



0 ę²čį
ĪĪĪĪ╗∙ė┌webųŲįņĄ─Ū░╠ߤoę╔æ¬įō╩ŪūŅĮK═Ļ│╔ųŲįņ╚╬䚥─¼Fł÷įOéõ(░³└©ū„×ķ╚ßąįųŲįņŽĄĮy╗∙▒Šå╬╬╗Ą─Ė„ĘN“ųŲįņå╬į¬”)Ż¼╝┤ŠWĮj╗»ųŲįņčbéõ╩Ū╗∙ė┌WebųŲįņė▓╝■╗∙ĄAĪŻå╬į¬ŽĄĮy╩Ūęįę╗┼_╗“ČÓ┼_öĄ┐ž╝ė╣żįOéõ║═╬’┴Žā”▀\ŽĄĮy×ķų„¾wŻ¼į┌ėŗ╦ŃÖCĮyę╗┐žųŲ╣▄└ĒŽ┬Ż¼┐╔▀MąąČÓŲĘĘNĪóųąąĪ┼·┴┐┴Ń╝■ūįäė╗»╝ė╣ż╔·«aĄ─ÖCąĄ╝ė╣żŽĄĮyĄ─┐éĘQĪŻ╦³╩Ūėŗ╦ŃÖC╝»│╔ųŲįņŽĄĮy(CIMS)Ą─ųžę¬ĮM│╔▓┐ĘųŻ¼╩Ūūįäė╗»╣żÅS▄ćķgū„śIėŗäØĄ─ĘųĮŌøQ▓▀īė║═Š▀¾wł╠ąąÖCśŗĪŻŠWĮj╗»ųŲįņųąĄ─öĄ┐žå╬į¬╝░ĻPµIöĄ┐ž╝╝ągŻ¼ć°ā╚═ŌųŲįņąąśIį┌å╬į¬ŽĄĮyĄ─└Ēšō║═╝╝ąg蹊┐ĘĮ├µ═Č╚ļ┴╦┤¾┴┐Ą─╚╦┴”╬’┴”Ż¼ę“┤╦å╬į¬╝╝ąg¤ošō╩Ū▄ø╝■▀Ć╩Ūė▓╝■Š∙ėąčĖ╦┘Ą─░lš╣ĪŻ
1 ųŲįņå╬į¬╝╝ąg╝░Ųõ░lš╣
ĪĪĪĪ1.1 ╚ßąįųŲįņ╝╝ąg┼cCIMS
ĪĪĪĪ╚ßąįųŲįņ╝╝ągĄ─蹊┐Ž“ų°╔ŅČ╚║═ÅV┴x░lš╣ĪŻę╗╠ߥĮ╚ßąįųŲįņ╝╝ągŻ¼╚╦éā╩ūŽ╚ŽļĄĮ╚ßąįųŲįņŽĄĮy(n╝┘)ĪŻ
ĪĪĪĪūŅįńĄ─FMS╩Ū1967─Ļė╔ėóć°Molins╣½╦ŠčąųŲĄ─“System 24”Ż¼ų┴Į±ęčėą30ėÓ─ĻÜv╩ĘĪŻFMSęčį┌░l▀_ć°╝ęÅVĘ║æ¬ė├Ż¼ė╔ė┌ŲõÅ═ļsąį║═▓╗öÓĄž░lš╣Ż¼ų┴Į±╚įėą┤¾┴┐īWš▀ī”┤╦▀MąąčąŠ┐ĪŻ─┐Ū░Ą─蹊┐ų„ę¬ć·└@FMSĄ─ŽĄĮyĮYśŗĪó┐žųŲĪó╣▄└Ē║═ā×╗»▀\ąąį┌▀MąąĪŻ
ĪĪĪĪļSų°Ė„ĘNėŗ╦ŃÖC▌oų·╣żŠ▀╚ńCADĪóCAEĪóCAPPĪóCAMĄ╚Ą─░lš╣Ż¼Ė„ĘN╚ßąįĖ▀ą¦Ą─╔·«aįOéõ╚ńDNCĪóCNCĪóFMSĪóFASĄ╚ę▓įĮüĒįĮČÓĄž▒╗▓╔ė├ĪŻ×ķ┴╦╚½├µ╠ßĖ▀Ų¾śIĄ─ĮøĀI╔·«aą¦ęµŻ¼ę¬Ū¾╚½├µīŹ¼FÅ─╔·«aėŗäØøQ▓▀Īó«aŲĘįOėŗĪó╝ė╣żų▒ĄĮ╩ął÷õN╩█Ę■䚥─š¹éĆ╔·«a▀^│╠Ą─ūįäė╗»ĪŻ
ĪĪĪĪ1973─Ļ├└ć°Harrington▓®╩┐╠ß│÷Ą─ėŗ╦ŃÖC╝»│╔ųŲįņĄ─╦╝Žļį┌80─Ļ┤·╩▄ĄĮ├└ĪóÜWĪó╚šĄ╚ć°Ą─ųžęĢŻ¼ĘeśOķ_š╣CIMS蹊┐Ż¼├└ć°1986─Ļ═Č┘Y1400╚f├└į¬Į©┴ó┴╦ęįć°╝ęś╦£╩╝╝ąg蹊┐╦∙×ķų„│ųå╬╬╗Ż¼ėą┬ķ╩Ī└Ē╣żīWį║║═ŲšČ┼┤¾īWĄ╚10éĆå╬╬╗ģó╝ėĄ─├└ć°ūįäė╗»ųŲįņ蹊┐╗∙ĄžŻ¼▓ó╠ß│÷┴╦ėąė░ĒæĄ─CIMS╬Õ╝ē┐žųŲĮYśŗŻ¼╚ńłD1╦∙╩ŠĪŻ
