



ßśī”ęį═∙é„ĮyĄ─ERPŽĄĮyųą╦∙┤µį┌Ą─¤oĘ©▀mæ¬ųžÅ═ąį╔·«aŻ©RepetitiveManufacturingŻ®ą┬┌ģä▌Ą─╚▒Ž▌Ż¼ć°ļH╔Žę╗ĘNĘQ×ķ3C└ĒšōĄ─æ¬ė├─Ż╩Įš²ų▓Įæ¬ė├ė┌ERPŽĄĮyųąŻ¼ū÷×ķī”é„ĮyERPŽĄĮyĄ─═Ļ╔Ų║═ča│õŻ¼ŲĄĮ┴╦▌^×ķ└ĒŽļĄ─╣”ą¦ĪŻ3C╩Ūėó╬─CapacityŻ©╔·«a─▄┴”Ż®ĪóCommonalityŻ©═©ė├ąįŻ®║═ConsumptionŻ©╬’┴ŽŽ¹║─Ż®Ą─║åīæĪŻ3C└ĒšōĄ─æ¬ė├▌^║├ĄžĮŌøQ┴╦į┌╣®æ¬µ£ųą▀Mąą╬’┴Ž╣®æ¬Ģr╚ń║╬ėąą¦Ąž┤_Č©ūŅ╝č╬’┴Ž└¹ė├³cĄ─ļyŅ}ĪŻį┌ųžÅ═ąį╔·«aŚl╝■Ž┬Ż¼3Cæ¬ė├─Ż╩Į┐╔╚Ī┤·é„ĮyĄ─MRPŽĄĮyė├ė┌╬’┴ŽąĶŪ¾ėŗäØĄ─ųŲČ©║═┐žųŲĪŻ
ę╗Īóæ¬ė├é„ĮyERPŽĄĮy▀MąąųžÅ═ąį╔·«a╦∙┤µį┌Ą─ų„ę¬å¢Ņ}Ų╩╬÷
«öĮ±╩└Įń╠žąį╗»ąĶŪ¾║═éĆąį╗»Ž¹┘Męč│╔×ķĢr╔ąŻ¼╩╣Ą├«aŲĘ╚š┌ģČÓŲĘĘN╔┘┴┐╗»Ż¼ųŲįņąįŲ¾śI×ķ┴╦Ēśæ¬╩ął÷░lš╣┌ģä▌Ż¼ų▓Įķ_░l│÷┴╦ČÓĘNŽ╚▀MĄ─īŹė├ąį«aŲĘįOėŗ║═╣ż╦ć┴„│╠įOėŗĘĮĘ©Ż¼╚ńROPŻ©ReordERPointŻ¼į┘ėåžø³cĘ©Ż®ĪóJITŻ©£╩ĢrųŲŻ®Ą╚Ż¼▓óīóŲõ▀\ė├ė┌ERPŽĄĮyų«ųąŻ¼╩╣Ą├╔·«a┴Ń╝■╚š┌ģś╦£╩╗»Ż¼«aŲĘĄ─═©ė├ąį┤¾┤¾į÷ÅŖŻ¼╣ż╦ć┴„│╠ųąĄ─╔·«a£╩éõū„śIę▓ŽÓæ¬Ąž▀Mąą┴╦║å╗»Ż¼▒ŻūCį┌═¼ę╗╔·«aŠĆ╔ŽŠ═─▄ē“═Ļ│╔ČÓŲĘĘNś╦£╩╗»╔·«aŻ¼ųžÅ═ąį╔·«aųØu│╔×ķųŲįņśIĄ─ų„┴„ĪŻ═¼ĢrŻ¼ī”ė┌╔·«aėŗäØĄ─┼┼│╠║═╣▄ųŲę▓ė╔é„ĮyMRPŽĄĮyųąĄ─ęįąĶŪ¾ėåå╬×ķ╗∙ĄAĄ──Ż╩Į▐Dūā×ķęįąĶŪ¾╦┘Č╚×ķ╗∙ĄAĄ─ą┬─Ż╩ĮĪŻ┤╦Ģr▓╗į┘ąĶę¬╔·«aėŗäØėåå╬Ż¼╔·«a£╩éõū„śIĪóÄņ┤µ╝░ųŲįņ╠ßŪ░Ų┌ę▓╗∙▒Š╔Ž▀_ĄĮ┴╦ūŅąĪ╗»ĪŻ
ė┌MRPŽĄĮyų«Ū░ęčķ_╩╝æ¬ė├Ą─ROP╝░į┌MRPų«║¾▓┼ķ_╩╝æ¬ė├Ą─JITŽĄĮyŻ¼Š∙╩Ūęį╬’┴ŽąĶŪ¾╦┘Č╚×ķ╗∙ĄAĄ─æ¬ė├─Ż╩ĮŻ¼Ą½╩ŪŻ¼æ¬ė├ROPĢr╩Ū╝┘įO╬’┴ŽąĶŪ¾╦┘Č╚×ķ║ŃČ©ųĄŻ╗æ¬ė├JITŽĄĮyĢr╩Ū╝┘įO╬’┴ŽąĶŪ¾╦┘Č╚×ķ┐╔ūāųĄĪŻ«ö╬’┴ŽąĶŪ¾ļx╔ó╗“ĘŪ▀B└mĢrŻ¼ąĶę¬▓╔ė├MRPŽĄĮyŻ╗«ö╬’┴ŽąĶŪ¾▀B└mŪę┤µį┌┤¾┴┐Äņ┤µĢrŻ¼ätæ¬▓╔ė├ROPŻ╗«ö╬’┴ŽąĶŪ¾▀B└mŪę▓╗į╩įS┤¾┴┐Äņ┤µĢrŻ¼ätæ¬▓╔ė├JITŽĄĮyĪŻ¤ošō──ĘNŪķą╬Ž┬Ż¼Č╝ŽŻ═¹╠ßŪ░Ų┌įĮČ╠įĮ║├ĪŻ
╬’┴ŽąĶŪ¾Ą─▀B└mąį║═╠ßŪ░Ų┌ķLČ╠ę“╦žī”▓╔ė├║╬ĘNŽĄĮyĄ─▀xō±┤_Č©╚ń▒Ē1╦∙╩ŠĪŻ
▒Ē1Ė„ĘN┘Yį┤ėŗäØŽĄĮyĄ─▀xō±
| ╬’┴Ž ąĶŪ¾╠ßŪ░Ų┌ | ▀B└m | ĘŪ▀B└m |
| ķL | ROP | MRP |
| Č╠ | JIT | MRP |
ī”ė┌ųžÅ═ąį╔·«aüĒšfŻ¼MRP║═ROPŽĄĮy├„’@▓╗▀mæ¬Ż¼JITŽĄĮy├ŃÅŖ▀mė├ĪŻŽ┬├µų°ųžŲ╩╬÷é„ĮyERPŽĄĮyųąæ¬ė├Ą─╔·«aėŗäØŽĄĮyMRPĪóROPĪóJITį┌▀MąąųžÅ═ąį╔·«aĢr╦∙┤µį┌Ą─ų„ę¬å¢Ņ}Ż©▒Ē2Ż®ĪŻ
