



ĪĪĪĪĘŪłA²X▌å└Ēšōūį╠ß│÷ų┴Į±ęčėąÄū╩«─ĻŻ¼ė╔ė┌įOėŗ┼cųŲįņ▀^│╠Å═ļsŻ¼Ūą²Xå¢Ņ}Ą├▓╗ĄĮØMęŌĄ─ĮŌøQŻ¼ę╗ų▒╬┤─▄Ą├ĄĮÅVĘ║æ¬ė├ĪŻĘŪłA²X▌åŽÓ«öė┌į┌═╣▌å╔ŽŪą│÷▌å²XŻ¼ę“┤╦╝µŠ▀═╣▌åÖCśŗ║═²X▌åé„äėĄ─ā׳cŻ¼Ą½╩Ūį┌öĄ┐ž╝╝ąg░lš╣ęįŪ░Ż¼ŲõįOėŗĪóųŲįņę╗ų▒▒╚▌^└¦ļyĪŻĮ³─ĻüĒļSų°öĄ┐ž╝╝ągĄ─░lš╣Ż¼│÷¼F┴╦ė├öĄ┐ž▓Õ²XÖCĪóŃŖ²XÖCĄ╚Ą╚Ž╚▀MĄ─╝ė╣żĘŪłA²X▌åĄ─ĘĮĘ©ĪŻį┌¼F┤·║Į┐šĪóāx▒ĒĪóÖCąĄĄ╚ŅIė“Ż¼ĘŪłA²X▌åĄ├ĄĮ┴╦įĮüĒįĮÅVĘ║Ą─æ¬ė├ĪŻ
1 ĘŪłA²X▌å│Żė├╝ė╣żĘĮĘ©
ĪĪĪĪ─┐Ū░Ė„ĘNĘŪłA²X▌å╝ė╣ż┐╔Üw╝{×ķ╚ńŽ┬ųTĘ©:
ĪĪĪĪ(1)┐┐─Ż╝ė╣żĘ©ĪŻĖ∙ō■ć¦║ŽįŁ└ĒŻ¼═©▀^▓╔ė├┐┐─ŻĄ─ĘĮĘ©Ż¼╩╣ĄČŠ▀Ą─╣ØłA┼cŲõ╣▓Č¾Ą─ĘŪłA²X▌å╣ØŪ·ŠĆīŹ¼F¤o╗¼äėĄ─╝āØLäėŻ¼š╣│╔╝ė╣ż│÷ĘŪłA²X▌åŻ¼┤╦Ę©▀m║Žė┌╝ė╣żą╬ĀŅūŅ×ķ║åå╬Ą─ĘŪłA²X▌åĪ▓‘┐┌ĪŻ
ĪĪĪĪ(2)Į³╦ŲŪą²XĘ©ĪŻ▓╔ė├ĘųČ╚╝ė╣ż╝┤╩Ūę╗ĘNĄõą═Ą─Į³╦ŲŪą²XĘ©ĪŻ┤╦Ę©Ą─ĘųČ╚ųąėąā╔éĆĮŪ╬╗ęŲ║═ę╗éĆŠĆ╬╗ęŲĪŻ╝ė╣ż│÷üĒĄ─ĘŪłA²X▌å▓╗─▄┴╝║├Ąžć¦║ŽŻ¼ĒÜū÷║¾Ų┌Ą─┼õčą╝░┼▄║Ž▓┼─▄╩╣ė├ĪŻ
ĪĪĪĪ(3)öÓ└mš╣│╔Ę©ĪŻ╝┤▓╔ė├┼c└▐Ž„ę╗░ŃłAą╬²X▌åįŁ└ĒŽÓ═¼Ą─š╣│╔Ę©╝ė╣żĘŪłA²X▌åĪŻų╗╩Ūį┌öÓ└mš╣│╔Ę©ųąŻ¼ĄČŠ▀┼cĘŪłA²X▌åĄ─ŽÓī”▀\äė╩ŪķgöÓīŹ¼FĄ─Ż¼┤╦Ę©╝ė╣żĄ─ĘŪłA²X▌åĄ─²X└¬ė╔ÄūŚl░³ĮjŠĆą╬│╔Ż¼Ą├ĄĮĄ─²X└¬×ķ└Ōą╬Ż¼Ą½Ųõ²Xą╬š`▓Ņ▒╚Į³╦ŲŪą²XĘ©ąĪĪŻ
ĪĪĪĪ(4)öĄ┐žŃŖ²XĘ©ĪŻį┌öĄ┐žŃŖ²XÖC╔Ž╝ė╣żĘŪłA²X▌åŻ¼×ķ┴╦īŹ¼FĄČŠ▀╣ØŪ·ŠĆ┼c╣ż╝■╣ØŪ·ŠĆ╣▓Č¾Ż¼▒žĒÜėą3ĘN┐žųŲ▀\äė:╣╠Č©į┌ÖC┤▓╗ž▐D╣żū„┼_╔ŽĄ─├½┼„└@ūį╔Ē▌Są─ŠĆĄ─╗ž▐D▀\äė;ŁhĀŅŃŖĄČį┌Ųõ▌SŠĆĘĮŽ“Ą─ęŲäė;ŁhĀŅŃŖĄČ▌Są─┼c²X┼„ųąą─ų«ķgĄ─ųąą─ŠÓęŲäėĪŻ┤╦═Ō▀ĆėąŃŖĄČ└@ūį╔Ē▌Są─▐Däė╝░čž├½┼„▌SŽ“Ą─ū▀ĄČ▀\äėĪŻ