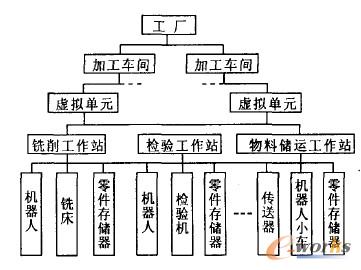
łD1 CIMS╬Õ╝ē▀fļAĮYśŗ
ĪĪĪĪ╚ßąįųŲįņŽĄĮyĪóöĄ┐ž╝ė╣żČ╝╩Ūī┘ė┌CIMSųąĄ─ųŲįņūįäė╗»╝╝ągĪŻć°ļH╔ŽęčĮø╠ß│÷┴╦║▄ČÓĘNCIMŽĄĮy¾wŽĄĮYśŗŻ¼╦³éāĖ„ėąķLČ╠Ż¼Ą½╩ŪīŹė├ąįČ╝▓╗ē“└ĒŽļĪŻŪÕ╚A┤¾īWĻÉėĒ┴∙Į╠╩┌ŅIī¦Ą─šnŅ}ĮMĖ∙ō■╬ęć°īŹ╩®CIMSĄ─Įø“×▓ó╬³╚Ī┴╦ć°═ŌĖ„ĘNCIMŽĄĮy¾wŽĄĮYśŗĄ─ā׳cŻ¼ė┌1994─Ļ╠ß│÷┴╦┴∙ęĢłDļA╠▌ą╬CIMŽĄĮy¾wŽĄĮYśŗ(Stair—Like CIM System ArchitectureŻ¼║åĘQsLA)ĪŻį┌CIMŽĄĮy¾wŽĄĮYśŗųąę¬╝ė╚ļĮøØ·ęĢłDĄ─ė^³cŻ¼╩Ūū„š▀į┌ć°ļH╔Ž╩ū┤╬╠ß│÷Ą─ĪŻĮ³─ĻüĒŻ¼SLAęčųØu×ķć°ā╚═ŌĄ─CIMīŻ╝ę╦∙Įė╩▄ĪŻ
ĪĪĪĪ╚ßąįųŲįņå╬į¬(FMCŻ¼Flexible Manufacturing CeU)╩Ūį┌ųŲįņå╬į¬Ą─╗∙ĄA╔Ž░lš╣ŲüĒĪóŠ▀ėą╚ßąįųŲįņŽĄĮy▓┐Ęų╠ž³cĄ─ę╗ĘNå╬į¬ĪŻ═©│Żė╔1ų┴3┼_Š▀ėą┴Ń╝■ŠÅø_ģ^ĪóĄČŠ▀ōQĄČ╝░═ą░ÕūįäėĖ³ōQčbų├Ą─öĄ┐žÖC┤▓╗“╝ė╣żųąą─┼c╣ż╝■ā”┤µĪó▀\▌öčbų├ĮM│╔Ż¼Š▀ėą▀mæ¬╝ė╣żČÓŲĘĘN«aŲĘĄ─ņ`╗Ņąį║═╚ßąįŻ¼┐╔ęįū„×ķFMSųąĄ─╗∙▒Šå╬į¬Ż¼ę▓┐╔īóŲõęĢ×ķę╗éĆęÄ─ŻūŅąĪĄ─FMSŻ¼╩ŪFMSŽ“┴«ār╗»╝░ąĪą═╗»ĘĮŽ“░lš╣Ą─ę╗ĘN«a╬’ĪŻFMCĄ─ūįäė╗»│╠Č╚ļm┬įĄ═ė┌FMSŻ¼Ą½Ųõ═Č┘Y▒╚FMS╔┘Ą├ČÓČ°ĮøØ·ą¦ęµĮėĮ³Ż¼Ė³▀mė├ė┌žö┴”ėąŽ▐Ą─ųąąĪą═Ų¾śIĪŻ─┐Ū░ć°ā╚═Ō▒ŖČÓÅS╝ęČ╝īóFMC┴ą×ķ░lš╣Ą─ųž³cĪŻ
ĪĪĪĪ1.2 öĄ┐žå╬į¬Ą─ū„ė├╝░░lš╣
ĪĪĪĪöĄ┐žįOéõ╩ŪĮM│╔╚ßąįūįäė╗»╔·«aŽĄĮyĄ─ūŅ╗∙▒Šå╬╬╗ĪŻöĄ┐žįOéõ┬ōŠW▓╗āH×ķå╬╝■ĪóųąąĪ┼·┴┐│ŻęÄ┴Ń╝■╗“Å═ļs┴Ń╝■╠ß╣®┴╦Ė▀ą¦Ą─ūįäė╗»╝ė╣ż╩ųČ╬Ż¼Č°Ūę×ķš¹éĆųŲįņŽĄĮyĄ─ģfš{Īóā×╗»║═┐žųŲ╠ß╣®╗∙▒ŠĄ─╩ųČ╬ĪŻę╗ĘĮ├µŻ¼öĄ┐žįOéõ┬ōŠW┤¾┤¾╣Ø╩Ī│╠ą“Ę┤Å═ŠÄųŲ╝░µI╚ļČ°└╦┘MĄ─╝ė╣ż£╩éõĢrķgŻ¼┐╔ęį░čĘ■äšŲ„ųą┤µā”Ą─╝ė╣ż│╠ą“į┌Ė„ÖC┤▓ķgīŹ¼F│╠ą“╣▓ŽĒŻ¼ĘĮ▒Ń┴╦Ė„ÖC┤▓å¢┴Ń╝■Ą─▐DęŲ╝ė╣żŻ╗┴Ēę╗ĘĮ├µŻ¼äōįņ┴╦ę╗éĆ┼c╔ŽīėŠWĮj▀MąąCIMS╣▄└ĒĄ─ŃĢĮėŁhŠ│ĪŻ╩╣Ą├╝╝ąg╣▄└Ē▓┐ķT┐╔ęįė├CADŻ»CAM▄ø╝■╝░ŪąŽ„öĄō■ÄņüĒā×╗»öĄ┐ž╝ė╣ż╣ż╦ć║═Š½┤_╝ė╣ż│╠ą“ĪŻ
ĪĪĪĪ├└ć°IngersollŃŖ┤▓╣½╦Šį°Ęų╬÷┴╦į┌é„ĮyĄ─ųŲįņ╣żÅSųąÅ─įŁ▓─┴Ž▀MÅSĄĮ«aŲĘ│÷ÅSĄ─ųŲįņ▀^│╠ĪŻĮY╣¹▒Ē├„Ż¼ī”ę╗éĆÖCąĄ┴Ń╝■üĒšfŻ¼ų╗ėą5ŻźĄ─Ģrķg╩Ūį┌ÖC┤▓╔ŽŻ╗95ŻźĄ─ĢrķgųąŻ¼┴Ń╝■į┌▓╗═¼Ą─ĄžĘĮ║═▓╗═¼Ą─ÖC┤▓ų«ķg▀\▌ö╗“Ą╚┤²ĪŻ£p╔┘▀@95ŻźĄ─ĢrķgŻ¼╩Ū╠ßĖ▀ųŲįņ╔·«a┬╩Ą─ųžę¬ĘĮŽ“ĪŻā×╗»ųŲįņ▀^│╠Ą─ėŗäØ║═š{Č╚╩Ū£p╔┘95ŻźĄ─ĢrķgĄ─ų„ę¬╩ųČ╬ĪŻėąĶbė┌┤╦Ż¼ć°ā╚═Ōī”ųŲįņ▀^│╠Ą─ėŗäØ║═š{Č╚Ą─蹊┐ĘŪ│Ż╗Ņ▄SŻ¼ęč░l▒Ē┴╦┤¾┴┐蹊┐šō╬─║═蹊┐│╔╣¹ĪŻ
ĪĪĪĪé„ĮyĄ─ĘŌķ]ŽĄĮyŻ¼╚ńFanucĪóSiemensĄ╚Č╝ų╗ĦėąŲš═©Ą─═©ą┼Įė┐┌Ż¼╚ńRS232CĪóRS422║═RS485Ą╚āHŠ▀ėąISO╬’└ĒīėĄ─╣”─▄ĪŻ─┐Ū░čąųŲķ_░l│÷Ą─╗∙ė┌PCĄ─öĄ┐žŽĄĮyŻ¼ļm╚╗┐╔ęįį┌ė▓╝■╔Ž┼õų├ŠW┐©Ż¼Ą½▓ó╬┤ķ_░l│÷ŽÓæ¬Ą─æ¬ė├│╠ą“Ż¼╚½├µ┐╔┐┐Ąžų¦│ųCIMSĄūīėĄ─┬ōŠW▀\ąąŻ¼Ė³▓╗ė├šfų¦│ų┼cIntemetZIntranetĄ─┬ōŠWĪŻ
ĪĪĪĪDNC╝╝ągĮ³─ĻüĒĄ├ĄĮ┴╦║▄┤¾░lš╣ĪŻŽÓī”FMSüĒšfŻ¼DNCŠ▀ėą═Č┘YąĪĪóęŖą¦┐ņĪó╚ßąį║├║═┐╔┐┐ąįĖ▀Ą╚╠ž³cŻ¼ę“Č°Į³─ĻüĒĄ─蹊┐ĘŪ│Ż╗Ņ▄SĪŻ└²╚ńŻ║├└ć°(Manufacturing Engineering)Ė▀╝ēŠÄ▌ŗRobert BŻ«Aron80nūŅĮ³īŻķT░l▒ĒŠC║Žįušō╬─š┬“öĄ┐žå╬į¬(ŽĄĮy)Ą─ūŅą┬▀Mš╣”Ż¼ī”öĄ┐žå╬į¬ŽĄĮyĄ─░lš╣ĀŅør▀Mąą┴╦ŠC╩÷Ż¼ŲõųąųĖ│÷Ż║“å╬į¬(ŽĄĮy)─┐Ū░ęčĮøķ_╩╝ė░Ēæ║═ų¦┼õų°├└ć°ųŲįņśI”ĪŻĮ³─ĻüĒėų╠ß│÷┴╦ę╗ĘN╗∙ė┌ČÓūįų„¾w(Multi—Agent)Ą─å╬į¬╗»ųŲįņŽĄĮyŻ¼Ųõ蹊┐š²į┌┼dŲĪŻ╚ń─┐Ū░╩└Įń╔ŽCIMSėŗäØųąŻ¼╠ß│÷┴╦ųŪ─▄═ĻéõųŲįņŽĄĮy┌÷┼R(Holonic manufacturingsystem)ĪŻHMS╩Ūė╔ųŪ─▄═Ļéõå╬į¬Å═║ŽČ°│╔Ż¼ŲõĄūīėįOéõŠ▀ėąķ_Ę┼Īóūį┬╔Īó║Žū„Īó▀mæ¬╚ßąįĪó┐╔┐┐Īóęū╝»│╔║═¶ö░¶ąįĪŻ
