



0 ę²čį
ĪĪĪĪļŖ╗╗©öĄ┐žŠĆŪąĖŅ╩ŪļŖ╗╗©╝ė╣żĄ─ę╗éĆĘųų¦Ż¼╦³╩Ū└¹ė├ęŲäėĄ─╝ÜĮī┘Įzū„×ķ╣żŠ▀ļŖśOŻ¼į┌Įī┘Įz┼c╣ż╝■ķg═©ęį├}ø_ļŖ┴„Ż¼└¹ė├├}ø_Ę┼ļŖĄ─ļŖĖ»╬gū„ė├ī”╣ż╝■▀MąąŪąĖŅ╝ė╣żĄ─ĪŻļŖ╗╗©öĄ┐žŠĆŪąĖŅ╝ė╣ż┴Ń╝■Ą─Š½Č╚Ė▀Ż¼▀mæ¬ŲĮ├µą╬ĀŅÅ═ļsĄ─┴Ń╝■Ą─╝ė╣żŻ¼Š▀ėąæ¬ė├ņ`╗ŅĪó╝ė╣żų▄Ų┌Č╠Īó╣Ø╝s▓─┴ŽĄ╚╠ž³cĪŻ─┐Ū░į┌ą┬«aŲĘĄ─čąųŲ║═ķ_░lųąŻ¼┤¾┴┐▓╔ė├ŠĆŪąĖŅ╝╝ągüĒų▒ĮėŪąĖŅ┴Ń╝■Ż¼┐sČ╠čą░lų▄Ų┌ĪŻ╚╗Č°Ż¼į┘Ž╚▀MĄ─ÖC┤▓Ż¼╚ń╣¹ø]ėąųžęĢ╝ė╣żĄ─╣ż╦ć╝╝ąg┼c▓┘ū„╝╝Ū╔Ż¼ø]ėąū÷ĄĮ╣ż╦ć║Ž└ĒĪŻę▓╩Ū▓╗─▄Ė▀ą¦┬╩Ąž╝ė╣ż│÷Ė▀┘|┴┐Ą─╣ż╝■ĪŻę“┤╦į┌īŹļH▓┘ū„▀^│╠ųąŻ¼▒žĒÜųžęĢėąĻP╝ė╣ż╣ż╦ćĪŻ
1 ├}ø_ļŖį┤Ą─š{š¹
ĪĪĪĪ├}ø_ļŖį┤╩ŪŠĆŪąĖŅ╝ė╣żįOéõĄ─ųžę¬ĮM│╔▓┐ĘųŻ¼╩Ūė░ĒæŠĆŪąĖŅ╝ė╣ż╣ż╦ćųĖś╦Ą─ūŅĻPµIĄ─įOéõų«ę╗ĪŻŲõ╣”─▄╩Ū░č╣żŅlĄ─š²ŽęĮ╗┴„ļŖ┴„▐Dūā│╔▀mæ¬ļŖ╗╗©╝ė╣żąĶꬥ─├}ø_ļŖ┴„Ż¼ęį╠ß╣®ļŖ╗╗©╝ė╣ż╦∙ąĶĄ─Ę┼ļŖ─▄┴┐ĪŻ├}ø_ļŖ┴„Ą─ąį─▄║├ē─īóų▒Įėė░Ēæ╝ė╣żĄ─ŪąĖŅ╦┘Č╚Īó╣ż╝■Ą─▒Ē├µ┤ų▓┌Č╚Īó╝ė╣żŠ½Č╚ęį╝░ļŖśOĮzĄ─ōp║─Ą╚ĪŻę╗░ŃŪķørŽ┬Ż¼├}ø_ļŖį┤Ą─š{š¹Ż¼ęĢ╣ż╝■Ą─║±Č╚Č°Č©ĪŻ╝ė╣ż▒Ī╣ż╝■ĢrŻ¼ļŖģóöĄæ¬╚ĪąĪą®Ż¼Ę±ätĢ■╩╣Ę┼ļŖķgŽČį÷┤¾Ż¼ė░Ēæ╝ė╣ż╦┘Č╚ĪŻ╝ė╣ż║±╣ż╝■ĢrŻ¼ļŖģóöĄæ¬╚Ī┤¾ą®Ż¼Ą½╩Ū├}ø_▓©ą╬Ū░čž▓╗─▄╠½ČĖŻ¼Ę±ätĢ■╩╣╝ė╣ż▓╗ĘĆČ©Ż¼╩╣┴Ń╝■Ą─╝ė╣ż┘|┴┐Ž┬ĮĄĪŻČ°├}ø_īÆČ╚ę▓ę¬Ė∙ō■Š▀¾wĄ─╝ė╣żę¬Ū¾Č°Č©ĪŻ
