



1 ę²čį
ųŲįņł╠ąąŽĄĮy(MES)╩Ū20 ╩└╝o80 ─Ļ┤·ķ_╩╝│÷¼FĄ─ę╗ĘN╬╗ė┌╔ŽīėĄ─ėŗäØ╣▄└ĒŽĄĮy┼cĄūīėĄ─╣żśI┐žųŲų«ķgĄ─├µŽ“▄ćķgīėĄ─╣▄└Ēą┼ŽóŽĄĮyĪŻ╦³╩ŪŲ¾śICIMS(ėŗ╦ŃÖC╝»│╔ųŲįņŽĄĮy)ą┼Žó╝»│╔Ą─╝~ĦŻ¼╩ŪīŹ╩®Ų¾śI├¶Į▌ųŲįņ║═īŹ¼F▄ćķg╔·«a├¶Į▌╗»Ą─╗∙▒Š╝╝ąg╩ųČ╬ĪŻ
┘|┴┐╣▄└Ē─ŻēK╩ŪųŲįņł╠ąąŽĄĮyĄ─ųžę¬ĮM│╔▓┐ĘųŻ¼═¼Ģr┘|┴┐╣▄└Ē╩ŪŲ¾śI╣▄└Ē║═╔·«a╣▄└ĒĄ─║╦ą─ĪŻČ°─┐Ū░į┌┤¾ČÓöĄ╣żśIŲ¾śIųą┘|┴┐╣▄└Ē╩Ū═©▀^╔ŽīėĄ─╔·«aėŗäØŽ┬▀_Īó╩┬║¾╔·«a«aŲĘĄ─Öz“×║═┘|┴┐Įyėŗł¾▒ĒĄ╚ą╬╩Į▀MąąĄ─┘|┴┐╣▄└ĒŻ¼ø]ėąīŹ¼FīŹĢrĄ─╔·«a┘|┴┐┐žųŲ║═ŅA£yŻ¼┐žųŲą¦╣¹║═ą¦ęµ╩▄ĄĮ║▄┤¾Ž▐ųŲĪŻ¼F┤·Ų¾śIųąĄ─┘|┴┐╣▄└ĒŽĄĮyū„×ķ║╦ą─╣”─▄ų«ę╗Ż¼╩Ūęįą┼Žó╠Ä└Ē╝╝ąg×ķ║╦ą─Ż¼╚┌╚ļ┴╦Ž╚▀MĄ─┘|┴┐╣▄└Ē└Ē─ŅĄ─øQ▓▀ų¦│ųŲĮ┼_ĪŻ
▒Š╬─īó┘|┴┐╣▄└ĒŽĄĮyū„×ķMES ŽĄĮyųąĄ─ę╗éĆ─ŻēKŻ¼īŹĢrĘų╬÷Å─ųŲįņ¼Fł÷╩š╝»ĄĮĄ─öĄō■Ż¼╝░Ģr┐žųŲĻPµI╣żą“Ą─╝ė╣ż┘|┴┐ĪŻ▀Mąą┘|┴┐ŅA£yĪó▒O┐ž║═į┌ŠĆš{įćŻ¼Ž¹│²┘|┴┐╚▒Ž▌Ż¼ĮĄĄ═┘|┴┐│╔▒ŠĪŻ═¼Ģr┘|┴┐ĮyėŗĘų╬÷ĮY╣¹×ķMES ╔·«aąį─▄Ęų╬÷╠ß╣®┴╦┐╔┐┐Ą─┘|┴┐ł¾ĖµŻ¼ųŲįņ╗Ņäė╔·«a▀MČ╚Ą─½@╚Īę▓╩╣╔·«a┘|┴┐ėŗäØĄ─ł╠ąąŠ▀ėą▌^║├Ą─ŅAęŖąįĪŻ
2 MESųą┘|┴┐╣▄└Ē─ŻēKĄ─śŗĮ©
