



ĪĪĪĪDFŻ©PLCŻ®-Ią═┐žųŲŽĄĮyŻ¼╩Ū▓╔ė├ąĪą═PLC┐žųŲĄ─öĄ┐ž’wõÅļŖÜŌ┐žųŲŽĄĮyŻ¼▒╗╩┌ėĶć°╝ęīŻ└¹ĪŻ
ĪĪĪĪDFŻ©PLCŻ®-Ią═┐žųŲŽĄĮy▓╔ė├┴╦¬Ü╠žįOėŗĄ─╚ßąį┐žųŲ╝╝ągŻ¼ąĪ▄ćŲĪóųŲäė╝ė╦┘Č╚║═╗ž│╠Ž▐Ę∙╦┘Č╚ļSÖCĮMŠĆ╦┘Č╚║═Č©│▀ķLČ╚ūįäėėŗ╦ŃĪóūįäė┐žųŲŻ¼Å─Č°ėąą¦Ąž£pąĪ┴╦’wõÅÖCąĄø_ō¶║═─źōpŻ¼┐╔╠ßĖ▀ÖCąĄ╩╣ė├ē█├³ĪŻ═¼Ģrė╔ė┌¤oąĶ╚╦╣żĖ╔ŅAŻ¼┐žųŲŽĄĮyūįäėīŹ¼F╚ßąį┐žųŲŻ¼Įoė├æ¶╩╣ė├ĦüĒ┴╦ĘĮ▒ŃĪŻ╣Pš▀īóŠ═┤╦┐žųŲ╝╝ągū„ą®ĮķĮB║═╠ĮėæĪŻ
1 öĄ┐ž’wõÅ╚ßąį┐žųŲįŁ└Ē
ĪĪĪĪ╬ęéāų¬Ą└Ż¼└ĒŽļČ©╬╗ŽĄĮyŠĆąį╝ė╦┘Ą─▀^│╠Ż¼ŲõŲĪóųŲäėŠÓļx╩ŪūŅČ╠ĪŻłD1╩Ū’wõÅąĪ▄ćį┌ę╗éĆõÅŪąų▄Ų┌Ą─╦┘Č╚▀\ąąłDĪŻ
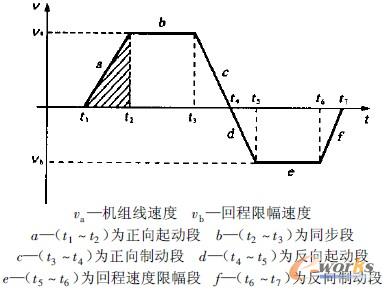
łD1õÅ▄ćõÅŪąų▄Ų┌╦┘Č╚ūā╗»╩ŠęŌłD
ĪĪĪĪŲõųąŻ©t2 ~ t3Ż®═¼▓ĮČ╬Ą─Ģrķgė╔ŖAŠoĪóõÅŪąĪó╠¦õÅĪó╦╔ŖA┐žųŲ═ŌŻ¼Ųõ╦³╦─éĆŪ·ŠĆČ╬Ą─╝ėĪó£p╦┘ą▒┬╩║═╗ž│╠╦┘Č╚Ž▐Ę∙ųĄ1bĄ─┤¾ąĪŠ∙┐╔▓╔╚Ī╚ßąį┐žųŲĪŻŲõųąūŅųžę¬║═ūŅ×ķÅ═ļsĄ─╩Ūš²Ž“ŲäėČ╬╝ė╦┘ą▒┬╩Ą─┐žųŲĪŻ
ĪĪĪĪ╬ęéāęįę╗éĆīŹ└²üĒ╝ėęįšf├„ĪŻ▒╚╚ń«öę╗éĆÖCĮMūŅĖ▀ŠĆ╦┘Č╚Vam=100m/min=1.667m/SĢrŻ¼Ū░╠ß╩Ū╩╣ė├Ą─öĄ┐ž’wõÅ“īäėčbų├Īó“īäėļŖÖC║═’wõÅÖCąĄ┼õ║ŽĢrŻ¼┐╔ęįį┌ąĪė┌╗“Ą╚ė┌0.4Sā╚ė╔═Żų╣ŲäėĄĮ╝ė╦┘▀_ĄĮ═¼▓Į╦┘Č╚vamŻ¼─Ū├┤╬ęéāį┌┐žųŲŽĄĮyųą┐╔ęįīóvam =1.667m/S ū„×ķÖCĮMŠĆ╦┘Č╚Ż¼░čš²Ž“Ųäė╝ė╦┘Ģrķg┐žųŲ×ķ0.4SŻ¼ė╔┤╦┐╔ęįėŗ╦Ń│÷ąĪ▄ćš²Ž“ŲäėĄ─╝ė╦┘Č╚×ķŻ║a=va/Ī„t=1.667+0.4=4.167m/S2Ż¼▓ó┐╔ęįėŗ╦Ń│÷Ż¼ąĪ▄ćį┌Ī„t=0.4S Ģrķgā╚ŠĆąį╝ė╦┘ĢrĄ─ŠÓļx×ķŻ║S=vam*Ī„t+2=0.333 mŻ©╝┤×ķłDl ųąĄ─ĻÄė░▓┐Ęų├µĘeŻ®Ż╗õō╣▄į┌Ī„t=0.4S Ģr▀\ąąĄ─ķLČ╚×ķŻ║L=vam*Ī„t =0. 6667mĪŻė╔ė┌vam=100m/min ×ķ’wõÅÖCąĄ┐╔ęį▀_ĄĮĄ─ūŅĖ▀ŠĆ╦┘Č╚Ż¼ę▓╩Ū’wõÅÖCąĄį╩įSĄ─ÖCĮMūŅĖ▀ŠĆ╦┘Č╚Ż¼─Ū├┤’wõÅąĪ▄ćĄ─śOŽ▐╝ė╦┘Č╚×ķ4.167m/S2ĪŻ─┐Ū░ę╗░ŃöĄ┐ž’wõÅĄ─ļŖÜŌ┐žųŲŽĄĮyį┌įOėŗĢrŻ¼ī󚲎“Ųäė╝ė╦┘Č╚╣╠Č©×ķśOŽ▐╝ė╦┘Č╚▓╗ūāŻ¼╝┤▓╗šōÖCĮMīŹļH▀\ąąŠĆ╦┘Č╚╚ń║╬ūā╗»Ż¼š²Ž“Ųäė╝ė╦┘Č╚╩Ū╣╠Č©Ą─śOŽ▐╝ė╦┘Č╚ĪŻ═¼śėąĪ▄ć╗ž│╠╦┘Č╚Ą─Ž▐Ę∙ųĄę▓╩Ū░┤ššūŅĖ▀ŠĆ╦┘Č╚üĒ▀xō±ūŅ┤¾ųĄČ°╣╠Č©▓╗ūāĄ─ĪŻ▀@śė▓╗šōÖCĮMŠĆ╦┘Č╚╚ń║╬ūā╗»Ż¼š²Ž“Ųäė╝ė╦┘Č╚Īó╗ž│╠╦┘Č╚Ž▐Ę∙ųĄČ╝╩Ū╠Äė┌ūŅ┤¾ųĄĪŻČ°ÖCĮMīŹļHŠĆ╦┘Č╚į┌ūŅĖ▀ųĄ▀\ąąĄ─Ģrķgę╗░Ń▌^╔┘Ż¼▌^ČÓĄ─╩Ūį┌Ż©0.2~0.8Ż®vamĘČć·ā╚╩╣ė├ĪŻ═¼śėČ©│▀ķLČ╚ę▓į┌2~20m ĘČć·ā╚ūā╗»ĪŻ╦∙ęį╔Ž╩÷įOėŗĘĮĘ©ļm╚╗┐žųŲ║åå╬Ż¼Ą½╩Ūī¦ų┬öĄ┐ž’wõÅÖCąĄĄ═╦┘▀\ąąĢr▀^┤¾Ą─ÖCąĄø_ō¶║═─źōpŻ¼═¼ĢrīŹ█`▒Ē├„Ż¼▀^┤¾Ą─ÖCąĄø_ō¶▀ĆĦüĒīŹ╬’Č©│▀Ų½▓ŅĄ─į÷┤¾ĪŻ╬ęéā┐╔ęį└ĒĮŌŻ║×ķØMūŃŠ½┤_Č©│▀║═š²│Ż▀\ąąŻ¼╬ęéāæ¬įōę¬Ū¾ąĪ▄ćĘĄ╗žĢr▒žĒÜį┌Ų╩╝╬╗ų├ėąę╗éĆĘĆČ©Ą─═Ż┴¶ĢrķgŻ¼Ą½╩Ū▀@ę╗ĘĆČ©═Ż┴¶ĢrķgĄ─ķLČ╠ī”Č©│▀Š½Č╚▓ó¤oė░ĒæĪŻ╬ęéāė╔┤╦┐╔ęįę¬Ū¾▀@ę╗═Ż┴¶Ģrķg▒M┐╔─▄Ą─Č╠ę╗ą®Ż¼▀@śėŠ═ėą┐╔─▄į┌ÖCĮMŠĆ╦┘Č╚ĮĄĄ═ĢrŻ¼į╩įS░č╝ėŻ© £pŻ®╦┘Č╚Īó╗ž│╠╦┘Č╚Ž▐Ę∙ųĄ│╔▒╚└²ĄžĮĄĄ═ĪŻČ°ĮĄĄ═Ą─│╠Č╚Ż© ▒╚└²Ą─▀xō±Ż®ęį┤_▒ŻąĪ▄ćĘĄ╗žĢrį┌Ų╩╝╬╗ų├╚įėąę╗Č©Ą─═Ż┴¶Ģrķg╝┤┐╔ĪŻ═¼└ĒŻ¼į┌ÖCĮMŠĆ╦┘Č╚▓╗ūāĢrŻ¼įOČ©ķLČ╚ūāķLŻ¼─Ū├┤öĄ┐ž’wõÅę╗éĆõÅŪąų▄Ų┌ūā┤¾Ż¼ätę▓┐╔ęįŽÓæ¬Ą─ĮĄĄ═╝ėŻ© £pŻ®╦┘Č╚║═╗ž│╠╦┘Č╚Ž▐Ę∙ųĄĪŻ╔Ž╩÷Š═╩ŪīŹ¼F╚ßąį┐žųŲĄ─įŁ└Ē╦∙į┌ĪŻ
2 õÅŪą▀^│╠Ą─╚ßąį┐žųŲ
ĪĪĪĪ2.1 š²Ž“Ųäė╝ė╦┘Č╚Ą─┐žųŲ
ĪĪĪĪłD2×ķš²Ž“ŲäėĄ─▀\ąąłDŻ¼╬ęéāāHęįÖCĮMŠĆ╦┘Č╚ūā╗»×ķ└²üĒ╝ėęįšf├„ĪŻ
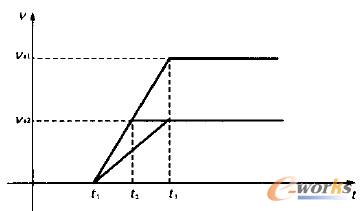
łD2õÅ▄ćš²Ž“Ųäė▀\ąą╦┘Č╚╩ŠęŌłD
ĪĪĪĪŻ©1Ż®«ö▀xō±ÖCĮMŠĆ╦┘Č╚val= 100m/min=1.667m/SĪóŲäėĢrķgĪ„t1=t2-t1 = 0.4SĢrŻ¼╝ė╦┘Č╚a1= 4.167m/S2Ż¼ąĪ▄ćŲäėŠÓļxS1=0.333mŻ¼õō╣▄▀\ąąķLČ╚L1=0. 6667mĪŻ
ĪĪĪĪ¼Fį┌Č©│▀ķLČ╚▓╗ūāŻ¼Č°ÖCĮMŠĆ╦┘Č╚Ė─ūā×ķva2= 50m/min=0.833m/SŻ¼╝ė╦┘Č╚╚į▀xō±a1=4.167m/S2ĢrŻ¼┐╔Ū¾│÷Ż║ąĪ▄ćė╔═Żų╣ĄĮŲäė▀_ĄĮ═¼▓ĮĄ─╝ė╦┘ĢrķgĪ„t2=t3-t1 =va2/a1=0.2SŻ¼ąĪ▄ćŲäėŠÓļxS2=va2*Ī„t2/2=0.0833 mŻ¼õō╣▄▀\ąąķLČ╚L2 = 2*S2=0.1667 mĪŻ