ĪĪĪĪ└²╚ńę¬╝ė╣żę╗éĆ║±Č╚×ķ20Ī½60mmĄ──ŻŠ▀Ż¼▒Ē├µ┤ų▓┌Č╚╚ń×ķ1.6Ī½3.2μmŻ¼─Ū├┤├}ø_ļŖį┤Ą─ļŖģóöĄ┐╔ęįį┌ęįŽ┬ĘČć·ā╚▀x╚ĪĪŻ
ĪĪĪĪ├}ø_īÆČ╚Ż║2Ī½16μsŻ╗╝ė╣żļŖē║Ż║80Ī½100VŻ╗├}ø_ķgŽČŻ║5Ī½9Ż╗╣”┬╩╣▄öĄŻ║2Ī½6éĆ
2 ╝ė╣ż┬ĘŠĆĄ─įOėŗ
ĪĪĪĪį┌╝ė╣żųąŻ¼ė╔ė┌╣ż╝■ā╚▓┐æ¬┴”Ą─ßīĘ┼Ģ■ę²Ų╣ż╝■Ą─ūāą╬Ż¼╦∙ęįį┌▀xō±╝ė╣ż┬ĘŠĆĢr▒žĒÜūóęŌęįŽ┬Äū³cŻ║
ĪĪĪĪ(1)▒▄├ŌÅ─╣ż╝■Č╦├µķ_╩╝╝ė╣żŻ¼æ¬Å─┤®Įz┐ūķ_╩╝╝ė╣żŻ¼╚ńłD1╦∙╩ŠŻ╗
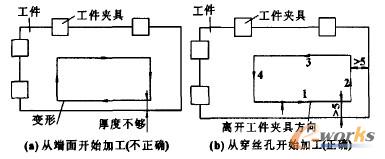
łD1╝ė╣ż┬ĘŠĆĄ─øQČ©ĘĮĘ©
ĪĪĪĪ(2)╝ė╣żĄ─┬ĘŠĆŠÓļxČ╦├µ(é╚├µ)æ¬┤¾ė┌5mmŻ╗
ĪĪĪĪ(3)╝ė╣ż┬ĘŠĆķ_╩╝æ¬Å─ļxķ_╣ż╝■ŖAŠ▀Ą─ĘĮŽ“▀Mąą╝ė╣ż(╝┤▓╗ę¬ę╗ķ_╩╝╝ė╣żŠ═┌ģĮ³ŖAŠ▀)Ż¼ūŅ║¾į┘▐DŽ“╣ż╝■ŖAŠ▀Ą─ĘĮŽ“ĪŻ╚ńłD1╦∙╩Šė╔1Č╬ų┴2Īó3Īó4Č╬Ż╗
ĪĪĪĪ(4)į┌1ēK├½┼„╔Žę¬Ūą│÷2éĆęį╔Ž┴Ń╝■ĢrŻ¼▓╗æ¬▀B└mę╗┤╬ŪąĖŅ│÷üĒŻ¼Č°æ¬Å─▓╗═¼┤®Įz┐ūķ_╩╝╝ė╣żŻ¼╚ńłD2╦∙╩ŠĪŻ

łD2Å─1ēK╣ż╝■╔Ž╝ė╣ż2éĆęį╔Ž┴Ń╝■Ą─╝ė╣ż┬ĘŠĆ
3 ╣ż╝■Ą─čbŖA