ļSų°ųŲįņśIą┼Žó╗»Ą─░lš╣Ż¼įSČÓŲ¾śIīŹ╩®┴╦ęįERP ×ķ┤·▒ĒĄ─Ų¾śI┘Yį┤ėŗäØ╣▄└ĒŽĄĮyŻ¼ęį«aŲĘįOėŗ╣▄└Ē×ķų„Ą─«aŲĘöĄō■╣▄└ĒŽĄĮyŻ¼ęį▒O┐ž║═öĄō■▓╔╝»×ķ┤·▒ĒĄ─╔·«a▀^│╠▒O┐ž▄ø╝■Ą╚ĪŻ▀@ą®ŽĄĮyļm╚╗į┌Ų¾śIųą╚ĪĄ├┴╦ę╗Č©│╔╣”Ż¼«a╔·┴╦ę╗Č©Ą─ĮøØ·ą¦ęµŻ¼╚╗Č°ę▓═¼śė│÷¼F┴╦ę╗ą®ą┬Ą─å¢Ņ}Ż¼ą╬│╔┴╦Ų¾śI╔·«a╣▄└Ē║═┐žųŲīėų«ķgĄ─ĘųļxŻ¼╩╣╔ŽīėĄ─ERP ▄ø╝■ŽĄĮyĄ├▓╗ĄĮ╝░ĢrŠ½┤_╔·«aöĄō■Ą─ų¦│ųŻ¼Č°┐žųŲīė▓┐ĘųėųĢr│Ż▓╗─▄╝░ĢrĄ├ĄĮš{Č╚ųĖ┴ŅüĒš{š¹╔·«aĀŅæBŻ¼ć└ųžė░Ēæ┴╦Ų¾śIĄ─╔·«aą¦┬╩▓óį÷╝ė┴╦Ų¾śI╔·«a│╔▒ŠĪŻļSų°Ų¾śIą┼Žó╗»æ¬ė├╦«ŲĮĄ─▓╗öÓ╠ßĖ▀Ż¼Ų¾śIųØušJūRĄĮīóėŗäØīė┼cĄūīėųŲįņ▀^│╠Įyę╗ŲüĒĄ─ųŲįņł╠ąąŽĄĮy╩ŪĮŌøQ▀@ę╗å¢Ņ}Ą─ėąą¦═ŠÅĮĪŻ═©▀^MES üĒīŹ¼FŲ¾śIą┼ŽóĄ─╝»│╔╩Ū╠ßĖ▀Ų¾śIš¹¾w╣▄└Ē╦«ŲĮĄ─ĻPµIĪŻ
▒Š╬─į┌Ęų╬÷ųŲįņśI╔·«a▀^│╠Ą─╗∙ĄA╔ŽŻ¼čąŠ┐┴╦┘|┴┐╣▄└ĒŽĄĮyĄ─¾wŽĄ╝▄śŗ║═─Żą═ĪŻŽĄĮy¾wŽĄĮYśŗłD╚ńłD1 ╦∙╩ŠĪŻ
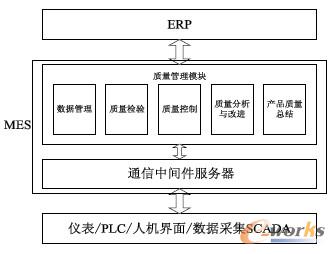
łD1 ┘|┴┐╣▄└ĒŽĄĮy¾wŽĄĮYśŗłD
ŽĄĮy¾wŽĄĮYśŗ┐╔Ęų×ķ╚²īėŻ¼╔Žīė×ķ├µŽ“┐═æ¶Ą─ėŗäØīėŻ¼ų„ę¬╚╬äš╩ŪĖ∙ō■┐═æ¶ąĶŪ¾ęį╝░╩ął÷ąĶŪ¾Ż¼└¹ė├ā╚▓┐Ą─Ė„ĘN┘Yį┤ųŲČ©ŽÓæ¬Ą─«aśIėŗäØĪŻ
ųąķg×ķ├µŽ“▄ćķgĄ─ųŲįņł╠ąąŽĄĮyīėŻ¼┘|┴┐┐žųŲ─ŻēK═©▀^═©ą┼ųąķg╝■Ę■äšŲ„Įė╩šĄūīėöĄō■ą┼ŽóŻ¼ĮY║Žė╔ERP Ą╚ą┼Žó▀Mąą┘|┴┐╣▄└ĒĪŻŲõųą┘|┴┐╣▄└Ē─ŻēKų„ę¬ė╔öĄō■╣▄└ĒĪó┘|┴┐Öz“×Īó┘|┴┐┐žųŲĪó┘|┴┐Ęų╬÷┼cĖ─▀MĪó«aŲĘ┘|┴┐┐éĮY╬ÕéĆ▓┐ĘųĮM│╔ĪŻĖ„éĆ─ŻēK╣”─▄╚ńŽ┬Ż║