ĪĪĪĪ(5)öĄ┐ž▓Õ²XĘ©ĪŻį┌öĄ┐ž▓Õ²XÖC╔Ž╝ė╣żĘŪłA²X▌åæ¬ėą3ĘN┐žųŲ▀\äė:╣╠Č©į┌ÖC┤▓▐D╣żū„┼_╔ŽĄ─ĘŪłA²X▌å├½┼„└@ūį╔Ē▌Są─ŠĆĄ─╗ž▐D▀\äėŻ¼╝┤Ęų²X▀\äė▓Õ²XĄČ└@╗ž▐Dųąą─▐DäėŻ¼╝┤łAų▄▀MĮo▀\äė;ĘŪłA²X┼„į┌Ųõ┼c▓Õ²XĄČųąą─▀BŠĆĘĮŽ“╔ŽĄ─ęŲäėĪŻ┤╦═Ō▀ĆėąÖC┤▓ų„▌SĄ─═∙Å═▀\äė║═²X┼„┼cų„▌SŽÓ┼õ║ŽĄ─ūīĄČ▀\äėĪŻ┤╦Ę©ī”ā╚═Ō²Xą╬Ą─ĘŪłA²X▌å╝ė╣żŠ∙▀m║ŽĪŻ
ĪĪĪĪ(6)öĄ┐žØL²XĘ©ĪŻį┌öĄ┐žØL²XÖC╔Ž╝ė╣żĘŪłA²X▌åŻ¼▒žĒÜėą4ĘN┐žųŲ▀\äė:ØLĄČ└@Ųõūį╔Ē▌SŠĆą²▐D▀\äė;╣╠Č©į┌ÖC┤▓╗ž▐D╣żū„┼_╔ŽĄ─²X┼„ļS╣żū„┼_Ą─╗ž▐D▀\äė;ØLĄČ▌SŠĆ┼c²X┼„ųąą─Ą─ųąą─ŠÓęŲäė;ØLĄČčž²X┼„ŪąŽ“Ą─▀MĮo▀\äėĪŻ┤╦═Ō▀Ćį┌²X┼„▌SŽ“ėąū▀ĄČ▀\äėĪŻ┤╦Ę©▀m║Žė┌╝ė╣ż╣ØŪ·ŠĆ═╣│÷Ą─═Ō²XĘŪłA²X▌åĪŻ
ĪĪĪĪČ°▓Õ²XÖCĪóŃŖ²XÖC╝ė╣żĘŪłA²X▌åĄ─╝ė╣żŠ½Č╚Ą═Ż¼╔·«aą¦┬╩▓╗Ė▀Ż¼Ūę▓╗─▄╝ė╣żą▒²XĘŪłA²X▌åĪŻę“┤╦└¹ė├öĄ┐žØL²XÖCīŹ¼FĘŪłA²X▌åĄ─ØLŪą╝ė╣żä▌į┌▒žąąĪŻŽ┬├µų°ųžėæšō▓╔ė├ą┬ą═öĄ┐ž╝╝ągüĒśŗĮ©─ŻēK╗»Ą─ØL²X╝ė╣żöĄ┐žŽĄĮyĪŻ
2 öĄ┐žØL²X╝ė╣ż╣żū„įŁ└Ē
ĪĪĪĪė╔ė┌┬▌ą²ØLĄČį┌ŲõĘ©Ž“Įž├µā╚ŽÓ«öė┌ę╗éĆ²XŚlŻ¼╣╩į┌ØL²XÖC╔Ž╝ė╣żĘŪłA²X▌åĄ─▀^│╠Š═ŽÓ«öė┌ę╗²XŚl║═ĘŪłA²X▌åŽÓć¦║ŽĄ─▀^│╠Ż¼²XŚlĄ─╣ØŪ·ŠĆ┼c²X▌åĄ─╣ØŪ·ŠĆū„╝āØLäėĪŻę“┤╦Ż¼öĄ┐žØL²XÖC╝ė╣żĘŪłA²X▌åĢrų„ę¬ėąęįŽ┬3ĘN▀\äėĪŻ
ĪĪĪĪĘČ│╔▀\äė:ØLĄČ┼c├½┼„ęį║ŃČ©ęÄ┬╔╦∙ū„Ą─ŽÓī”▀\äė;▀MĮo▀\äė:×ķ┴╦Ūą│÷▌å²XĖ▀Č╚Ż¼ĄČŠ▀Ž“├½┼„ųąą─Ą─ÅĮŽ“▀\äėŻ¼ų▒ų┴▀_ĄĮęÄČ©Ą─▌å²XĖ▀Č╚;ŪąŽ„▀\äė:ĄČŠ▀čž├½┼„▌SŽ“Ą─═∙Å═▀\äėĪŻęį╔Ž3ĘN▀\äėųąė╚ęįĘČ│╔▀\äėūŅ×ķųžę¬ĪŻĘČ│╔▀\äėæ¬įō░³└©3ĘN┐žųŲ▀\äė:(1)ĘŪłA²X▌å├½┼„└@ūį╔Ē╗ž▐Dųąą─Ą─╗ž▐D▀\äėŻ¼╝┤Ęų²X▀\äė;(2)ØLĄČĄ─Ą╚╦┘╗ž▐D▀\äė;(3)ĘŪłA²X▌å├½┼„čž├½┼„┼cØLĄČųąą─▀BŠĆĘĮŽ“╔ŽĄ─ų▒ŠĆ▀\äėĪŻ
ĪĪĪĪØLŪą▀^│╠Ą├ęįīŹ¼FĄ─╗∙▒Šę¬Ū¾╩ŪØLĄČ╣ØŪ·ŠĆ┼cĘŪłA²X▌å╣ØŪ·ŠĆ¤oŽÓī”╗¼äėĄ─╝āØLäėŻ¼╝┤Č■š▀čžĘŪłA²X▌å╣ØŪ·ŠĆĄ─ŪąŽ“╦┘Č╚ųĄ╩╝ĮKŽÓĄ╚ĪŻØLĄČ╗ž▐DĢrŻ¼│²┴╦ą╬│╔ŪąŽ„╦┘Č╚Ż¼▀ĆŽÓ«öė┌²XŚlį┌ŲĮęŲŻ¼╚ńłD1╦∙╩ŠŻ¼(a)╦∙╩Š×ķ╝ė╣żŲ╩╝╬╗ų├Ż¼(b)╦∙╩Š×ķ╝ė╣ż▀^│╠ųą╚╬ę╗╬╗ų├ĪŻ
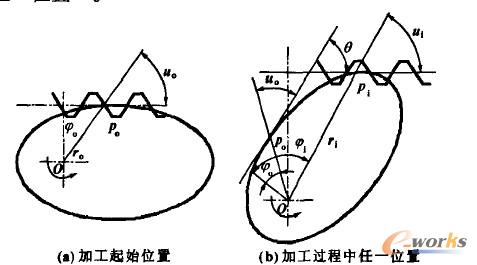
łD1ØLĄČ╝ė╣żĘŪłA²X▌å╩ŠęŌłD
3 öĄ┐žŽĄĮyśŗĮ©
ĪĪĪĪ3.1 ė▓╝■ĮM│╔
ĪĪĪĪØL²XÖCöĄ┐žŽĄĮyĄ─ė▓╝■ĮM│╔╚ńŽ┬:
čą╚A╣ż┐žĄ─IPC-610 HįŁčbš¹ÖCś╦£╩╣ż┐žÖC(IPC-610H╣ż┐žÖC▀xė├PCA-6003 Vų„░Õ║═Intel PIII100f)╬ó╠Ä└ĒŲ„Ż¼įōÖCŠ▀ėą7éĆPCI▓Õ▓█Īó2éĆ1SA▓Õ▓█,2éĆ┤«┐┌║═2éĆUSBĮė┐┌Ż¼▀@ą®┘Yį┤ūŃē“ęį║¾ī”ŽĄĮyĄ─öU│õ║═╔²╝ē)Ż¼16┐┌▌ö┴∙čŠ▌ö│÷ļpŽ“╣ŌļŖĖ¶ļx░ÕŻ¼“īäėå╬į¬╝░▓Į▀MļŖÖCĪŻė▓╝■═©ė├│╠Č╚Ė▀Ż¼ĮYśŗ║åå╬Ż¼ārĖ±▒Ńę╦Ż¼Ūę─▄▒ŻūC╣żū„ĘĆČ©┐╔┐┐Ūęš{įćĘĮ▒ŃĪŻ
ĪĪĪĪ3.2 ▄ø╝■įOėŗ
ĪĪĪĪöĄ┐žŽĄĮy▓╔ė├─ŻēK╗»ĮYśŗįOėŗĄ─╣”─▄ĘųĖŅĘ©Ż¼īóĖ„ĘN┐žųŲ╣”─▄Č╝«öū„╚╬䚯¼ŠÄųŲ│╔ŽÓī”¬Ü┴óĄ─│╠ą“─ŻēKŻ¼═©▀^ŽĄĮy│╠ą“īóĖ„ĒŚ╣”─▄┬ōŽĄ│╔ę╗éĆš¹¾wĪŻ×ķ┴╦└¹ė┌ė├æ¶▓┘ū„Ż¼▓╔ė├┴╦ØhūųĮń├µŻ¼═¼ĢrįOėŗėąĘŪłA²X▌åģóöĄ╗»ūįäėŠÄ│╠╣”─▄Ż¼▌ö╚ļ┤²╝ė╣ż╣ż╝■ģóöĄŻ¼┐╔ęįūįäė╔·│╔╝ė╣ż│╠ą“Ż¼Å─Č°īŹ¼FŠÄ│╠┼c╝ė╣żę╗¾w╗»ĪŻ
ĪĪĪĪį┌▀MąąŽĄĮy│╠ą“įOėŗĢrŻ¼▓╔ė├┴╦─ŻēK╗»║═ūė│╠ą“ŪČ╠ū╝╝ągĪŻ│╠ą“×ķ3īėĮYśŗŻ¼╔Žīė×ķŽĄĮy┐é┐ž│╠ą“;ųąķg×ķĖ„īŻė├╣”─▄─ŻēK│╠ą“;Ąūīė×ķ┼c▓┘ū„ŽĄĮyėąĻPĄ─║»öĄÄņ║══©ą┼─ŻēKĄ╚Ą╚ĪŻłD2×ķš¹éĆ▄ø╝■ŽĄĮyĄ─śŗ╝▄┐“łDĪŻ
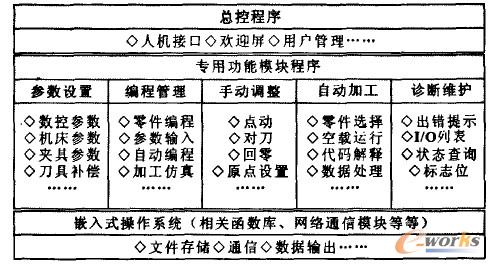
łD2ŽĄĮy▄ø╝■│╠ą“┐“łD
ĪĪĪĪ3.3 ŽĄĮy═©ėŹĘĮ╩Į
ĪĪĪĪŽĄĮy▓╔ė├┴╦╗∙ė┌CAN┐éŠĆĄ──ŻēK╗»ĮYśŗĄ─═©ą┼ĘĮ░ĖĪŻ─ŻēK╗»ĮYśŗĄ─ķ_Ę┼╩ĮöĄ┐žŽĄĮyŻ¼į┌å╬į¬╗»ĮYśŗĄ─╚╦ÖCĮń├µ┼c¼Fł÷įOéõīėų«ķgį÷╝ė┴╦╣”─▄─ŻēKīėĪŻīó¼Fł÷įOéõ░┤╣”─▄ŅÉą═äØĘų│╔╚¶Ė╔╣”─▄─ŻēKŻ¼╚╗║¾ė╔ŽÓæ¬Ą─╣”─▄─ŻēKīŹ¼Fī”▀@ą®¼Fł÷┐éŠĆįOéõĄ─╣▄└ĒŻ¼═Ļ│╔╗∙▒Š┐žųŲ╣”─▄╗“ģfš{╣”─▄Ż¼ł╠ąąĖ„ĘN┐žųŲ╦ŃĘ©ĪŻ═¼ĢrŻ¼ė╔ķ_Ę┼╩Į╚╦ÖCĮė┐┌ī”▀@ą®─ŻēK▀Mąą╣▄└Ē║═ĮMæBĪŻŲõ┐žųŲŽĄĮyĮYśŗ╚ńłD3╦∙╩ŠĪŻ

łD3╗∙ė┌¼Fł÷┐éŠĆĄ──ŻēK╗»ĮYśŗ═©ą┼ĘĮ╩Į
ĪĪĪĪ─ŻēK╗»┐žųŲŽĄĮyĮYśŗę¬▒╚é„Įyå╬į¬╗»Ą─ĮYśŗÅ═ļsŻ¼ŽĄĮyĄ─öUš╣Īó╔ņ┐sę▓▓╗╚ńå╬į¬╗»ņ`╗ŅĪŻĄ½╦³īóå╬į¬╗»ĮYśŗĄ─ų„┐žå╬į¬ųžą┬▀Mąą╝ÜĘųŻ¼▓óė├ŽÓæ¬Ą─ė▓╝■─ŻēKüĒīŹ¼FĪŻ═¼ĢrŻ¼ų„┐žå╬į¬╣”─▄┐s║å╗»×ķ╚╦ÖCĮė┐┌─ŻēKĪŻī”ė┌öĄ┐žŽĄĮyā╚▓┐ą┼ŽóųąĖ▀╦┘Īó┤¾öĄō■┴┐ĪóÅŖīŹĢrąįĄ─▀\äė┐žųŲą┼Žó╠Ä└ĒŻ¼▓╔ė├å╬¬Ü▀\äė┐žųŲ─ŻēKüĒīŹ¼F┐žųŲ║══¼▓ĮŻ¼Å─Č°╩╣┐éŠĆ╔Žą┼Žó┤¾×ķ£p╔┘Ż¼ī”┐éŠĆĄ─ĦīÆĪóīŹĢrąįĄ─ę¬Ū¾┤¾×ķĮĄĄ═ĪŻ═¼ĢrŻ¼┐╔ęįØMūŃę╗░ŃöĄō■┴┐Īóėąć└Ė±Ģrą“ĪóĖ▀┐╔┐┐ąįĄ─öĄō■é„▌öę¬Ū¾ĪŻīŹļHæ¬ė├ųą▀xō±┴╦ĮYśŗ║åå╬Īóąį─▄┐╔┐┐Īó│╔▒ŠĄ═┴«Ą─CAN¼Fł÷┐éŠĆ─ŻēK╗»ĮYśŗĄ─═©ėŹĮė┐┌ĪŻį┌╣”─▄─ŻēK┼c¼Fł÷įOéõ╗ź┬ōĄ─å¢Ņ}╔ŽŻ¼┐╝æ]ĄĮ╩ął÷╔Žų¦│ų¼Fł÷┐éŠĆĮė┐┌Ą─öĄ┴┐ĘNŅÉėąŽ▐Ż¼Č°ŪęārĖ±░║┘FŻ¼▓╔ė├┐╔ŠÄ│╠I/0üĒ┼c╩ął÷╔Žų„┴„Ą─īŻė├Įė┐┌╦┼Ę■ŽĄĮy╝µ╚▌ĪŻ╚ńłD3╦∙╩ŠŻ¼ū¾▀ģĄ─ļŖÖC┐╔Ęųäeī”æ¬×ķĘČ│╔▀\äėļŖÖCĪó▀MĮo▀\äėļŖÖCĪóų„▌S▀\äėļŖÖCŻ¼╦³éāČ╝▓╔ė├┴╦ŽÓ═¼Ą──ŻēK╗»ĮYśŗŻ¼īŹļH╩╣ė├Ģrų╗ąĶę¬▀xō±▓╗═¼ą═╠¢Ą─ļŖÖC║═įOų├▓╗═¼Ą─ļŖÖC“īäėģóöĄ╝┤┐╔Ż¼Š▀ėą║▄║├Ą──ŻēK╗»╠žąįĪŻ
4 öĄ┐žŽĄĮyśŗĮ©Ą─ĻPµI╝╝ąg
ĪĪĪĪ4.1 ģóöĄ╗»öĄō■ÄņĄ─įOėŗ