ĪĪĪĪ1.3 ķ_Ę┼╩ĮCNC┼cŠWĮjųŲįņ
ĪĪĪĪį┌¼F┤·ŠWĮjųŲįņŁhŠ│ųąŻ¼öĄ┐žÖC┤▓Īó╝ė╣żųąą─Īó╚ßąįųŲįņå╬į¬Ą╚ęč▓╗į┘╩Ū╣┬┴óĄ─╝ė╣żįOéõŻ¼Č°╩ŪŠWĮjŁhŠ│Ž┬┼c╣ż│╠įOėŗŽĄĮyĪó╣▄└Ēą┼ŽóŽĄĮyų▒Įė▀BĮėĄ─ę╗éĆėą╝ė╣ż─▄┴”Ą─ĮY³cĪŻę¬═©▀^ŠWĮj┼c╣▄└Ēą┼ŽóŽĄĮyĪó╣ż│╠įOėŗŽĄĮyĄ╚ŽÓĻP═Ō▓┐ŁhŠ│▀BĮė═©ėŹŻ¼▒žĒÜīŹ¼F╝ė╣żįOéõŽÓ╗źų«ķgĄ─ļpŽ“═©ėŹĪŻ
ĪĪĪĪ╗∙ė┌PCĄ─ķ_Ę┼╩ĮöĄ┐žŽĄĮyŻ¼ė╔ė┌▓╔ė├┴╦ś╦£╩PCĄ─ė▓╝■╝░ś╦£╩Ą─▓┘ū„ŽĄĮyŻ¼Ųõ▒Š╔ĒŠ═Š▀ėąų▒ĮėĮMŠW─▄┴”Ż¼╦³ĮoŠWĮjųŲįņŽĄĮy╠ß╣®┴╦ę╗éĆūŅ║├Ą─ŲĮ┼_Ż¼╩Ūšµš²ęŌ┴xĄ─ŠWĮjųŲįņŽĄĮyĪŻį┌╗∙ė┌PCĄ─ķ_Ę┼╩ĮCNCųąŻ¼ė╔ė┌ė├ė▓▒Pū„×ķ╝ė╣ż┤·┤aĄ─┤µā”▌d¾wŻ¼╩╣CADŻ»CAMĄ─╝ė╣ż│╠ą“┐╔ęį═©▀^ś╦£╩Ą─ęį╠½ŠWę╗┤╬é„▌öĄĮCNCė▓▒P╔ŽŻ¼╝ė╣żŪ░ę╗┤╬é„▌ö▒ŻūC┴╦ŽĄĮyé„▌öĄ─┐╔┐┐ąįĪŻėųė╔ė┌ė▓▒PĄ─╚▌┴┐┤¾Ż¼ūxīæ╦┘Č╚┐ņŻ¼╝┤╩╣╔Ž░┘šū0.01mmķLČ╚┐šķgų▒ŠĆČ╬Ą─┤·┤aŻ¼CNCį┌├}ø_«ö┴┐×ķ1μmĢrĄ─╝ė╣ż╦┘Č╚ę▓─▄▀_ĄĮ├┐ĘųńŖ╔Ž░┘├ū(▀@╩Ū▓╔ė├RS232Ą╚┤«ąąĮė┐┌Ą─é„ĮyöĄ┐žŽĄĮy▀h▓╗─▄▀_ĄĮĄ─╦┘Č╚)Ż¼▀@śėŠ═ĮŌøQ┴╦┤¾│╠ą“┴┐Ą─Ė▀╦┘ĪóĖ▀Š½Č╚Ą─1JD-rå¢Ņ}ĪŻ═¼ĢrŻ¼▓╗ę╗Č©ĘŪę¬ė├Ū·├µ║═śėŚl▓ÕčaŻ¼£p▌p┴╦CADŻ»CAMŽĄĮyĄ─žōō·║═ī”ŠÄ│╠╚╦åTĄ─ę¬Ū¾ĪŻ╚ń╣¹īóĘų▒µ┬╩╠ßĖ▀ĄĮ0Ż«1║ļĢrŻ¼CNCĄ─╝ė╣ż╦┘Č╚ę▓─▄▀_ĄĮ├┐ĘųńŖ╩«ėÓ├ūŻ¼┤¾┤¾ŲĮ╗¼┴╦ÖC┤▓Ą─ęŲäė┴┐Ż¼ĮĄĄ═┴╦╝ė╣ż▒Ē├µ┤ų▓┌Č╚ųĄŻ¼£pąĪ┴╦╝ė╣ż▒Ē├µĄ─š`▓ŅŻ¼╩╣īŹ¼FĖ▀╦┘ĪóĖ▀Š½Č╚Ą─╝ė╣ż│╔×ķ┐╔─▄ĪŻ
ĪĪĪĪė╔10┼_CNC▄ć┤▓Īó1┼_┴ó╩Į╝ė╣żųąą─Īól┼_┼P╩Į╝ė╣żųąą─ęį╝░CADŻ»CAMŻ»CAPP╣ż│╠įOėŗųąą─║═MRP╣▄└Ēą┼Žóųąą─śŗ│╔Ą─ŠWĮj╗»╝»│╔ųŲįņŽĄĮy╚ńłD2ĪŻ