Ż©1Ż®öĄō■╣▄└Ē
öĄō■╣▄└Ē─ŻēK═©▀^Å─öĄō■▓╔╝»ŽĄĮy╗“╚╦╣ż▌ö╚ļĄ─ĘĮ╩Į▓╔╝»öĄō■Ż¼═¼Ģrį┌▓╔╝»Ą─öĄō■╗∙ĄA╔ŽČ©┴x┴╦ę╗ŽĄ┴ąöĄō■ūųČ╬Ż¼×ķŲõ╦¹─ŻēKųŲČ©Įyę╗Ą─öĄō■Ė±╩ĮŻ¼Å─Č°╩╣Ą├▒ŠŽĄĮyöĄō■Įyę╗Ż¼▒Ńė┌ė├æ¶▓┘ū„ęį╝░ķ_░l╚╦åTĄ─Į╗┴„ĪŻ
Ż©2Ż®┘|┴┐Öz“×
▒Š─ŻēK░³└©▀MžøÖz“×ėŗäØĪóįŁ▓─┴ŽÖz“ץ╚ĪŻ═©▀^╦³½@╚ĪĖ„ĘNÖz“×öĄō■Ż¼×ķ║¾├µĄ─┘|┴┐Ęų╬÷─ŻēK╠ß╣®öĄō■üĒį┤ĪŻŲ¾śIĮø▀^┤╦Öz“×┐╔ęį▒▄├Ō▓╗║ŽĖ±įŁ▓─┴ŽŻ¼▓╗║ŽĖ±░ļ│╔ŲĘŻ¼▓╗║ŽĖ±┴Ń▓┐╝■═Č╚ļ╩╣ė├Ż¼┴Ē═ŌŻ¼į┌┘|┴┐│╔▒Šųą═©▀^║Ž└Ē┤_Č©Öz“×╣żū„┴┐Ż¼ī”ĮĄĄ═┘|┴┐│╔▒ŠŠ▀ėą║▄ųžę¬Ą─ęŌ┴xĪŻ
Ż©3Ż®┘|┴┐┐žųŲ
┘|┴┐┐žųŲ─ŻēK╩Ū┘|┴┐╣▄└ĒĄ─║╦ą─Ż¼▒ŻūC┘|┴┐╗Ņäė░┤šš┴„│╠▀Mąą╚źŻ¼╩ŪīŹ¼F┼cųŲįņ▀^│╠Ą─Šo├▄ĮY║ŽĄ─ųžę¬ĮM│╔▓┐ĘųĪŻ▒Š─ŻēK░³└©ĻPµI╣żą“▒O┐žĪó╔·«a▀^│╠┐žųŲĄ╚Äū▓┐ĘųĪŻī”ė┌ę╗░Ń╝ė╣ż╣żą“Ą─Öz“ׯ¼┐╔ęįę└ō■Ė„ūį╝■Ą─╝ė╣ż╣ż╦ć▓╗═¼Ż¼▓╔ė├│ķśėÖz“ץ─ĘĮĘ©Ż¼üĒÖz£yįō╣żą“Ą─╝ė╣ż╩Ūʱ║ŽĖ±Ż¼▓óų├ł¾Š»ŽĄĮyŻ¼Ę└ų╣ė╔ė┌įOéõ│÷¼F╣╩šŽČ°ī¦ų┬┼·┴┐«aŲĘĄ─▓╗║ŽĖ±ĪŻī”ė┌ĻPµI╣żą“▒O┐žīóīŹ¼F╚½│╠Ą─┘|┴┐▒OČĮŻ¼ęį╝░╝░ĢrĄ─┘|┴┐Öz£yą┼ŽóĘ┤üŻ¼×ķ╚š║¾Ą─Ė▀ŲĘ┘|┴┐╣▄└ĒĪóć└Ė±Ą─╣ż╦ćģóöĄ┐žųŲ╠ß╣®▒žĒÜĄ─╣▄└ĒöĄō■ĪŻ
