



0 Ū░čį
ÅV¢|╩Ī╔žĻPõōĶF╝»łFėąŽ▐╣½╦Š(ęįŽ┬║åĘQĪ░╔žõōĪ▒)ERPĪóMESŽĄĮyų«ķg╩Ū═©▀^Įė┐┌ŽĄĮyīŹ¼Fą┼Žóé„▀fĪó╣▓ŽĒĄ─ĪŻ╬’┴ŽŠÄ┤a╩ŪERPŽĄĮy╬’┴Ž╩┬äš╠Ä└ĒĄ─ųžę¬ī┘ąįŻ¼õō┼„ŠÄ┤a│╔┴╦ERP-MESĮė┐┌Ą─ę╗éĆųžę¬ą┼Žó³cĪŻ╔žõōMESŽĄĮyųąø]ėąõō┼„ŠÄ┤aŻ¼ų╗ėąõō┼„Ą─õō╠¢ĪóęÄĖ±Ą╚Š▀¾wī┘ąįŻ¼į┌ERP-MESĮė┐┌ųą╩ŪŽ╚Ė∙ō■MESĄ─õō┼„īŹļHöĄō■ūįäėšęERPī”æ¬Ą─õō┼„ŠÄ┤aŻ¼╠Ņ╚ļĮė┐┌▒ĒŻ¼į┘░č═Ļš¹Ą─õō┼„ą┼Žóé„╦═ĮoERPĪŻ▒Š╬─ĮķĮBį┌ūįäėõō┼„ĮM┤a▀^│╠ųą│÷¼FĪ░¤oõō┼„ŠÄ┤aĪ▒Ą─ŪķørŽ┬ūįäė╔·│╔ERPõō┼„ŠÄ┤aĄ─╠Ä└ĒĘĮ░ĖĪŻ
1 ķ_░l▒│Š░
ī”ė┌MES¤Æõō╣żą“╝░▄łõō╣żą“ė├ĄĮĄ─ERP═Č┴ŽŻ¼ę“×ķ╬’┴ŽŠÄ┤aöĄ┴┐╔┘Ūęæ¬ė├ĘČć·ąĪŻ¼ę╗░Ńų▒Įėė╔ERP╠ß╣®ĮoMESŻ¼▓óė╔MES═©▀^Įė┐┌é„╗žĮoERPŻ¼Ą½ī”ė┌õō┼„üĒšfŻ¼ėąŲõ╠ž╩ŌąįĪŻ
1)öĄ┴┐ČÓĪŻ▓╗═¼õō╠¢ĪóöÓ├µĄ─õō┼„ėą▓╗═¼ŠÄ┤aĪŻ
2)╩╣ė├ŅlĘ▒ĪŻÅ─ėŗäØķ_╩╝Ż¼¤ÆõōĪó▄łõō╣żą“Č╝┼cõō┼„ėąĻPĪŻ
3)ŠÄ┤a╚½╩ŪŽÓ╦ŲĄ─ūųŠĆĪóöĄūųĮM║ŽŻ¼ęūĖŃ╗ņĪŻ▒╚╚ńŻ║50502103180069▒Ē╩ŠĪ░180mmĪ┴1300mmĪ┴7520mm Q235A░Õ┼„Ī▒Ż¼50502103180068▒Ē╩ŠĪ░180mmĪ┴1300mmĪ┴6760mm Q235A░Õ┼„Ī▒Ż¼ā╔éĆŠÄ┤aų«ķgų╗▓Ņę╗éĆöĄūųĪŻ
ę“┤╦MESŽĄĮy▓ó▓╗╩╣ė├õō┼„ŠÄ┤aŻ¼Č°╩Ū═©▀^Š▀¾wĄ─õō╠¢ĪóęÄĖ±Ą╚├Ķ╩÷ąįā╚╚▌į┌MESųąĘ┤ė│Ż¼į┌īŹļHæ¬ė├ųąŻ¼Š═│÷¼F┴╦Ī░¤oõō┼„ŠÄ┤aĪ▒Ą─¼FŽ¾Ż¼ų„ę¬įŁę“ėąŻ║
a)į┌¤ÆõōÅSŻ¼¤ošō╩Ū░Õ┼„▀Ć╩ŪĘĮ┼„╔·«aŻ¼Č╝ėąĘŪėŗäØ«a│÷Ą─ŪķørĪŻ╠žäe╩ŪŅ^Īó╬▓┼„Ż¼ų╗ę¬ķLČ╚▓╗═¼Ż¼Š═┼cėŗäØĄ─ŠÄ┤a▓╗ę╗śėŻ¼▒žĒÜą┬į÷ŠÄ┤aŻ╗
