



¼F┤·Ų¾śIę¬ū÷ĄĮŻ║“┘|┴┐Ū¾╔·┤µŻ¼ęįäōą┬Ū¾░lš╣ĪŻ”Š═▒žĒÜęįūŅČ╠Ą─╔·«aų▄Ų┌Ż¼╔·«a│÷╩ął÷╝▒ąĶĄ─Ė▀┘|┴┐«aŲĘĪŻę¬╩╣«aŲĘčĖ╦┘ųŲįņ│÷üĒŻ¼Š═ę¬▀xō±ūŅ╝čĄ─╣ż╦ćĘĮ░Ė║═╣ż╦ć┬ĘŠĆŻ¼▒M┐ņįOėŗ▓óųŲįņ│÷Ž╚▀M║Ž└ĒĄ─╣ż╦ćčbéõŻ¼š²┤_Ąž▀xė├įOéõŻ¼╝ė╣żėÓ┴┐║═╣ż╦ćęÄĘČĄ╚ĪŻę¬ū÷ĄĮ▀@ą®Ż¼ų╗ėą╩┬Ž╚Ė∙ō■ś╦£╩╗»įŁ└Ē║═ĘĮĘ©Ż¼ęįī”ėąĻP╣ż╦ćĘĮ├µĄ─╣▓ąįå¢Ņ}▀Mąąā×╗»Ż¼Š½║å║═Įyę╗Ż¼╝┤▀Mąą╣ż╦ćś╦£╩╗»Ż¼╣ż╦ćś╦£╩╗»┤¾ų┬░³└©ęįŽ┬ĮYśŗ║═ā╚╚▌Ż©łD1Ż®ĪŻ
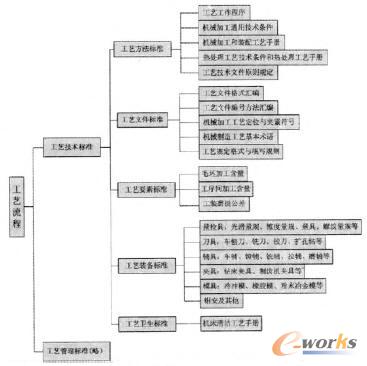
łD1 ╣ż╦ćś╦£╩╗»┤¾ų┬ĮYśŗ║═ā╚╚▌
1 ╣ż╦ć╣żū„│╠ą“Ą─ś╦£╩╗»
╣ż╦ć╣żū„│╠ą“ś╦£╩╗»╩Ūš¹éĆ╣ż╦ćś╦£╩╗»╣żū„Ą─╗∙ĄAŻ¼į┌š¹éĆ╣ż╦ć╣żū„ųąŻ¼ų╗ėąū±╩ž╣ż╦ć╣żū„│╠ą“Ż¼░┤▓┐Š═░ÓĄžĪó┐ŲīWĄž▀MąąįOėŗŻ¼╣ż╦ć╣żū„▓┼─▄ėąŚl▓╗╬╔Ż¼×ķ┤╦Ż¼²R²R╣■Ā¢Ą┌ę╗▄ć┤▓ÅSŻ©║¾╩÷║åĘQę╗ÅSŻ®ųŲČ©┴╦ę╗ÅS╣ż╦ć│╠ą“ś╦£╩Ż¼ŲõųąęÄČ©┴╦«aŲĘ╣ż╦ć╣żū„Ż¼├┐éĆļAČ╬Ą─ų„ę¬╣żū„ā╚╚▌Ż¼╣żū„▓Į¾EŽÓ╗źķgĄ─ĻPŽĄĄ╚Ż¼ęŖłD2-╣ż╦ć╣żū„│╠ą“▒ĒĪŻ
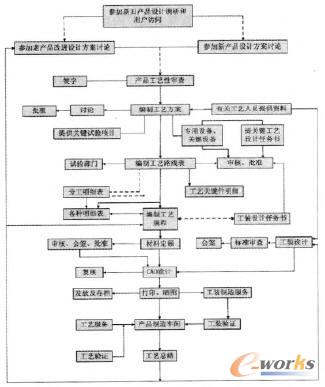
łD2 ╣ż╦ć╣żū„│╠ą“▒Ē
1.1 ╣ż╦ćąįīÅ▓ķ
─┐Ą─╩Ū▒ŻūCįOėŗĄ─«aŲĘŻ¼Š▀ėą┴╝║├Ą─╣ż╦ćąįŻ¼į┌▀@ĘĮ├µ╬ęć°╔ą¤oś╦£╩┐╔裯¼Ą½┤¾ų┬┐╔Ęų×ķŻ║a.│§▓ĮĘĮ░ĖįOėŗļAČ╬īÅ▓ķŻ╗b.╝╝ągįOėŗļAČ╬īÅ▓ķŻ║c.╣żū„łDįOėŗļAČ╬īÅ▓ķĪŻę╗░Ń░čŪ░ā╔éĆļAČ╬Ą─īÅ▓ķŻ¼╦Ńū„╣ż╦ćąįĘų╬÷Ż¼░č╣żū„łDįOėŗļAČ╬Ą─īÅ▓ķŻ¼ĘQ×ķ╣ż╦ćąįīÅ▓ķĪŻ