«aŲĘ▀^│╠┐žųŲŻ¼īó▓╔ė├┐žųŲłD╝╝ąg┼c╔·«a┐žųŲŽĄĮyŽÓĮY║ŽŻ¼ī”║åå╬Ą─«É│Ż▒Ēš„▀Mąąūįäė▒O┐žŻ¼į┌Įyėŗł¾▒Ē║═┐žųŲłDųąįO┴ó«É│Żł¾Š»Ż¼▌oų·┘|┴┐Ęų╬÷╚╦åTī”┘|┴┐å¢Ņ}ū÷│÷Ęų╬÷Ż¼▒ŻūCį┌ųŲŲĘĄ─┘|┴┐ĪŻ
Ż©4Ż®┘|┴┐Ęų╬÷┼cĖ─▀M
┘|┴┐Ęų╬÷ų„ę¬╩Ūį┌ī”┘|┴┐╗Ņäė╔·«aĄ─┘|┴┐Ūķør▀MąąĮyėŗŻ¼Ęų╬÷öĄō■Ę┤ė│Ą─┘|┴┐╦«ŲĮĀŅørŻ¼┘|┴┐Ęų╬÷ų„ę¬░³└©┘|┴┐×ķŅ}ģR┐éĪó┘|┴┐ųĖś╦ĮyėŗĪóSPCŻ©Įyėŗ▀^│╠┐žųŲŻ®╚²éĆĘĮ├µĪŻ
┘|┴┐Ė─▀M╩ŪŲ¾śI│ų└m░lš╣Ą─äė┴”ĪŻ┘|┴┐Ė─▀M╣▄└Ēßśī”Ų¾śIĄ─╔·«a┘|┴┐ĀŅørŻ¼į┌š¹éĆĮM┐Śā╚▓╗öÓ▓╔╚ĪĖ─▀M┤ļ╩®Ż¼ęį╠ßĖ▀╔·«a╗Ņäė║═▀^│╠Ą─ą¦ęµĪŻŲõų„ę¬╩Ū═©▀^š²┤_Ąž╩╣ė├ėąĻP╣żŠ▀║═╝╝ągį┌┘|┴┐Ęų╬÷Ą─╗∙ĄA╔ŽüĒ▀Mąą┘|┴┐Ė─▀MĪŻ
Ż©5Ż®«aŲĘ┘|┴┐┐éĮY
«aŲĘ┘|┴┐┐éĮYĄ─ų„ę¬╣”─▄╩ŪųŲū„┘|┴┐Įyėŗł¾▒Ē║═╠ß╣®Üv╩Ęėøõø▓ķįāĪŻ
┘|┴┐Įyėŗł¾▒Ē╩Ū╔·«a▀^│╠ųą▓╗┐╔╗“╚▒Ą─ę╗ĘN┘|┴┐╣▄└ĒĄ─ĮyėŗĘĮ╩ĮĪŻ╠ß╣®ī”įŁ▓─┴ŽĪó░ļ│╔ŲĘĪó│╔ŲĘŻ¼░┤Ė„ĘNę¬Ū¾Įyėŗį┬ł¾Īó╝Šł¾Īó░ļ─Ļł¾║═─Ļł¾Ż¼×ķ┘|┴┐▓┐ķTĘų╬÷┘|┴┐Īó«a┴┐║═║ŽĖ±┬╩Ą╚Ūķør╠ß╣®ę└ō■ĪŻ
Üv╩Ęėøõø▓ķįā╩Ūī”┘|┴┐Ę┤üĄ─Ė·█Ö║═╦▌į┤ĪŻīŹ¼F«aŲĘ┘|┴┐ą┼ŽóĄ─ų╝ēĘ┤Ž“ūĘ█Ö┼c▓ķįāĘų╬÷ĪŻ═©▀^ėøõø┐═æ¶ī”«aŲĘ╩╣ė├Ą─┘|┴┐Ę┤üą┼ŽóŻ¼▓óųŲČ©ŽÓĻPĄ─┘|┴┐╠Ä└Ē┴„│╠║═Ę┤üÖCųŲŻ¼īŹ¼F«aŲĘ┘|┴┐Ą─╝░ĢrĖ─▀MĪŻĄūīė×ķ├µŽ“╔·«aū„śI¼Fł÷Ą─┐žųŲīėŻ¼ų„ę¬╚╬äš╩Ū▓╔╝»╔·«a▀^│╠ųąĄ─öĄō■Ż¼ł╠ąąMES Ž┬▀_Ą─ųĖ┴ŅŻ¼═¼ĢrĘ┤üīŹĢrą┼ŽóĪŻ