b)į┌▄ł▓─ÅSŻ¼ė╔ė┌╝ė¤ßĀt║═▄łÖCĄ─ę“╦žŻ¼ķLõō┼„Įø│Ż░┤▒Č│▀ķLČ╚▀MąąŪąĖŅ│╔Č╠õō┼„▀Mąą▄łųŲŻ¼▓╗┤_Č©Ą─Č╠õō┼„Ą─ķLČ╚ę▓įĮüĒįĮČÓŻ╗
c)ļSų°╩ął÷ąĶŪ¾Ż¼╔žõōķ_░l┴╦įĮüĒįĮČÓĄ─ą┬õōĘNŻ¼├┐į÷╝ėę╗éĆą┬õōĘNŻ¼õō┼„ŠÄ┤aŠ═ę¬į┌ę╗éĆŽĄ┴ąĄ─╗∙ĄA╔Žį÷╝ėę╗▒ČŻ¼ŠÄ┤aį÷╝ė═Ļ╚½╩Ū╩ų╣ż╠Ä└ĒŻ¼Å─Č°│÷¼FĪ░¤oõō┼„ŠÄ┤aĪ▒ĪŻ
4)ŠÄ┤a▓╗─▄ĖF┼eĪŻę╗ĘĮ├µ╣żū„┴┐┤¾Ż╗┴Ēę╗ĘĮ├µŻ¼╬’┴ŽŠÄ┤aČÓ┴╦ęį║¾Ż¼ŽĄĮyĄ─ąį─▄Ģ■ĮĄĄ═ĪŻ
Ī░¤oŠÄ┤aŪķørĪ▒Ģ■│÷¼FŽ┬├µå¢Ņ}ĪŻ
a)ERPŽĄĮy¤Æõō╣żą“╔·«aīŹļHöĄō■╩š╝»▓╗╝░ĢrŻ¼╝┤ėą═Č┴Ž¤o«a│÷Ż¼═¼Ģr▄łõō╣żą“ŽĄĮyųą¤o┼„┴Ž┐╔ė├Ż¼ÅŖąą╩╣ė├║¾Ģ■įņ│╔žōÄņ┤µ¼FŽ¾ĪŻ
b)ERPŽĄĮy¤Æõō╣żą“õō┼„ŪąĖŅ▓┘ū„¤oĘ©▀MąąŻ¼ė░Ēæ▄łųŲ═Č┴ŽĪó╔·«aĪŻ
ūįäėõō┼„ŠÄ┤aŠ═╩Ūį┌ŠÄ┤a▓╗┤µį┌Ą─ŪķørŽ┬Ż¼░┤ŠÄ┤aęÄätŻ¼┐╔═©▀^│╠ą“Ż¼┤·╠µ╩ų╣ż▓┘ū„į┌║¾┼_═Ļ│╔ERPõō┼„ŠÄ┤aūįäėį÷╝ėĪŻ
2 īŹ¼FįŁ└Ē
░┤╔žõōERP╬’┴ŽŠÄ┤aęÄätŻ¼õō┼„Ą─ŠÄ┤aęÄät╚ńłD1ĪŻ
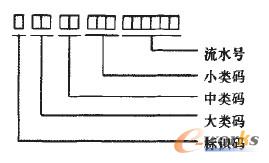
łD1 õō┼„ŠÄ┤aęÄät
1)-ś╦ūR┤aŻ║1╬╗Ż¼ųąķg«aŲĘ×ķ5Ż╗2)-┤¾ŅÉ┤aŻ║2╬╗Ż¼õō┼„×ķ05Ż╗3)-ųąŅÉ┤aŻ║2╬╗Ż¼ī”ė┌┤¾ŅÉĄ─╝ÜĘųŻ¼01┤·▒ĒĘĮ┼„Īó02┤·▒Ē░Õ┼„Ż╗4)-ąĪŅÉ┤aŻ║3╬╗Ż¼õō╠¢ŠÄ╠¢Ż¼103▒Ē╩ŠQ235AŻ╗5)-┴„╦«╠¢Ż║õō┼„6╬╗ĪŻõō┼„Ą┌1-3╬╗▒Ē╩Š║±Č╚ĪŻŲõ╦³3╬╗▒Ē╩ŠķLČ╚┼cīÆČ╚ĮM║ŽĄ─Ēśą“┤a