ĪĪĪĪöĄ┐žŽĄĮyĄ─æ¬ė├▄ø╝■ųąę²╚╦ģóöĄČ©ųŲĄ─╦╝ŽļŻ¼░čĖ∙ō■Įø“×Īó┘Y┴ŽĪóėŗ╦Ńęį╝░īŹļH£yįć╦∙Ą├ĄĮĄ─öĄō■▒Ż┤µį┌ŽĄĮyöĄō■ÄņŻ¼ī”ā×╗»▀^│╠ųą╔µ╝░Ą─ģóöĄ║═╝s╩°Śl╝■▀Mąą╩┬Ž╚Č©ųŲŻ¼Å─Č°ūŅ┤¾Ž▐Č╚Ąž£p╔┘ģóöĄ▌ö╚ļĪŻŽĄĮyā╚ų├ėąØL²XŪąŽ„ģóöĄöĄō■ÄņŻ¼Ųõ░³║¼ØL²XÖCĪóØLĄČĪó╣ż╝■3éĆūėÄņĪŻĖ„ūėÄņā╚░³║¼Ė„ĘN▓╗═¼ą═╠¢Ą─ØL²XÖCĪóØLĄČĪó╣ż╝■Ą─┐╔ęįŅAŽ╚Č©ųŲĄ─ą┼ŽóĪŻ╚ńÖC┤▓Äņųą░³║¼ų„▌S▐D╦┘ĘČć·ĪóÖC┤▓╣”┬╩║═ą¦┬╩ĪóōQĄČĢrķgĪó├┐┤╬ōQĄČ│╔▒ŠĪó╣żĢr┘Mė├ęį╝░▒Ē├µ┤ų▓┌Č╚Ž▐ųŲĄ╚ĪŻØLĄČÄņ░³║¼ØLĄČ▓─┴ŽĪóā╚═ŌÅĮĪóŅ^öĄĪó─═ė├Č╚ĘČć·╝░ØLĄČŪ░Īó║¾ĮŪĄ╚ĪŻ╣ż╝■Äņ░³║¼╣ż╝■─ŻöĄĪó╣ż╝■▓─┴ŽĄ╚ĪŻÅ─Č°īŹ¼FØL²XÖCĪóØLĄČĪó╣ż╝■Ą─ŽĄ┴ą╗»║═ś╦£╩╗»ĪŻ
ĪĪĪĪė├æ¶┐╔ęį╩╣ė├ŽĄĮy▀MąąŪąŽ„ģóöĄā×╗»ĪŻį┌▀MąąŪąŽ„ģóöĄā×╗»ų«Ū░Ż¼╩ūŽ╚Ė∙ō■ūį╔ĒąĶŪ¾į┌öĄō■Äņųą▀xō±ęčŅAŽ╚Č©ųŲ║├Ą─ØL²XÖCĪóØLĄČĪó╣ż╝■Ą─ŽÓĻPģóöĄŻ¼▓ó▌ö╚╦ā×╗»╦∙ąĶĄ─Ųõ╦¹ŽÓĻPģóöĄą┼ŽóĪŻ╚╗║¾į┌ŪąŽ„ģóöĄöĄō■Äņ╠ß╣®Ą─ŽÓĻPą┼ŽóĄ─╗∙ĄA╔ŽŻ¼═©▀^š{ė├ģóöĄėŗ╦Ń─ŻēKĄ├ĄĮģóöĄā×╗»▀^│╠ųą╦∙ąĶĄ─ę╗ą®ģóöĄųĄĪŻė╔ė┌įōėŗ╦Ń─ŻēKā╚▓┐╩╣ė├┴╦ę╗ą®Įø“×╣½╩Įęį╝░▓┐ĘųÅ─┘Y┴Ž╗“īŹļHé╚įćųąĄ├ĄĮĄ─öĄō■Ż¼┐╝æ]ĄĮ▀@ą®╣½╩Į║═öĄō■Ą─ŠųŽ▐ąįŻ¼Ųõ╦∙Ą├Ą─ģóöĄųĄļy├Ō│÷¼F┼cīŹļHŪķør▓╗Ę¹Ą─¼FŽ¾ĪŻ╦∙ęįŽĄĮyāHīó▀@ą®ųĄū„×ķģó┐╝ųĄŻ¼ė├æ¶┐╔ęįĖ∙ō■īŹļHŪķørū├Ūķą▐Ė─ĪŻ┤²ė├æ¶┤_šJ┴╦Ė„éĆģóöĄųĄ║¾Ż¼ŽĄĮyīóĖ„ģóöĄ▌d╚ļā×╗»│╠ą“Ż¼▓óķ_╩╝ī”ØL²XŪąŽ„ģóöĄ▀Mąąā×╗»╠Ä└ĒĪŻ
ĪĪĪĪ4.2 š`▓ŅčaāöŽĄĮy
ĪĪĪĪį\öÓ«a╔·²X▌å╝ė╣żš`▓ŅĄ──┐Ą─╩Ū×ķ┴╦£pąĪ╗“Ž¹│²²X▌å╝ė╣żš`▓ŅŻ¼╩ŪØL²XÖC╝ė╣żĄ─ųžųąų«ųžŻ¼ę╗░Ń╩ŪÅ─╠ßĖ▀²X▌å╝ė╣żĄ─įŁ╩╝Š½Č╚║═╝ė╣żĢr▓╔ė├čaāö┤ļ╩®üĒ╠ßĖ▀²X▌å╝ė╣żĄ─Š½Č╚ĪŻ
