



═Č┘YERPĒŚ─┐ę╗░ŃüĒšfī”Ų¾śIČ╝┤µį┌ų°║▄┤¾Ą─═Č┘Y’LļUŻ¼ī”ė┌Ų¾śIüĒųvę╗░ŃČ╝┤µį┌ų°ī”ė┌īŹ╩®ERP─┐ś╦▓╗├„┤_ĪóšJūR▓╗ŪÕ╬·ĪóŲ¾śI╗∙ĄA╣▄└Ē▒Ī╚§Īó╚╦▓┼ģTĘ”ĪóīŹ╩®├¼Č▄ČÓĪó▓╗┐╔┐žę“╦žČÓĄ╚┴∙┤¾╣▓ąįĄ─å¢Ņ}ĪŻßśī”¢|’LŲ¹▄ćėąŽ▐╣½╦ŠįOéõųŲįņÅSŠ▀¾wĄ─Ų¾śIŪķørŻ¼Ž┬łD├Ķ╩÷┴╦įōÅS═©▀^īŹ╩®ERPę¬ĮŌøQĄ─╦─┤¾ŅÉå¢Ņ}Ż║
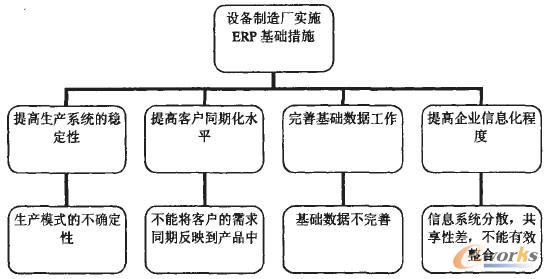
łD1 īŹ╩®ERPų«Ū░┤µį┌Ą─å¢Ņ}
ę╗Īó╠ßĖ▀╔·«aŽĄĮyĄ─ĘĆČ©ąį
1 å¢Ņ}Ęų╬÷
įOéõųŲįņÅSĄ─ÖC┤▓«aŲĘ╔·«aĘĮ╩Į╩Ūėåå╬╩Įå╬╝■ąĪ┼·╔·«aĮM┐ŚĘĮ╩ĮŻ¼┤µį┌ų°«aŲĘĮYśŗČÓūāŻ¼╔·«a─Ż╩Į┤µį┌ų°▓╗┤_Č©ąįĄ─å¢Ņ}Ż¼╩ŪīŹ╩®ERPųąĄ─╩ūę¬å¢Ņ}╦∙į┌ĪŻįOéõųŲįņÅS╔·«a╠ž³cęį(įOéõ)å╬╝■ąĪ┼·┴┐╔·«aĘĮ╩Į×ķų„Ż¼(╣żčb)ČÓŲĘĘNąĪ┼·┴┐╔·«a║═(Ų¹▄ć┴Ń╝■)ś╦£╩«aŲĘ┤¾┼·┴┐╔·«aĘĮ╩Į×ķ▌oŻ¼╚²ĘN▓╗═¼Ą─«aŲĘĮY║Ž╚²ĘN╔·«aĘĮ╩ĮŽÓ╗źž×┤®Ż¼ī”įōÅSĄ─╔·«a╝░╣▄└ĒĦüĒ║▄┤¾Ą─╠¶æąįŻ¼ŲõŽÓ╗źĻPŽĄ╝░▓┐ĘųĮŌøQ┤ļ╩®╚ńłD2╦∙╩ŠĪŻ
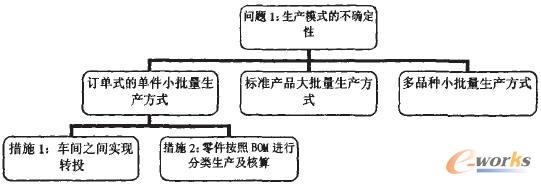
łD2 «aŲĘĮYśŗå¢Ņ}Ęų╬÷
ī”ė┌ėåå╬╩ĮĄ─å╬╝■ąĪ┼·┴┐╔·«aĘĮ╩ĮŻ¼╔ńĢ■ąĶŪ¾ūā╗»┐ņŻ¼Š═ę¬Ū¾▓╗öÓĄžķ_░lą┬«aŲĘŻ¼į÷╝ė«aŲĘŲĘĘNŻ¼ė╔ė┌╩Ūėåå╬╩Į╔·«aŻ¼«a│╔ŲĘ▓╗─▄Äņ┤µŻ¼╦∙ęįė├æ¶ī”ė┌«aŲĘĄ─Į╗žøŲ┌ę▓į┌▓╗öÓę¬Ū¾┐sČ╠ĪŻ╚ń║╬╝ėÅŖ╣▄└Ēą┼ŽóŽĄĮyĄ─Į©įOŻ¼ī”ė┌┐sČ╠Į╗žøŲ┌Īó╠ßĖ▀«aŲĘ┘|┴┐ĪóĮĄĄ═ųŲįņ│╔▒Šė╚×ķųžę¬ĪŻ¢|’L╚š«a║Ž┘Y║¾Ż¼ų▓Įę²╚ļ╚š«aŽ╚▀M╣▄└Ē└Ē─ŅŻ¼ ╚ńQCDĖ─╔ŲŻ¼╝┤┘|┴┐QualityĪó│╔▒ŠCostĪóĮ╗žøŲ┌DeliveryĄ─▓╗öÓā×╗»║═Ė─▀MŻ¼╗∙ė┌QcD▓╗öÓĖ─╔ŲĄ─ę¬Ū¾Ż¼╣▄└Ēą┼ŽóŽĄĮyĄ─ā×╗»║═Ė─▀MĄ─▒žę¬ąį╚šęµ├„’@ĪŻįOéõųŲįņÅSėåå╬╩ĮĄ─å╬╝■ąĪ┼·┴┐╔·«aĘĮ╩ĮĄ─ų„ꬫaŲĘ╩ŪĮM║ŽÖC╝░║ĖčbŖAŠ▀Ą╚čbéõ«aŲĘŻ¼▀@ą®«aŲĘų„ę¬ėąęįŽ┬ÄūéĆĘĮ├µĄ─╠ž³cŻ║