1.2 įOėŗ╣ż╦ćĘĮ░Ė
«aŲĘ╣ż╦ćĘĮ░ĖŻ«╩ŪųĖī¦«aŲĘ╣ż╦ć£╩éõ╣żū„Ą─ų„ę¬ę└ō■ĪŻ
2 ╣ż╦ć╬─╝■ś╦£╩╗»
2.1 ╣ż╦ćągšZĪó╣ż╦ćĘ¹╠¢ś╦£╩╗»
CB4863-86ĪČÖCąĄ╝ė╣ż╣ż╦ćągšZĪĘęÄČ©┴╦390ČÓéĆ╣ż╦ćągšZŻ¼įōś╦£╩Ą╚ą¦▓╔ė├┴╦ć°ļHś╦£╩Ż¼▒Ńė┌ć°ā╚║═ć°ļH╔Ž╝╝ągĮ╗┴„ĪŻ╣ż╦ćĘ¹╠¢ę▓╩ŪÖCąĄųŲįņśIųą╣ż╦ć╣żū„ĘČć·ā╚Ą─╗∙ĄAś╦£╩╗»ų«ę╗Ż¼JB/E174-84ĪČÖCąĄ╝ė╣ż╣ż╦ćČ©╬╗ėó╠žĘ¹╠¢ĪĘų„ę¬╩Ūį┌ŠÄīæīŻė├╣ż╦ćčbéõįOėŗ╚╬äšĢ°║═×ķ«aŲĘ┴Ń▓┐╝■ŠÄųŲÖCąĄ╝ė╣ż╣ż╦ćęÄ│╠Ģr╩╣ė├Ą─Č©╬╗Ż¼ŖAŠo┼cČ©╬╗ŖAŠoį¬╝■╝░čbų├ū„│÷Ą─Įyę╗Ą─Ę¹╠¢ęÄČ©Ż¼┐╔╩╣╬─╝■║åØŹ├„┤_Ż¼╠ßĖ▀╣ż╦ć╬─╝■╦ž┘|ĪŻ
2.2 ╣ż╦ć╬─╝■ĘNŅÉĄ─ś╦£╩╗»
į┌▓╗═¼Ą─╔·«aŅÉą═ųąŻ¼ī”╣ż╦ć╬─╝■Ą─ĘNŅÉĪóöĄ┴┐ę¬Ū¾Č╝▓╗ę╗śėĪŻśėÖCįćųŲļAČ╬ų„ę¬╩Ū“×ūC«aŲĘĮYśŗŻ¼ī”╣ż╦ć╬─╝■▓╗ę¬Ū¾═Ļš¹Ż¼ę╗░Ńų╗ę¬Ū¾ėą║åå╬Ą─╣ż╦ćĘĮ░ĖŻ¼┴Ń╝■Ęų▄ćķg├„╝Ü▒ĒŻ¼╣ż╦ć▀^│╠┐©Ų¼Ą╚ÄūĘN▒ž▓╗┐╔╔┘Ą─╬─╝■Š═┐╔ęį┴╦Ż¼▓╗ÅŖš{╣ż╦ć╬─╝■Ą─═Ļš¹ąįŻ¼ąĪ┼·įćųŲļAČ╬Ż¼│²▀Mę╗▓Į“×ūC«aŲĘĄ─ĮYśŗ═ŌŻ¼ų„ę¬╩Ū“×ūC╣ż╦ć║═╣żčbŻ¼╦∙ęįąĪ┼·įćųŲļAČ╬Ż¼æ¬Š▀éõĄ─╣ż╦ć╬─╝■╗∙▒Š╔Žæ¬┼cš²╩Į┼·┴┐╔·«aĢrĄ─╣ż╦ć╬─╝■ŽÓ═¼Ż¼Ė³╝ė═Ļš¹Ą╚ĪŻ×ķ┴╦╩╣▓╗═¼ļAČ╬Ą─╣ż╦ć╬─╝■ĘNŅÉĮyę╗Ż¼Ų¾śI欫öĖ∙ō■╔Ž╝ēś╦£╩ųŲėå│÷▀m║Ž▒ŠŲ¾śI╠ž³cĄ─╣ż╦ć╬─╝■═Ļš¹ąįę¬Ū¾Ż¼╩╣╣ż╦ćįOėŗ╚╦åTėą├„┤_Ą─╚╬䚯«ī”▓╗═¼╔·«aŅÉą═Ą─«aŲĘŠÄųŲ▓╗═¼ĘNŅÉĄ─╣ż╦ć╬─╝■ĪŻį┌ØMūŃ╔·«aąĶꬥ─Ū░╠ߎ┬Ż¼æ¬▒M┐╔─▄Ą─£p╔┘╣ż╦ć╬─╝■ĘNŅÉĪŻ