ĪĪĪĪłD4╦∙╩Š×ķöĄ┐žŽĄĮyĄ─š`▓Ņčaāö─ŻēKŻ¼ų„ę¬ė╔ŪČ╚╦╩Į┐žųŲŽĄĮyĪó▓Į▀MļŖÖCĪó£p╦┘Ų„Īó╣ŌļŖŠÄ┤aŲ„Ą╚ĮM│╔ĪŻŽĄĮy▓╔ė├£yĄ├Ą─²XŠÓ└█Ęeš`▓Ņū„×ķčaāö┐žųŲą┼╠¢Ż¼ĮøöĄō■╠Ä└Ē║¾╦∙Į©┴óĄ─öĄīW─Żą═į┌╬óÖCųą«a╔·ŽÓæ¬Ą─čaāöą┼╠¢Ż¼įōą┼╠¢┼c╣ŌļŖŠÄ┤aŲ„ą┼╠¢Īó╣żū„┼_┴Ń╬╗ą┼╠¢į┌═¼ę╗Ģr┐╠▀M╚╦ŪČ╚ļ╩Į╬ó╠Ä└ĒŽĄĮyŻ¼ėųĮøöĄō■╠Ä└Ēų«║¾Ż¼═©▀^▓Į▀MļŖÖC“īäėŽĄĮyĪó▓Į▀MļŖÖCĪó£p╦┘Ų„į┘▀M╚╦ÖC┤▓▓Ņäėµ£ĪóĘų²Xµ£ĄĮ╣żū„┼_Ż¼«a╔·čaāö▀\äėĪŻčaāö┐žųŲųąŻ¼╣ŌļŖŠÄ┤aŲ„Ą─ĮŪ╬╗ęŲ├}ø_ą┼╠¢ĮøĮė┐┌ļŖ┬Ę╦═╚╦ŪČ╚╦╩ĮŽĄĮyŻ¼ū„×ķåóäėA/D▐DōQĄ─ą┼╠¢ĪŻį┌▄ø╝■ĘĮ├µŻ¼▓╔ė├ų³cčaāöĄ─ĘĮĘ©Ż¼╝┤īó£yĄ├Ą─ū¾ėę²X└¬²XŠÓ└█Ęeš`▓ŅōQ╦Ń×ķĮŪČ╚š`▓Ņą┼╠¢Ż¼Įøę╗ŽĄ┴ą╠Ä└Ē║¾Ż¼į┌ŪČ╚╦╩ĮŽĄĮyųąĮ©┴óš`▓Ņą▐š²▒ĒĪŻčaāöĢrŻ¼├┐ĄĮę╗éĆčaāö³cŻ¼Ė∙ō■įō³cš`▓Ņą▐š²┴┐Ż¼ė╔┐žųŲŲ„░l│÷ŽÓæ¬Ą─ą▐š²├}ø_Ż¼“īäė▓Į▀MļŖÖC╩╣╣żū„┼_Ħäė╣ż╝■«a╔·ĖĮ╝ė▐DäėŻ¼ęįīŹ¼Fī”欳cĄ─čaāöą▐š²ĪŻ
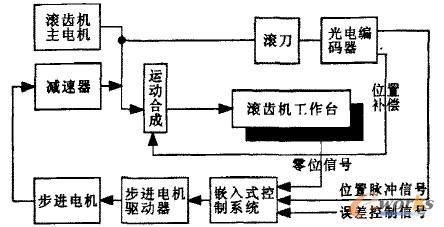
łD4öĄ┐žŽĄĮyĄ─š`čÓčaāö─ŻēK
ĪĪĪĪ4.3 īŹĢrĘĮ░ĖĄ─▀xō±
ĪĪĪĪį┌öĄ┐žŽĄĮyĄ─ĄūīėŻ¼▓╔ė├ŪČ╚╦╩ĮLinuxĄ─▓┘ū„ŽĄĮy╚Ī┤·é„ĮyĄ─å╬Ų¼ÖCĮKČ╦Ż¼▀@╩╣Ą├įŁüĒ╝ŖĘ▒Å═ļsĄ─ė▓╝■īŹĢrļŖ┬ĘįOėŗ▐D╗»│╔×ķī”ŪČ╚╦╩ĮLinux▓┘ū„ŽĄĮyīŹĢrąį─▄Ą─╠Ä└ĒĪŻ
ĪĪĪĪĖ∙ō■īŹĢrąį─▄Ą─ų¦│ų│╠Č╚▓╗═¼Ż¼┴„ąąĄ─ŪČ╚╦╩ĮLinuxīŹĢrĮŌøQĘĮ░Ė┐╔ęįĘų×ķęįŽ┬ā╔ŅÉ:
ĪĪĪĪ(1)ų┬┴”ė┌ė▓īŹĢrų¦│ųĄ─ĘĮ░ĖŻ¼└²╚ńRTLinux║═RTAIĪŻ╦³éāį┌Linuxā╚║╦ų«═Ōå╬¬ÜīŹ¼Fę╗éĆŠ½║åĄ─īŹĢrā╚║╦Ż¼ā╔éĆā╚║╦═¼Ģr┤µį┌Ż¼ę└┐┐ā׎╚╝ēĄ─▓╗═¼═Ļ│╔▓╗═¼Ą─╚╬äšĪŻ▀@ŅÉĘĮ░ĖĄ─ā׳c╩Ūīė┤╬ŪÕ╬·Ż¼ī”╗∙▒ŠĄ─īŹĢrąį─▄ų¦│ų├„┤_Ż¼Ūę┐╔ŅA£yĪŻ┴Ē═Ōį┌š{Č╚ÖCųŲĘĮ├µęčĮøīŹ¼F┴╦╗∙▒ŠĄ─ā׎╚╝ēš{Č╚ĪŻ
