š║═Ųõ╦³┘Yį┤╣żĢrĄ─ųąöÓŻ¼┴Ē═Ō▀Ć░³└©▄ćķgŻ©╗“┘Yį┤Ż®╩Ūʱęįę╗░ÓŻ¼ā╔░Ó╗“╚²░Ó▀\ū„Ą─ą┼ŽóĪŻĖ▀╝ēėŗäØŽĄĮyŻ©APSŻ®═©│Ż╠ß╣®ÄūéĆĄõą═╚šÜv┐╔╣®▀xō±ĪŻ
ĀŅørŽÓĻPöĄō■ļS▄ćķg«öŪ░Ą─ĀŅørČ°ūāŻ¼╦³░³└©Ż║│§╩╝Äņ┤µŻ©║¼į┌ųŲŲĘÄņ┤µŻ®Īó┘Yį┤Ą─£╩éõĀŅæBĪó║═ĮoČ©ĢrķgķgĖ¶ā╚ę¬╝ė╣żĄ─ę╗ĮMČ©å╬ĪŻė╔ė├æ¶ųĖČ©Ą─▀\ū„ęÄätöĄō■░³└©Ż║┼·┴┐ęÄätŻ¼ā׎╚ęÄät║═╝ė╣ż┬ĘÅĮ▀xō±ĪŻ
▒M╣▄Į©┴ó┼·┴┐ęÄätūŅ║├╩ŪĖ∙ō■īŹļH╔·«aŪķør©C└²╚ń┘Yį┤Ą─└¹ė├║═ŽÓĻP│╔▒ŠĄ─ŪķørŻ¼Ą½APS═©│Żę¬Ū¾╩┬Ž╚▌ö╚ļę╗ą®║åå╬ęÄätĪŻ▀@ą®ęÄät┐╔ęį╩Ū╣╠Č©┼·┴┐ĪóūŅąĪ┼·┴┐╗“ĮoČ©Č©å╬ķgĖ¶ĢrķgĄ─┼·┴┐ĪŻAPS▄ø╝■░³╗“╩Ū╠ß╣®ę╗ĮMęÄät┐╔╣®▀x╚ĪŻ¼╗“╩ŪęįĖ▀╝ēŠÄ│╠šZčįĄ─ą╬╩ĮüĒŠÄīæ╦³ĪŻį┌─│éĆ┘Yį┤╔ŽøQČ©Č©å╬ā׎╚┤╬ą“Ą─ęÄätęįŅÉ╦ŲĄ─ĘĮ╩Į╠Ä└ĒĪŻ
╚ń╣¹ł╠ąąę╗éĆ╔·«aČ©å╬┤µį┌┐╔▀x┬ĘÅĮŻ¼─Ū├┤╚╦éāĢ■Ų┌═¹APSį┌╔·│╔┼┼«aėŗäØĄ─▀^│╠ųą▀xō±ūŅ╝č┬ĘÅĮĪŻĄ½Įø“×▒Ē├„Ż¼ė├æ¶Ą├ūį╝║▀xō±ę╗éĆ▀m«öĄ─┬ĘÅĮĪŻėąĢr┐╔▀x┬ĘÅĮ╩Ūū„×ķę╗éĆā׎╚┴ą▒Ē▌ö╚ļŻ¼ų╗ėą«öę╗éĆīÄįĖĄ─┬ĘÅĮī¦ų┬▓╗┐╔ąąėŗäØŻ¼Ū¾ĮŌŲ„▓┼Ģ■╚źįćĄ┌Č■éĆūŅ╝č┬ĘÅĮŻ¼╚╗║¾įćĄ┌╚²éĆūŅ╝čŻ¼Ą╚Ą╚ĪŻ
2Īó─┐ś╦
ūŅ║¾▀Ćę¬ųĖČ©ę╗éĆā×╗»─┐ś╦ĪŻ▀@ą®─┐ś╦ųĖī¦īżšęę╗éĆ║├Ą─ĪóŲ┌═¹─▄ĮėĮ³ūŅāץ─ėŗäØĘĮ░ĖĪŻį┌╔·«aėŗäØ┼┼│╠─ŻēKųą▀xō±ā×╗»─┐ś╦ĢrŻ¼╬ęéā┐┤ĄĮų„ę¬ėąŽ┬├µę╗ą®├µŽ“ĢrķgĄ──┐ś╦Ż║