2.3 ╣ż╦ć╬─╝■Ė±╩Į╝░ęÄätś╦£╩╗»
▓╗═¼Ą─╣ż╦ć╝░▓╗═¼Ą─ąąśIČ╝ėąų°▓╗═¼Ą─╣ż╦ć╬─╝■Ė±╩ĮŻ¼Ų¾śIæ¬Ė∙ō■▒ŠąąśIĄ─╠ž³cųŲėå│÷▒ŠŲ¾śIĄ─╣ż╦ć╬─╝■Ė±╩ĮŻ¼į┌ųŲėåĖ±╩Įś╦£╩ųąæ¬▒M┴┐▓╔ė├JB/E187.3-82ĪČ╣ż╦ćęÄ│╠Ė±╩Į╝░╠ŅīæęÄätĪĘ║═JB/E187.4-82ĪČ╣▄└Ēė├╣ż╦ć╬─╝■Ė±╩ĮĪĘ╝░JB/E187.5-82<īŻė├╣ż╦ćčbéõįOėŗ╬─╝■Ė±╩ĮĪĘĄ╚ųŲėå┴╦ę╗ÅSĪČ╣ż╦ć╬─╝■Ė±╩ĮģRŠÄĪĘŻ¼╩╣╣ż╦ć╬─╝■Ė±╩ĮĮyę╗Ż¼═¼Ģrę▓▒Ńė┌▒Ż╣▄čbėåĪŻ
3 ╣ż╦ćę¬╦žś╦£╩
╣ż╦ćę¬╦ž╩Ūė╔╣ż╦ć│▀┤ńŻ¼╣ż╦ćėÓ┴┐┼c╣½▓ŅŻ¼ŪąŽ„ęÄĘČĄ╚ĮM│╔ĪŻ
╣ż╦ć║¼┴┐┼c╣½▓ŅĄ─ś╦£╩╗»Ż║
3.1 ╣żą“ķg╝ė╣żėÓ┴┐╝░╣½▓Ņ
╣żą“ķg╝ė╣żėÓ┴┐╝░╣½▓Ņ╚ĪøQė┌įŁ▓─┴ŽĪóįOéõŠ½Č╚Īó╝ė╣żĘĮĘ©Īó╣żą“ķg╝╝ągę¬Ū¾╝░╣ż╚╦╝╝ąg╦«ŲĮĄ╚Ż¼į┌▀@ĘĮ├µ¼Fęčą╬│╔▓┐Ęų▓┐ŅCś╦£╩Ż¼ęŖJB/E307.1-13-88ĪČŪąŽ„╝ė╣ż═©ė├╣ż╦ć╩žätĪĘĪŻ╣ż╦ć║¼┴┐ś╦£╩╗»Š═╩Ūį┌▒ŻūC┴Ē╝■ūŅĮKŠ½Č╚ę¬Ū¾Ą─Ū░╠ߎ┬Ż¼▒M┴┐£p╔┘╣ż╦ćėÓ┴┐Ż¼ę╗ät£p╔┘▓─┴ŽŽ¹║─Ż¼Č■ät×ķ£p╔┘╣żčbęÄĖ±╠ß╣®┴╦ĘĮ▒ŃŚl╝■Ż¼ę╗ÅSĖ∙ō■▒ŠŲ¾śIŪķørųŲČ©┴╦╣żą“ķg╝ė╣żėÓ┴┐ĪŻ
3.2 ╣ż╦ć│▀┤ńś╦£╩╗»
