



0 ę²čį
ėŗ╦ŃÖC▌oų·╣ż╦ćįOėŗ╩ŪųĖ└¹ė├ėŗ╦ŃÖC▄øė▓╝■╝╝ąg╝░ŲõÅŖ┤¾Ą─æ¬ė├ų¦ō╬ŲĮ┼_üĒųŲČ©┴Ń╝■╣ż╦ćĄ─▀^│╠ĪŻæ{ĮĶėŗ╦ŃÖCÅŖ┤¾Ą─öĄųĄėŗ╦ŃŻ¼▀ē▌ŗ┼ąöÓ║═ųŪ─▄═Ų└ĒĄ╚╣”─▄Ż¼ĮŌøQé„Įy╩ų╣ż╣ż╦ćįOėŗĄ─ųTČÓå¢Ņ}ĪŻ├┐éĆŲ¾śIĄ─čą░lČ╝Š▀ėąūį╔ĒĄ─╠ž╩ŌąįŻ¼─┐Ū░Ż¼ļSų°Ė„Ų¾śIą┬«aŲĘ═Ų│÷╦┘Č╚Ą─╝ė┐ņŻ¼═©ė├Ą─CAPP╣ż╦ć│÷¼FįOėŗą¦┬╩Ą═Ż¼įOėŗ│╔▒ŠĖ▀Ą╚å¢Ņ}Ż¼Ųõęč│╔×ķŲ¾śI┐ņ╦┘░lš╣Ą─Ų┐ŅiĪŻę“┤╦Ż¼ķ_░lįOėŗ▀m║ŽŲ¾śIūį╔Ē╠ž³cĄ─CAPPŽĄĮyŻ¼ęč│╔×ķĖ„éĆŲ¾śI─┐Ū░žĮ┤²ĮŌøQĄ─å¢Ņ}ĪŻ
▒Š╬─ßśī”─│╩»ė═ÖCąĄŲ¾śIčą░lįOėŗųą│÷¼FĄ─å¢Ņ}Ż¼└²╚ńį┌╔·«a▀^│╠ųąįŁėą╩ų╣ż╣ż╦ć╣▄└Ēęč▓╗─▄▀m欼F┤·╗»╔·«aąĶŪ¾Ż║į┌╣ż╦ćŠÄųŲ▀^│╠ųąŻ¼│÷¼F┴╦╣ż╦ć╬─╝■▓ķšę└¦ļyĪó╗∙ĄA╣ż╦ćöĄō■▓╗ę╗ų┬Ż¼║åå╬╣ż╦ćųžÅ═ŠÄųŲĪó╣ż╦ćųĖī¦╬─╝■£■║¾ė┌╔·«aŻ¼ć└ųžųŲ╝s┴╦╔·«aą¦┬╩Ą─▀Mę╗▓Į╠ßĖ▀Ą╚ĪŻįOėŗ│÷┴╦ę╗╠ū╝»ÖC╝ė╣ż╣ż╦ć┐©Ų¼└LųŲŻ¼╣ż╦ćą┼Žó╣▄└Ē║═ČĪ╦ćą┼ŽóĮyėŗė┌ę╗¾wĄ─ÖC╝ėCAPPŽĄĮyĪŻ═¼Ģr┼cįōŲ¾śIĄ─ÕæįņCAPPŽĄĮy╝░ERPŽĄĮy╝»│╔Ż¼Č¶ųŲ┴╦ą┼Žó╣┬Źuå¢Ņ}Ą─░l╔·Ż¼▀Mę╗▓Į╠ßĖ▀┴╦╣ż╦ćĄ─ŠÄųŲą¦┬╩ĪŻ
1 ŽĄĮyķ_░ląĶŪ¾