MakespanŻ¼═Ļ│╔╦∙ėąČ©å╬╚╬äš╦∙ąĶꬥ─ĢrķgĪŻ╩╣makespanūŅąĪ╩ŪČÓÖC┤▓╚╬äš┼┼ą“å¢Ņ}ųą│ŻęŖĄ─ā×╗»─┐ś╦ĪŻ
LatenessŻ¼Č©å╬╚╬äš═Ļ│╔Ģrķg║═╦³Ą─ĄĮŲ┌Ģrķgų«▓ŅĪŻ╩╣╦∙ėąČ©å╬Ą─lateness┐é║═ūŅąĪŻ¼╗“╩╣å╬éĆČ©å╬ųąūŅ┤¾Ą─latenessūŅąĪŻ¼╩Ū│ŻęŖĄ─┼┼│╠─┐ś╦ĪŻ
FlowtimeŻ¼ę╗éĆČ©å╬╚╬äšį┌╔·«aŽĄĮyųą╗©┘MĄ─ĢrķgĪŻ╩╣╦∙ėąČ©å╬Ą─flowtime┐é║═ūŅąĪę▓╩Ūę╗éĆā×╗»─┐ś╦ĪŻ
SetuptimeŻ¼├┐éĆČ©å╬╚╬䚥─╔·«a£╩éõĢrķgĪŻ╩╣╦∙ėąČ©å╬Ą─setuptime┐é║═ūŅąĪę▓┐╔ęįū„×ķę╗éĆā×╗»─┐ś╦ĪŻ
┴Ē═ŌŻ¼▀Ćėą╚²éĆ┼c│╔▒ŠŽÓĻPĄ──┐ś╦Ż¼Ęųäe╩ŪŻ║╩╣┐╔ūā╔·«a│╔▒Š┐é║═ūŅąĪŻ╗╩╣╔·«a£╩éõ│╔▒Š┐é║═ūŅąĪŻ╗║═╩╣æ═┴P│╔▒Š┐é║═ūŅąĪĪŻ
▒M╣▄į┌┼┼«a▀@éĆėŗäØīėī”│╔▒ŠĄ─ūįė╔Č╚ė░Ēæ║▄ėąŽ▐Ż¼Ą½╬ęéā┐╔ęį┐┤ĄĮŻ¼ī”ė┌▓╗═¼╝ė╣ż┬ĘÅĮĄ─▀xō±Ż©└²╚ńŻ¼╩Ū░▓┼┼ś╦£╩Č©å╬╗“╩ŪŠo╝▒Č©å╬Ż®Ż¼ę▓▀Ć╩Ūę¬ęįžøÄ┼Ą─ągšZüĒįu╣└ĪŻ
╚ń╣¹ąĶę¬ī”Ī░▄ø╝s╩°Ī▒Į©─ŻŻ©└²╚ńŻ¼×ķéõžø╔·«aČ©å╬┬─ąąėŗäØĄ─Į╗žøĢrķgŻ®Ż¼╬ęéā┐╔ęį░čæ═┴P│╔▒Š░³║¼į┌─┐ś╦║»öĄųąĪŻæ═┴P│╔▒Šę▓ĘQ×ķ╚▒žø│╔▒ŠŻ¼╦³╩Ū«öąĶŪ¾│÷¼FĢrø]ėąūŃē“Ą─¼FžøüĒØMūŃąĶŪ¾╦∙šąų┬Ą─│╔▒ŠĪŻ
╚ń╣¹øQ▓▀╚╦åTŽļę¬═¼ĢrūĘŪ¾╔Ž├µÄūéĆā×╗»─┐ś╦Ż¼╩╣├┐éĆ─┐ś╦Č╝▀_ĄĮūŅāׯ¼▀@śėĪ░└ĒŽļĪ▒Ą─ĮŌ┤═©│Ż╩Ū▓╗┤µį┌Ą─ĪŻ─Ū├┤Ż¼ų╗║├īżŪ¾ę╗éĆ═ūģfĘĮ░ĖĪŻę╗ĘNĘĮĘ©╩ŪĮ©┴ó╔Ž├µå╬éĆ─┐ś╦Ą─╝ėÖÓ║═Ż¼▀@éĆĮM║Ž─┐ś╦║»öĄ┐╔ęįŽ¾å╬─┐ś╦║»öĄę╗śėī”┤²Ż¼ę“┤╦Ż¼┐╔ęįæ¬ė├═¼śėĄ─Ū¾ĮŌĘĮĘ©ĪŻ