ĪĪĪĪ╔Ž╩÷ā╔ĘN▓╗═¼ŠĆ╦┘Č╚ŪķørŽÓ▒╚▌^Ż║Ī„t2 =0.5Ī„t1Ż╗S2=0.25S1Ż╗L2=0.25L1ĪŻ
ĪĪĪĪ▒╚▌^ĮY╣¹▒Ē├„Ż║ąĪ▄ć▀_ĄĮ═¼▓ĮĄ─Ģrķg║═▀_ĄĮ═¼▓ĮĄ─ŲäėŠÓļxČ╝│╔▒╚└²Ž┬ĮĄĪŻĄ½╩Ūė╔ė┌’wõÅÖCąĄĄ─ėąą¦ąą│╠Ą─┤¾ąĪ╩Ū░┤ÖCĮMūŅĖ▀ŠĆ╦┘Č╚║═õÅŪąĪó╠¦õÅĢrķgĄ╚ę“╦žüĒįOėŗĄ─Ż¼╝┤²XŚlĄ─ķLČ╚║═’wõÅ┤▓╔ĒĄ─ķLČ╚╩Ūę╗Č©Ą─Ż¼╦∙ęįąĪ▄ć═¼▓ĮĢrķg║═ąĪ▄ćŲäėŠÓļxĄ─£pąĪ▓ó¤o╠½ČÓīŹļHĄ─║├╠ÄŻ¼Ä¦üĒĄ─ĮY╣¹ų╗╩ŪąĪ▄ćį┌Ų╩╝╬╗ų├═Ż┴¶Ą─ĢrķgĖ³ķLę╗ą®Č°ęčĪŻČ°┤╦Ģr╝ė╦┘Č╚a=a1Ż¼ätÖCąĄø_ō¶│╠Č╚║═va= va1=1.667m/SĢrŽÓ═¼Ż¼Č°╝ė╦┘Č╚▀^┤¾įņ│╔Ą─ÖCąĄōp║”ät╩Ūć└ųžĄ─ĪŻį┌ÖCĮMŠĆ╦┘Č╚×ķ100m/minĢrŻ¼ę“×ķĖ▀╦┘▀\ąąŻ¼Ųõ▒žĒÜę¬Ū¾╝ė╦┘Č╚a ▒╚▌^┤¾Ż¼▀@śė▓┼─▄ØMūŃöĄ┐ž’wõÅš²│Ż▀\ąąĪŻČ°į┌ÖCĮMŠĆ╦┘Č╚×ķ50m/min ĢrŻ¼ė╔ė┌ŠĆ╦┘Č╚Ž┬ĮĄę╗░ļŻ¼ät┐╔ęįīó╝ė╦┘Č╚═¼▒╚└²ĮĄŽ┬üĒŻ¼ę▓┐╔ęįØMūŃöĄ┐ž’wõÅĄ─š²│Ż▀\ąą
ĪĪĪĪŻ©2Ż®«ö╬ęéā▀xō±va=va2=50m/min=0.833m/SŻ¼a=0.5a1=2.083m/S2 ĢrŻ¼─Ū├┤┐╔ų¬┤╦ĢrąĪ▄ć▀_ĄĮ═¼▓ĮĄ─ĢrķgĪ„t=Ī„t1=0.4SĪŻė╔┤╦┐╔ėŗ╦Ń│÷Ż║S=va*Ī„t/2=0.1667mŻ╗L=2*S=0.333mĪŻ║═va1=100m/minŻ¼a1= 4.167m/S2 ŽÓ▒╚▌^Ż¼┐╔ų¬Ż║va =0.5va1Ż╗a= 0.5a1Ż╗Ī„t = Ī„t1Ż╗S=0.5S1Ż╗L=0.5L1ĪŻ