CAPPį┌CADŻ¼CAMųąķgŲĄĮś“┴║║═╝~Ħū„ė├ĪŻCAPPĄ─▌ö│÷╩ŪCAM╦∙ąĶĄ─ą┼ŽóĪŻį┌Ž╚▀MųŲįņŽĄĮyĄ──Ż╩ĮŽ┬Ż¼CAPPŽĄĮy┼cŽ╚▀MųŲįņŽĄĮyĄ─Ųõ╦¹ūėŽĄĮyėąų°Šo├▄Ą─┬ōŽĄŻ¼╚ńłD1╦∙╩ŠĪŻ

łD1 CAPPŽĄĮy┼cŲõ╦¹ūėŽĄĮyų«ķgĄ─ĻPŽĄłD
ŽĄĮyķ_░lĄ──┐ś╦╩Ūūī╣ż╦ć╚╦åTÅ─ųžÅ═¤®¼ŹĄ─ÖCąĄ╩Įä┌äėųąĮŌĘ┼│÷üĒŻ¼╚źÅ─╩┬╣ż╦ćā×╗»╣żū„ĪŻ║å╗»╣ż╦ć£╩éõ┼c╣ż╦ć╬─╝■Ą─╣▄└ĒŻ¼┐sČ╠╣ż╦ć£╩éõų▄Ų┌Ż¼īŹ¼F╣ż╦ćįOėŗĄ─ęÄĘČ╗»Īóś╦£╩╗»Ż¼╠ßĖ▀╣ż╦ć╬─╝■Ą─įOėŗŲĘ┘|Ż¼×ķŲ¾śI╔·«a╠ß╣®╣ż╦ćą┼Žó┼cöĄō■Ż¼ĮĄĄ═╣ż╦ćįOėŗ│╔▒ŠĪŻ═¼Ģr×ķERP╠ß╣®╗∙ĄAöĄō■Ż¼▀mæ¬Ų¾śIą┼Žó╗»Ą─ąĶ꬯¼×ķŲ¾śIą┼Žó╗»ŲĄĮ│ą╔ŽåóŽ┬Ą─ś“┴║ū„ė├ĪŻ
2 ╣”─▄Ęų╬÷┼cįOėŗ
2.1 ╣”─▄Ęų╬÷
─│╩»ė═ÖCąĄŲ¾śI╔·«aĄ─ų„ꬫaŲĘ╩Ū╩»ė═ÖCąĄŻ¼░³└©╠ū╣▄Īóķy¾wĪóė═╣▄ĪółA░¶Īó╠ū╣▄Ņ^ĪółA╣▄ĪóŁh╝■Īóė═╣▄╦─═©ĪóĘ©╠mĪó▀m┼õŲ„▒Š¾wĪó╦─ĘĮēKĪó╦─═©Ą╚╩«Č■┤¾ŽĄ┴ą«aŲĘĪŻ═¼ę╗ĘN┴Ń╝■ĮYśŗŽÓ═¼╗“ŽÓ╦ŲŻ¼ī”╝ė╣ż┴Ń╝■╦∙▀xė├Ą─ÖC┤▓ĪóŖAŠ▀ĪóĄČŠ▀║═┴┐Š▀╝░╝ė╣żĘĮĘ©║═╣ż╦ć▀^│╠▀Mąąś╦£╩╗»ĪŻ
═¼├¹┴Ń╝■═Ōą╬ŽÓ╦ŲŻ¼▓─┴ŽŽÓ╦ŲŻ¼ų╗╩Ū│▀┤ń┤¾ąĪ▓╗ę╗ĪŻė╔ė┌│▀┤ńūā╗»╝ė╣żĘĮĘ©┬įėąūā╗»Ż¼Ė∙ō■ŽÓ╦ŲąįįŁ└ĒŻ¼╠ß╚Īų„ę¬╠žš„Ż¼▀MąąĄõą═╣ż╦ćįOėŗŻ¼į┌ėŗ╦ŃÖC▌oų·Ž┬īŹ¼F╣ż╦ćūįäė╔·│╔ĪŻ
2.2 ╣”─▄įOėŗ