3ĪóĮŌĄ─▒Ē▀_
▒Ē▀_ę╗éĆ─Żą═Ą─ĮŌę▓╝┤įö╝ÜĄ─┼┼«aėŗäØŻ¼ėąÄūĘN▀xō±ĪŻ╦³┐╔ęį║åå╬Ąž▒Ē▀_×ķę╗éĆ╚╬äšŪÕå╬Ż¼╔Ž├µ┴ą│÷┴╦├┐éĆ╚╬äšį┌Ęų┼õĮo╦³Ą─┘Yį┤╔ŽĄ─Ų╩╝║══Ļ│╔ĢrķgĪŻę¬░č┼┼«aėŗäØé„╦═ĄĮŲõ╦³─ŻēKųąŻ¼▀@╩ŪūŅŪĪ«öĄ─▒Ē▀_ĘĮ╩ĮĪŻ
øQ▓▀╚╦åT═©│ŻĖ³Ž▓Üg┼┼«aėŗäØęįĖ╩╠žłD▒Ē▀_Ż©╚ńłD4╦∙╩ŠŻ®Ż¼ė├Ė╩╠žłD┐╔ęįį┌ę╗Č©Ą─ĢrķgķgĖ¶╔ŽŲĮąąĄž’@╩Š╦∙ėą┘Yį┤ĪŻ╚╦éā╝╚┐╔ęįīŻūóė┌ę╗éĆųĖČ©ŅÖ┐═Č©å╬║═╦³į┌ŽÓæ¬╔·«aļAČ╬Ą─┼┼│╠Ż¼ę▓┐╔ęį░čūóęŌ┴”╝»ųąį┌å╬éĆ┘Yį┤╝░Ųõį┌Ģrķg╔ŽĄ─┼┼│╠ĪŻ

łD4 į┌ę╗┼_ÖC┤▓╔ŽŠ▀ėąĄĮŲ┌Ģrķg║═ŽÓĻP£╩éõ
╚ń╣¹øQ▓▀╚╦åTį╩įSĮ╗╗źĄžĖ─ūā┼┼«aėŗäØŻ¼└²╚ń░čę╗éĆ▀\ū„Į╗╗źĄžęŲĄĮ┴Ēę╗éĆ┘Yį┤Ż¼─Ū├┤ęįŲĮąąĘĮ╩Į’@╩Š╦∙ėą┘Yį┤Ą─Ė╩╠žłD╩ŪūŅ║├Ą─▒Ē▀_ĪŻ
Ž┬├µ╬ęéāį┘üĒ┐┤┐┤Ė³ą┬ę╗éĆ¼Fėą┼┼«aėŗäØĄ─ę╗ą®▀xō±Ż║
┼┼«aėŗäØĖ³ą┬
╔·«aėŗäØ┼┼│╠╝┘Č©╦∙ėąöĄō■╩Ū┤_Č©ęčų¬Ą─Ż¼ę▓╝┤øQ▓▀ĀŅør╩Ū┤_Č©Ą─ĪŻ▒M╣▄▀@╩Ūę╗éĆ└ĒŽļĄ─╝┘įOŻ¼Ą½ī”ę╗ą®ĢrķgČ╬▀Ć╩Ū┐╔ęį▀Mąąš{š¹ĪŻ×ķ┴╦╠Ä└Ē▓╗┤_Č©ąįŻ©└²╚ńĘŪėŗäØĄ─╔·«a┬╩ūā╗»╗“╬┤ŅA┴ŽĄ─┘Yį┤═Ż╣żŻ®Ż¼▄ø╝■╣żŠ▀į╩įS▒O┐ž╚╦éā╝┘Č©░l╔·į┌▄ćķgĄ─ūā╗»Ż¼▓ó╔·│╔ę╗éĆĖ³ą┬┴╦Ą─Ų┌═¹Ą─Č©å╬═Ļ│╔ĢrķgĪŻ▀@ą®ūā╗»╩Ūʱ┤¾ĄĮąĶę¬ųžą┬ā×╗»┼┼│╠īó╗∙ė┌øQ▓▀š▀Ą─┼ąöÓĪŻį┌ę╗éĆėŗäØīŹļHĮ╗ĖČ▄ćķgīŹ╩®ų«Ū░Ż¼┐╔ęį═©▀^╠ß╣®┤¾┴┐Ą─┐╔▀xĀŅørĄ─╔·│╔║═£yįć─▄┴”üĒÄ═ų·øQ▓▀š▀Ą─┼ąöÓĪŻ▀@ĘNĘĮĘ©ę▓ĘQ×ķĘ┬šµŻ¼─┐Ū░Ą─APS▄ø╝■╣żŠ▀Č╝╠ß╣®Ę┬šµ╩ųČ╬Ż©ęŖłD1Ą─Ą┌3ĄĮĄ┌5▓ĮŻ®ĪŻ