ĪĪĪĪė╔ė┌╝ė╦┘Č╚aŽ┬ĮĄę╗░ļŻ¼ätš²Ž“ŲäėäėæB▐DŠž┐╔ęįŽ┬ĮĄę╗░ļŻ¼ÖCąĄø_ō¶├„’@Ž┬ĮĄĪŻ╚ßąį┐žųŲĄ─Ū·ŠĆ▓ó▓╗╩Ū╬©ę╗Ą─Ż¼æ¬Ė∙ō■īŹļH┐╔─▄▀MąąįOėŗ▀xō±ĪŻ╬ęéāĖ∙ō■öĄ┐ž’wõÅ┐žųŲŽĄĮyĄ─ķ]Łhé„▀f║»öĄ┐╔ęįŪ¾│÷š²Ž“ŲäėĄ─╝ė╦┘Č╚aĄ─▒Ē▀_╩ĮŻ¼Č°ķ]Łhé„▀f║»öĄųąÄū║§╦∙ėąģóöĄČ╝┐╔ęįī”╝ė╦┘Č╚a░l╔·ė░ĒæĪŻ▀@śėŠ═æ¬įō▀xō±ę╗éĆ╗“ā╔éĆūŅ╚▌ęūüĒīŹ¼F┐žųŲĄ─ģóöĄŻ¼Ė∙ō■ÖCĮMŠĆ╦┘Č╚Ą─īŹļHųĄĪóČ©│▀ķLČ╚Ą─įOČ©ųĄüĒ▀Mąąūįäėėŗ╦ŃĪóūįäėš{š¹ĪŻ
ĪĪĪĪŻ©3Ż®ī”ė┌š²Ž“ŲäėŪ·ŠĆīŹ¼F╚ßąį┐žųŲŻ¼╬ęéāį°ū÷▀^Č■éĆĘĮ░ĖĄ─īŹ“×ĪŻ
ĪĪĪĪĘĮ░Ėę╗Ż║▀xō±╬╗ų├Łhā╚ę╗╗“ā╔éĆģóöĄüĒ▀Mąą╝ė╦┘Č╚┐žųŲĪŻ▀@śėĄ─ĮY╣¹╩Ū╬╗ų├ŁhĄ─▌ö│÷Ū·ŠĆĄ─ą▒┬╩╚ńłD2 ╦∙╩ŠŻ¼ūįäėļSŠĆ╦┘Č╚ĪóČ©ķLČ°Ė─ūāĪŻ
łD3õÅ▄ć└ĒŽļŠĆąį╝ė╦┘╩ŠęŌłD
ĪĪĪĪĘĮ░ĖČ■Ż║╬╗ų├Łhā╚ģóöĄ▓╗Ė─ūāŻ¼ų╗╩Ūį┌╬╗ų├Łh▌ö│÷║¾├µ╠Ē╝ėę╗éĆ╝ė╦┘Č╚Ž▐ųŲŁh╣ØĪŻ╚ń╣¹va = va2= 50m/min ĢrŻ¼╬╗ų├Łh▌ö│÷Ą─Ū·ŠĆą▒┬╩╚į×ķa=4.167m/S2Ż¼Č°╝ė╦┘Č╚Ž▐ųŲŁh╣ØįOČ©Ą─╝ė╦┘Č╚×ķa'=2.083 m/ S2 Ą─Ū·ŠĆ▀\ąąŻ¼ė╔ė┌a>a'Ż¼īóī¦ų┬╬╗ų├Łh▌ö│÷│¼š{Ż¼ąĪ▄ć▀\ąą╦┘Č╚Ą─ūŅ┤¾ųĄīó│¼▀^va = 50 m/ minŻ¼Å─Č°╩╣═¼▓Įš{š¹Ģrķg╝ė┤¾Ż¼«öļSų°Ż©a-a'Ż®/a▒╚ųĄĄ─į÷╝ėŻ¼ät╬╗ų├Łh▌ö│÷│¼š{īó┌ģė┌ć└ųžŻ¼▓ó┐╔─▄ī¦ų┬Č©│▀Ų½▓ŅĄ─į÷┤¾ĪŻ