╣ż╦ć│▀┤ńś╦£╩╗»╝┤╩Ūī”┴Ń╝■╝ė╣ż╣ż╦ćųąĄ─╣żą“ķg│▀┤ń░┤ś╦£╩╗»įŁ└ĒųŲėå║Ž└ĒĄ─ś╦£╩Ż¼╣®╣ż╦ć╚╦åTį┌╣ż╦ćįOėŗųą▓╔ė├Ż¼ęį▀_ĄĮ£p╔┘ŪąŽ„╣żŠ▀║═╣żčbŲĘĘNĪóęÄĖ±ų«─┐Ą─ĪŻ×ķķ_š╣╣żčbś╦£╩╗»ųŲįņ┴╦Śl╝■ĪŻ╚ń┬▌╝yĄū┐ūų▒ÅĮĮyę╗║¾Ż«ät╦∙ė├Ń@Ņ^ĪóŃ@╠ūĄ─ų▒ÅĮĪóęÄĖ±ę▓Š═ŽÓæ¬Ą─Įyę╗ŲüĒ┴╦ĪŻī”ė┌▓╗═¼ų▒ÅĮĄ─┐ūŻ¼▌SĄ─▄ćĪóŃ@ĪóöUĪóŃqĪóńMĪó─źĄ╚╣ż╦ć│▀┤ńČ╝┐╔ęįā×╗»ĪóĮyę╗ĪŻ
3.3 ╣ż╦ćęÄ│╠ś╦£╩╗»
╦∙ų^╣ż╦ćęÄ│╠ś╦£╩Įø╩ŪųĖī”ę╗ą®ĮYśŗĪó│▀┤ńŽÓ╦ŲŻ¼Š▀ėąŅÉ╦Ų╣ż╦ć╠žš„Ą─┴Ń▓┐╝■ŠÄųŲĮyę╗Ą─Ąõą═╣ż╦ćęÄ│╠Ą─▀^│╠ĪŻ╣ż╦ćęÄ│╠ś╦£╩╗»╩Ūį┌╣ż╦ćę¬Ū¾ś╦£╩╗»Ż¼╣ż╦ćągšZĪó╣ż╦ćĘ¹╠¢ś╦£╩╗»Ą─╗∙ĄA╔Ž▀MąąĄ─ĪŻ
4 ╣ż╦ćčbéõś╦£╩╗»
╦∙ų^╣ż╦ćčbéõś╦£╩╗»Š═╩Ūī”ĮM│╔╣ż╦ćčbéõĄ─┴┐Īó╚ąĪóŖAĪó─ŻĪó▌oĪóŃQĄ╚▀Mąąś╦£╩╗»Ą─▀^│╠ĪŻ
4.1 ╣ż╦ćčbéõįOėŗś╦£╩╗»
╣ż╦ćčbéõįOėŗś╦£╩╗»╝┤╩Ū╣ż╦ć╚╦åTį┌ŠÄųŲ╣ż╦ć╬─╝■╝░╣ż╦ćčbéõįOėŗĢrŻ¼ūŅ┤¾Ž▐Č╚Ąž▓╔ė├ś╦£╩╣żčb╝░Ųõ┴Ń▓┐╝■Ż¼ęį▒M┐╔─▄ē║┐s╣żčbŲĘĘNĪóęÄĖ±Ą─▀^│╠Ż¼Š▀¾w░³└©Ż║┴┐Īó╚ąĪó▌oĪóŃQĪó─ŻĪóŖAŠ▀┴Ń▓┐╝■Ą─ś╦£╩╗»ĪŻę╗ÅSųąĄ─╣ż╦ćčbéõų„ę¬ėą╚²ĘNŅÉą═Ż║īŻė├╣żčbŻ¼═©ė├╣żčb║═ś╦£╩╣żčbĪŻ═©ė├╣żčb║═▓┐Ęųś╦£╩╣żčbŻ©╣żŠ▀Ż®ėąīŻķT╣żÅS╔·«aŻ¼┐╔ęį═Ō┘ÅŻ¼║▄┤¾▓┐Ęųś╦£╩╣żčbąĶūįųŲķ_š╣╣żčbś╦£╩╗»╣żū„Ż¼ī”įOėŗČÓĘN╣żčbŠ▀ėą║▄┤¾Ą─ęŌ┴xĪŻ