(1)«aŲĘŲĘĘNČÓŻ¼«aŲĘ«a┴┐╔┘Ż¼ųžÅ═╔·«a═¼ĘN«aŲĘĖ┼┬╩ąĪĪŻĮžų┴2006─Ļ8į┬Ę▌Ż¼įOéõųŲįņÅSęčĮøįOėŗųŲįņūįäėŠĆ121ŚlŻ¼ø]ėąę╗ŚlūįäėŠĆŽÓ═¼Ż¼ų╗ėą6ŚlūįäėŠĆŽÓ╦ŲŻ¼▒╚└²š╝ĄĮ5ŻźŻ¼ĮM║ŽÖC┤▓╔·«a778┼_Ż¼ŽÓ═¼╗“ŽÓ╦ŲĄ─įOéõ▓╗│¼▀^7ŻźŻ╗
(2)╔·«a▀^│╠ČÓśė╗»Ż¼įŁ▓─┴Žūā╗»ČÓĪŻĮM║ŽÖC┤▓«aŲĘ║═╣żčb«aŲĘĄ─įŁ▓─┴Ž2006─Ļ9į┬Ę▌▓╔┘ÅŲĘĘN▀_ĄĮ775ĘNŻ¼Ųõųąõō▓─645ĘNŻ¼Ų¹▄ć┴Ń▓┐╝■╔·«a▓╔┘ÅįŁ▓─┴ŽāHėą14ĘNŻ¼╦∙ęįš¹éĆĮM║ŽÖC┤▓Īó╣żčb«aŲĘĄ─įŁ▓─┴Ž╣®æ¬¾wŽĄ▀^ė┌Ęų╔óŻ¼▓╗└¹ė┌╔·«a▀^│╠ųąĄ─┐žųŲŻ╗
(3)╔·«ažō║╔╩ŪäėæBĄ─Ż¼╔·«a─▄┴”┼c╔·«ažō║╔ŲĮ║ŌĻPŽĄÅ═ļsŻ¼įņ│╔╝ė░Ó╝ė³c╗“ķ_╣ż▓╗ūŃŻ¼╝╚ėą╣ż╦ćąįčbéõŻ¼ę“žō║╔▓╗’¢ØMę╗╚╦ČÓÖC┤▓▓┘ū„Ż¼ėųėąéĆäe╣żą“ŠoÅłČÓ╚╦ę╗ÖCā╔░Ó╗“å╬░Ó╝ė░Ó▀\▐D╔·«aŻ¼š²╩Ūė╔ė┌▀@ĘN¼FĀŅŻ¼ĮoERP─▄┴”ŲĮ║Ō▀\╦ŃĦüĒ┴╦śO┤¾Ą─ļyČ╚Ż¼─▄┴”ŲĮ║Ōėŗ╦ŃĮY╣¹Ą─£╩┤_ąįę▓│╔×ķīŹ╩®ļy³cų«ę╗Ż╗
(4)«aŲĘęÄĖ±Īó«a┴┐Īó«aŲĘĮ╗ĖČ╚šŲ┌ČÓūāŻ¼«aŲĘĮ╗ĖČĢrå¢Å─Ų¹▄ć«aŲĘĄ─24ąĪĢręįā╚ĄĮūįäėŠĆ╔·«aĄ─14éĆį┬Ż¼Ųõųą╣żčbĄ─Į╗žøų▄Ų┌Å─20Ī¬90╠ņ▓╗Ą╚ĪŻ▓╔┘Å▓─┴Ž║═┴Ń▓┐╝■ę▓╩ŪĖ∙ō■ėåå╬▐D╗»│╔Ą─å╬╝■ąĪ┼·┴┐▓╔┘ÅŻ¼įņ│╔Įø│Ż├ō╣ØŻ╗
(5)╩ął÷ČÓūāŻ¼╔·«a▀^│╠ČÓśėŻ¼╔·«aėŗäØ╩▄╔·«a─▄┴”║═▓╔┘ÅĄ─ė░Ēæī¦ų┬ŅlĘ▒ūāĖ³Ż¼╣╠Č©│╔▒ŠĘųöé║═ūāäė│╔▒ŠĄ─ĮyėŗĘųŅÉ┤µį┌└¦ļyŻ╗
(6)╔·«a╣ż╦ćĄ─▓╗┤_Č©ąįĖ▀Ż¼╝ė╣ż▓┐ķTūā╗»ČÓŻ¼ė╔ė┌╣ż╦ć┬ĘŠĆĄ─ūā╗»įņ│╔╔·«aš{Č╚║═┐žųŲÅ═ļsĪŻ
ī”ė┌ś╦£╩«aŲĘ┤¾┼·┴┐╔·«aŻ¼«aŲĘ«a┴┐┤¾Ż¼╝ė╣żĢrķgČ╠Ż¼«aŲĘ╔·«aųžÅ═┬╩║▄Ė▀Ż¼╔·«aīŻśI╗»│╠Č╚ÅŖŻ¼╝ė╣ż─▄┴”╣╠Č©Ż¼╣żčbįOéõīŻķT╗»│╠Č╚Ė▀Ż¼╝ė╣ż╣ż╦ć┬ĘŠĆ╩ŪīŻŠĆ┤¾┴„╦«╩Į╔·«aĪŻŲõą┼Žó╣▄└Ē┐žųŲ▌^×ķ║åå╬Ż¼╚ńŲĮ║Ōæę╝▄Ą╚Ų¹▄ć┴Ń╝■«aŲĘĪŻ