CAPPĄ─╣”─▄Š═╩Ū▀\ė├ėŗ╦ŃÖC▀MąąųŲėå┴Ń╝■╝ė╣ż╣ż╦ćĄ─▀^│╠Ż¼┐╔ĘĮ▒ŃĄžīó├½┼„ūįäė╝ė╣ż│╔łDśė╔Ž╦∙ę¬Ū¾Ą─┴Ń╝■ĪŻ╣ż╦ćŠÄųŲ▀^│╠ųąŻ¼ų╗ąĶę¬▌ö╚ļ┴Ń╝■Ą─Äū║╬ą┼Žó║═╣ż╦ć╝╝ągę¬Ū¾Ż¼▒ŠŽĄĮyŠ═┐╔ęįĖ∙ō■▀@ą®ā╚╚▌ųŪ─▄▌ö│÷╣żą“šf├„╝░╣ż╦ćę¬Ū¾ęį╝░╣żĢrĄ╚ĪŻ
═©▀^ī”ÖC╝ė╣ż▄ćķgąĶŪ¾║═╔·«a┴„│╠Ęų╬÷Ż¼▀MąąŽĄĮy╣”─▄─ŻēKįOėŗĪŻÖC╝ė╣ż▄ćķgCAPPŽĄĮyų„ę¬ė╔┴Ń╝■ą┼Žó▌ö╚ļ─ŻēKĪó╣ż╦ć╣▄└Ē─ŻēKĪóöĄō■Äņ╣▄└Ē─ŻēKĪó╣ż╦ć┐©Ų¼╣▄└Ē─ŻēKĪó╣ż╦ćįOėŗ▌oų·─ŻēKĪóŽĄĮy╣▄└Ē─ŻēKĄ╚┴∙┤¾╣”─▄─ŻēKĮM│╔ĪŻ╚ńłD2╦∙╩ŠĪŻ
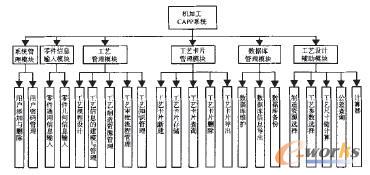
łD2 ÖC╝ė╣żCAPPŽĄĮy╣”─▄─ŻēKłD
1)╩Į┴Ń╝■ą┼Žó▌ö╚ļ─ŻēKŻ║░³└©┴Ń╝■═©ė├ą┼Žó▌ö╚ļ║═┴Ń╝■Äū║╬ą┼Žó▌ö╚ļĪŻ
2)╣ż╦ć╣▄└Ē─ŻēKŻ║░³└©╣ż╦ćęÄ│╠įOėŗĪó╣ż╦ćą┼ŽóĄ─Į©─Ż┼c╣▄└ĒĪó╣ż╦ćųŲįņ┘Yį┤╣▄└ĒĪó╣ż╦ćīÅ┼·┴„│╠╣▄└ĒĪó╣ż╦ćų¬ūR╣▄└ĒĪŻ
3)öĄō■Äņ╣▄└Ē─ŻēKŻ║öĄō■ÄņŠSūoĪóöĄō■Äņą┼Žóī¦│÷ĪóöĄō■ÄņéõĘ▌ĪŻ
4)╣ż╦ć┐©Ų¼╣▄└Ē─ŻēKŻ║░³└©╣ż╦ć┐©Ų¼ą┬Į©Īó╣ż╦ć┐©Ų¼ŠÄ▌ŗĪó╣ż╦ć┐©Ų¼┤µā”Īó╣ż╦ć┐©Ų¼äh│²Īó╣ż╦ć┐©Ų¼ī¦│÷ĪŻ
5)╣ż╦ćįOėŗ▌oų·─ŻēKŻ║ųŲįņ┘Yį┤▀xō±Ż¼╣ż╦ćģóöĄ▀xō±Ż¼╣ż╦ć│▀┤ńµ£Ą─ėŗ╦ŃŻ¼╣½▓Ņ▓ķįāĪóėŗ╦ŃŲ„ĪŻ
6)ŽĄĮy╣▄└Ē─ŻēKŻ║░³└©ė├æ¶╠Ē╝ė┼cäh│²Īóė├æ¶├▄┤a╣▄└ĒĪŻ