ĪĪĪĪ╔Ž╩÷ā╔ĘNĘĮ░ĖĮøīŹ“×▒Ē├„Ż¼Ą┌ę╗ĘNĘĮ░Ė▌^║├Ż¼Ą½┐žųŲÅ═ļsĪŻ╬ęéāį┌DFŻ©PLCŻ®-Ią═┐žųŲŽĄĮyųą╩╣ė├▄ø╝■ĘĮĘ©ŠC║Ž┴╦ā╔ĘNĘĮ░ĖŻ¼╩ūŽ╚į┌╬╗ų├Łhā╚ī”š²Ž“Ųäė╝ė╦┘Č╚▀Mąąūįäėėŗ╦ŃĪóūįäėš{š¹Ż¼╩╣va = va1=100m/min ĢrŻ¼╬╗ų├Łh▌ö│÷Ū·ŠĆĄ─ą▒┬╩×ķ╝ė╦┘Č╚a=a1=4.167m/S2Ż¼«öva=va2=50m/min ĢrŻ¼īó▌ö│÷Ū·ŠĆĄ─ą▒┬╩ūįäė┐žųŲ×ķ╝ė╦┘Č╚a=a2= 2.083m/S2ĪŻŲõ┤╬į┌╬╗ų├Łh║¾├µ╠Ē╝ė┴╦╝ė╦┘Č╚Ž▐ųŲŁh╣ØŻ¼▀xō±×ķa'>a Ż¼╝┤į┌va=va1=100 m/ min ĢrŻ¼╝ė╦┘Č╚Ž▐ųŲŁh╣ØūįäėįOČ©╝ė╦┘Č╚a'> 4.167m/S2ĪŻ▀@śėŻ¼╝ė╦┘Č╚Ž▐ųŲŁh╣Ø▓ó▓╗╚źĖ─ūā╬╗ų├Łh▌ö│÷Ū·ŠĆĄ─ą▒┬╩Ż¼Ųõū„ė├ų╗╩Ū×ķ┴╦▒Żūo“īäėŽĄĮy║═ÖCąĄŻ¼▒▄├Ō«a╔·ĘŪš²│ŻĄ─▀^┤¾Ą─╝ė╦┘Č╚ĪŻ
ĪĪĪĪ2.2 ø_ō¶Ą─┐žųŲ
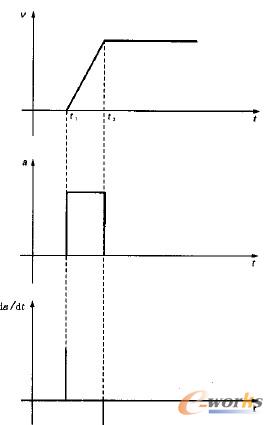
ĪĪĪĪ╬ęéāų¬Ą└į┌╬╗ų├╦┼Ę■ŽĄĮyųąŻ¼ø_ō¶rČ©┴x×ķŻ║r=da/ dt
ĪĪĪĪį┌łD3 ╦∙╩ŠĄ─└ĒŽļŠĆąį╝ė╦┘ĢrŻ¼ļm╚╗ŲõŲäėŠÓļxūŅČ╠Ż¼Ą½╩Ūį┌t=t1Īót=t2Ģrėąā╔éĆ╣š³cŻ¼ø_ō¶ųĄ║▄┤¾ĪŻ×ķ┴╦£pąĪø_ō¶Ż¼ätæ¬╩╣╣š³cŲĮ╗¼▀^Č╔ĪŻ╬ęéāį┌DFŻ©PLCŻ®-Ią═┐žųŲŲ„ųąīŹ¼FłD4 ╦∙╩ŠĄ─┐žųŲŻ¼╝┤į┌t1~t2ĢrķgČ╬╝ė╦┘Č╚ŠĆąįį÷ķLŻ¼į┌t3~t4ĢrķgČ╬╝ė╦┘Č╚ŠĆąįŽ┬ĮĄŻ¼Å─Č°▀_ĄĮī”ø_ō¶ųĄĄ─Ž▐ųŲĪŻŻ©t1~t2Ż®║═Ż©t3~t4Ż®ĢrķgČ╬Ą─┤¾ąĪŻ¼īóė░Ēæø_ō¶ųĄĄ─┤¾ąĪĪŻĢrķgČ╬╚ĪųĄ┤¾ę╗ą®Ż¼ø_ō¶ųĄīóąĪę╗ą®Ż¼Ą½ąĪ▄ćÅ─═Żų╣ĄĮŲäė▀_ĄĮ═¼▓ĮĄ─Ģrķgīó╝ėķLŻ¼ąĪ▄ć▀_ĄĮ═¼▓ĮĢrĄ─ŲäėŠÓļxīó╝ė┤¾ĪŻ╦∙ęį▀@ā╔éĆĢrķgČ╬Ą─┤¾ąĪ權C║Ž┐╝æ]Ż¼ę╗░Ńį┌’wõÅÖCąĄėąą¦ąą│╠▌^ķLĢrŻ¼┐╔ęį▀m«ö╝ė┤¾ĪŻĘ┤ų«ät£pąĪĪŻ
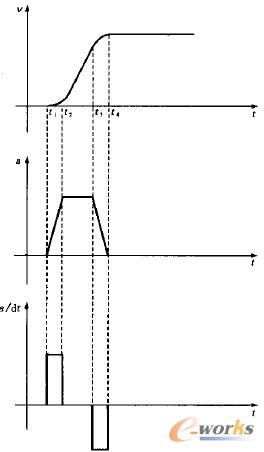
łD4õÅ▄ćīŹļHŠĆąį╝ė╦┘╩ŠęŌłD
ĪĪĪĪ2.3 ╗ž│╠╦┘Č╚Ž▐Ę∙ųĄ║═Ųõ╦³Ū·ŠĆČ╬Ą─╚ßąį┐žųŲ
ĪĪĪĪ«öī”š²Ž“ŲäėČ╬Ą─╝ė╦┘Č╚Īóø_ō¶┐žųŲėą┴╦╔Ņ╚ļĄ─┴╦ĮŌ║¾Ż¼─Ū├┤╗ž│╠╦┘Č╚Ž▐Ę∙ųĄ║═Ųõ╦¹Ū·ŠĆČ╬Ą─╚ßąį┐žųŲŠ═╩«Ęų╚▌ęū└ĒĮŌ┴╦Ż¼Č■š▀┐žųŲĄ─įŁ└Ē╩ŪŽÓ═¼Ą─ĪŻ
3 ĮY╩°šZ
ĪĪĪĪ║Ė╣▄Īó└õÅØÖCĮMĄ─ęÄĖ±ą═╠¢║▄ČÓŻ¼ę¬įOėŗę╗éĆ═©ė├Ą─┐žųŲ│╠ą“╚ź▀mæ¬Ė„ĘNęÄĖ±Ą─ÖCĮMæ¬ė├Ż¼ąĶę¬╬ęéā╚źū÷┤¾┴┐Ą─īŹ“×╣żū„Ż¼▓╔╝»┤¾┴┐öĄō■Ż¼▓óė╔┤╦Į©┴óę╗éĆ▀mė├ąįÅVĄ─öĄīW─Żą═Ż¼Å─Č°īŹ¼F▀mė├ė┌Ė„ĘNęÄĖ±öĄ┐ž’wõÅĄ─╚ßąį┐žųŲĪŻīŹ█`▒Ē├„Ż¼╬ęéāęč▀_ĄĮ╝╚Č©Ą──┐ś╦ĪŻ▓╔ė├╚ßąį┐žųŲ║¾Ż¼öĄ┐ž’wõÅ▀\ąą╚ß║═ŲĮĘĆŻ¼╠ßĖ▀┴╦ÖCąĄē█├³Ż¼ę▓╠ßĖ▀┴╦Č©│▀Š½Č╚ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║öĄ┐ž’wõÅļŖÜŌŽĄĮyĄ─╚ßąį┐žųŲöĄ┐ž╝╝ąg
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019310341.html






