ī”ė┌ČÓŲĘĘNąĪ┼·┴┐╔·«aŻ¼Ųõ╠ž³c╩Ū«aŲĘĘN▌^ČÓŻ¼Ė„ĘN«aŲĘ«a┴┐ČÓ╔┘▓╗Ą╚Ż¼ųžÅ═╔·«a═¼ĘN«aŲĘėąę╗Č©ĢrķgķgĖ¶Īó╔·«aīŻśI╗»│╠Č╚▌^Ą═Īó╝ė╣ż─▄┴”Īó╣żčbįOéõėą▓┐ĘųīŻķT╗»Īó╝ė╣ż╣ż╦ć┬ĘŠĆĘŪ╚½▓┐╣╠Č©╗»Īó┴Ń▓┐╝■╝ė╣ż▀^│╠ĘŪ╚½▓┐┴„╦«╩ĮŻ¼╝ė╣żĢrķgę▓▓╗┤_Č©Ż¼╚ńįOéõųŲįņÅSĄ─ŖAĪó▌oŠ▀Ą╚╣żčb«aŲĘĪŻ
2 ┤ļ╩®┼cĮ©ūh
╔·«aå╬į¬╩ŪĖ∙ō■«aŲĘĄ─▓╗═¼Č°ĘųäeįOų├Ą─Ż¼▓╗═¼«aŲĘų«ķgļyęįīŹ¼F┘Yį┤╣▓ŽĒĪŻ╚ń║╬ĮŌøQ▀@ŅÉå¢Ņ}Ż¼īŹ¼F▄ćķgų«ķg▐D═ČŻ¼┤“ŲŲ▄ćķgų«ķgę“«aŲĘČ°įOų├Ą─╣ż╦ć▓╝ŠųĘĮ╩Į╩ŪĮŌøQ┤╦ŅÉå¢Ņ}Ą─┤ļ╩®ų«ę╗ĪŻ▓╗═¼«aŲĘų«ķgĄ─╔·«aĮM┐ŚĘĮ╩Į┤µį┌ų°▓Ņ«ÉŻ¼ėą╩Ūęį┴Ń╝■ĘĮ╩ĮŻ¼ėąĄ─╩Ūęį▓┐╝■ĘĮ╩Į▀Mąą│╔╠ūĄ─╔·«aŻ¼ŽÓ╗źų«ķg╝╚ėąĮ╗▓µŻ¼ėųėąĘųäeŻ¼╔·«aĮM┐ŚĄ─ļSęŌąį▌^┤¾Ż¼įņ│╔ę“×ķ╔·«aĮM┐ŚĘĮ▒ŃąĪ┼·┴┐═Č╚ļįņ│╔Äņ┤µį÷╝ėŻ¼▓╗ŪĪ«öĄ─║Ž▓óĮM┐Ś╔·«aįņ│╔┴╦Ž┬ė╬╣▄└Ē╔ŽĄ─╗ņüyŻ¼īŹ¼F┴Ń╝■░┤ššBOM▀MąąĘųŅÉ╔·«a╝░║╦╦ŃŻ¼ŠÄ┼┼ėŗäØĄ──Ż╩ĮĮyę╗│╔┴Ń╝■╝ēäeŻ¼į┘░┤ššBOM▀MąąĮyę╗Ą─š¹║Ž║═ėŗ╦ŃŻ¼Š═ĮŌøQ┴╦╔·«a─Ż╩Į▓╗┤_Č©Ą─å¢Ņ}ĪŻ
(1)▄ćķgų«ķg▐D═Č
░┤šš«aŲĘĄ─▄ćķg▓╝ŠųĪó╣ż╦ćįOéõ┼õų├╩Ū▄ćķgų«ķgĪó«aŲĘų«ķgīŹ¼F┴Ń╝■╣żą“ŽÓ╗ź┴„▐DĄ─ūŅ┤¾šŽĄKĪŻįOéõųŲįņÅSĖ∙ō■«aŲĘ╠žąįĘų×ķ5éĆ«aŲĘ▄ćķg║═2éĆ▌oų·▄ćķgŻ¼Ųõųą╚²éĆÖCąĄ╝ė╣ż▄ćķgĄ─įOéõ▓╝ŠųĪó░▓┼┼ėąųž»BĄ─▓┐ĘųĪŻ▒╚╚ńŻ║ĮM║ŽÖC╝ė╣ż▄ćķg║═ŖAŠ▀▄ćķgČ╝ėą┤¾┼┘ĪóŃŖ┤▓Īó▄ć┤▓Ż¼ĮM║ŽÖC╝ė╣ż▄ćķg┼cčb┼õįOéõ▄ćķgČ╝ėą┴ó╩Į╝ė╣żųąą─║═┼P╩ĮńM┤▓Ż¼ĮMčb▄ćķg║═ŖAŠ▀▄ćķgČ╝ėąŃQ╣ż┐╔ęį▀Mąąčb┼õĄ╚ųT╚ń┤╦ŅÉĄ─ŽÓ═¼╗“ŽÓĮ³Ą─╣ż╦ć▒ŻūC─▄┴”ĪŻ▄ćķgų«ķg░┤šš«aŲĘĄ─▓╗═¼╚ńłD3╦∙╩ŠĪŻ
Ųõųą╣ż╦ćŠÄųŲ╩ŪĖ∙ō■«aŲĘĄ─▓╗═¼Č°▀MąąĄ─Ż¼ę“▄ćķg─▄┴”▓╗ūŃ╗“×ķ┴╦ŲĮ║ŌŲõ╦³▄ćķgžō║╔Ż¼īóĮM╝ė▄ćķg▓┐Ęų┴Ń▓┐╝■▐D╚ļŖAŠ▀▄ćķgĪóčb┼õįOéõ▄ćķg╔·«aŻ¼▀@ĘN▓┘ū„─Ż╩ĮĘQ×ķ▐D═ČĪŻ