▒Ē2æ¬ė├MRPĪóROPĪóJITŽĄĮy▀MąąųžÅ═ąį╔·«a┤µį┌Ą─ų„ę¬å¢Ņ}
| | MRP | ROP | JIT |
| ų„ ę¬ å¢ Ņ} Ų╩ ╬÷ | 1Īó▀MąąõN╩█ŅA£yĢrŻ¼āHāHĖ∙ō■Üv╩Ę┘Y┴Ž║═Ī░Č┼ū½Ī▒Ą─╩ął÷┌ģä▌Ż¼╬┤┐╝æ]ĄĮ╔·«a─▄┴”Ą─Ž▐ųŲŻ╗ 2Īó▀MąąõN╩█ŅA£yĢrŻ¼īó«aŲĘŅA£yöĄ┴┐ū„×ķ┤_Č©ųĄ▌ö╚ļŽĄĮyŻ¼╚▌ęū«a╔·ŅA£y╩¦šµŻ╗ 3Īó▀MąąMPSŻ©ų„╔·«aėŗäØŻ®ŠÄųŲĢrŻ¼āH┐╝æ]─│ę╗╠žČ©┼õų├ĪóöĄ┴┐║═╚šŲ┌─│ę╗éĆäe«aŲĘĄ─ėŗäØ«a┴┐Ż¼Č°╬┤┐╝æ]«aŲĘ╚║Ą─ėŗäØ«a┴┐Ż¼│Żįņ│╔«aąĶ▓Ņ«É▀^┤¾Ż╗ 4Īó▀MąąMRPŻ©╬’┴ŽąĶŪ¾ėŗäØŻ®ŠÄųŲĢrŻ¼╩ŪĖ∙ō■MPSŻ©ų„╔·«aėŗäØŻ®ę└┤╬Ž“Ž┬š╣ķ_Ą─Ż¼├┐ĘN╬’┴ŽĄ─▓╔┘Å╗“ųŲįņŠ∙×ķ─│ĘN│╔ŲĘĄ─ųŲįņČ°£╩éõŻ¼▓ó╬┤┐╝æ]▓╗═¼│╔ŲĘų«ķg╬’┴ŽĄ─═©ė├ąįå¢Ņ}ĪŻę▓╬┤┐╝æ]ŅA£y╩¦šµĄ─ė░ĒæŻ╗ 5Īó┐é¾wüĒųvŻ¼MRP¤oĘ©ė├ė┌ųžÅ═ąį╔·«aĪŻ | 1Īóį┌▀Mąą╔·«aėŗäØŠÄųŲĢr╩Ūęį▀^╚źĄ─╬’┴ŽąĶŪ¾╦┘Č╚×ķģó┐╝ę└ō■Ż¼Č°▓╗╩ŪĖ∙ō■īóüĒĄ─īŹļH╬’┴ŽąĶŪ¾Ż¼ų┬╩╣į┌╩ął÷ąĶŪ¾┴┐ūāäėĢrŻ¼Ė∙▒Š¤oĘ©ī”Äņ┤µ┴┐▀Mąą▀m«öĄ─š{╣ØŻ╗ 2ĪóęįéĆäe╬’┴ŽĄ─ąĶŪ¾×ķ╗∙ĄAŻ¼╬┤┐╝æ]╬’┴ŽŪÕå╬Ż©BOMŻ®Ż¼═Ļ╚½║÷┬į┴╦╬’┴Žų«ķgĄ─ŽÓ╗źĻP┬ōŻ¼│╔ŲĘąĶŪ¾║═╬’┴ŽąĶŪ¾▓Ņ«É┤¾Ż╗ 3Īó╬┤┐╝æ]╔·«a─▄┴”Ą─Ž▐ųŲŻ¼│Ż│ŻĢ■░l╔·¤oĘ©╝»ųąĮė╩▄ėåå╬Ą─ŪķørŻ╗ 4Īóę“×ķ«aŲĘĄ─╩ął÷ąĶŪ¾▓©äė▌^┤¾Ż¼Üv╩ĘĮyėŗöĄō■ūā«É▌^┤¾Ż¼ęūī¦ų┬ėŗäØ░▓╚½Äņ┤µ▀^Ė▀Ż¼╩╣Ą├╬’┴ŽÄņ┤µ▀^┤¾Ż╗ 5Īó═Ļ╚½Ė∙ō■ĮyėŗöĄō■▀MąąŅA£yŻ¼«ö┐═æ¶ąĶŪ¾Ė─ūāĢrŻ¼Š═Ģ■┤“üyįŁüĒŅAėŗĄ─«aŲĘĮM║ŽŻ¼▓óė░Ēæ╬’┴ŽąĶŪ¾ėŗäØĪŻ | 1ĪóĖ∙ō■īŹļHŽ¹║─üĒča│õ╬’┴ŽŻ¼╬┤─▄┐╝æ]ĄĮīóüĒĄ─ūā╗»Ż¼ėŗäØąį▓╗ÅŖŻ¼āH▀mė├ė┌╠ßŪ░Ų┌║▄Č╠╗“╬┤üĒ╬’┴ŽąĶŪ¾śOŲõĘĆČ©Ą─Ūķą╬Ż╗ 2Īóų╗┐╝æ]┴╦├┐ĘN╬’┴Žį┌Ū░║¾╣ż╦ć┴„│╠ų«ķgĄ─┴„äėŻ¼▓ó╬┤┐╝æ]Ė„ĘN╬’┴Žų«ķgĄ─ĻPŽĄŻ¼ø]ėą▓╔ė├╬’┴ŽŪÕå╬Ż©BOMŻ®Ż╗ 3ĪóŽĄĮyæ¬ė├Ą─╝┘įOŪ░╠ß╩Ū╔·«aŠĆ▒Ż│ųŠ∙║ŌĀŅæBŻ¼Č°īŹļH╔Ž¤oĘ©ū÷ĄĮ┤╦ĘNŲĮ║ŌŻ╗ 4Īó╬┤┐╝æ]╬┤üĒ╬’┴ŽąĶŪ¾┴┐Īó╬’┴Ž═©ė├ąįĪó╬’┴ŽārųĄ║═╬’┴ŽŪÕå╬Ą╚ę“╦žŻ¼ų┬╩╣ī”┐┤░ÕÅłöĄĄ─ėŗ╦ŃāHæ{Įø“ׯ¼╚▒Ę”┐ŲīWąįŻ¼ę▓╩╣Ą├┐┤░ÕÅłöĄĄ─š{š¹¤oĘ©ļSąĶŪ¾Ą─ūā╗»Č°ŽÓæ¬ņ`╗ŅĖ─ūāĪŻ |