ĪĪĪĪŠĆŪąĖŅ╝ė╣żÖC┤▓Ą─╣żū„┼_▒╚▌^║åå╬Ż¼ę╗░Ńį┌═©ė├ŖAŠ▀╔Ž▓╔ė├ē║░Õ╣╠Č©╣ż╝■Ż¼Ą½╣ż╝■čbŖAĄ─ą╬╩Į╝░Š½Č╚ī”ÖC┤▓Ą─╝ė╣ż┘|┴┐╝░╝ė╣żĘČć·ėąų°├„’@Ą─ė░ĒæŻ¼╦∙ęįį┌╣ż╝■čbŖA╔Ž▒žĒÜūóęŌęįŽ┬Äū³cŻ║
ĪĪĪĪ(1)┤²čbŖAĄ─╣ż╝■Ųõ╗∙£╩▓┐╬╗æ¬ŪÕØŹ¤o├½┤╠Ż¼Ę¹║ŽłDśėę¬Ū¾ĪŻī”Įø┤Ń╗Ą─╣ż╝■į┌┤®Įz┐ū╗“░╝─ŻŅÉ╣ż╝■Ą─┼_ļA╠ÄŻ¼ę¬ŪÕ│²┤Ń╗ĢrĄ─į³╬’╝░č§╗»─ż▒Ē├µŻ¼Ę±ätĢ■ė░ĒæŲõ┼cļŖśOĮzå¢Ą─š²│ŻĘ┼ļŖŻ¼╔§ų┴┐©öÓļŖśOĮzĪŻ
ĪĪĪĪ(2)čbŖA╣ż╝■ĢrŻ¼▒žĒÜ▒ŻūC╣ż╝■Ą─ŪąĖŅ▓┐╬╗╬╗ė┌ÖC┤▓╣żū„┼_┐vŽ“ĪóÖMŽ“▀MĮoĄ─į╩įSĘČć·ų«ā╚Ż¼▒▄├Ō│¼│÷śOŽ▐ĪŻ═¼Ģræ¬┐╝æ]ŪąĖŅĢrļŖśOĮz▀\äė┐šķgĪŻę¬ūóęŌ▓╗Ą├╩╣╣ż╝■ŖAŠ▀į┌╝ė╣żĢr┼cĮz╝▄ŽÓ┼÷ĪŻ
ĪĪĪĪ(3)čbŖA╬╗ų├æ¬ėą└¹ė┌╣ż╝■Ą─šęš²ĪŻ
ĪĪĪĪ(4)ŖAŠ▀ī”╣╠Č©╣ż╝■Ą─ū„ė├┴”權∙ä“Ż¼▓╗Ą├╩╣╣ż╝■ūāą╬╗“┬NŲŻ¼ęį├Ōė░Ēæ╝ė╣żŠ½Č╚ĪŻ
ĪĪĪĪ(5)╝ÜąĪĪóŠ½├▄Īó▒Ī▒┌Ą─╣ż╝■欎╚╣╠Č©į┌▓╗ęūūāą╬Ą─▌oų·ąĪŖAŠ▀╔Ž▓┼─▄▀MąąčbŖAŻ¼Ę±ät¤oĘ©╝ė╣żĪŻ╣ż╝■║▄║├Ąž░▓čbį┌ÖC┤▓╣żū„┼_║¾Ż¼į┌▀MąąŖAŠoŪ░Ż¼æ¬Ž╚▀Mąą╣ż╝■Ą─ŲĮąąČ╚ąŻš²Ż¼╝┤īó╣ż╝■Ą─╦«ŲĮĘĮŽ“š{š¹ĄĮųĖČ©ĮŪČ╚ĪŻę╗░ŃŪķørŽ┬Ż¼š{š¹ĄĮ╣ż╝■Ą─é╚├µ║═ÖC┤▓▀\äėĄ─ū°ś╦▌SŲĮąą╝┤┐╔ĪŻ
4 ╣żū„ę║Ą─▀xō±