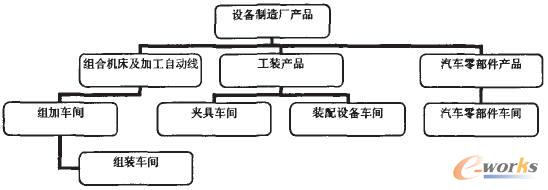
łD3 įOéõųŲįņÅS«aŲĘ╝░▄ćķgŽÓ╗źĻPŽĄłD
įŁŽ╚ŽĄĮy▐D═ČąĶę¬Įø▀^ųŲįņ╝╝ąg▓┐Ż¼į┌CAPPųą░┤ą┬┴Ņ╠¢Į©┴ó▐D═Č║¾«aŲĘĮYśŗ╝┤Ž╚Å═ųŲįŁ┴Ņ╠¢ĮYśŗŻ¼į┘äh│²ČÓėÓ▓┐ĘųŻ¼ūįäėĮyėŗ▐D═Č║¾Ą─ĘųŅÉ╣żĢrĪó┐é╣żĢrĪŻīóą┬┴Ņ╠¢Ą─┴Ń╝■ŪÕå╬Īó╣żą“╣żĢrī¦╚ļĄĮ╔·«aĮøĀI╣▄└ĒŽĄĮyųąĪŻį÷╝ė┴„│╠Łh╣ØĪŻį┌▓─┴ŽŪÕå╬╔Žūó├„┴Ž╦═▀_▄ćķgŻ¼ę“į┌ę╗éĆ▓─┴ŽŪÕå╬╔ŽŻ¼║▄╚▌ęū┐┤ÕeČ°╦═Õe▄ćķgĪŻ¼FėąŽĄĮy▐D═Č▓╗į┘Įø▀^ųŲįņ╝╝ąg▓┐Ż╗ųŲįņ┴Ņ╠¢▓╗į┘Ę┤ė│╝ė╣ż▄ćķgą┼ŽóŻ¼įō┴Ņ╠¢Ž┬┴Ń╝■ė╔──éĆ▄ćķg╔·«aį┌ūįųŲ╝■┼õ╠ūŪÕå╬ųąĘ┤ė│Ż¼ųŲįņ╣▄└Ē▓┐įOų├ÖÓŽ▐┐╔ęįš{š¹ĪŻ
įōĒŚūāĖ³į┌06─Ļ4į┬ęčĮø═Ļ│╔Ż¼ĮY╣¹╩Ū£p╔┘ųąķg┴„│╠Łh╣ØŻ¼├┐į┬╣Ø╩Ī6éĆ╣żū„╚╦/╚šŻ¼įŁŽ╚Õeš`┬╩×ķ╚fĘųų«╚²Ż¼īŹ╩®ĒŚ─┐║¾Õeš`┬╩×ķ┴ŃĪŻ╣Ø╩ĪĢrķg├┐éĆĒŚ─┐1éĆ╣żū„╚šŻ¼į┌╚╦╣ż│╔▒ŠĪóĢrķgų▄Ų┌ĪóCAPP▌ö│÷┘|┴┐╔ŽŠ∙Ą├ĄĮ┴╦╠ßĖ▀ĪŻ
(2)┴Ń╝■░┤ššBOM▀MąąĘųŅÉ╔·«a╝░║╦╦Ń
ųŲįņ╣▄└Ē▓┐īóę╗éĆĒŚ─┐Ž┬«aŲĘĮYśŗÖMŽ“Īó┐vŽ“ŽÓ═¼┴Ń▓┐╝■║Ž▓ó║¾ĮoČ©ę╗éĆųŲįņ┴Ņ╠¢(Ęų┼·═Č«aŻ╗į÷╝ė▓╔┘ÅĪóųŲįņ┼·┴┐)ĪŻųŲįņ┴Ņ╠¢┼c«aŲĘĮYśŗĻPŽĄ┤µį┌╚²ĘNŪķørŻ║ó┘ę╗éĆ«aŲĘŽ┬ę╗éĆ═Ļš¹(Ęų)▓┐╝■ę╗╚½▓┐ų▒ĮėĪóå¢ĮėūėĒŚŻ╗ó┌ę╗éĆ«aŲĘŽ┬▓╗═¼▓┐╝■(┐vŽ“║Ž▓ó)Ż╗ó█▓╗═¼«aŲĘŽ┬┴Ń▓┐╝■ĪŻ
įŁŽ╚Ė∙ō■│÷Äņå╬║╦╦Ń«aŲĘ│╔▒Š│÷¼F║╦╦Ńę╗éĆ«aŲĘĢr┤µį┌ę╗éĆ┴Ņ╠¢Ž┬ėą▓╗═¼Ą─«aŲĘ▓┐╝■(╔Ž╩÷Ūķør3)ĢrŻ¼«aŲĘ│╔▒Š║╦╦Ń▓╗£╩┤_Ż¼╚ń«aŲĘEQXl09Ż¼╚¶║╦╦Ń┐╝æ]ųŲįņĘų┴Ņ╠¢Z0602-12-03Ż¼ę“įō┴Ņ╠¢░³║¼EQXI lO▓┐Ęų│╔▒ŠŻ¼ī¦ų┬│╔▒Šį÷╝ėŻ¼╚¶║╦╦Ń▓╗┐╝æ]ųŲįņĘų┴Ņ╠¢Z0602-12-03Ż¼ätĮyėŗ│╔▒Š▒╚īŹļH│╔▒Š£p╔┘ĪŻ