ÖCėåŖAŠ▀╩ŪĖ„╣żÅSį┌ÖCąĄ╝ė╣żųą╩╣ė├ūŅÅVĘ║Ą─╣ż╦ćčbéõų«ę╗Ż¼╦³─▄Ė∙ō■╝ė╣ż╣ż╦ć▀^│╠Ą─ę¬Ū¾Ż«čĖ╦┘┤_Č©╣ż╝■ī”ÖC┤▓Ą─ŽÓī”╬╗ų├Ż¼Ą├ęį┐ņ╦┘ĄžčbŖA╣ż╝■ĪŻ─┐Ū░į┌Ė„╣żÅSųą¤ošō╩ŪįOėŗ▀Ć╩ŪųŲįņĖ„ŅÉŖAŠ▀Ż¼Ųõ╣żū„┴┐Č╝╩Ū▌^┤¾Ą─Ż¼▓─┴ŽŽ¹║─ę▓▌^ČÓŻ¼ė╚Ųõ╩Ū«aŲĘĖ³ą┬ĢrŻ¼Ųõųą┤¾▓┐ĘųČ╝▓╗─▄į┘ė├Ż¼įņ│╔║▄┤¾Ą─└╦┘MŻ¼╚ń╣¹ś╦£╩╗»╣żū„ķ_š╣Ą├║├Ż¼Š═┐╔ęį║▄║├ĄžĮŌøQ▀@éĆå¢Ņ}Ż¼ÖC┤▓ŖAŠ▀Ą─ś╦£╩╗»┐╔ęįÅ─üĒė├Ąõą═ĮYśŗŻ¼ś╦£╩┴Ń╝■Ż¼═©ė├ŖAŠ▀║═ĮM║ŽŖAŠ▀Ą╚ÄūéĆĘĮ├µüĒ▀MąąĪŻ
┴┐Š▀╩Ū╣żÅS╩╣ė├ūŅÅVĘ║Ą─╣żŠ▀▀@ę╗Ż¼š╝ō■ŽÓ«ö┤¾Ą─▒╚ųžŻ¼ėų╩Ūęū─źōpŻ«Ž¹║─┴┐┤¾Ą─╣żŠ▀Ż¼║▄ČÓ═©ė├┴┐Š▀ęčĮøś╦£╩╗»Ż¼▓óėąīŻķT┴┐Š▀ÅS╔·«aŻ¼Ą½ėąą®╣Ō╗¼┴┐ęÄĪóąĪöĄ┴┐ęÄĪó£y┴┐śė░ÕĪóÖz░¶ĪóÖz╠ūĪóå╬µI┴┐ęÄĪó╗©µI┴┐ęÄĪóÕFČ╚┴┐ęÄĄ╚Š∙┐╔ģóššć°╝ęś╦£╩ųŲėå×ķ╣żÅSś╦£╩Ż¼ė╔ę╗ÅSūįųŲŻ¼£p╔┘īŻė├╣żčbĄ─įOėŗĪŻ
4.2 ╣ż╦ćčbéõįOėŗ╬─╝■ś╦£╩╗»
╣ż╦ćčbéõįOėŗ╬─╝■ś╦£╩╗»╩ŪųĖį┌īŻė├╣ż╦ćčbéõįOėŗųąŻ¼Ųõ╬─╝■ŠÄ╠¢Ż¼Ė±╩Į╝░ā╚╚▌╠ŅīæĄ╚│²░┤JB/E187.5-82ĪČīŻė├╣ż╦ćčbéõįOėŗ╬─╝■Ė±╩ĮĪĘų«═ŌŻ¼īŻė├╣ż╦ćčbéõłDśė▀Mąąś╦£╩╗»īÅ▓ķŻ¼▀@ę╗╣żū„╩Ū╣ż╦ćčbéõś╦£╩╗»╣żū„Ą─ųžę¬ā╚╚▌ų«ę╗Ż¼ī”╣żčbįOėŗ╬─╝■欎±«aŲĘ╬─╝■ę╗śėŻ¼░┤ššJB/E222-82ĪČ«aŲĘłDśė╝░įOėŗ╬─╝■Ą─ś╦£╩╗»īÅ▓ķĪĘ▀MąąĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ī”╣ż╦ćś╦£╩╗»╣żū„ĮYśŗĄ─Ęų╬÷






