═©▀^Ū░├µī”ERP╬’┴ŽŠÄ┤aęÄätĄ─Ęų╬÷Ż¼ę¬ą┬į÷ę╗éĆõō┼„ŠÄ┤a╩ūŽ╚╩Ūę¬ūįäėėŗ╦Ń│÷ę╗éĆą┬õō┼„ŠÄ┤aĪŻ┐╔═©▀^šę│÷ŽÓĮ³ī┘ąįĄ─╬’┴ŽŠÄ┤aĄ─ūŅ┤¾ųĄŻ¼į┌įŁ┴„╦«╠¢Ą─╗∙ĄA╔Ž╝ė1Ż¼ū„ę╗ą®Ė±╗»╠Ä└ĒŻ¼ŠÄīæę╗éĆ║»öĄĪŻąĶę¬ūįäėŠÄ┤aĄ─õō┼„ėąęįŽ┬╠ž³cŻ║1)ęįČ╠┼„ĪóĘŪėŗäØ┼„×ķų„Ż¼│²ķLČ╚▓╗═¼═ŌŻ¼Ųõ╦³ī┘ąįČ╝┼cķL┼„╗“ėŗäØ┼„ŽÓ═¼Ż¼▀@ą®ī┘ąįų„ę¬░³└©▒╚▌^Å═ļsĄ─Äņ┤µĘų┤µĪóėŗäØĘųŅÉĪó▓╔┘ÅĘųŅÉŻ¼▀@ą®ę╗░Ń▓╗─▄ūįäė╔·│╔Ż╗2)▓╗ąĶꬎ┬▀_╔·«a╚╬䚥─ĪŻĘŪėŗäØ┼„╩Ūę“×ķ¤Æõō╣żą“ęŌ═ŌČ°«a╔·Ą─Ż¼ĘŪė├æ¶╔·«aįĖ═¹Ż╗ŪąĖŅ«a╔·Ą─Č╠┼„╩Ū▄łõō╣żą“«öįŁ┴Ž╩╣ė├Ą─ĪŻ
═©▀^Ęų╬÷░l¼FŻ║1)ąĶę¬ūįäėŠÄ┤aĄ─õō┼„ė╔ė┌▓╗ąĶꬎ┬▀_╔·«a╚╬䚯¼▒╚▌^Å═ļsĄ─╬’┴ŽŪÕå╬(BOM)Īó╣ż╦ć┬ĘŠĆŠ═▓╗ąĶę¬Į©┴óŻ¼ų╗ąĶ«öū„Ųš═©Ą─╬’┴ŽŠÄ┤aī”┤²ĪŻ2)ąĶę¬ūįäėŠÄ┤aĄ─õō┼„┼cķL┼„ĪóėŗäØ┼„ī┘ąįŽÓ═¼ĪŻČ°ķL┼„╗“ėŗäØ┼„Š═╩Ūꬎ┬▀_╔·«a╚╬䚥─õō┼„Ż¼╦³éāęč═©▀^╩ų╣żŠSūo▓óį┌ŽĄĮyųą┤µį┌Ż¼į┌ŽĄĮyųą┤_▒Żš²┤_Īó═Ļš¹ĪŻ└¹ė├▀@ę╗³cŻ¼Š═▓╗▒ž░┤äōĮ©ę╗éĆ╚½ą┬Ą─õō┼„ŠÄ┤a─ŪśėąĶę¬║▄ČÓįŁ╩╝ą┼ŽóĪŻ
į┌ERPäéķ_╩╝īŹ╩®ĢrŻ¼┤¾┴┐Ą─╬’┴ŽŠÄ┤a░³└©éõ╝■Īóõō┼„Īóõō▓─Š═╩Ū═©▀^Įė┐┌│╠ą“ī¦╚ļą┬į÷╬’┴ŽĄ─Ż¼╦³┼cūįäėŠÄ┤a║▄ŅÉ╦ŲŻ¼ģ^äeį┌ė┌Ż║ī¦╚ļ╬’┴ŽĄ─öĄō■ĪóŠÄ┤a╩Ū╩┬Ž╚š¹└Ē║├Ą─Ż¼ūįäėŠÄ┤aĄ─öĄō■╩Ūį┌╔·«a▀^│╠ųąīŹĢrĪóļSÖC«a╔·Ą─ĪŻį┌╬’┴Žī¦╚ļ▀^│╠ųąėąę╗éĆųžę¬Ą─ĻPµIŠ═╩ŪĪ░Į©įO┴ó╬’┴Žī¦╚ļ─Ż░Õ(Template)Ī▒ĪŻÜw╝{Īó┐éĮY║¾Ż¼īŹ¼Fõō┼„ūįäėŠÄ┤a╦╝┬Ę×ķŻ║1)Ė∙