┐éų«Ż¼é„ĮyERPŽĄĮyųąĄ─MRPŲ½ųžė┌ėŗäØŻ¼ģsꓤoĘ©Ė∙ō■īŹļHąĶŪ¾▀Mąą╬’┴Žča│õŻ¼Å─Č°ī”╔·«aĄ─┐žųŲ╣”─▄▌^×ķŪĘ╚▒Ż╗JITĖ∙ō■īŹļH╬’┴ŽŽ¹║─▀Mąąča│õŻ¼Š▀ėą▌^ÅŖĄ─╔·«a┐žųŲ╣”─▄Ż¼ģs╩Ķė┌ī”╬┤üĒūāäėĄ─┐╝æ]Č°╩╣ėŗäØąį▓ŅÅŖ╚╦ęŌĪŻßśī”ęį╔Ž╚▒Ž▌Ż¼ć°ļH╔ŽĄ─Ų¾śI┘Yį┤ėŗäØ╣▄└ĒīŻ╝ę╝»│╔┴╦JITĪóROP║═MRPĄ─ā׳cŻ¼čąŠ┐ķ_░l┴╦3C└Ēšō╝░Ųõæ¬ė├─Ż╩ĮŻ¼─┐Ą─╩Ū×ķ┴╦╩╣Ė─╔Ų║¾Ą─ERPŽĄĮy╝╚┐╔Ž¾JIT─ŪśėĖ∙ō■īŹļH╬’┴ŽŽ¹║─üĒ▀Mąą╔·«a┐žųŲŻ¼ėų─▄╚ńMRP─Ū░ŃĖ∙ō■╬┤üĒ╬’┴ŽąĶŪ¾ŅA£yųŲėå╔·«aėŗäØĪŻ
Č■Īó3C└ĒšōĖ┼ę¬
3C└ĒšōĄ──┐Ą─į┌ė┌į┌ųžÅ═ąį╔·«aŚl╝■Ž┬šęĄĮīó╬’┴Ž╣®æ¬ĄĮ╣®æ¬µ£ųąĄ─╬’┴Ž└¹ė├³cĄ─ūŅ╝čĘĮĘ©ĪŻį┌ųžÅ═ąį╔·«aŚl╝■Ž┬Ż¼«aŲĘ╔·«aŠĆ┐╔ęĢ×ķŲ¾śIā╚▓┐Ą─╣®æ¬µ£Ż¼╣®æ¬╔╠┐╔ęĢ×ķŲ¾śI═Ō▓┐Ą─╣®æ¬µ£ĪŻ┤╦ĢrŻ¼ā╚▓┐╣®æ¬µ£Ą─£╩éõū„śI┐╔ęį║÷┬įŻ¼Č°═Ō▓┐╣®æ¬µ£Ą─£╩éõū„śI▒žĒÜ┐╝æ]Ż¼æ¬Ė∙ō■£╩éõū„śI│╔▒Š║═Äņ┤µ┘Mė├│╔▒ŠüĒėŗ╦ŃĮøØ·ėåžø┼·┴┐Ż©EOQŻ®╗“ėåžøĢrķgķgĖ¶Ż©TBPŻ®ĪŻ3Cæ¬ė├─Ż╩Įė├ė┌į┌ųžÅ═ąį╔·«aŚl╝■Ž┬╠µ┤·é„ĮyERPŽĄĮyųąĄ─MRP▀Mąą╬’┴ŽąĶŪ¾ėŗäØĄ─ųŲėåŻ¼īŹ█`ūC├„ąąų«ėąą¦ĪŻ
╩ūŽ╚Ż¼ūī╬ęéāī”3Cėąę╗éĆŪÕ│■Ą─Ė┼─ŅŻ║
CapacityŻ©╔·«a─▄┴”Ż®Ż║ųĖŲ¾śIųŲįņ▀^│╠ųą╦∙ąĶĖ„ĘN┘Yį┤Ż©╚ń╚╦┴”ĪóįOéõĪó├µĘeĄ╚Ż®Ą─«a│÷─▄┴”ĪŻæ¬įōęįėąŽ▐Ą─╔·«a─▄┴”ū„×ķ╬’┴ŽąĶŪ¾ėŗäØųŲėåĄ─╗∙ĄAŻ¼ęįūŅ┤¾Ž▐Č╚Ą─ĮĄĄ═ųŲįņ│╔▒Š┘Mė├Ż¼▓óĖ─╔Ų╬’┴Žča│õĄ─┐āą¦ĪŻé„ĮyERPŽĄĮyųąĄ─MRP╬┤┐╝æ]╔·«a─▄┴”Ą─Ž▐ųŲŻ¼ė╔┤╦ųŲėåĄ─╔·«aėŗäØ╬┤▒ž┐╔ąąŻ¼│Ż│ŻąĶę¬║─┘M┤¾┴┐╚╦╣ż▀Mąą╩ų╣żš{š¹Ż¼▓óįņ│╔╬’┴Ž╣®æ¬╗ņüyĄ─Šų├µĪŻ
CommonalityŻ©═©ė├ąįŻ®Ż║ųĖ«aŲĘ╔·«a╦∙ąĶ╬’┴ŽĄ─ś╦£╩╗»ĪóŽĄ┴ą╗»║═╗źōQąį─▄ĪŻ╔·«aųąæ¬įō▒M┴┐╩╣«aŲĘ╦∙ąĶ╬’┴ŽŠ▀ėą═©ė├ąįŻ¼ėą└¹ė┌ĮĄĄ═Äņ┤µ┘Mė├│╔▒ŠĪŻé„ĮyERPŽĄĮyųąĄ─MRP╩Ū═©▀^ŅA£yĄ─╬┤üĒ╬’┴ŽąĶŪ¾üĒėŗäØ╬’┴Žča│õĄ─Ż¼│Ż│ŻĢ■ę“×ķŅA£y╩¦£╩Č°įņ│╔┤¾┴┐Ą─Äņ┤µŻ¼¤oĘ©īŹ¼F└ĒŽļųą║═└Ēšō╔ŽśOĄ═Ą─╬’┴ŽÄņ┤µ┴┐ĪŻ
ConsumptionŻ©╬’┴ŽŽ¹║─Ż®Ż║ųĖ╔·«a«aŲĘĢrī”╬’┴ŽĄ─║─ė├┴┐ĪŻæ¬įōęį╬’┴ŽĄ─īŹļHŽ¹║─×ķ▓╔┘ÅĄ─╗∙ĄAŻ¼▀@śė┐╔ęį┤¾┤¾┐sČ╠«aŲĘ┐═æ¶Č©å╬Ą─╠ßŪ░Ų┌ĪŻé„ĮyERPŽĄĮyųąĄ─MRP╩Ūęį▓ó▓╗£╩┤_Ą─õN╩█ŅA£y×ķ╗∙ĄAĄ─Ż¼│Ż│Żų┬╩╣ča│õ╚ļÄņĄ─╬’┴Ž╩ŪČÓėÓĄ─╗“▓╗ąĶꬥ─Ż¼╚▌ęūįņ│╔┐═æ¶ėåå╬Į╗žøčėš`ĪŻ
Įėų°Ż¼ūī╬ęéā╩ņŽżę╗ĮM3C└Ēšō╦∙╔µ╝░Ą─īŻė├ągšZŻ║