3 ŽĄĮyĻPµI▓┐ĘųĄ─īŹ¼F
3.1 öĄō■▓╔╝»
╔·«aöĄō■ūįäė▓╔╝»╩ŪīŹ¼F┘|┴┐╣▄└Ē║═╔·«a┐žųŲŽÓĮyę╗Ą─ĻPµIŻ¼╩Ū▒Š▄ćķg┘|┴┐╣▄└ĒŽĄĮyģ^äeė┌ę╗░Ń┘|┴┐╣▄└ĒŽĄĮyĄ─’@ų°╠ž╔½Ż¼ę▓╩Ū▒ŠŽĄĮyīŹ¼FĄ─ĻPµI╝╝ągų«ę╗ĪŻļSų°öĄō■▓╔╝»╝╝ągĄ─▓╗öÓ░lš╣Ż¼¼Fł÷öĄō■ūįäė▓╔╝»╝╝ągę▓ęčĮøį┌ć°ā╚═ŌįSČÓųŲįņŲ¾śIĄ├ĄĮ┴╦蹊┐║═æ¬ė├ĪŻ└²╚ń┤·▒ĒąįĄ─Ślą╬┤a╝╝ągĪó¤oŠĆ╔õŅlūRäe╝╝ąg(RFID)Ą╚Č╝ØuØuÅ─Ųõ╦¹ŅIė“öUš╣ĄĮųŲįņŅIė“Ż¼▓╗öÓ│╔╩ņĄ─╝╝ąg×ķ╬ęéāą┼Žó╗»Ą─ķ_š╣╠ß╣®┴╦┴╝║├Ą─╗∙ĄAĪŻ
╔·«ačbų├Ąūīė┐žųŲŽĄĮy║═öĄō■▓╔╝»ŽĄĮyĘNŅÉ▒╚▌^ČÓŻ¼Ą½┤¾ČÓų¦│ųOPC ▓ó╠ß╣®ŽÓæ¬Ą─OPC Įė┐┌Ż¼ę“┤╦╬ęéāīó═©▀^┼cĘ■äšŲ„Į©┴ó╗žš{Ż¼ų╗ę¬Ę■äšŲ„░l¼FöĄō■ėąūā╗»Ż¼Š═Ģ■ų„äėŽ“OPC ┐═æ¶░l│÷═©ų¬║═ūā╗»Ą─öĄō■Ż¼└¹ė├OPC üĒ▓╔╝»ŽÓæ¬Ą─ĄūīėöĄō■Ż¼ī”ė┌ø]ėą┼õų├OPC Ą─DCS/PLC Ą╚ŽĄĮyŻ¼╬ęéāīó═©▀^×ķė├æ¶╠ß╣®╠ž╩ŌĄ─Įė┐┌═Ļ│╔öĄō■▓╔╝»Ż¼╦∙╠ß╣®Ą─Įė┐┌▓╗āH─▄▓╔╝»╔·«a▀^│╠┐žųŲŽĄĮyĄ─öĄō■Ż¼▀Ć─▄┤µā”ė├æ¶Įń├µ╚╦╣ż▌ö╚ļĄ─öĄō■║═Ųõ╦¹▄ø╝■░³Įøæ¬ė├│╠ą“Įė┐┌īæ╚ļĄ─öĄō■ĪŻŽĄĮyöĄō■ĮYśŗłD╚ńłD2 ╦∙╩ŠŻ║
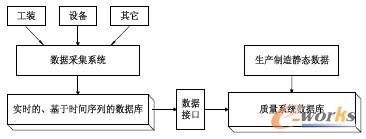
łD2 öĄō■ĮYśŗłD