į┌▀@└’ę¬╠ߥĮĄ─┴Ēę╗éĆ╠žš„╩Ūā╔▓ĮėŗäØĘĮĘ©Ż¼ę▓ĘQ×ķį÷┴┐╩ĮėŗäØĪŻ╝┘Č©ėąę╗éĆą┬Ą─Č©å╬ĄĮüĒĪŻ╚ń╣¹╦³┬õį┌╔·«aėŗäØ┼┼│╠Ą─ėŗäØĘČć·ā╚Ż¼▀@éĆą┬ŅÖ┐═Č©å╬Ą─╗Ņäė┐╔ęį▓Õ╚ļĄĮ╦³╦∙ąĶ┘Yį┤╔Žęč┼┼ą“║├Ą─Č©å╬ųąĪŻį┌¼Fąą┼┼«aėŗäØųąīżšęĢrķg┐šŽČŻ¼ęį▒Ńą┬Č©å╬Ą─┼┼│╠ų╗ĒÜū÷╬óąĪĄ─š{š¹ĪŻ╚ń╣¹─▄ŠS│ų┼┼«aėŗäØĄ─┐╔ąąąįŻ¼─Ū├┤Š═─▄ī¦│÷ą┬Č©å╬Ą─ę╗éĆėŗäØĮ╗žøŲ┌Ż¼▓ó╦═╗žĮoŅÖ┐═ĪŻ
ė╔ė┌╔Ž├µ▀@ę╗╗∙▒Š┼┼│╠┐╔ęį═©▀^▓╗═¼Ą─Č©å╬Ēśą“üĒĖ─▀MŻ¼╦∙ęįųžą┬ā×╗»Įø│ŻĢ■▒╗┐╝æ]Ż¼ęį▒Ń═©▀^ą┬Ą─┼┼ą“üĒ£p╔┘│╔▒ŠĪŻ
Ž┬├µ╬ęéāŠ═üĒ┼e└²šf├„ĪŻ╝┘Č©ėą4éĆČ©å╬ąĶę¬į┌─│éĆÖC┤▓╔Ž┼┼│╠Ż¼▒Ē1Įo│÷┴╦Č©å╬Į╗žøĢrķgŻ¼ā×╗»Ą──┐ś╦╩Ū╩╣Ēśą“ŽÓĻPĄ─╔·«a£╩éõĢrķg┐é║═ūŅąĪĪŻ╚ń╣¹īŹļHķ_╩╝Ģrķgį┌100Ż©Ģrķgå╬╬╗Ż®Ż¼╦∙ėąČ©å╬Ą─╝ė╣żĢrķgŽÓ═¼Ż©1éĆĢrķgå╬╬╗Ż®Ż¼Ēśą“ŽÓĻPĄ─£╩éõĢrķg╩Ū0Ż¼1/3Ż¼2/3╗“1éĆĢrķgå╬╬╗Ż©▒Ē2Įo│÷┴╦£╩éõĢrķgŠžĻ毮ĪŻ─Ū├┤Ż¼ūŅāץ─┼┼│╠’@╚╗╩ŪABCDŻ©╚ńłD5╦∙╩ŠŻ®ĪŻ
▒Ē1 öĄō■Ż║ĄĮŲ┌Ģrķg
▒Ē2 öĄō■Ż║╔·«a£╩éõĢrķgŠžĻć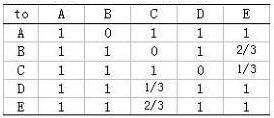

łD5 ╔·│╔ą┬ŅÖ┐═Č©å╬EĄ─ĄĮŲ┌Ģrķg