Ī’ūŅ┤¾«a│÷╦┘┬╩MORŻ©MaximumOutputRateŻ®Ż║ųĖ─│ę╗«aŲĘpį┌╔·«aå╬╬╗fĄ─ūŅ┤¾┐╔─▄«a│÷╦┘┬╩Ż¼ę╗░Ń▒Ē╩Š×ķMORpfĪŻ─│ę╗«aŲĘ╝░Ųõ░ļ│╔ŲĘ╗“┴Ń╝■į┌┴„Įø╔·«aŠĆĢr▒žĒÜĮø▀^╚¶Ė╔éĆ╣”─▄ģ^Č╬Ż©FunctionAreaŻ®Ż¼┐╔ęį═©▀^╣ż╦ć┬ĘŠĆŻ©routineŻ®═Ų╦Ń│÷├┐éĆ«aŲĘį┌Ė„Ą└╣żą“ųąĄ─ūŅ┤¾«a│÷╦┘┬╩ĪŻ
Ī’ūŅ┤¾õN╩█╦┘┬╩MSRŻ©MaximumSalesRateŻ®Ż║ųĖ─│ę╗«aŲĘpį┌╣®æ¬µ£ųąĄ─Ą─ūŅ┤¾┐╔─▄«a│÷╦┘┬╩Ż¼ę╗░Ń▒Ē╩Š×ķMSRpĪŻõN╩█╦┘┬╩øQ▓╗Ģ■┤¾ė┌«a│÷╦┘┬╩Ż¼«a│÷╦┘┬╩ät×ķįō«aŲĘį┌Ė„╣”─▄ģ^Č╬Ą─ūŅ┤¾«a│÷╦┘┬╩ųąūŅąĪĄ─ĪŻį┌ę╗Śl╔·«aŠĆųąŻ¼ūŅ┬²Ą─╣żą“øQČ©┴╦š¹Śl╔·«aŠĆĄ─ą¦┬╩Ż¼╝┤Š▀ėąūŅąĪ«a│÷╦┘Č╚Ą─╣żą“øQČ©┴╦š¹Śl╔·«aŠĆĄ─╔·«aą¦┬╩ĪŻęÓ╝┤Š▀ėąūŅąĪ«a│÷Ą─╦┘Č╚Ą─╣żą“øQČ©┴╦š¹Śl╔·«aŠĆĄ─«a│÷╦┘┬╩ĪŻ
’@╚╗Ż║
MSRp=min{MORpf}
Ī’ŅA£yõN╩█╦┘┬╩PSRŻ©PredictedSalesRateŻ®Ż║ėųĘQ×ķąĶŪ¾└Łäė▒ĒTOPŻ©TableofPullŻ®Ż¼ųĖ╔·«aĮM┐Śųą╚╦éāę╗ų┬═¼ęŌĄ─«aŲĘpĄ─ĘÕųĄõN╩█╦┘┬╩Ż©PeakSalesRateŻ®Ż¼ę╗░Ń▒Ē╩Š×ķTOPp╗“PSRpĪŻMSRpų╗┐╝æ]╔·«a─▄┴”Č°╬┤┐╝æ]┐═æ¶ąĶŪ¾ĪŻTOPpŻ©PSRpŻ®ät┐╝æ]┴╦┐═æ¶ąĶŪ¾▓óŪę▒ŻūCąĶŪ¾▓╗│¼▀^õN╩█╦┘┬╩ĪŻ
’@╚╗Ż║
TOPpŻ©PSRpŻ®Ī▄MSRp
Ī’īŹļHõN╩█╦┘┬╩RSRŻ©RealSalesRateŻ®Ż║ę╗░Ńė├╦∙ĮyėŗĄ─«aŲĘpŲĮŠ∙ę╗╠ņĄ─┐═æ¶ėå┘Å┴┐Ż©CustomerOrderŻ®▒Ē╩ŠŻ¼ś╦ėø×ķCOpĪŻ
Ī’└¹ė├┬╩UtilizationŻ║ųĖī”╔·«a╣”─▄å╬╬╗fĄ─└¹ė├│╠Č╚Ż¼▒Ē╩Š×ķUfĪŻ
’@╚╗Ż║
Uf=ĪŲCOi/MORifĪ▄1Ż©i=1Ż¼2Ż¼3Ż¼ĪŁ.Ż¼nŻ®
Ī’ģR┐é╬’┴ŽŪÕå╬SBOMŻ©SummarizedBillofMaterialŻ®Ż║ģR┐é─│ę╗«aŲĘĮYśŗ╦∙ė├ĄĮĄ─╦∙ėą╬’┴Ž╝░ŲõöĄ┴┐Ą─╬’┴ŽŪÕå╬ĪŻSBOM▓╗┐╝æ]╬’┴ŽĄ─īė┤╬Ż¼├┐ę╗╬’┴ŽāH┴ą│÷ę╗┤╬Ż¼Ųõå╬╬╗ė├┴┐×ķ┐é╩╣ė├┴┐ĪŻį┌SBOMųąŻ¼─│ę╗å╬╬╗«aŲĘp╩╣ė├╬’┴ŽmĄ─┐éė├┴┐×ķBOMpmĪŻ
Ī’╦┘┬╩╬’┴ŽŪÕå╬RBOMŻ©RateBillofMaterialŻ®Ż║╩Ūį┌═¼ę╗╔·«aŠĆ╔Ž╔·«aĄ─╦∙ėą«aŲĘĄ─╬’┴ŽŪÕå╬Ż¼Č°ĘŪ─│éĆ«aŲĘĄ─╬’┴ŽŪÕå╬ĪŻ╦┘┬╩╬’┴ŽŪÕå╬RBOM┐╝æ]«aŲĘŠĆųąĄ─╦∙ėą«aŲĘČ°ĘŪéĆäe«aŲĘŻ¼╩Ūæ¬ė├3C└Ēšō▀Mąą╔·«aėŗäØųŲėåĄ─╗∙ĄAĪŻ
Ī’┐┤░ÕKANBANŻ║╩Ūę╗éĆ┐žųŲŲ¾śI╔·«a║═╬’┴„Ą─▀^│╠Ż¼▒ŻūC╔·«aŠĆęįŪĪ«öĄ─įŁ┴Ž╗“░ļ│╔ŲĘį┌▒žę¬Ģrķg╔·«a▒žĒÜ«aŲĘĪŻų╗ėąį┌╔·«a▀_ĄĮ─│ę╗ĀŅæBĢrŻ¼▓┼ī”╬’┴Ž▀Mąąča│õ▀Mžø╗“╔·«aŻ¼┤╦ĘNąĶŪ¾į┤║═╣®æ¬į┤ų«ķgĄ─ĻPŽĄ╩Ūį┌┐žųŲų▄Ų┌ųą┤_Č©Ž┬üĒĄ─ĪŻKANBAN╔·«a┐žųŲĄ─ųžę¬ģóöĄ×ķŻ║NĪ¬į┌┐žųŲų▄Ų┌ųąKANBANöĄŻ╗QĪ¬├┐éĆKANBAN╦∙░³║¼Ą─┴┐ĪŻ