3 ŽĄĮyķ_░l
3.1 ŽĄĮy┐é¾wĮYśŗ
ÖC╝ė╣żCAPP╩Ūę╗éĆ╗∙ė┌öĄō■Äņ╣▄└ĒŲĮ┼_Ą─CAPP╝»│╔ŽĄĮyŻ¼æ¬ė├╚╦ÖCĮ╗╗ź╩Į╣ż╦ćįOėŗĄ─╦╝ŽļŻ¼īŹ¼F┼╔╔·╩ĮCAPPŽĄĮyĄ─ķ_░lĪŻ▒ŠCAPPŽĄĮy└¹ė├öĄō■Äņ╝╝ągĮ©┴ó┴╦┴Ń╝■ą┼ŽóÄņĪóĄõą═╣ż╦ć┘Yį┤ÄņĪó╗∙ĄA╣ż╦ćÄņŻ¼═©▀^ī”╣ż╦ćįOėŗ┘Yį┤Ą─š¹║ŽŻ¼ėąą¦Ąž╠ßĖ▀┴╦╣ż╦ćįOėŗŲĘ┘|║═įOėŗą¦┬╩ĪŻÖC╝ė╣żCAPP┐é¾wĮYśŗ┐“╝▄łD╚ńłD3╦∙╩ŠĪŻ
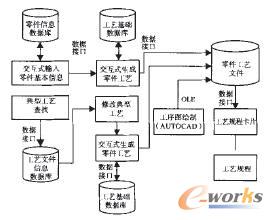
łD3 ÖC╝ė╣żCAPP┐é¾wĮYśŗ┐“╝▄łD
3.2 ŽĄĮyķ_░lŁhŠ│
▒ŠŽĄĮy▓╔ė├Visual Basic 6.0▀Mąą┐╔ęĢ╗»│╠ą“įOėŗŻ¼īŹ¼F╦∙ęŖ╝┤╦∙Ą├Ą─Į╗╗ź╩ĮŽĄĮy▓┘ū„ĘĮ╩ĮĪŻ└¹ė├æ¬ė├API║»öĄŻ¼ĮY║ŽDAO┼cODBC╝╝ągŻ¼┼cŲõ╦¹æ¬ė├▄ø╝■▀Mąą╝»│╔Ż¼ų¦│ųCAPPĄ─ķ_░lĪŻ
3.3 ŽĄĮy╠ž³c
ŽĄĮy┐╔ęĢ╗»ÅŖŻ¼łDą╬Įń├µČÓŻ¼▒Ńė┌└ĒĮŌ║═▓┘ū„ĪŻė├æ¶┐╔į┌Č╠Ģrķgā╚īWĢ■▓ó╩ņŠÜšŲ╬š╣ż╦ćęÄ│╠Ą─ųŲČ©ĪŻ╩╣ė├▒ŠŽĄĮyŻ¼┐╔īŹ¼FęÄĘČ╗»Ą─įOėŗ┼c╣▄└ĒŻ¼╠ßĖ▀«aŲĘŲĘ┘|Ż¼£p╔┘▓─┴Ž└╦┘MŻ¼╠ßĖ▀╔·«aą¦┬╩ĪŻ
4 ŽĄĮyīŹ¼F
4.1 ╣ż╦ć╔·│╔
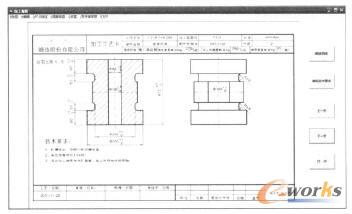