į┌ķ_╩╝╝ė╣żČ©å╬Aų«║¾Ż¼╬ęéā▒╗ę¬Ū¾Öz▓ķ╩Ūʱ─▄ē“Įė╩šę╗éĆĮ╗žøĢrķg×ķ107Ą─ą┬Č©å╬EĪŻ╝┘Č©▓╗į╩įSę“×ķę╗éĆą┬Ż©Šo╝▒Ż®Č©å╬Č°ųąöÓę╗éĆęčĮøķ_╩╝ł╠ąąĄ─Č©å╬Ż¼─Ū├┤╬ęéā┐╔ęįÖz▓ķį┌═Ļ│╔Č©å╬AŻ¼BŻ¼C╗“Dų«║¾Ż¼░č╣żū„Eų▒Įė▓Õ╚ļ¼Fąą┼┼│╠ĪŻė╔ė┌į┌Č©å╬A║═E▀@éĆūėĒśą“ų«ķg┤µį┌ę╗éĆš²Ą─£╩éõĢrķgŻ¼▓Õį┌Aų«║¾Ģ■▀`Ę┤Č©å╬BĄ─Į╗žøŲ┌Ż¼ę“┤╦╩Ū▓╗┐╔ąąĄ─ĪŻę└└Ē┐╔ęįšęĄĮ╚²éĆ┐╔ąą┼┼│╠Ż¼Ųõųą┐╔▀xĘĮ░ĖcŻ®Š▀ėąūŅąĪĄ─£╩éõĢrķg┐é║═ĪŻę“┤╦Ż¼Į╗žøŲ┌×ķ107Ą─ą┬Č©å╬E┐╔ęį▒╗Įė╩▄Ż©╝┘Č©Č©å╬EųĄę╗éĆĢrķgå╬╬╗Ą─ĖĮ╝ė╔·«a£╩éõĢrķgŻ®ĪŻ
«öųžą┬ł╠ąą┼┼│╠ā×╗»ĢrŻ¼╬ęéā┐╔ęįĄ├ĄĮę╗éĆą┬Ą─░³└©Č©å╬EĄ─┐╔ąą┼┼«aĘĮ░ĖŻ¼╦³£p╔┘┴╦1/3Ą─╔·«a£╩éõĢrķgŻ©╚ńłD6╦∙╩ŠŻ®ĪŻ

łD6 ųžą┬ā×╗»║¾Ą─┼┼│╠
╔·│╔ę╗éĆą┬Ą─Č©å╬┼┼│╠╩Ū┘MĢrĄ─Ż¼▓óŪę═©│ŻĢ■ī¦ų┬ę╗ą®ŠoÅłŻ©nervousnessŻ®ĪŻ▀@ą®ŠoÅł╩Ūę“×ķ┼cŽ╚Ū░Ą─īŹļHėŗäØŽÓ▒╚Ė─ūā┴╦Č©å╬ķ_╩╝Ą─Ģrķg║═╔·«aĄ─öĄ┴┐ĪŻŠoÅł┐╔─▄ī¦ų┬▄ćķgĄ─Ņ~═Ō╣żū„Ż¼└²╚ń─│ą®▌ö╚ļ╬’┴Ž╗“įSę¬Ė³įńĮ╗ĖČŻ¼Č°▀@ėųę¬┼c╣®æ¬╔╠ę╗ŲÖz▓ķĪŻ×ķ┴╦£p╔┘ŠoÅłŻ¼═©│Ż┐╔ęį░čį┌ę╗éĆ┘Yį┤╔ŽĮėŽ┬üĒĄ─ÄūéĆČ©å╬╣╠Č©Ż¼ę▓╝┤╦³éāĄ─╝ė╣żĒśą“╩Ū╣╠Č©Ą─Č°▓╗ū„×ķųžą┬ā×╗»Ą─ę╗▓┐ĘųĪŻķ_╩╝Ģrķg┬õį┌ę╗éĆĮoČ©ĢrķgČ╬Ż©ĘQ×ķā÷ĮYĘČć·Ż®Ą─╦∙ėąČ©å╬Č╝īó▒╗╣╠Č©ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╩▓├┤╩ŪĖ▀╝ēėŗäØ┼c┼┼│╠ŻŁAPSŻ┐╗∙▒ŠįŁ└Ē╩Ū╩▓├┤Ż┐┼cERPėą╩▓├┤ģ^äeŻ┐
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/consultation/1082053949.html






