ūŅ║¾Ż¼ūī╬ęéā║åę¬┴╦ĮŌėąĻP╦┘┬╩╬’┴ŽŪÕå╬RBOMĪó═©ė├ąįŽĄöĄCOMIĪóČ©žø▓▀┬įĄ─ėŗ╦Ń╗“ųŲėåĘĮĘ©Ż║
Ī’RBOMŻ©╦┘┬╩╬’┴ŽŪÕå╬Ż®Ą─ėŗ╦ŃĘĮĘ©
═©│ŻŻ¼RBOMĄ─╦ŃĘ©╚ńŽ┬Ż║
ó┘╝┘įORBOMm=0Ż¼Ų┐Ņi╔·«a─▄┴”└¹ė├┬╩CU=0Ż╗
ó┌ėŗ╦ŃĖ„éĆ«aŲĘpī”╬’┴ŽmĄ─ĘÕųĄŽ¹║─┴┐POCpm=TOPpĪ┴BOMpmŻ¼▓óīóėŗ╦ŃĮY╣¹░┤ššė╔┤¾ĄĮąĪĄ─Ēśą“ĮoĖ„éĆ«aŲĘpę└┤╬┼┼ą“Ż╗
ó█▀xō±Ą┌ę╗éĆpŻ╗
ó▄ę└┤╬═Ų╦ŃRBOMmĪ¹RBOMm+POCpm=RBOMm+TOPpĪ┴BOMpmŻ╗
ó▌ę└┤╬═Ų╦ŃCUĪ¹CU+TOPp/MSRpŻ¼╚ń╣¹CUŻ╝1Ūę╚įėą«aŲĘp┐╔╣®▀xō±Ż¼─Ū├┤į┘▀xō±Ž┬ę╗éĆ«aŲĘpŻ¼ųžÅ═ėŗ╦Ń▓Į¾Eó▄Ż╗ʱätėŗ╦ŃīóĮY╩°ĪŻ
ęį╔Ž╠ß╣®Ą─RBOMĄ─╦ŃĘ©Ą─║¼┴x╩ŪŻ║└¹ė├«aŲĘpĄ─«a│÷╦┘┬╩Ą─Ž▐ųŲŻ©╔·«a─▄┴”Ž▐ųŲŻ®Ż¼üĒėŗ╦ŃĖ„éĆ╬’┴ŽmĄ─ūŅ┤¾Ž¹║─╦┘┬╩ĪŻ×ķ┴╦▒Ńė┌└ĒĮŌŻ¼Ž┬├µ┼e╠ž└²▀Mąąšf├„Ż║
╝┘įOš¹Śl╔·«aŠĆ╩ŪŠ∙║ŌĄ─Ż¼╝┤╔·«aŠĆĄ─╦┘┬╩Ą╚ė┌Ė„éĆ╣żū„ųąą─Ą─╦┘┬╩Ż╗ŪęõN╩█╦┘┬╩äé║├Ą╚ė┌╔·«a╦┘┬╩ĪŻ▒Ē╩Š×ķŻ║TOPp=MSRp=MORpfŻ¼┤╦ĢrŻ¼╬’┴ŽmĄ─╦┘┬╩╬’┴ŽŪÕå╬×ķŻ║RBOMm=max{TOPpĪ┴BOMpm}ĪŻ’@ęŖŻ¼ė├├┐ę╗éĆ«aŲĘĄ─ŅAėŗõN╩█╦┘┬╩TOPp│╦ęįę╗å╬╬╗įō«aŲĘī”╬’┴ŽmĄ─╩╣ė├┴┐BOMpmŻ¼╝┤┐╔╦Ń│÷įō«aŲĘ╔·«a╦∙įņ│╔Ą─╬’┴ŽŽ¹║─╦┘Č╚Ż¼į┘╚ĪśOųĄ╝┤Ą├│÷╦┘┬╩╬’┴ŽŪÕå╬RBOMmĪŻ
’@╚╗Ż¼į┌3C└Ēšō╦∙▓╔ė├Ą─╦┘┬╩╬’┴ŽŪÕå╬RBOMmųąŻ¼ęčĮø│õĘų┐╝æ]┴╦╔·«a─▄┴”Ż©MSRŻ®Īó╬’┴Ž═©ė├ąįŻ©╚ĪĖ„éĆ«aŲĘŽ¹║─╬’┴ŽmĄ─ūŅ┤¾ųĄŻ®ęį╝░╬’┴ŽŽ¹║─Ż©TOPĪ┴BOMŻ®Ż¼┐╔ęįšf┤╦─╦3C└Ēšōų«╦∙ęįĖ³╝ėėąą¦īŹė├ų«║╦ą─╦∙į┌ĪŻ
┼e└²Ż║─│«aŲĘŠĆėą4ĘN«aŲĘ6ĘN╬’┴ŽŻ¼ŲõTOP╚ń▒Ē3╦∙╩ŠŻ¼BOM╚ń▒Ē4╦∙╩ŠĪŻĖ∙ō■ęį╔Ž╦ŃĘ©┐╔ęįė├ęįÅ─▒Ē5ųąŪÕ╬·Ąž┐┤│÷3Cæ¬ė├─Ż╩Į┼cé„ĮyERPŽĄĮyųąMRPų«ķgĄ─▒╚▌^ā×ä▌╩ŪČÓ├┤Ą─├„’@ĪŻę“┤╦▓╔ė├3Cæ¬ė├─Ż╩Į║¾īó┤¾┤¾ĮĄĄ═Äņ┤µ│╔▒Š┘Mė├║═╠ßŪ░Ų┌ĪŻ
Ī’COMIŻ©═©ė├ąįŽĄöĄŻ®Ą─ėŗ╦ŃĘĮĘ©
═©ė├ąįŽĄöĄCOMIŻ©CommonalityIndexŻ®╩Ūė├ęį║Ō┴┐«aŲĘ╬’┴Ž═©ė├│╠Č╚Ą─Š▀¾wųĖś╦Ż¼0Ī▄COMIĪ▄1ĪŻę╗░ŃŪķørŽ┬Ż¼Äņ┤µė├▒Ē╩ŠŻ¼Äņ┤µļS╬’┴Ž═©ė├ąį│╠Č╚Ą─Ė▀Ą═ūā╗»Č°│╩¼FĘ┤Ž“ūā╗»Ż¼╝┤╬’┴Ž═©ė├ąį│╠Č╚įĮĖ▀Ż¼ätÄņ┤µįĮĄ═Ż╗Ę┤ų«Ż¼ätÄņ┤µįĮĖ▀ĪŻį┌śOČ╦ŪķørŽ┬Ż¼╝┤«öCOMI=0ĢrŻ¼╩Ū═©ė├ąįūŅ╝č│╠Č╚Ż¼┤╦ĢrÄņ┤µūŅĄ═Ż¼ė├INVlow▒Ē╩ŠŻ╗«öCOMI=0ĢrŻ¼╩Ū═©ė├ąįūŅ▓Ņ│╠Č╚Ż¼┤╦ĢrÄņ┤µūŅĖ▀Ż¼ė├INVhigh▒Ē╩ŠĪŻłD1▒Ē╩Š│÷COMI┼cINVnormalų«ķgĄ─ĻPŽĄĪŻ