ō■MESé„╚ļĄ─õō┼„ī┘ąįŻ¼░┤õō┼„ŠÄ┤aęÄätūįäė╔·│╔ę╗éĆą┬Ą─õō┼„┤aŻ╗2)šęĄĮ┼c▀@éĆą┬õō┼„ŠÄ┤aī┘ąįŽÓ«öĄ─Īó╩ų╣żį÷╝ėĄ─ęčĮø┤µį┌Ą─õō┼„ŠÄ┤aū„×ķ─Ż░ÕŻ╗3)░┤šš═©▀^Įė┐┌▒Ēī¦╚ļ╬’┴ŽĄ─Ė±╩Įš¹└Ē║├Ė„ĘN╗∙▒ŠöĄō■Ż¼░³└©å╬ųžĪóėŗ┴┐å╬╬╗Īó╬’┴Ž├¹ĘQĄ╚ą┼ŽóŻ╗4)š{ė├oracle ERP╬’┴Žī¦╚ļAPI║»öĄŻ¼ūįäė╔·│╔õō┼„ŠÄ┤aĪŻ
īŹļH╔Ž╩Ū└¹ė├╬’┴Žī¦╚ļĄ──Ż░Õę²ė├ī┘ąįŻ¼░čÅ═ļsĄ─╬’┴Žī┘ąį│§╩╝╗»╣”─▄Į╗Įo┴╦ERPŽĄĮy╚ź═Ļ│╔ĪŻ
3 Š▀¾wīŹ¼F
ŠÄīæ║»öĄFunction main(
v_ORGANIZATION_ID In NumberŻ¼
v_gh In Varehar2Ż¼
v_gg In Varchar2Ż¼
v_kd In Varchar2Ż¼
v_cd In Varchar2
)Retum StringŻ╗
ŲõųąģóöĄv_ORGANIZATION_ID▒Ē╩Šę¬Ęų┼õĄ─ĮM┐ŚŻ╗
v_gh▒Ē╩Šõō╠¢Ż╗
v_gg▒Ē╩Š║±Č╚Ż╗
v_kd▒Ē╩ŠīÆČ╚Ż╗
v_cd▒Ē╩ŠķLČ╚Ż╗
│╔╣”ĘĄ╗žõō┼„ŠÄ┤aŻ¼╩¦öĪĘĄ╗ž0Ż╗
│╠ą“┴„│╠łD╚ńłD2ĪŻ
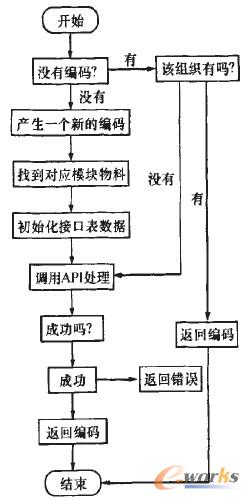
łD2 õō┼„ūįäėŠÄ┤a┴„│╠
įō│╠ą“░³║¼õō┼„ūįäėĮM┤a┼cūįäėŠÄ┤aā╔╣”─▄Ż¼╚ń╣¹╔·«aīŹļHī”æ¬Ą─ŠÄ┤aęč┤µį┌Ż¼Š═ĘĄ╗žš²┤_Ą─õō┼„ŠÄ┤aŻ¼▓╗┤µį┌Ż¼Š═ūįäėį┌ERPŽĄĮyųą«a╔·ę╗éĆą┬Ą─õō┼„ŠÄ┤aŻ¼═¼ĢrĘĄ╗žš²┤_Ą─õō┼„ŠÄ┤aŻ¼╚ń╣¹╔·«aīŹļHöĄō■ėąÕeš`Ż¼▓╗─▄ūįäė«a╔·ŠÄ┤aŻ¼ĘĄ╗žÕeš`╠Ä└ĒĪŻ
4 æ¬ė├ą¦╣¹
ERPŽĄĮyõō┼„ŠÄ┤aūįäė╔·│╔╣”─▄ųąĄ─õō┼„ų„ę¬ųĖ▓╗ąĶꬎ┬▀_╔·«a╚╬䚥─ĘŪėŗäØ┼„╝░Č╠õō┼„ĪŻūįäėõō┼„ŠÄ┤a╣”─▄īŹ¼F║¾Ż¼ą¦╣¹ĘŪ│Ż├„’@ĪŻ