ĪĪĪĪ(2)ų┬┴”ė┌▄øīŹĢrĄ─ų¦│ųĘĮ░ĖŻ¼└²╚ńRED Linux , KURT║═Hard Hat LinuxŻ¼▀@ÄūĘNĘĮĘ©Ą─īŹ¼F╦╝┬ĘÕ─«ÉŻ¼Ą½Č╝╩Ū═©▀^ų▒Įėą▐Ė─Linuxā╚║╦į┤┤·┤aŻ¼╠µōQ┼cĢrķg╗“š{Č╚ŽÓĻPĄ─┤·┤aČ╬ĪŻ▀@śėĄ─ĘĮ╩Įļm╚╗ę▓─▄ē“īŹ¼Fę╗Č©│╠Č╚Ą─īŹĢr╣żū„Ż¼Ą½ģs▓╗▀m║ŽŠ▀ėąĖ▀īŹĢrąįę¬Ū¾Ą─┐žųŲŽĄĮyĪŻ
ĪĪĪĪ×ķ┴╦ĮoŪČ╚╦╩Į┐žųŲŲ„▀xō±ę╗éĆ║Ž▀mĄ─īŹĢrąįīŹ¼FĘĮ╩ĮŻ¼═©▀^ī”╔Ž├µÄūĘN‘nuxīŹĢr╗»ĘĮ░Ė▀MąąĘų╬÷Ż¼ūŅ║¾▀xō±RTAIū„×ķŪČ╚╦╩Į┐žųŲŽĄĮyĄ─īŹĢr╗»ŲĮ┼_ĪŻę└ō■╚ńŽ┬:
ĪĪĪĪ(1) RTAIĄ─ļpā╚║╦ĮYśŗ╝╚┐╔ęįØMūŃīŹĢræ¬ė├ī”Ģrķg╝s╩°Ą─ę¬Ū¾Ż¼ėų┐╔ęį└¹ė├LinnxįŁėąā╚║╦Ą─žSĖ╗▄ø╝■┘Yį┤;
ĪĪĪĪ(2) RTAI─▄ē“īŹ¼Fā╚║╦Ą─┐╔ōīš╝ąįŻ¼īŹĢrųąöÓÖCųŲŻ¼ęį╝░äėæBā׎╚╝ēš{Č╚Ą╚╗∙▒ŠīŹĢrÖCųŲŻ¼─▄ē“ØMūŃŪČ╚╦╩Į┐žųŲŽĄĮyĄ─īŹĢrąįąĶŪ¾;
ĪĪĪĪ(3)ŽÓī”ė┌RTLinux, RTAIĄ─╣”─▄Ė³├„┤_Ż¼ęūė┌Ė·█ÖLinux░µ▒ŠĄ─╔²╝ēŻ¼┐╔╗∙ė┌ŪČ╚╦╩ĮLinuxĄ─ķ_Ę┼╩Į┐žųŲŲĮ┼_æ¬ė├Ė³ą┬Ą─LinuxĘĆČ©░µ▒Š;
ĪĪĪĪ(4)═Ļ╚½ķ_Ę┼į┤┤aŻ¼ĘĮ▒Ńßśī”ŪČ╚╦╩Į┐žųŲæ¬ė├Ą─ā╚║╦š{Č╚ÖCųŲ▀MąąĖ─įņĪŻ
ĪĪĪĪų„ę¬īŹĢr╣”─▄─ŻēK┼õų├ĘĮ╩Į╚ńŽ┬:
ĪĪĪĪ╣żū„┼_╬╗ų├┐žųŲmotor)øQČ©ÖC┤▓Š½Č╚║═▀\ąą░▓╚½Ż¼╦³Å─▓ÕčaŠÅø_ģ^intERPolate_fifo)ėŗ╦Ń│÷Ž┬ę╗ų▄Ų┌Ą─īŹļHū°ś╦į÷┴┐Ż¼▌ö│÷ĄĮ╦┼Ę■å╬į¬“īäė▓Į▀MļŖÖC╣żū„ĪŻę“┤╦īóŲõįOėŗ│╔ų▄Ų┌ąįRTAIŠĆ│╠Ż¼▀\ąąų▄Ų┌×ķ4ms, 1╝ēā׎╚ÖÓĪŻ
ĪĪĪĪ╣”─▄┐žųŲ╚╬äšcontrol)╩Ū└¹ė├fifoÅ─ė├æ¶īėŽ“ā╚║╦īėé„▀f┐žųŲ├³┴ŅĪó╚ń³cäėĪóĢ║═ŻĪóūįäėĄ╚Ż¼▓óīŹ¼Fī”I/O┐┌Ą─┐žųŲĪŻ┤╦╚╬äš▓╔ė├īŹĢrųąöÓ▓▀┬įŻ¼į┌Įė╩▄ĄĮ┐žųŲ├³┴Ņ║¾Ż¼ā╚║╦Ģ║ĢrųąöÓ╬╗ų├┐žųŲ╚╬äšĪŻ