łDųą═©▀^öĄō■▓╔╝»Įė┐┌Ą├ĄĮĄ─╩Ū╔·«a▀^│╠ųąīŹĢröĄō■Ż¼▓ó▀MąąöĄō■Ą─║Y▀xĪóį\öÓŻ¼ėę▀ģ×ķ╔·«aųŲįņųąĄ─ųT╚ńįOéõą┼ŽóŻ¼╔·«a╚╬䚥╚ņoæBöĄō■ĪŻ═©▀^öĄō■Įė┐┌īóīŹĢrĄ─Īó╗∙ė┌Ģrķgą“┴ąĄ─öĄō■é„╚ļŽĄĮyöĄō■Äņųą▓óĮY║Ž╔·«aųŲįņųąĄ─ņoæBöĄō■Ż¼ęį┤╦üĒ×ķMES ╣”─▄īė╠ß╣®╚½├µĄ─öĄō■ĪŻ
3.2 Įyėŗ▀^│╠┐žųŲłDĄ─æ¬ė├
3.2.1 SPC └Ēšō╝░┐žųŲłD
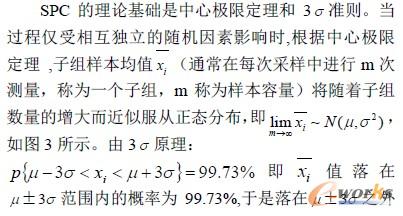
Ą─Ė┼┬╩×ķ0.27%Ż¼å╬é╚Ė┼┬╩×ķ0.135%Ż¼▀@╩ŪéĆ║▄ąĪĄ─Ė┼┬╩Ż¼│÷¼F▀@śėĖ┼┬╩Ą─╩┬╝■ĘQ×ķąĪĖ┼┬╩╩┬╝■Ż¼Ė∙ō■ąĪĖ┼┬╩╩┬╝■įŁ└ĒŻ¼ąĪĖ┼┬╩╩┬╝■į┌ę╗┤╬īŹ“×ųą╩Ū▓╗Ģ■░l╔·Ą─ĪŻ╚ń╣¹░l╔·┴╦Ż¼ätšf├„įŁüĒĄ─Ęų▓╝╩▄ĄĮ┴╦ŽĄĮyąįę“╦žĄ─ė░Ēæ╠Äė┌╩¦┐žĀŅæBĪŻ├└ć°Ą─ą▌╣■╠žš²╩ŪĖ∙ō■▀@ę╗└Ēšō╠ß│÷┴╦┐žųŲłDĘĮĘ©ĪŻ
łD3 š²æBĘų▓╝łD
┐žųŲłD╩Ūī”▀^│╠┘|┴┐╝ėęį£yČ©ĪóėøõøÅ─Č°▀Mąą┐žųŲ╣▄└ĒĄ─ę╗ĘNė├ĮyėŗĘĮĘ©įOėŗĄ─łDĪŻ═©▀^Å─▀^│╠ųąęįĮ³╦ŲĄ╚ķgĖ¶│ķ╚ĪöĄō■Ż¼▀@śėŠ═ą╬│╔┴╦├┐ę╗éĆūėĮMŻ¼╚╗║¾Å─ųą┐╔ęįĄ├ĄĮ├┐ę╗éĆūėĮMę╗éĆ╗“ČÓéĆūėĮM╠žš„Ż¼╚ń

ę╗Ślųąą─ŠĆŻ©CLŻ®Ż¼ū„×ķ╦∙└L³c╠žąįĄ─╗∙£╩ųĄŻ¼╔Ž┐žųŲĮńŽ▐(UCL)║═Ž┬┐žųŲĮńŽ▐(LCL)Ż¼╚ńłD4 ╦∙╩ŠĪŻ

łD4 ┐žųŲłD╩Š└²
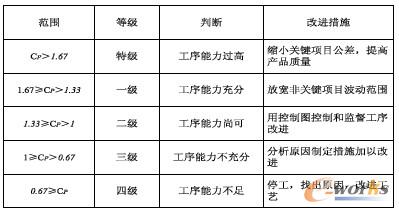