ĪĪĪĪÅ─Ę┼ļŖ└ĒšōĘĮ├µĘų╬÷Ż¼┐╔ęįŪÕ│■ų¬Ą└╣żū„ę║ī”ļŖ╗╗©öĄ┐žŠĆŪąĖŅ▒╚ļŖ╗╗©│╔ą╬╝ė╣żę¬ųžę¬Ą├ČÓĪŻį┌╝ė╣żųąŻ¼╣żū„ę║ų„ę¬ŲĄĮĮ^ŠēĪó└õģsĪó┼┼ą╝Ż¼▓óį┌╝ė╣żųąį÷ÅŖĘ┼ļŖ▒¼š©┴”Ą╚ū„ė├ĪŻ╚ń╣¹ļŖśOĮz║═╣ż╝■ų«ķgø]ėą╣żū„ę║Ż¼Š═¤oĘ©š²│Ż╝ė╣żŻ¼▓╗╩ŪČ╠┬ĘŠ═╩Ūę²░lļŖ╗ĪŻ¼╔§ų┴ę²ŲöÓĮzĪŻ╦∙ęį╣żū„ę║ų▒Įėė░ĒæĄĮ╝ė╣żĄ─Ēś└¹▀MąąŻ¼▓óŪęī”ŲõŪąĖŅ╦┘Č╚Īó▒Ē├µ┤ų▓┌Č╚Īó╝ė╣żŠ½Č╚Ą╚Š∙ėą▓╗┐╔║÷ęĢĄ─ė░ĒæĪŻę“┤╦į┌╝ė╣żųą╚ń╣¹╣żū„ę║▀^ė┌┼K╬█Ż¼▒žĒÜ╝░ĢrĖ³ōQĪŻ┴Ē═Ō╣żū„ę║ØŌČ╚Ą─▀xō±ę▓▒žĒÜĖ∙ō■╝ė╣ż┴Ń╝■Ą─Š½Č╚Īó║±Č╚Č°Ė─ūāĪŻ╚ń╣¹ę¬╝ė╣żŠ½Č╚Ė▀Īó▒Ē├µ┤ų▓┌Č╚║├Ą─▒Ī▒┌┴Ń╝■Ż¼─Ū├┤╣żū„ę║Ą─ØŌČ╚ę¬▀xō±┤¾ą®Ż¼▓óŪę▀@éĆ╣ż╝■į┌╝ė╣ż▀^│╠ųą▓╗ę¬═ŻÖCŻ╗Č°ī”║±Č╚┤¾Ą─╣ż╝■Ż¼╣żū„ę║Ą─ØŌČ╚ꬹĪą®ĪŻ▀@śė▓┼ėą└¹ė┌╣ż╝■╝ė╣żĄ─Ēś└¹▀MąąĪŻ
5 ╝ė╣ż▀^│╠ųąöÓĮzĄ─╠Ä└Ē
ĪĪĪĪ╝ė╣ż▀^│╠ųą░l╔·öÓĮzŻ¼╩ūŽ╚æ¬┴ó╝┤ĻPķ]ļŖį┤║═ūāŅlķ_ĻPŻ¼į┘ĻPķ]╣żū„ę║▒├╝░ū▀ĮzļŖäėÖCŻ¼░čūāŅl┤ųš{ų├ė┌“╩ųäė”ę╗▀ģŻ¼┤“ķ_ūāŅlķ_ĻPŻ¼ūīÖC┤▓╣żū„┼_└^└m░┤įŁ│╠ą“ū▀═ĻŻ¼ūŅ║¾╗žĄĮŲ³c╬╗ų├ųžą┬┤®Įz╝ė╣żĪŻ╚¶╣ż╝■▌^▒ĪŻ¼┐╔Š═Ąž┤®ĮzŻ¼└^└mŪąĖŅĪŻ
ĪĪĪĪ╚¶╝ė╣ż┐ņĮY╩°ĢröÓĮzŻ¼┐╔┐╝æ]Å──®╬▓▀MąąŪąĖŅŻ¼Ą½ąĶųžą┬ŠÄųŲę╗▓┐Ęų│╠ą“ĪŻ«ö╝ė╣żĄĮČ■┤╬ŪąĖŅĄ─ŽÓĮ╗╠ÄĢrŻ¼ę¬╝░ĢrĻPķ]├}ø_ļŖį┤║═ÖC┤▓Ż¼ęį├Ōōpē─ęč╝ė╣ż▒Ē├µĪŻ