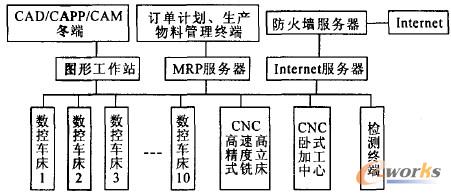
łD2╗∙ė┌InternetŻ»IntranetĄ─ŠWĮjėŗ╦ŃÖC╝»│╔ųŲįņŽĄĮy
ĪĪĪĪį┌ķ_Ę┼╩ĮCNC▄ø╝■ųą╩╣ė├Ą─īŹĢröĄō■╝╝ąg┐╔ęįų▒ĮėÅ─ÖC┤▓įOéõųą▓╔╝»ėąĻP╔·«aĪóŠSūo║═┘|┴┐Ą╚ĘĮ├µĄ─öĄō■Ż¼¤oąĶ▓┘ū„╚╦åTĖ╔ŅAĪŻ▀@ą®ųžę¬öĄō■┐╔ęį▌ö╚╦ĄĮ╣½╦Š┼õų├Ą─M┬Ī┘żiPČ“IÅŖ(ųŲįņł╠ąąŽĄĮyŻ»▓─┴ŽąĶŪ¾ęÄäØ─śśI┘Yį┤╣▄└Ē)▄ø╝■ųąŻ¼▀Ć┐╔ęį═©▀^╣½╦ŠĄ─IntranetŽĄĮyé„╦═ĄĮIntemetųąĪŻę╗éĆ╣”─▄═Ļ╔Ų╗∙ė┌Windows▓┘ū„ŽĄĮyĄ─öĄ┐žŽĄĮyĄ─▄ø╝■ĮYśŗ╚ńłD3ĪŻ
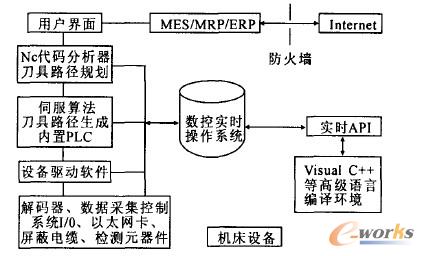
łD3ķ_Ę┼╩ĮCNC▄ø╝■¾wŽĄĮYśŗłD
2 ŠWĮj╗»ųŲįņĄ─ĻPµI╝╝ąg
ĪĪĪĪ2.1 Ęų▓╝╩Į«ÉśŗŠWĮjŁhŠ│ą┼Žó╝»│╔╝╝ąg
ĪĪĪĪŠWĮj╗»ųŲįņųąĻPµIöĄ┐ž╝╝ąg,IntemetŻ»Intranet╝╝ągĄ─░lš╣┼cæ¬ė├Ż¼╩╣Ą├Ų¾śIā╚▓┐Ą─ą┼Žó┘Yį┤Ż¼┐╔ęį═©▀^IntranetīŹ¼Fųžė├ųžśŗ║═╝»│╔æ¬ė├Ą─╗ź▓┘ū„Ż¼Č°Ūę×ķŲ¾śIķgą┼Žó┘Yį┤Ą─«ÉĄž╣▓ŽĒĪó╗ź▓┘ū„Īó┐ńŲĮ┼_įLå¢╠ß╣®┴╦īŹ¼FĄ─┐╔─▄ąįĪŻŲ¾śI┼cŲ¾śI┬ō├╦Ą─įOėŗĪóųŲįņ┼c╣▄└ĒĄ─ą┼Žó┘Yį┤Ż¼Š▀ėąĘų▓╝ąįĪó«ÉśŗąįĪóūįų╬ąį║═äėæBąįĄ╚╠ž³cŻ¼Ų¾śIā╚▓┐╗“Ų¾śIķgĄ─ą┼Žó┘Yį┤║═æ¬ė├▄ø╝■Ż¼┐╔─▄æ¬ė├▓╗═¼Ą─šZčįŠÄųŲ║═▓╗═¼Ą─Ė±╩Į┤µā”Ż¼Č°Ūę▀\ąąė┌▓╗═¼Ą─ŽĄĮyŲĮ┼_╔ŽĪŻį┌Ęų▓╝╩Į«ÉśŗŠWĮjŁhŠ│Ž┬Ż¼īŹ¼FŲ¾śIā╚┼cŲ¾śIķgĄ─ą┼Žó┘Yį┤╣▓ŽĒ┼cæ¬ė├╗ź▓┘ū„Ż¼╩ŪŲ¾śI╝ēą┼ŽóŽĄĮy╝»│╔Ą─ĻPµI╝╝ągĪŻ
ĪĪĪĪ├µŽ“ī”Ž¾╝╝ąg┼cĘų▓╝╩Įėŗ╦Ń╝╝ągŽÓĮY║Žą╬│╔Ą─Ęų▓╝╩Įī”Ž¾╝╝ągŻ¼ęč│╔×ķĮŌøQĘų▓╝╩Į«ÉśŗŠWĮjŁhŠ│Ž┬Ż¼ą┼ŽóŽĄĮy╝»│╔┼cæ¬ė├╗ź▓┘ū„Ą─╩ū▀x╝╝ągĪŻ─┐Ū░Ż¼Ęų▓╝╩Įī”Ž¾╝╝ągĄ─ų„ę¬┤·▒Ē╩ŪŻ║ć°ļHī”Ž¾╣▄└ĒĮM┐Ś(OMG)Ą─CORBAęÄĘČĪóMicrosoft╣½╦ŠĄ─COMŻ»[XX)Męį╝░SUN╣½╦ŠĄ─JavaŻ»RMIĪŻŲõųąo()RBA OMGęįŲõšZčįĄ─¤oĻPąįĪó▓┘ū„Ą─═Ė├„ąį╝░ŲĮ┼_Ą─¤oĻPąįĄ├ĄĮ┴╦ÅVĘ║Ą─æ¬ė├ĪŻŲ¾śIą┼ŽóŽĄĮy«ÉśŗŠWĮjŁhŠ│Ž┬Ą─╝»│╔Ż¼ų„ę¬▀xō±ī”Ž¾Web╝╝ąg┼cCORBA ORB╝╝ągŻ¼īŹ¼FŲ¾śIā╚┼cŲ¾śIķgĄ─╚ßąį╝»│╔ųŲįņŽĄĮyŻ¼ų¦│ų«aŲĘĄ─ģf═¼įOėŗ┼cųŲįņĪŻ