└¹ė├┐žųŲłDüĒĘų╬÷╣żą“ĀŅæB╚▌ęū│÷¼Fā╔ŅÉÕeš`ĪŻĄ┌ę╗ŅÉ╩Ū╠ō┼ąŻ¼╝┤╔·«aš²│ŻŪķørŽ┬Ż¼ę“┼╝╚╗ę“╦ž³c│¼│÷ĮńŽ▐Č°┼ą×ķ«É│ŻŻ╗Ą┌Č■ŅÉ╩Ū┬®┼ąŻ¼╝┤«É│Ż╔·«aŪķørŽ┬Ż¼ę“«aŲĘ┘|┴┐Ęų▓╝Ų½ļx┴╦Ąõą═Ęų▓╝Č°┼ąš²│ŻĪŻ╦∙ęįŻ¼į┌▀xō±┐žųŲĮńĢrŻ¼æ¬╩╣ā╔ĘNÕeš`ūŅąĪĪŻķLŲ┌īŹ█`ūC├„Ż¼«ö┐žųŲŠĆCL×ķ”╠Ż¼UCL×ķ”╠+3”ęŻ¼LCL×ķ”╠ŻŁ3”ęā╔ĘNÕeš`įņ│╔Ą─┐éōp╩¦▌^ąĪĪŻ
3.2.2 SPC ┐žųŲłDæ¬ė├┴„│╠
┐žųŲłDĄ─æ¬ė├┴„│╠╚ńłD5 ╦∙╩ŠŻ¼ŲõųąĄ─SPC īŹ╩®Ęų×ķĘų╬÷ļAČ╬║═▒O┐žļAČ╬ĪŻ▀@ā╔éĆļAČ╬╩╣ė├Ą─┐žųŲłDĘųäeĘQ×ķĘų╬÷ė├┐žųŲłD║═┐žųŲė├┐žųŲłDĪŻĘų╬÷ļAČ╬Ą─ų„ę¬─┐Ą─╩Ū╩╣▀^│╠╠Äė┌ĮyėŗĘĆæBŻ¼╩╣▀^│╠─▄┴”ūŃē“Ż¼į┌┤╦╗∙ĄA╔Ž┤_Č©┐žųŲĮńŽ▐Ż╗▒O┐žļAČ╬Ą─ų„ę¬─┐Ą─╩Ū╩╣ė├┐žųŲłD▀Mąą▒O┐žŻ¼į┌▀^│╠╩▄┐žĄ─ŪķørŽ┬═©▀^▓ķ▒Ē1ųą▀^│╠─▄┴”ųĖöĄŻ¼┼ąöÓ▀^│╠─▄┴”╩ŪʱØMūŃę¬Ū¾ĪŻ╚ń╣¹▀^│╠─▄┴”▓╗│õūŃŻ¼ätę¬▓╔╚Ī┤ļ╩®Ęų╬÷įŁę“Ż¼Ė─▀M▀^│╠Ż¼╚╗║¾ųžą┬▀Mąą▀^│╠┼ąöÓ║═▀^│╠─▄┴”Ęų╬÷ĪŻ

łD5 SPC ┐žųŲłDæ¬ė├┴„│╠łD
Ųõųą▀^│╠─▄┴”ųĖöĄ╩Ū▒Ē╩Š╣żą“─▄┴”ØMūŃ«aŲĘ┘|┴┐ś╦£╩│╠Č╚Ą─įuārųĖś╦Ż¼Č°┘|┴┐ś╦£╩═©│ŻųĖ╣½▓ŅŻ¼═©│Żīóį╩įSĄ─╣½▓ŅĘČć·│²ęį6”ę Ą─▒╚ųĄĘQ×ķ▀^│╠─▄┴”ųĖöĄŻ¼ųĖöĄė├PC ▒Ē╩ŠŻ¼▀^│╠─▄┴”ųĖöĄĄ─ųĄė·┤¾Ż¼ätęŌ╬Čų°▀^│╠─▄┴”ė·Ė▀ĪŻ▀^│╠─▄┴”ųĖöĄ─▄ē“║Ž└ĒĪó╚½├µĄžĘ┤ė│ŽĄĮyę“╦žĪóļSÖCę“╦žī”▀^│╠─▄┴”Ą─ė░ĒæŻ¼ėąų·ė┌▓ķšęė░Ēæ«aŲĘ┘|┴┐▓©äėĄ─ę“╦žĪŻ▀^│╠─▄┴”Ą─┼ąČ©┼cī”▓▀ęŖ▒Ē1ĪŻ