ī”╔·«aąįŅIė├Ż¼│÷Äņ▒žĒÜųĖČ©įōŅIė├ßśī”──éĆųŲįņĘų┴Ņ╠¢Ż¼──éĆ«aŲĘ(ūįäėŠĆ«aŲĘĪóå╬ÖC«aŲĘ)Ż¼▀@śė┐╔ęį░┤ųŲįņĘų┴Ņ╠¢ĘĮ╩Į║╦╦ŃŻ¼ę▓┐╔ęį░┤«aŲĘ║╦╦Ń│╔▒ŠĪŻ
Č■Īó╠ßĖ▀┐═æ¶═¼Ų┌╗»╦«ŲĮ
1 ═¼Ų┌╔·«a
┼c┐═æ¶═¼Ų┌╗»╦«ŲĮĄ═Ž┬Ż¼▓╗─▄īó┐═æ¶Ą─ąĶŪ¾═¼Ų┌Ę┤ė│ĄĮ«aŲĘĄ─┘|┴┐Īó│╔▒ŠĪóĮ╗žøĢrķgųą╩ŪŲ¾śI┤µį┌Ą─Ą┌Č■ĒŚ┤¾Ą─å¢Ņ}ĪŻįOĖ„ųŲįņÅSį┌īŹ╩®ERPŪ░į┌┘|┴┐Īó│╔▒Š║═Į╗žøŲ┌ĘĮ├µ┤µį┌ų°┼c┐═æ¶Ą─▓╗öÓūā╗»Ą─ę¬Ū¾▓╗─▄Ųź┼õĄ─¼FŽ¾Ż¼įņ│╔ė├æ¶═ČįVĪó«aŲĘ│╔▒Š┐žųŲ└¦ļyŻ¼▀^Ų┌┘Mė├ČÓĄ╚▓╗└¹ė┌Ų¾śI╠ß╔²ė»└¹─▄┴”Ą─ŪķørĪŻ
═¼Ų┌╔·«aŻ¼╩ŪųĖĪ░Å─╔Žė╬╣żą“ĄĮŽ┬ė╬╣żą“═¼ĢršŲ╬š┐═æ¶ą┼Žó(ėåå╬ą┼Žó)Ż¼śŗų■¤o╔·«aŠĆ═Ōą▐└ĒĄ─ųž┤¾┘|┴┐å¢Ņ}Īó▀B└m╩Į╔·«aĘĮ╩ĮŻ¼═¼Ģrę▓▓╗ŲŲē─Ųõūį╚╗Ą─╔·«aĒśą“▀@ę╗╔·«aĀŅæBĪ▒ĪŻ┐═æ¶ėåå╬ą┼Žó═¼Ģr▒╗╦∙ėą╣żą“╣▓ŽĒŻ¼į┌┤╦╗∙ĄA╔ŽŻ¼═©▀^┤_Č©╔·«aĄ─öĄ┴┐Īó╣żą“ęį╝░╔·«aĒśą“üĒ░▓┼┼╔·«aĪŻ├┐ę╗éĆ▓┐╝■Č╝▒ŻūCĖ▀ŲĘ┘|Ż¼Ūę▓╗ŲŲē─╔·«aĒśą“Ż¼▀@╝┤╩ŪŲõŠ½ļS╦∙į┌ĪŻŲõųą╦∙ųĖĄ─┐═æ¶ą┼ŽóŻ¼ę▓Š═╩Ūėåå╬ą┼ŽóŻ¼╩ŪųĖęįėåå╬┤_Č©╔·«a×ķ─┐ś╦ĘĮŽ“ĪŻ╦∙ėąĄ─╣żą“Č╝ę¬Ė∙ō■ęčĘ┤ė│┴╦┐═æ¶ėåå╬ą┼ŽóĄ─┤_Č©ėŗäØüĒĮM┐Ś░▓┼┼╔·«aĪŻÅ─╔Žė╬╣żą“ĄĮŽ┬ė╬╣żą“ę¬═¼ĢršŲ╬šą┼ŽóŻ¼▓╗āH░³└©ķ_░lįOėŗŻ¼▀Ć░³└©╣ż╦ćŠÄųŲĪó╝ė╣żĪóčb┼õĄ╚«aŲĘ╔·«aĄ─╔·«a┴„│╠Ż¼Ė³▀Mę╗▓ĮüĒšfŻ¼ę▓░³└©▓╔┘Å╝■╣®æ¬╔╠Ą─ĘŪś╦Č©ųŲĪŻ¤oųž┤¾┘|┴┐å¢Ņ}Ż¼╩ŪųĖ×ķ╠ßĖ▀ŲĘ┘|Ż¼╝┤▒Ń│÷¼F┴╦å¢Ņ}Ż¼ę▓ę¬į┌▀^│╠ųąĮŌøQĪŻ▓óŪęŻ¼ę¬╠ßĖ▀įOéõĄ─┐╔┐┐ąįŻ¼▓╗─▄ę“×ķĢ■░l╔·╣╩šŽČ°ČÓČ┌Ęeį┌ųŲŲĘĪŻśŗĮ©▀B└m╔·«aĘĮ╩Įæ¬ėąĄ─ą╬æB×ķŻ║¤o▓╗┴╝Īó¤o╣╩šŽĪó¤o£■┴¶Īó£╩éõĢrķgūŅąĪ╗»Ż¼╔·«aŠĆ¤oĘųų¦Īó¤o║Ž▓óŻ¼¤oąĶ║─┘M╣▄└Ē╣żĢrĪŻ╔·«aĒśą“ūį╚╗Č°▓╗╬╔üyĄ─╔·«aĀŅæB╩ŪųĖ▓╗ę└┘ćį┌ÄņŻ¼░┤ššėŗäØ░▓┼┼Ż¼ū±╩ž╔·«a┼c═Č╣®Ą─┴┐ĪóĢr³c║═Ēśą“ĪŻ