ĪĪĪĪ2.2 ▓╗═¼įOėŗ▄ø╝■įOėŗą┼ŽóĄ─╣▓ŽĒ╝╝ąg
ĪĪĪĪŠWĮj╗»ųŲįņųąĻPµIöĄ┐ž╝╝ąg,▀h│╠įOėŗ║═ųŲįņ╝╝ągęč│╔×ķųŲįņŅIė“ųąĄ─ę╗éĆųžę¬░lš╣ĘĮŽ“ĪŻīŹ¼F▀h│╠įOėŗ║═ųŲįņ╝╝ągĄ─ĻPµIų«ę╗╩Ū«ÉĄžįOėŗŻ»ųŲįņŲ¾śI╗“ł÷╦∙ķgĄ─ģf═¼Ż¼ęįīŹ¼Fą┼ŽóĮ╗┴„║═╣▓ŽĒĪŻė╔ė┌įOėŗą┼Žó║═ųŲįņą┼ŽóĄ─Å═ļsąįĪóČÓśėąįęį╝░CAD▄ø╝■Ą─ČÓśėąįŻ¼╚ń║╬īó▓╗═¼CAD▄ø╝■(╚ńSolidworksĪóAuto CADĪóproŻ»EĪóUGĄ╚)«a╔·Ą─įOėŗą┼Žóį┌«ÉĄžķgīŹ¼F╔Ž▌dĪóŽ┬▌d║═╣▓ŽĒŻ¼æ¬╩Ū╩ūŽ╚ę¬ĮŌøQĄ─å¢Ņ}ĪŻ
ĪĪĪĪ«öŪ░Ż¼ßśī”įōå¢Ņ}Ą─é„ĮyĮŌøQĘĮĘ©╩Ū═©▀^Email╗“FTPé„▌öą┼ŽóŻ¼╚╗║¾ė╔įOėŗą┼ŽóąĶŪ¾š▀Ž┬▌dĄĮŽÓæ¬Ą─▀h│╠┐═æ¶Č╦Ż¼į┘åóäė▒ŠĄžĄ─ŽÓæ¬CAD▄ø╝■▀Mąą×gė[Īóą▐Ė─╗“įuārĪŻ’@╚╗Ż¼┐┐▀@ĘN╣żū„─Ż╩ĮŻ¼ė├æ¶▒žĒÜ▓╗öÓĄž▀Mąą▓╗═¼æ¬ė├│╠ą“Ą─åóäė║═╣żū„ū└├µĄ─Ę┤Å═ŪąōQŻ¼▀h▀h▓╗─▄ØMūŃę¬Ū¾ĪŻķ_░l┴╦ę╗éĆ╗∙ė┌WEBĄ─ČÓCADŽĄĮyĄ─╝»│╔ŁhŠ│Ż¼į┌Įyę╗Ą─WEB×gė[Ų„Įń├µŽ┬Ż¼└¹ė├MIME┼õų├ĪóJAVA2Servlet╝░SQLöĄō■ÄņīŹ¼F│Żė├CAD▄ø╝■Ą─åóäėĪó╝»│╔æ¬ė├║═ŽÓĻPĄ─įOėŗ║═ųŲįņą┼ŽóĄ─╔Ž▌d┼c┤µā”ĪóŽ┬▌d╝░×gė[Īóą▐Ė─║═įuārĄ╚╣”─▄ĪŻ┤╦═ŌŻ¼ī”į┌╚fŠSŠW╔ŽÅVĘ║Ęų▓╝Ą─įOėŗ┼cųŲįņ┘Yį┤Ą─▀\ė├Ż¼ę▓┐╔ęį╠ß╣®¤o┐pĄ─Īóų▒ĮėĄ─ĮŌøQ═ŠÅĮĪŻ
ĪĪĪĪ2.3 «ÉśŗöĄ┐žŽĄĮyĄ─╝»│╔╝╝ąg
ĪĪĪĪ¼FėąöĄ┐žŽĄĮyė╔ė┌╔·«a─Ļ┤·║═╔·«aÅS╝ę▓╗ę╗Ż¼┤µį┌ČÓĘNÖn┤╬║═ą═╠¢Ż¼Ųõ═©ą┼Įė┐┌║═ģfūhę▓┤µį┌▓Ņ«ÉŻ¼ĮoöĄ┐žŽĄĮyĄ─╝»│╔įņ│╔┴╦ę╗Č©└¦ļyĪŻ╠žäeį┌╬ęć°Ż¼═¼ę╗ÖC╝ė╣ż▄ćķg═∙═∙═¼ĢrōĒėąĮøØ·ą═öĄ┐žŽĄĮyĪóįńŲ┌▀M┐┌Ą─FANUC6MĄ╚ųąĪóĄ═ō§öĄ┐žŽĄĮyęį╝░90─Ļ┤·▀M┐┌Ą─Ė▀ō§öĄ┐žŽĄĮyĪŻDNCŽĄĮyų╗ėąŠ▀ėąī”Ė„ĘNĄõą═öĄ┐žŽĄĮy▀MąąDNCĮė┐┌Ą─╣”─▄Ż¼▓┼Š▀ėą═ŲÅVæ¬ė├ārųĄĪŻ