ĪĪĪĪØLĄČ▓Õča╚╬äšintERPolate ( )ę¬Å─▓Õča£╩éõŠÅø_ģ^prepare_fifoųą╚Ī│÷öĄō■Ż¼╚╗║¾▀Mąą▓Õča▀\╦ŃŻ¼īóĮY╣¹╦═╚╦ĄĮintERPolate_fifo( )ĪŻ┤╦╚╬äšę▓įOėŗ│╔ų▄Ų┌ąįRTAIŠĆ│╠2╝ēā׎╚ÖÓŻ¼▀\ąąų▄Ų┌║═╬╗ų├┐žųŲ╚╬äšŅl┬╩įOų├│╔ŽÓ═¼ĪŻ
ĪĪĪĪĀŅæBÖz£y╚╬äšmonitor)īóé„▌öĄĮv0┐┌Ą─Ė„éĆ╦┘Č╚é„ĖąŲ„Īóē║┴”é„ĖąŲ„ĀŅæB▒Ż┤µį┌status_ fifo()ųąŻ¼═¼Ģržōž¤ī”▀\ąąĢrļŖē║ĪóļŖ┴„Ą╚ųĄĄ─ĀŅæB▀Mąą┼ąöÓĪŻę“×ķę¬ī”ÖC┤▓ĀŅæB▀MąąīŹĢr▒O┐žŻ¼ę“┤╦įOų├┤╦╚╬äš▀\ąąų▄Ų┌×ķ10msŻ¼ā׎╚╝ē×ķ3╝ēĪŻ
5 ŽĄĮyĘ┬šµ
ĪĪĪĪŽĄĮyŠ▀ėąģóöĄ╗»Ę┬šµØL²X╝ė╣ż▀^│╠Ą─╣”─▄ĪŻ╩ūŽ╚▌ö╚╦ėąĻP²X▌åĄ─├½┼„łD║═ĄČŠ▀łDģóöĄŻ¼ė├╦³éāĘųäe─ŻöMĘČ│╔ī”Ž¾║═ĘČ│╔╣żŠ▀ĪŻ╚╗║¾Ė∙ō■CAD▄ø╝■ā×╗»Ą├ĄĮĄ─ĘŪłA²X▌åįOėŗģóöĄŻ¼└LųŲ│÷Ųõ├½┼„łDĪŻ┤²╝ė╣ż²X▌åĄ─ģóöĄŻ¼ę▓╩Ū╦∙ąĶĄČŠ▀Ą─ģóöĄŻ¼ō■┤╦└LųŲĄČŠ▀łDĪŻ╩╣ā╔š▀░┤┤_Č©Ą─ć¦║ŽęÄ┬╔ŽÓī”▀\äėŻ¼ĄČŠ▀Ą─²Xą╬Š═Ģ■ų▓Į░³Įj│÷²X▌åĄ─²Xą╬ĪŻę▓┐╔═©▀^ų▒Įė▌ö╚ļĘŪłA²X▌åĄ─╠žš„ģóöĄ▀MąąĘ┬šµĪŻ
6 ĮYšō
ĪĪĪĪįōĘŪłA²X▌åØL²X╝ė╣żöĄ┐žŽĄĮyŠ▀ėą─ŻēK╗»ĪóģóöĄ╗»Ą─╠ž³cŻ¼╝»│╔│╠Č╚Ė▀Ż¼īŹĢrąį║═Š½Č╚Č╝─▄ØMūŃįOėŗę¬Ū¾ĪŻŲõļŖÖC┐žųŲ─ŻēKĪóš`▓Ņčaāö─ŻēKĪóīŹĢr─ŻēKČ╝┐╔ęį┬į╝ėĖ─įņ▀mė├ė┌Ųõ╦¹Ą─²X▌å╝ė╣żöĄ┐žŽĄĮyŻ¼═¼ĢrŲõ╗∙ė┌ŪČ╚╦╩ĮLinuxĄ─▄ø╝■įOėŗŠ▀ėą═Ļ╚½ūįų„Ą─ų¬ūR«aÖÓŻ¼┐╦Ę■┴╦įŁüĒĄ─å╬Ų¼ÖC║═DOSŽ┬öĄ┐žŽĄĮyĄ─╚§³cŻ¼Č°ŪęŠ▀ėąķ_Ę┼ąįĪó┐╔öUš╣ąį║═ĘĆČ©ąįĄ─╠ž³cŻ¼═¼Ģr┐╔ęį└¹ė├LinuxĄ─ŠWĮj╠žąįŻ¼īŹ¼FöĄ┐žŽĄĮyĄ─▀h│╠┐žųŲĪó┘Yį┤╣▓ŽĒĄ╚Ą╚ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ĘŪłA²X▌åĄ─ØL²X╝ė╣żöĄ┐ž╝╝ąg蹊┐
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019310161.html






