═¼Ų┌╔·«aĄ─╠žš„į┌ė┌ėåå╬┤_Č©╔·«aŻ¼║═ūĘŪ¾Ī░ėåå╬┤_Č©╔·«aĪ▒╦∙ę¬Ū¾Ą─ųŲįņĘĮ╩Į║═ĘĮĘ©Ż¼╩╣▓╗║Ž└ĒĄ─┴„│╠╗“╣ż╦ć▀^│╠’@¼F╗»ĪŻ╦∙ų^ėåå╬┤_Č©╔·«aŻ¼Š═╩Ūę¬īóėåå╬ą┼ŽóĘ┤ė│į┌╔·«aėŗäØųąŻ¼▓óć└Ė±░┤šš┤_Č©Ž┬üĒĄ─ėŗäØł╠ąą╔·«aĪŻŠ▀¾wüĒšfėąęįŽ┬╚²éĆ─┐Ą─Ż║ó┘╠ßĖ▀┤_Č©ėŗäØųąĄ─ėåå╬▒╚┬╩Ż╗ó┌¤ošō╚╬║╬╣żą“Ż¼Č╝ę¬░┤ššėŗäØ▀Mąą╔·«aŻ╗ó█į┌Ė„╣żą“ų«ķg£p╔┘Ą╚┤²ĢrķgĪŻ
×ķ┤╦Ż¼į┌£p╔┘╣żą“┴„▐DĢrķgĄ─═¼ĢrŻ¼▓╗šō╚╬║╬╣żą“Č╝ꬤoų╣Š│Ą─ūĘŪ¾ĢrķgĄ─┐sČ╠Ż¼╝┤╔·«aų▄Ų┌Ą─┐sČ╠Ż¼░┤šš┤_Č©ėŗäØ▒M┐╔─▄öU┤¾═¼Ų┌╔·«a╣żą“Ą─ĘČć·ĪŻĄ½╩Ū▓╗┐╔─▄╦∙ėąĄ─╣żą“Č╝░┤šš┤_Č©Ą─ėŗäØ▀Mąą╔·«a║═▐Dą“Ż¼¼FīŹųąŠ═┤µį┌ėąŽ±ĘĮ░ĖįOėŗĪó╣ż╦ćįuīÅĪóįŁ▓─┴Ž£╩éõ─Ūśė▓╗Ą├▓╗į┌ĒŚ─┐┐é¾wėŗäØūŅĮK┤_Č©Ū░Ż¼╠ßŪ░ų°╩ųķ_╩╝╔·«a£╩éõĄ─ūŅ╔Žė╬╣żą“ĪŻ
Ž±▀@ĘN╠ßŪ░╔·«a│÷╬’ŲĘęįéõė├Ģr╦∙ąĶĄ─▀@ę╗ĘĮ╩ĮŻ¼╩Ū═©▀^└¹ė├ŅA£yą┼ŽóüĒ▀Mąą╔·«a┼c═Č╚ļĄ─Ż¼Ą½╝┤╩╣į┌▀@ĘNŪķørŽ┬Ż¼×ķ┴╦ūŅ┤¾Ž▐Č╚Ą─£p╔┘Äņ┤µŻ¼ī”╬’ŲĘ┴„äėĄ─▀^│╠▀MąąĖ─╔Ų╚į’@Ą├ĘŪ│Żųžę¬ĪŻ
ų╗ėą╩╣ė├┴╦īŹĢrą┼ŽóŻ¼ļx╔óųŲįņĒŚ─┐▓┼Š▀éõīŹ╩®ERPĄ─Śl╝■ĪŻą┼Žóé„▀fĄ─£■║¾Ż¼ę▓╩Ū╣▄└Ē▄ø╝■ø]ėą│╔╣”Ą─įŁę“ų«ę╗Ż¼═∙═∙ą┼Žóé„▀fĄĮ╬╗║¾Ż¼į┘Ė∙ō■ą┼Žóū÷│÷Ą─┼ąöÓøQ▓▀╗“╩ŪųŲėåėŗäØęčĮø▀^ĢrŻ¼╩¦╚ź┴╦ėŗäØūāĖ³Ą─╝░ĢrąįĪŻīŹĢrą┼ŽóĄ─é„▀fŻ¼╩ŪīŹĢr═¼Ų┌╗»╔·«aĄ─▒žę¬ę“╦žų«ę╗ĪŻ
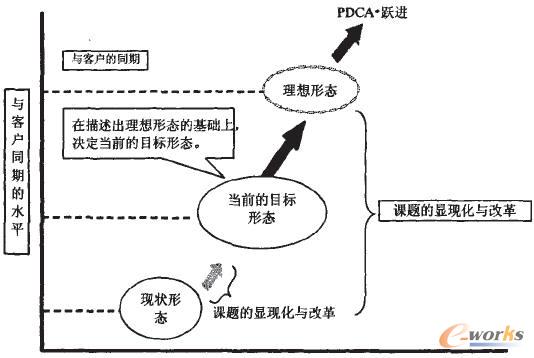
¤oų╣Š│ĄžūĘŪ¾┼c┐═æ¶Ą─═¼Ų┌Ż¼╚ńĖĮłD4╦∙╩ŠŻ¼╝┤╩Ū═©▀^╠ß╣®Ė▀ŲĘ┘|Ą─╔╠ŲĘ┼cĘ■䚯¼śŗų■┼c┐═æ¶ų«ķgĄ─ą┼┘ćĻPŽĄŻ¼┐sČ╠┼c┐═æ¶ų«ķgĄ─ŠÓļxŻ¼ęįŪ¾Ųõ│╔×ķŲ¾śIķLŲ┌Ą─ĪóųęīŹĄ─┐═æ¶Ż¼╣╩ąĶę¬╩╝ĮKĄžūĘŪ¾ęįŽ┬╚²éĆ═¼Ų┌Ż║