ĪĪĪĪ╚¶öÓĮz▓╗─▄į┘ė├Ż¼▒žĒÜĖ³ōQą┬ĮzĢrŻ¼æ¬£y┴┐ą┬ĮzĄ─ų▒ÅĮĪŻ╚¶öÓĮzų▒ÅĮ║═ą┬Įzų▒ÅĮŽÓ▓Ņ▌^┤¾Ż¼Š═ę¬ųžą┬ŠÄųŲ│╠ą“ęį▒ŻūC╝ė╣żŠ½Č╚ĪŻ
6 Č╠┬ĘĄ─┼┼│²
ĪĪĪĪČ╠┬Ę╩ŪŠĆŪąĖŅ╝ė╣żųą│ŻęŖ╣╩šŽų«ę╗Ż¼ŲõįŁę“ų„ę¬ėąęįŽ┬ÄūĘĮ├µŻ║
ĪĪĪĪ(1)╝ė╣żģóöĄ▀xō±▓╗«öįņ│╔Č╠┬ĘŻ╗
ĪĪĪĪ(2)╣żū„ę║ØŌČ╚╠½Ė▀įņ│╔┼┼ą╝▓╗Ģ│Č°ę²ŲČ╠┬ĘŻ╗
ĪĪĪĪ(3)ī¦▌å║═ī¦ļŖēK╔ŽĄ─ļŖ╬g╬’ČčĘe╠½ČÓę²ŲČ╠┬ĘĪŻ
ĪĪĪĪ░l╔·Č╠┬ĘĢrŻ¼æ¬┴ó╝┤ĻPĄ¶ūāŅlļŖ┬Ę┤²ŲõūįąąŽ¹│²Č╠┬ĘŻ╗╚¶ø]ėą│╔╣”Ż¼į┘ĻPĄ¶Ė▀ŅlļŖį┤Ż¼ė├ŠŲŠ½ĪóŲ¹ė═Ą╚ø_Ž┤Č╠┬Ę▓┐ĘųĪŻ╚ń╣¹┤╦Ģr▀Ć▓╗─▄Ž¹│²Č╠┬ĘŻ¼▒žĒÜīóļŖśOĮz│ķ│÷═╦╗žĄĮŲ╩╝³cųžą┬╝ė╣żĪŻ
ĪĪĪĪÅ──┐Ū░īŹ“×▀^│╠ĮyėŗŻ¼ūóęŌęį╔ŽÄūéĆĘĮ├µĄ─╝ė╣ż╣ż╦ćģóöĄ┼c╝╝Ū╔Ż¼╣ż╝■Ą─║ŽĖ±┬╩ė╔įŁüĒĄ─99Ż«4Żź╠ßĖ▀ĄĮ100ŻźŻ¼╔·«a┬╩į┌įŁüĒ╗∙ĄA╔Ž╠ßĖ▀┴╦12.3ŻźĪŻļm╚╗ė░ĒæļŖ╗╗©öĄ┐žŠĆŪąĖŅ╝ė╣ż┘|┴┐┼cą¦┬╩Ą─ę“╦ž║▄ČÓŻ¼Ą½ų╗ę¬ī”Ųõ▀MąąŽĄĮyĄžĘų╬÷Ż¼šŲ╬š╝ė╣ż╝╝Ū╔Ż¼Š═┐╔ęį│õĘų░lō]ļŖ╗╗©öĄ┐žŠĆŪąĖŅ╝╝ągĄ─╣”─▄ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ļŖ╗╗©öĄ┐žŠĆŪąĖŅ╝ė╣ż╣ż╦ćĄ─öĄ┐ž╝╝ąg╠Įėæ
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019310146.html






