ŽĄĮy╩╣ė├ĢrŻ¼ė├æ¶Å─ĄŪĻæĮń├µ▀M╚ļÖC╝ė╣żCAPPŽĄĮyŻ¼ŽĄĮy’@╩Š«ö╠ņąĶꬊÄųŲĄ─ÖC╝ė╣ż╣ż╦ć┐©Ą─╣żū„┴Ņ╠¢║═┴Ń╝■├¹ĘQŻ¼┼ąöÓ┴Ń╝■╩Ūʱ╩Ū▒ŠŲ¾śI│Ż╔·«aĄ─12┤¾ŅÉŻ¼╚ń╣¹╩Ū▒ŠŲ¾śI│Ż╔·«aĄ─12┤¾ŅÉŻ¼▀xō±ŲõųąĄ─ę╗ŅÉŻ¼▌ö╚ļ┴Ń╝■Ą─╗∙▒Šą┼ŽóŻ¼┼ąČ©▌ö╚ļĄ─┴Ń╝■ą┼Žó╩Ūʱ═Ļ╚½┤µį┌Ż¼╚ń╣¹┤µį┌Ż¼ätš{ė├¼FėąĄ─╣ż╦ć┐©Ż¼┤“ėĪ▌ö│÷╣ż╦ć┐©Ż¼╚ń╣¹┴Ń╝■ą┼Žó▓╗┤µį┌Ż¼ätę└ō■┴Ń╝■ą┼Žó▀Mąą╣ż╦ćęÄ│╠ŠÄųŲŻ¼╠Ē╝ė╝╝ągę¬Ū¾Ż¼╔·│╔╣ż╦ć┐©Ż¼╚¶ī”¼Fėą╣ż╦ć┐©ØMęŌŻ¼ät▒Ż┤µ╣ż╦ćś╦£╩Ż¼Ę±ätį┘┤╬▀Mąą╣ż╦ćęÄ│╠ŠÄųŲŻ¼ūŅ║¾┤“ėĪ▌ö│÷ą┬ŠÄųŲĄ─╣ż╦ć┐©Ż╗╚ń╣¹┴Ń╝■▓╗╩Ū▒ŠŲ¾śI│Ż╔·«aĄ─12┤¾ŅÉŻ¼ät▌ö╚ļ┤╦┴Ń╝■Ą─╗∙▒Šą┼ŽóŻ¼┼ąČ©▌ö╚ļĄ─┴Ń╝■ą┼Žó╩Ūʱ═Ļ╚½┤µį┌Ż¼╚ń╣¹┤µį┌Ż¼ätš{ė├¼FėąĄ─╣ż╦ć┐©Ż¼┤“ėĪ▌ö│÷╣ż╦ć┐©Ż¼╚ń╣¹┴Ń╝■ą┼Žó▓╗┤µį┌Ż¼ätę└ō■š{ė├ą┬┴Ń╝■Ą─CADłDŻ¼½@╚ĪĖ³╝ė╚½├µĄ─┴Ń╝■ą┼Žó▀Mąą╣ż╦ćęÄ│╠ŠÄųŲŻ¼╠Ē╝ė╝╝ągę¬Ū¾Ż¼╔·│╔╣ż╦ć┐©Ż¼╚¶ī”¼Fėą╣ż╦ć┐©ØMęŌŻ¼ät▒Ż┤µ╣ż╦ćś╦£╩Ż¼Ę±ätį┘┤╬▀Mąą╣ż╦ćęÄ│╠ŠÄųŲŻ¼ūŅ║¾┤“ėĪ▌ö│÷ą┬ŠÄųŲĄ─╣ż╦ć┐©ĪŻįöęŖłD4╣ż╦ćįOėŗ┴„│╠łDĪŻ

łD4 ╣ż╦ćįOėŗ┴„│╠łD
4.2 ╣ż╦ć╣▄└Ē
▒ŠŽĄĮyĄ─╣ż╦ć╣▄└Ē╣”─▄░³└©Ż║▓ķįāĪóą▐Ė─ĪóŠÄ▌ŗĪó▒Ż┤µ║═┤“ėĪĪŻ▓ķįāŻ║ė├æ¶ąĶ▌ö╚ļ╦∙▓ķįāĄ─┴Ń╝■╠¢Ż¼ŽĄĮyūįäėÅ─Ąõą═╣ż╦ćöĄō■ÄņųąÖz╦„│÷ŽÓæ¬Ą─Ąõą═╣ż╦ćŻ¼▓ó’@╩Š│÷üĒĪŻą▐Ė─Ż║ė├æ¶┐╔ęįĖ∙ō■ÖÓŽ▐ī”Ąõą