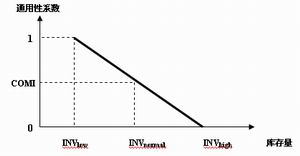
łD1COMI┼cINVnormalų«ķgĄ─ĻPŽĄ╩ŠęŌ
╝┘įO╬’┴ŽmĄ─│╔▒Š╩ŪCmŻ¼╣▓ėŗäØ╔·«aPĘN«aŲĘĪŻ
ó┘«öCOMI=1Ż¼╝┤ūŅ╝čŪķørŽ┬Ż¼ę“╦∙ėą«aŲĘĄ─╔·«a╬’┴Ž═Ļ╚½═©ė├Ż¼╝┤ų╗╔·«a═¼ę╗ĘN«aŲĘŻ¼╣╩P=1Ż¼┤╦ĢrÄņ┤µ┴┐×ķŻ║
INVlow=ĪŲ{TOP1Ī┴BOM1iĪ┴Ci}Ż©ŲõųąŻ║i=1Īó2Īó3ĪóĪŁĪómĪŻŻ®
ó┌«öCOMI=0Ż¼╝┤ūŅ▓ŅŪķørŽ┬Ż¼ę“╦∙ėą«aŲĘĄ─╔·«a╬’┴Ž═Ļ╚½▓╗═©ė├Ż¼┤╦ĢrÄņ┤µ┴┐×ķŻ║
INVhigh=PĪ┴INVlow
ó█ę╗░ŃŪķørŽ┬Ą─Äņ┤µ┴┐×ķŻ║
=ĪŲ{RBOMiĪ┴Ci}Ż©ŲõųąŻ║i=1Īó2Īó3ĪóĪŁĪómĪŻŻ®
’@╚╗Ż¼COMI=Ż©INVhighŻŁINVnormalŻ®/Ż©INVhighŻŁINVlowŻ®
=[P/Ż©P©D1Ż®]*[1©DINVnormal/INVhigh]
▓╗ļy└ĒĮŌŻ¼«öPŻŠ1ĢrŻ¼ėŗ╦ŃCOMI▓┼ėąīŹļHęŌ┴xĪŻ╚įęį╔Ž└²╦∙╩ŠĄ─«aŲĘŠĆŻ©ėą4ĘN«aŲĘ6ĘN╬’┴ŽŻ®┼e└²Ż¼╗∙▒ŠģóöĄęŖ▒Ē3ĪŻĮøėŗ╦Ńįō«aŲĘŠĆĄ─═©ė├ąįŽĄöĄŻ║
COMI=Ż©4/3Ż®*Ż©1ŻŁ1180/2580Ż®=0.827
▒Ē3COMIėŗ╦ŃģóöĄ▒Ē
| ╬’┴Žm | 1 | 2 | 3 | 4 | 5 | 6 | ║Žėŗ |
| RBOMm | 80 | 90 | 60 | 120 | 60 | 100 | |
| Cm | 1 | 2 | 4 | 3 | 2 | 2 | |
| INVhigh | 170 | 380 | 600 | 690 | 340 | 400 | 2580 |
| INVnormal | 80 | 180 | 240 | 360 | 120 | 200 | 1180 |
Ī’3Cėåžø▓▀┬įĄ─ėŗ╦ŃĘĮĘ©
į┌3Cæ¬ė├─Ż╩Įųą▀Mąą╔·«aėŗäØųŲėåĢrŻ¼ąĶę¬╩╣ė├┐┤░ÕŽĄĮy▀Mąąėąą¦Ą─┐žųŲŻ¼─▄ē“▀MąąÅŚąį╬’┴„š{╣ØŻ¼▒ŻūC╬’┴Ž╣®æ¬║═Ą═Äņ┤µĪŻ╝┘įOÅ─╣®æ¬╔╠ĄĮ╣żÅS▀@Č╬éõ┴ŽĢrķg×ķREPmŻ©ReplenishmentTimeŻ®ĪŻéõ┴ŽĢrķg░³└©╝ė╣żÅS╔╠═©ų¬╣®æ¬╔╠Īó╣®æ¬╔╠éõ┴ŽĪó░lžøĪó▀\▌öĪó╣żÅS“×╩š╚ļÄņĄ╚ĢrķgŻ¼═©│ŻŻ¼│²┴╦▀\▌ö║─┘M▌^ķLĢrķg═ŌŻ¼Ųõ╦¹ĢrķgŠ∙▒╚▌^Č╠ĪŻ╣®æ¬╔╠░lžøČ╝ėąę╗Č©Ą─┼·┴┐ę¬Ū¾Ż¼ų╗ėą«ö┐┤░ÕĘe└█ĄĮįō┼·┴┐Ż¼╣®æ¬╔╠▓┼░lžøŻ¼▀@Č╬ĢrķgķgĖ¶×ķLSm/RBOMmŻ¼ŲõųąŻ║LSm×ķ─│ę╗╬’┴ŽmĄ─░lžø┼·┴┐Ż╗RBOMm×ķ─│ę╗╬’┴ŽmĄ─╬’┴ŽąĶŪ¾╦┘Č╚ĪŻ▀@śė┐╔ų¬Ż¼─│ę╗╬’┴ŽÅ─║─ė├ĄĮča│õ╦∙ĮøÜvĄ─ĢrķgķgĖ¶×ķREPm+LSm/RBOMmŻ¼Č°┤µį┌ė┌╣®æ¬╔╠║═╝ė╣żÅSų«ķgĄ─ūŅ┤¾į┌ųŲŲĘÄņ┤µöĄ┴┐×ķŻ©REPm+LSm/RBOMmŻ®*RBOMmŻĮREPm*RBOMm+LSm
’@ęŖŻ¼į┌3Cæ¬ė├─Ż╩ĮŽ┬Ż¼┐┤░ÕĄ─ÅłöĄNKANBANĄ─ėŗ╦ŃĘĮĘ©╚ńŽ┬Ż║
NKANBANŻĮ[REPm*RBOMm+LSm]/╚▌Ų„╚▌┴┐