ó┘ŲĘ┘|(Quality)Ą─═¼Ų┌Ż║ę¬═Ļ╚½░┤šš┐═æ¶╦∙╠ß│÷Ą─ŲĘ┘|ę¬Ū¾▀Mąą╔·«aųŲįņĪŻę¬Ģr│Żī”┐═æ¶╦∙┐╩Ū¾Ą─ŲĘ┘|▀Mąą░č╬šŻ¼╔·«aųŲįņ│÷─▄ØMūŃ┐═æ¶ę¬Ū¾Ą─«aŲĘĪŻ
ó┌│╔▒Š(Cost)Ą─═¼Ų┌Ż║ę¬┼┼│²¤oĘ©Å─┐═æ¶─Ū└’╚ĪĄ├Ą╚ār╗žł¾Ą─└╦┘MĪŻ×ķ┤╦Ż¼ė┌─Ūą®╦∙ų^─▄ē“Å─┐═æ¶─Ū└’╚ĪĄ├Ą╚ār╗žł¾Ą─ĖĮ╝ėārųĄŻ¼ę¬ųžą┬╠Į╦„Ż¼│²┤╦ų«═ŌĄ─╣żą“╝░▓┘ū„ę¬ęĢ×ķ└╦┘MŻ¼łįøQÅžĄūĄžėĶęį┼┼│²ĪŻ
ó█Ģrķg(Time)Ą─═¼Ų┌Ż║▓╗āHāHę¬į┌┐═æ¶╦∙ŽŻ═¹Ą─╚šŲ┌īó╔╠ŲĘĮ╗ĖČĄĮ┐═æ¶╩ųųąŻ¼▀Ćę¬┐sČ╠╔·«aų▄Ų┌┼cķ_░lų▄Ų┌Ż¼ęįŪ¾¤oų╣Š│Ą─└Ł▀M┼c┐═æ¶Ą─ŠÓļxĪŻ
2 ┤ļ╩®┼cĮ©ūh
łD4 ūĘŪ¾┐═æ¶═¼Ų┌╗»łD
╝ėÅŖŲ¾śIĄ─╗∙ĄA╔·«a¾wŽĄĮ©įOŻ¼░┤ššŠ½ęµ╔·«aĄ─ĮM┐Ś╦╝┬ĘŻ¼▓╗öÓ═Ļ╔Ų╝╝ągĪó▓╔┘ÅĪó╔·«aų«ķgĄ─ŽÓ╗źĻPŽĄŻ¼╝ėÅŖŽÓ╗źų«ķgĄ─Ųź┼õŻ¼░┤šš═¼Ų┌╗»╔·«aĄ─ę¬Ū¾▓╗öÓ╠ßĖ▀Ų¾śIā╚▓┐Ą─Ė„ĒŚ╣▄└ĒŁh╣ØŻ¼╩ŪĮŌøQ┼c┐═æ¶═¼Ų┌╗»╦«ŲĮ▓╗ę╗ų┬Ą─ėąą¦╩ųČ╬ų«ę╗ĪŻ
įOéõųŲįņÅSįO┴ó╚š«aŽÓĻPŲ¾śIū„×ķĄõĘČ(Benchmarking)üĒ▀Mąą╣▄└Ē╔ŽĄ─Ė─╔ŲŻ¼╝┤▓╗öÓīóŲ¾śIūį╔ĒśI┐ā┼c╩└Įń╔ŽŅIŽ╚Ą─ĮM┐ŚÖCśŗśI┐ā▓╗öÓ▀Mąą▒╚▌^Ż¼šę│÷▓ŅŠÓŻ¼Å─Č°Ä═ų·Ų¾śIūį╔ĒĖ─▀MśI┐āĄ─▀^│╠ĪŻ¤oų╣Š│ĄžūĘŪ¾šnŅ}Ą─’@¼F╗»┼cĖ─Ė’Ż¼╩ŪųĖīóų┴Į±×ķų╣ļyęįĘ┤ė││÷üĒĄ─Ż¼╗“š▀šf▓╗įĖĘ┤ė││÷üĒĪóļ[▓žĄ─å¢Ņ}Ż¼ĘeśOĄž▒®┬Č’@¼F│÷üĒŻ¼īżŪ¾Ė─╔ŲĪóĖ─Ė’Ą─ÖCĢ■Ż¼│»ų°─┐ś╦ĘĮŽ“┼¼┴”Ū░▀MĪŻ
Š▀¾wĄžšfŻ¼į┌┴╦ĮŌ¼FĀŅą╬æBĄ─╗∙ĄA╔ŽŻ¼ūįąąįOČ©═¼Ų┌╔·«aĄ─└ĒŽļą╬æBŻ¼▓ó┼cŽÓĻP╚╦åT╣▓ŽĒĪŻČ°Ūęū„×ķŲõ─┐ś╦ĘĮŽ“Ą─ļAČ╬▓Į¾EŻ¼ę¬┤_Č©«öŪ░─┐ś╦ą╬æBŻ¼▓ó×ķŲõīŹ¼FČ°ū÷│÷┼¼┴”ĪŻŽ“ų°─┐ś╦ą╬æB╠¶æŪ░▀MĢrŻ¼ę¬╩╣Ė„ĘNĖ„śėĄ─šnŅ}ųę╗’@¼F╗»ĪŻ┤╦¼FĀŅ┼c─┐ś╦ą╬æBĄ─▓ŅŠÓ╝┤╩ŪšnŅ}Ą─’@¼F╗»Ż¼ĮŌøQ╣ź┐╦▀@ą®▓ŅŠÓ╝┤╩ŪĖ─Ė’ĪŻ