ĪĪĪĪĘų╬÷ę╗░ŃDNC╝»│╔ŽĄĮyĄ─ĮYśŗŻ¼DNC╝»│╔ŽĄĮyĮYśŗ░³└©ė▓╝■┬ōĮė¾wŽĄĮYśŗ║═▄ø╝■ŽĄĮy╣”─▄ĪŻė▓╝■┬ōĮė¾wŽĄĮYśŗī”ė┌▓╗═¼Ą─DNCĮė┐┌ėą╦∙ūā╗»Ż¼ŠC║Žć°ā╚═Ō┘Y┴ŽŻ¼Ųõ╗∙▒ŠĮYśŗ┤¾Č╝╚ńłD4╦∙╩ŠĪŻų„ėŗ╦ŃÖC═©▀^ŠWĮjĮķ┘|Ż¼ęįĖ„ĘN▓╗═¼Ż¼Ą─ŠWĮj═žōõ┼cNCÖC┤▓ŽÓ┬ōĪŻ
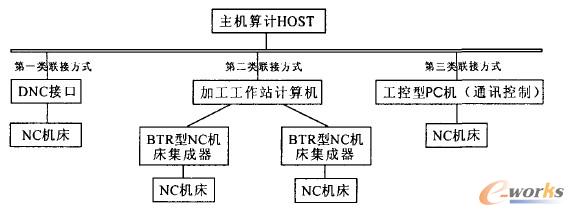
ĪĪĪĪNCÖC┤▓┼cŠWĮjĮķ┘|ŽÓ┬ōėą╚²ŅÉĄõą═┬ōĮėĘĮ╩ĮĪŻĄ┌ę╗ŅÉ┬ōĮėĘĮ╩Įų„ę¬ė├ė┌Š┼╩«─Ļ┤·Ą─ą┬ą═NCÖC┤▓Ż¼įōŅÉNCÖC┤▓Č╝╠ß╣®Ę¹║ŽMAPś╦£╩Ą─DNCŠWĮjĮėVI▀x╝■Ż╗Ą┌Č■ŅÉ┬ōĮėĘĮ╩Įų„ę¬╩Ūęį“DNCčbų├”╗““öĄ┐žÖC┤▓╝»│╔Ų„”Ą╚┼cå╬┼_öĄ┐žÖC┤▓ŽÓ┬ōŻ¼į┌╝ė╣ż╣żū„šŠėŗ╦ŃÖC┼cNCÖC┤▓ų«ķgŻ¼▀MąąNC│╠ą“Ą─é„╦═Ż¼═Ļ│╔ÖC┤▓ĀŅæB▓╔╝»┼c╔Žł¾╝░▓┐Ęų╔·«a╣▄└ĒŻ╗Ą┌╚²ŅÉ┬ōĮėĘĮ╩Į╩Ū¼FļAČ╬ūŅ×ķŲš▒ķĄ─ĘĮ╩ĮŻ¼Ųõų„ę¬╠ž³c╩Ūę╗┼_╣ż┐žą═PCÖC┼cå╬┼_NCÖC┤▓ŽÓ▀BĮėŻ¼═Ļ│╔NC│╠ą“╝░öĄō■Ą─é„╦═ĪŻDNC╝»│╔ŽĄĮy▄ø╝■╣”─▄ę╗░Ń░³└©ęįŽ┬ā╚╚▌ĪŻ
ĪĪĪĪ1)NC│╠ą“╝░öĄō■Ą─é„▀fŻ¼ęį─│ĘN═©ą┼ģfūh(╚ń3964RĄ╚)īŹ¼F═©ą┼╣”─▄Ż╗
ĪĪĪĪ2)ÖC┤▓ĀŅæB▓╔╝»┼c╔Žł¾Ż╗
ĪĪĪĪ3)Ė∙ō■╔·«aėŗäØŻ¼ūįäėĘų┼õNC│╠ą“╝░öĄō■ĄĮŽÓæ¬ÖC┤▓Ż╗
ĪĪĪĪ4)ĄČŠ▀öĄō■Ą─Ęų┼õ┼cé„▀fŻ╗
ĪĪĪĪ5)ĄČŠ▀ĪóŖAŠ▀£╩éõėŗäØŻ¼īŹ¼FŽĄĮyā╚ĄČŠ▀ĪóŖAŠ▀Ą╚Ą─īŹĢr┐žųŲŻ╗
ĪĪĪĪ6)░┤šš╣ż╦ćėŗäØ╝░╔·«aėŗäØŻ¼īŹ¼Fė╔ČÓĘNöĄ┐žÖC┤▓ĮM│╔Ą─DNCŽĄĮyĄ─╬’┴„īŹĢr┐žųŲŻ¼īŹ¼F╣ż╝■Ą─▌ö╦═Īó┘A┤µŻ¼═¼▓Į╝ė╣ż║═čb┼õĄ╚╗ŅäėĄ─╝»│╔╗»╔·«a╣▄└ĒĪŻ
ĪĪĪĪČÓöĄDNC╝»│╔ŽĄĮyāH░³└©Ū░╚²ĒŚ╣”─▄Ż¼═¼Ģr░³└©║¾╚²ĒŚ╣”─▄š▀Ż¼¼Fį┌▀Ć▓╗ČÓęŖĪŻ
ĪĪĪĪ2.4 ╗∙ė┌WebĄ─ųŲįņł╠ąąŽĄĮy