┐╔ęį┐┤│÷Ż¼ūŅ┤¾į┌ųŲŲĘÄņ┤µ┴┐REPm*RBOMm+LSm║═REPm*RBOMmŠ═╩ŪśOąĪĘ©║═śO┤¾Ę©ųąĄ─ėåų┴³c║═ėåžø³cĪŻ«ö░l╔·┴╦╬’┴ŽŽ¹║─Ż¼Äņ┤µĄ═ė┌Č©žø³cŻ¼«a╔·┐š┐┤░ÕĢrŻ¼┐┤░ÕĢ■ūįäėĘĄ╗ž╔ŽĄ└╣żą“Ż¼Š═ŽÓ«öė┌░l│÷ę╗Åłėåå╬╩╣Äņ┤µ┴┐ĘĄ╗žĄĮėåų┴³cĪŻ3CŽĄĮy┐╔Ė∙ō■┐┤░ÕöĄŻ¼üĒųŲėåŽÓæ¬Ą─╬’┴ŽąĶŪ¾ėŗäØ║═ėåžø▓▀┬įĪŻ
ė╔ė┌3C└Ēšōį┌ųžÅ═ąį╔·«aŚl╝■Ž┬│õĘų┐╝æ]┴╦╬’┴ŽĄ─═©ė├ąįŻ¼Å─Č°┤¾┤¾ĮĄĄ═┴╦Äņ┤µ│╔▒ŠŻ¼│╔×ķć°ļH╔Ž╣½šJĄ─ī”é„ĮyERPŽĄĮy╝ėęįča│õ═Ļ╔ŲĄ─╚½ą┬æ¬ė├─Ż╩ĮĪŻ
╚²Īó3C└Ēšō┼cERPŽĄĮyĄ─╝»│╔
į┌ųžÅ═ąį╔·«aŚl╝■Ž┬Ż¼╝╚╚╗3C└ĒšōėąųTČÓā׳cŻ¼─Ū├┤╚ń║╬▓┼─▄ėąą¦ĄžīóŲõ╝»│╔ĄĮERPŽĄĮyųąŻ¼Å─Č°═Ļ╔Ųé„ĮyERPŽĄĮyĄ─╣”─▄─žŻ┐ŲõīŹŻ¼└¹ė├3C└Ēšō┐╔Å─ā╔éĆĘĮ├µ╚ļ╩ųīŹ¼F┼cERPŽĄĮyĄ─ĮY║ŽŻ¼ę╗ĘĮ├µŻ¼┐╔ęį└¹ė├3Cėŗ╦Ń│÷ROP╦∙ąĶĄ─ėåžø³c║═┼·┴┐Ą╚öĄō■Ż¼▓óīó▀@ą®öĄō■▌ö╚ļĄĮERPŽĄĮyų«ųąŻ╗┴Ēę╗ĘĮ├µŻ¼┐╔└¹ė├3C└Ēšō┼õ║Ž┐┤░ÕöĄ║═┼·┴┐üĒ┤_Č©╬’┴ŽąĶŪ¾ėŗäØŻ¼▓óīóėŗäØöĄō■▌ö╚ļĄĮERPŽĄĮyųąĪŻ
╩ūŽ╚Ż¼«ö3Cæ¬ė├ė┌ROPĢrŻ¼ų„ę¬▓╔ė├╣╠Č©ėåžø┼·┴┐Ę©Ż©FOQŻ¼FixedOrderQuantityŻ®╗“Č©Ų┌ėåžø┼·┴┐Ę©Ż©POQŻ¼PeriodicOrderQuantityŻ®ĪŻFOQ╩ŪÄņ┤µĮĄų┴ėåžø³cĢr╦∙░l│÷Ą─ĮøØ·ėåžø┼·┴┐Ż©EOQŻ¼EconomicOrderQuantityŻ®Ą─ėåå╬Ż╗POQ╩ŪėåžøĢrķgę╗ĄĮ╝┤ģó┐╝«öĢrĄ─Äņ┤µ▓ó░l│÷ė├ĮøØ·ėåžø┼·┴┐£p╚ź«öĢrÄņ┤µ┴┐Ą─ėåå╬Ż¼Ų┌═¹į┌ėåå╬Į╗žøĢrĄ─┐╔ė├Äņ┤µ┴┐Ż©░³║¼ųŲįņÅSĪó╣®æ¬╔╠Īó▀\▌ö═ŠųąĄ─╬’┴ŽöĄ┴┐Ż¼╝┤īŹļHį┌Äņ┴┐┼cį┌═Š┴┐ų«║═×ķ┐╔ė├Äņ┤µ┴┐Ż®─▄ē“╠ß╔²ĄĮ─┐ś╦Äņ┤µ╦«ŲĮŻ©TILŻ¼TargetInventoryLevelŻ®╗“ĘQėåų┴³cÄņ┤µ╦«ŲĮŻ©OUTILŻ¼OrderuptoInventoryLevelŻ®ĪŻ
Ė∙ō■─│ę╗╬’┴ŽmĄ─īŹļH║─ė├┴┐öĄō■┐╔═Ų╦Ń│÷EOQŻ©ĮøØ·ėåžø┼·┴┐Ż®║═SSŻ©SafetyStockŻ¼░▓╚½Äņ┤µ┴┐Ż®Ż¼į┌ųžÅ═ąį╔·«aŚl╝■Ž┬Ż¼ė╔ė┌│õĘų┐╝æ]┴╦╬’┴ŽĄ─═©ė├ąįŻ©CommonalityŻ®Ż¼ę“┤╦╩╣Ą├EOQ║═SS▀_ĄĮŽÓ«öĄ═Ą─╦«ŲĮĪŻį┌▓╔ė├POQĢrŻ¼ėåžøĢrķgķgĖ¶TBPŻ©TimebetweenPurchaseŻ®Ą─╦ŃĘ©×ķŻ║
TBPm=EOQm/RBOMm
╝┘įOÅ─╣®æ¬╔╠ĄĮųŲįņÅSų«ķgĄ─╠ßŪ░Ų┌×ķLTmŻ¼ät╬’┴Žėåų┴³cOUTm╦ŃĘ©╚ńŽ┬Ż║
OUTm=RBOMmĪ┴TBPm+SSm
╬’┴ŽmĄ─ėåžø³cOPmĄ─╦ŃĘ©╚ńŽ┬Ż║
OPm=RBOMmĪ┴LTm+SSm
į┌śO┤¾śOąĪĘ©ųąŻ¼śO┤¾Š═╩ŪOUTmŻ¼śOąĪŠ═╩ŪOPmĪŻ