1)ØMūŃ┴╦Ą─ERP-MESĮė┐┌ę¬Ū¾ĪŻīŹ¼Fįō╣”─▄║¾Ż¼ERP-MESĮė┐┌ųąį┘ę▓ø]ėą░l╔·Ī░¤oõō┼„ŠÄ┤aĪ▒ŪķørĪŻĮė┐┌─ŻēKĘŪ│ŻĒś└¹ĪŻ
2)┤¾┤¾£p▌p┴╦ŠÄ┤a╚╦åTĄ─╣żū„┴┐ĪŻīŹ¼Fįō╣”─▄║¾Ż¼╩ų╣żõō┼„ŠÄ┤aų╗ßśī”ą┬õō╠¢Īóą┬öÓ├µ┼„▀MąąŻ¼ŲõėÓĄ─õō┼„ŠÄ┤a╚½▓┐ė╔ŽĄĮy░┤ąĶ═Ļ│╔Ż¼╣żū„┴┐ų╗ėąįŁüĒĄ─╩«Ęųų«ę╗ū¾ėęĪŻ├┐╠ņŽĄĮyĢ■Ė∙ō■▄łõōėåå╬ŪķørŻ¼ūįäė«a╔·0Ī½20éĆõō┼„ŠÄ┤aĪŻ
3)┤¾┤¾£p╔┘┴╦ERPŽĄĮyõō┼„ŠÄ┤a╚▀ėÓ┴┐ĪŻ▓╗į┘×ķ£p╔┘Ī░¤oõō┼„ŠÄ┤aĪ▒Ūķør│÷¼F╚╦×ķča│õ┤¾┴┐┐╔─▄Ģ■│÷¼FĄ─ŠÄ┤aŻ¼▀M╚ļERPŽĄĮyĄ─ŠÄ┤aČ╝ūŃ╔·«a▀^│╠ųąĢ■│÷¼FĄ─ėąė├ŠÄ┤aŻ¼║Ž└Ē┐žųŲ┴╦ŠÄ┤a▒ĒöĄō■Ą─į÷╝ėŻ¼▒ŻūC┴╦ERPŽĄĮyąį─▄ĪŻ
4)╠ßĖ▀┴╦ERPŽĄĮyõō┼„ŠÄ┤aöĄō■Ą─£╩┤_ąįĪŻ
5 ĮYšZ
Ī░│╔╩ņ╠ū╝■+Č■┤╬ķ_░lĪ▒Ą─╝╝ąg┬ĘŠĆį┌╔žõōERPæ¬ė├ųą╚ĪĄ├┴╦║▄┤¾Ą─│╔╣”Ż¼▓╗āH│õĘų└¹ė├┴╦Oracle ERPŽĄĮy╣”─▄²R╚½öĄō■╝»│╔╣▓ŽĒ─▄┴”ÅŖĪóŽĄĮyĘĆČ©Ą─╠ž³cŻ¼▀Ć│õĘų░lō]ūįų„Č■┤╬ķ_░lĪ░ņ`╗ŅĪóīŹė├ĪóĘĮ▒ŃĪ▒Ą─ā׳cŻ¼ėąą¦ĮŌøQoracle ERPį┌õōĶFąąśIĄ─Ė„ĘNæ¬ė├Ų┐ŅiĪŻšµš²īŹ¼FĪ░«aõNę╗¾w╗»ĪóžöäšśIäšę╗¾w╗»Ī▒ĪŻõō┼„ŠÄ┤aūįäė╔·│╔Š═╩Ūę╗éĆĄõą═Ą─Č■┤╬ķ_░l┼cERPŽĄĮy╝»│╔īŹ└²Ż¼ą¦╣¹ĘŪ│Ż├„’@Ż¼ųĄĄ├į┌Ųõ╦³æ¬ė├ųąĮĶĶbĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╔žõōERPõō┼„Ą─ŠÄ┤aęÄät╝░æ¬ė├Ūķør
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/consultation/1082065525.html





