ĪĪĪĪé„ĮyĄ─MRPIIŻ»ERP┼cųŲįņå╬į¬┐žųŲŲ„╩ŪÅ─▓╗═¼Ą─ėŗ╦Ń╝╝ągŅIė“░lš╣Ą─Ż¼ą╬│╔┴╦Ų¾śI╔·«a╣▄└Ē║═ųŲįņå╬į¬
ĪĪĪĪ┐žųŲų«ķgĄ─┴č┐pŻ¼╩╣╔ŽīėĄ─MRPIIŻ»ERPŽĄĮy╚▒Ę”Š½┤_Ą─╔·«aöĄō■üĒų¦│ųŻ¼Č°ųŲįņå╬į¬ėų│Ż│Ż▓╗─▄╝░ĢrĄ├ĄĮųĖ┴ŅüĒš{š¹╣żū„ĀŅæBŻ¼ć└ųžūĶĄK┴╦ųŲįņŲ¾śIĄ─ą┼Žó╗»▀M│╠ĪŻ
ĪĪĪĪųŲįņł╠ąąŽĄĮyū„×ķę╗ĘN╝»│╔ĮøĀIėŗäØŽĄĮy║═▄ćķg┐žųŲŽĄĮyĄ─ą┬╦╝ŽļŻ¼╚šęµ╩▄ĄĮ╚╦éāĄ─ĻPūó▓óį┌═ŲÅVæ¬ė├ųąĄ├ĄĮų▓Į═Ļ╔ŲĪŻ▓╔ė├ųŲįņł╠ąąŽĄĮyī”ųŲįņå╬į¬Ą─╔·«a╣▄└Ē▀Mąąģfš{Ż¼ÆüŚēé„Įy╔·«aŽĄĮyĮūų╦■╩ĮĄ─╣▄└ĒĮYśŗ║═▀^╝ÜĪó╣╠Č©Ą─Ęų╣żĘĮ╩ĮŻ¼īŹ¼FÖÓ└¹Ž┬Ę┼ĪóĘų╔ó╣▄└ĒĪóā×ä▌┬ō║ŽŻ¼╠ßĖ▀┘Yį┤Ą─└¹ė├┬╩Ż¼ĮŌøQĘų▓╝╩ĮŠų▓┐ā×╗»║═╚½Šųā×╗»ų«å¢Ą─ĻPŽĄŻ¼╠ßĖ▀ųŲįņå╬į¬Ą─ūįų„╣▄└Ē─▄┴”║═Ų¾śIĄ─æ¬ūā─▄┴”Ż¼×ķŠWĮj┬ō├╦Ų¾śI╝░Ģr£╩┤_Ąž╠ß╣®╔·«a▀^│╠ĀŅæBą┼ŽóŻ¼ĮŌøQ«ÉĄž╔·«aą┼Žó╝»│╔å¢Ņ}ĪŻ
3 ĮYšō
ĪĪĪĪ╬┤üĒŲ¾śIę¬į┌ģfū„ĪóīW┴ĢĪó├¶Į▌Īó╠ōöMĪóŠ½┴╝Ą╚ę╗Č©Ą─▀\ąą─Ż╩ĮŽ┬Ż¼ī”«aŲĘĄ─╚½╔·├³ų▄Ų┌▀Mąą╣▄└ĒŻ¼īŹ¼FŲ¾śIą┼Žó╗»Ż¼╝┤įOėŗĪóųŲįņčbéõĪó╔·«a▀^│╠ęį╝░╣▄└ĒĄ─öĄūų╗»ĪŻ═©▀^ī”webųŲįņŽĄĮyųąųŲįņå╬į¬╝░ĻPµI╝╝ąg▀MąąŽĄĮyĄ─蹊┐Ż¼░l¼F┴╦┤µį┌Ą─ę╗ą®å¢Ņ}Ż║ŠWĮj╗»ųŲįņĄ─蹊┐ć°ā╚═ŌČ╝╠Äė┌蹊┐ļAČ╬Ż¼ėąą®å¢Ņ}Ą─ĮŌøQ┤µį┌ĀÄūhŻ╗¼FėąĄ─ę╗ą®╩ŠĘČŽĄĮy┼c└ĒŽļųąĄ─ŠWĮj╗»ųŲįņ╣”─▄Īóā╚╚▌ĘĮ├µČ╝ėąŪĘ╚▒Ż╗ć°ā╚ī”ė┌ŠWĮjųŲįņĄ─Ąūīė╝╝ąg蹊┐▀Mš╣▓╗ūŃĪŻļSų°ŠWĮj╝░ą┼Žó╝╝ągĄ─░lš╣Ż¼ŠWĮj╗»ųŲįņĄ─▓ĮĘźĢ■╝ė┤¾Ż¼ĮŌøQ«öŪ░┤µį┌ļyŅ}Ą─ĘĮĘ©║══ŠÅĮĢ■įĮüĒė·ŽÓī”║åå╬║═╚▌ęūĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ŠWĮj╗»ųŲįņųąĄ─öĄ┐žå╬į¬╝░ĻPµIöĄ┐ž╝╝ąg
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019310297.html






