Ųõ┤╬Ż¼3C┼õ║Ž┐┤░ÕŽĄĮy▀Mąą╔·«aėŗäØųŲėå║═┐žųŲĢrŻ¼ŲõģR┐é╬’┴ŽŪÕå╬Ż©BOMpmŻ®▒žĒÜÅ─ERPŽĄĮyųą═©▀^╬’┴ŽŪÕå╬BOMČ°╔·│╔Ż╗┴Ē═ŌŻ¼ŲõģR┐é╣ż╦ć┬ĘŠĆROUpfęÓ═©▀^BOM║═╣ż╦ć┬ĘŠĆ═Ų╦Ń│÷ĪŻROUpfŠ═╩Ū╔·«aå╬╬╗«aŲĘp╦∙ę¬╩╣ė├╣żū„ųąą─fĄ─ś╦£╩ĢrķgSTpfŻ¼ŲõĄ╣öĄ×ķūŅ┤¾«a│÷╦┘┬╩MORpfŻ¼╝┤å╬╬╗Ģrķgā╚┐╔ęį╔·«aĄ─«aŲĘpĄ─öĄ┴┐ĪŻė╔MORpf┐╔═Ų╦Ń│÷ūŅ┤¾õN╩█╦┘┬╩MSRpĪŻ─│ę╗╬’┴ŽmĄ─ś╦£╩Ģrķgstmfė╔£╩éõĢrķgŻ©SetuptimeŻ®Īó▓┘ū„ĢrķgŻ©RuntimeŻ®Īóś╦£╩┼·┴┐Ż©LSŻ®ėŗ╦ŃČ°│╔ĪŻ┐╔ęŖŻ║
stmf=Ż©Setuptime+Runtime*LSŻ®/LS
STpf=ĪŲstifŻ©i=1Ż¼2Ż¼3Ż¼ĪŁŻ¼mŻ®
MORpf=1/STpf
MSRp=min{MORpf}
TOPp║═RBOMmų▒Įė═©▀^3CŽĄĮyŠSūoŻ¼┤_Č©TOPp║¾═Ų╦Ń│÷RBOMmĪŻėą▒žę¬═©▀^śIäš┴„│╠Ė─įņ║å╗»£╩éõū„śIŻ¼ĮĄĄ═╔·«a┼·┴┐Ż¼ļSĢrŠSūo║├BOMpm║═ROUpföĄō■ĪŻ┐┤░ÕöĄ┴┐NKANBANĄ─ėŗ╦ŃĘĮĘ©ģóęŖŪ░╩÷ŽÓĻPā╚╚▌ĪŻ
īó░┤šš╔Ž╩÷ā╔ĘNėŗ╦ŃĘĮĘ©└¹ė├3CŽĄĮyųŲėåĄ─╔·«aėŗäØĮY╣¹Ęųäe▌ö╚ļĄĮERPŽĄĮyųą╚źŻ¼Š═īŹ¼F┴╦3CŽĄĮy┼cERPŽĄĮyĄ─ĮY║Ž╗“╝»│╔Ż¼╩╣é„ĮyERPŽĄĮyĖ³║├Ąž▀mė├ė┌ųžÅ═ąį╔·«aĘĮ╩ĮŻ¼╩╣Ų¾śI▀_ĄĮ£pąĪÄņ┤µ║═╠ßĖ▀ą¦┬╩Ą──┐Ą─ĪŻ
╦─Īó3C└ĒšōĄ─ŠųŽ▐ąį╝░Ųõæ¬ė├Į©ūh
╚╬║╬└ĒšōČ╝ėąę╗Č©Ą─ŠųŽ▐ąįŻ¼ų╗─▄į┌ę╗Č©Ą─Śl╝■Ž┬ŲĄĮæ¬ėąĄ─ą¦ė├ĪŻ3C└Ēšōų╗ėą╗∙ė┌Ž┬╩÷ā╔éĆ╝┘įOŚl╝■▓┼─▄▌^║├Ąž░lō]ū„ė├Ż║
ó┘│╔ŲĘ┐╔ĘųĮŌ×ķ«aŲĘŠĆŻ©ėųĘQ«aŲĘĮYśŗśõĪó«aŲĘĮYśŗīė┤╬Ż®Ż¼Ė„«aŲĘŠĆā╚Ą─«aŲĘėą▓┐Ęų┴Ń▓┐╝■Š▀ėą▌^Ė▀Ą─═©ė├ąįĪŻ
ó┌═¼ę╗«aŲĘŠĆĄ─«aŲĘį┌═¼ę╗Śl╔·«aŠĆ╔Ž╔·«aŻ¼ŪęŠ▀ėąŽÓ═¼Ą─Ų┐Ņi╣ż╦ć┴„│╠║═╔·«a─▄┴”ĪŻ
į┌īŹļHæ¬ė├ųą╚ń║╬ėąą¦Ąž░lō]3CŽĄĮyĄ─ā×ä▌Ż¼Ž┬├µ╩ŪÄū³cĮ©ūhŻ║
ó┘ī”ė┌ī┘ė┌═¼ę╗«aŲĘŠĆĪó╩╣ė├īŻė├╬’┴ŽĄ─éĆäe«aŲĘŻ¼ŲõīŻė├╬’┴ŽĄ─ąĶŪ¾ėŗäØ╚į╚╗└¹ė├MRP▀MąąųŲėåŻ╗
ó┌ī”ė┌═©ė├ąįĖ▀Ą─╬’┴ŽŻ¼ŲõąĶŪ¾ėŗäØ┐╔ęįė├3C└Ēšō▀MąąųŲėåŻ╗
ó█ī”ė┌═©ė├ąįĖ▀Ą½ārųĄ▀^Ą═Ą─╬’┴ŽŻ¼ŲõąĶŪ¾ėŗäØ┐╔╩╣ė├é„ĮyĄ─ROPųŲėåŻ╗
ó▄īŹļHæ¬ė├ĢrŻ¼┐╔ßśī”▓╗═¼Ūķørį┌ERPŽĄĮyĄ─ĒŚ─┐ų„╬─╝■Ż©ItemMasterŻ®ųą▀mĢrįOČ©╚╬ę╗╬’┴ŽĄ─ąĶŪ¾ėŗäØĘĮĘ©Ż©MRPĪóROPĪóJITĪó3CĄ╚Ż®╝┤┐╔Ż¼Ę▓æ¬ė├3CŽĄĮy▀Mąą╬’┴ŽąĶŪ¾ėŗäØųŲėåĄ─«aŲĘŠĆĄ─╬’┴ŽŻ¼Ųõ═©ė├ąįŽĄöĄCOMI▓╗─▄╠½Ą═Ż¼ę╗░Ń┤¾ė┌0.6×ķę╦ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ERPŽĄĮyæ¬ė├ųąĄ─3C└Ēšō║åĮķ
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/consultation/10820622980.html






