═╣ż╦ćųąĄ─ŽÓĻPģóöĄ▀Mąąą▐Ė─ĪŻŠÄ▌ŗŻ║┐╔ī”ģóöĄ╗»Ą─łDśė▀MąąŠÄ▌ŗĪŻ▒Ż┤µŻ║╣ż╦ć┤_šJ║¾Ż¼ŽĄĮyīóūįäėĖ³ą┬╣ż╦ćöĄō■ÄņĪŻ┤“ėĪŻ║ÖC╝ė╣ż╣ż╦ćĮø▒Ż┤µ║¾Ż¼┐╔ų▒Įė┤“ėĪ│╔ąĶꬥ─╣ż╦ć┐©Ų¼ĪŻįöęŖłD5┼cłD6ĪŻ
łD5 ╝ė╣ż║åłD
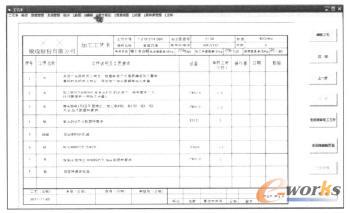
łD6 ╝ė╣ż╣ż╦ć
5 ĮYšZ
▒ŠŽĄĮyęįöĄō■Äņ(SQL Server)×ķ╗∙ĄAŻ¼ęįVisual Basic×ķķ_░lŲĮ┼_Ż¼╝»╣ż╦ćįOėŗĪó╣ż╦ć╣▄└Ē╣”─▄ė┌ę╗¾wŻ¼╩Ūę╗éĆīŹė├Ą─CAPPŽĄĮyĪŻį┌įOėŗ╔ŽŻ¼ŽĄĮyĖ„éĆ╣”─▄─ŻēKų«ķg─▄ē“╣▓ŽĒŽĄĮyā╚▓┐Ą─Ė„ŅÉöĄō■Ż¼Å─Č°╠ßĖ▀┴╦╣ż╦ćĄ─ŠÄųŲą¦┬╩ĪŻ
īŹ╩®ÖC╝ė╣żCAPPŽĄĮyŻ¼▓╗āH═Ļ│╔┴╦╣ż╦ć╬─╝■Ą─ŠÄīæŻ¼Ė³ųžę¬Ą─╩Ūī”ČÓ─Ļ╣ż╦ć╣▄└Ē▀Mąą┴╦ę╗┤╬╚½├µĄ─š¹└ĒŻ¼╝Ü╗»┴╦╣ż╦ć╣▄└Ē╣żū„ĪŻÖC╝ė╣żCAPPŽĄĮy┼cÕæįņCAPPŽĄĮy║═ERPĄ─╝»│╔Ż¼┤¾┤¾╠ßĖ▀┴╦ÖC╝ė╣ż╣ż╦ćŠÄųŲ╚╦åTĄ─╣żū„ą¦┬╩ĪŻ▒ŻūC┴╦╣ż╦ćįOėŗĄ─ęÄĘČąį║═ę╗ų┬ąįŻ¼ėą└¹ė┌═ŲąąÖC╝ė╣ż╣ż╦ćĄ─ś╦£╩╗»╣▄└ĒŻ¼Å─Č°╠ßĖ▀Ų¾śIĄ─ĮøØ·ą¦ęµĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║├µŽ“╩»ė═ÖCąĄĄ─ÖC╝ė╣żCAPPŽĄĮyķ_░l┼cæ¬ė├
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401848190.html






