▒Ē1 ▀^│╠─▄┴”Ęų╝ē┼ąČ©┼cī”▓▀
4 æ¬ė├░Ė└²
ūŅ║¾īóįōŽĄĮyį┌╔Ž║Ż─│╗»╣żŲ¾śIųą▀Mąąæ¬ė├Ż¼╔ŽīėERP ŽĄĮyŽ┬▀_╔·«a╚╬䚯¼┐žųŲīė═©▀^ŽÓæ¬Ą─OPCĮė┐┌╗“š▀ūį╝║įOČ©Ą─Įė┐┌īó╔·«a▀^│╠Ą─öĄō■é„╚ļĄĮ┘|┴┐╣▄└Ē─ŻēKųąŻ¼ĮY║Ž╚╦╣żõø╚ļĄ─öĄō■ęį╝░įOéõą┼Žó═©▀^ĮMæB▄ø╝■īóöĄō■īæ╚ļöĄō■ÄņųąŻ¼ĮMæB▄ø╝■▀Ćžōž¤▒O┐žįOéõĄ─╔·«a▀^│╠Ż¼┘|┴┐Ęų╬÷▄ø╝■└¹ė├īŹĢröĄō■Ė∙ō■╔·«aę¬Ū¾└LųŲŽÓæ¬Ą─┐žųŲłDŻ¼ėŗ╦Ń┘|┴┐ųĖś╦Ż¼░l▓╝ł¾Š»ą┼ŽóŻ¼į┘═©▀^ŽĄĮyĄ─╝»│╔ķ_░lŁhŠ│īóĮY╣¹▓┐╩ĄĮĖ„éĆ╔·«a▄ćķgĪŻŽĄĮy▓┐Ęų┐žųŲłD’@╩Š«ŗ├µ╚ńłD6 ╦∙╩ŠĪŻ

łD6 Š∙ųĄ-śO▓Ņ┐žųŲłD
5 ĮYšZ
ŽĄĮyį┌Ų¾śIĄ─æ¬ė├▓╗āH│╔╣”īŹ¼F┘|┴┐öĄō■ą┼Žó╣▓ŽĒŻ¼Č°ŪęĖ³╝ė╔Ņ╚ļĄž╠Ä└Ē▀@ą®┘|┴┐öĄō■Ż¼▀_ĄĮī”ŲĘ┘|┴┐Ą─ėąą¦┐žųŲ║═╔·«a▒O┐žŻ¼═¼Ģr╠ß╣®┐╔ęĢąįŻ¼×ķŲ¾śI▄ćķg╣▄└ĒøQ▓▀╠ß╣®ų¦│ųŻ¼Ė─ūāęį═∙┘|┴┐╣▄└ĒĄ─╣żū„ĘĮ╩ĮŻ¼ĮĄĄ═ä┌äėÅŖČ╚Ż¼╠ßĖ▀╔·«aą¦┬╩Ż¼╣Ø╝s╔·«a│╔▒ŠĪŻ═Ųäė┴╦Ų¾śIøQ▓▀┼c╣▄└ĒĄ─┐ŲīW╗»ĪóŽĄĮy╗»║═ą┼Žó╗»ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║MESųą┘|┴┐╣▄└Ē─ŻēKĄ─蹊┐┼cæ¬ė├
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/consultation/1083933481.html






