└ĒŽļą╬æB┼c─┐ś╦ą╬æBŻ¼╩Ū╔·«aśŗ│╔ĀŅæBĄ─▒Ē¼FŻ¼Ųõ╦«£╩═©▀^ś╦ŚU╝░ą╬ą╬╔½╔½Ą─įuār│▀Č╚üĒ▀Mąą“×ūC║Ō┴┐Ż¼▓óīóŲõū„×ķ─┐ś╦▀MąąįOČ©Ż¼▓óŪę×ķŲõ▀_│╔ą┬Ą─╣źĻPĮŌøQĘĮ▓▀╚į’@Ą├╩«Ęų▒žę¬Ż¼Ųõ╝╝ągų¬ūRĮø“×╦∙Ęe└█ę▓║▄ųžę¬ĪŻĘe└█ŲüĒĄ─╝╝ągų¬ūRĮø“×ę¬ū„×ķ╗Ņäė▓Į¾E▀Mąąś╦£╩╗»Ż¼▀Mąą╦«ŲĮš╣ķ_ĪŻ
įOéõųŲįņÅSį┌═¼Ų┌╔·«aĄ─ę¬Ū¾Ż¼├┐ę╗ĒŚČ╝ėą▌^┤¾Ą─▓ŅŠÓĪŻš²╩ŪŽŻ═¹ūĘŪ¾╚²ĘNų▄Ų┌Ą─ūĘŪ¾║═Ė─╔ŲŻ¼═©▀^¤oų╣Š│Ą─šnŅ}’@¼F╗»┼cĘ┤Å═▓╗öÓĄžĖ─Ė’Ż¼üĒ╩╣╔·«aųŲįņĄ─śŗ│╔¾wŽĄĢr│Ż▒Ż│ų│ų└m▄S▀MĄ─æBä▌▀MąąŻ¼×ķ╠ß╔²╔Ž╩÷╚²ĘN═¼Ų┌╗»╦«ŲĮŻ¼Ų¾śI╩ūŽ╚ę¬Į©┴óā╚▓┐Ą─╚²łA▒ŻūC¾wŽĄŻ¼╚ńłD5╦∙╩ŠĪŻ
£╩Ģr╗»╔·«aĄ─└ŁäėĘĮ╩ĮøQČ©┴╦╦³Ą─╔·«aėŗäØ╩Ūę╗éĆĄ╣┼┼Ą─ėŗäØĪŻę▓Š═╩ŪšfÅ─Į╗│÷Ž“Ū░ę╗Ą└╣żą“Ī½Ą└╣żą“Īóę╗éĆ▄ćķgę╗éĆ▄ćå¢Ąž(╗“ę╗éĆå╬╬╗ę╗éĆå╬╬╗)░▓┼┼╣سcĪŻ┤¾ĄĮ▓┐╝■ĪóąĪĄĮ┴Ń╝■Ż¼ā╚ĄĮ╝ė╣ż╝■Īó═ŌĄĮ▓╔┘Å╝■ĪŻę¬▒ŻūC£╩Ģr╗»Ż¼╩ūŽ╚ę¬ū÷║├ęįŽ┬╗∙ĄA╣żū„Ż║

łD5 Š½ęµ╔·«a╚²łA▒ŻūC¾wŽĄłD
(1)įOėŗæ¬ė╔ūĘŪ¾Ön┤╬╦«ŲĮĪó╗³╝Ō╝╝ągŽ“▀mė├ąį▐DūāĪŻ▀mė├ąįĄ──┐ś╦╩ŪŻ║ś╦£╩╗»│╠Č╚Ė▀Īó╝╝ąg┐╔┐┐│╔╩ņĪóęūčbęūš{ęū╩╣ė├Ż¼╝┤Ę└ų╣Ī░▀^ĘųĪ▒ĪŻ
(2)╣ż╦ćæ¬ė╔ūĘŪ¾ś╦£╩╗»Ž“ą┬╣ż╦ć▐DūāĪŻą┬╣ż╦ćĄ──┐ś╦╩ŪŻ║┤_Ūą▒ŻūC┘|┴┐Īó┐sČ╠╝ė╣ż╣żą“Īó╠ßĖ▀╝ė╣żą¦┬╩Ż¼ūŅĮKė├ą┬╣ż╦ćüĒ▒ŻūC£╩Ģr╗»╔·«aĪŻ
(3)▓╔┘Åė╔ūĘŪ¾╠ßŪ░ĄĮžøŽ“£╩Ģr▐DūāĪŻ×ķ┤╦Ż¼ę¬╩ņŽżĖ„╣®žøÅS╝ęĄ─╣®žøų▄Ų┌╝░ą┼ūuĪŻ│Żė├╝■ė├Äņ┤µüĒĮŌøQŻ╗¼Fžø┘Å┘IāH┐╝æ]▀\▌öĢrķgĪŻś╦£╩«aŲĘęįėåå╬ĘĮ╩Į▓╔┘ÅŻ¼ę└ō■ų▄Ų┌┤_Č©ėåžøŪ░ų├Ų┌Ż╗ĘŪś╦▓╔┘ÅŻ¼ę└ō■ų▄Ų┌ę¬Ū¾įOėŗūŅ═Ē╠ß│÷ĢrķgĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║¢|’LŲ¹▄ćįOéõųŲįņÅSīŹ╩®ERP╗∙ĄA┤ļ╩®(╔Ž)
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401843168.html






















