



1 ę²čį
ĪĪĪĪ╔·«a╬ó╝Ü╗¼╩»Ę█Īó│¼╬ó╝Ü╠╝╦ßŌ}Ę█Ą──│ę╗╗»╣żÅSŻ¼ŲõĘ█¾w╔·«aŠĆųąĄ─ĄVĘ█Ą─ĘųļxĪó▀\▌öĪó╩š╝»Īóš¹└ĒĪó┤“░³│÷žøĄ╚╩Ū═©▀^ČÓ┼_ļŖÖCĪóĖ„ĘNļŖ┤┼ķyĪó▀\▌öĦĄ─Ēśą“ķ_åóüĒīŹ¼FĄ─ĪŻ╣żÅS▀^╚ź▓╔ė├Ą─╩Ū╚╦╣żųĄ╩žŻ¼ąĶę¬╣żū„╚╦åTŠ═Į³åó═ŻÖCŲ„Ż¼Č°Ūęę¬░┤ššę╗Č©Ą─▓┘ū„Ēśą“▀MąąŻ¼į÷╝ėåT╣żĄ─ä┌äėÅŖČ╚ĪŻė╔ė┌╔·«aęÄ─ŻĄ─öU┤¾╝░Ė─╔ŲåT╣ż╣żū„ŁhŠ│Ą─ąĶ꬯¼įŁėąįOéõęč▓╗─▄ØMūŃąĶ꬯¼▒žĒÜį÷╝ė╔·«aįOéõŻ¼═¼Ģrī”įŁėą╔·«aŠĆįOéõ▀MąąĖ─įņöU│õĪŻ┐╔ŠÄ│╠┐žųŲŲ„(PLC)ė╔ė┌Š▀ėą┴╦¾wĘeąĪŪ╔Īóęūė┌įOėŗĖ³ą┬Īóš{įćĘĮ▒ŃĪó║å╗»ŠĆ┬ĘĪó┐╔┐┐ąįĖ▀Ą╚ā׳cŻ¼×ķĖ„ĘN╔·«aŠĆūįäė╗»įOéõ╠ß╣®┐╔┐┐Ą─┐žųŲĘĮ░ĖĪŻę“┤╦į┌▒Š╔·«aŠĆūįäė╗»┐žųŲĖ─įņųąŻ¼▓╔ė├PLCüĒīŹ¼FįŁėąįOéõĄ─Ė─įņöU│õ╝░ī”ą┬į÷įOéõĄ─ūįäė╗»┐žųŲĪŻ
2 ╔·«aŠĆ╣ż╦ćįOéõ├Ķ╩÷
ĪĪĪĪ┐žųŲŽĄĮy░³└©įŁėą╔·«aŠĆ╝░ą┬į÷╔·«aŠĆŻ¼╩╣ė├PLCį┌═Ļ│╔ą┬╔·«aŠĆ┐žųŲĄ─═¼Ģr▀Ćę¬┼cįŁėą╔·«aŠĆ▀Mąą╝µ╚▌┐žųŲŻ¼įŁėąįOéõĄ─ę╗ą®äėū„ą┼╠¢ę¬┼cą┬įOéõ▀Mąą▀Bµi┐žųŲŻ¼į┌ą┬╔·«aŠĆųąŻ¼ė├ĘųļxÖCĘųļxĄVŅw┴ŻŻ¼═©▀^▌ö╗ęÖC═Ļ│╔Ę█┴ŽĄ─▌ö╦═╠Ä└ĒŻ¼ė├▐D’ĢÖC▀MąąĘ█┴ŽĄ─╗ņ║ŽŻ¼ūŅ║¾┬▌▀\ÖCī”Ę█┴Ž═Ļ│╔╠ß╔²ĪóĘųŅÉ╩š╝»Īó▀\╦═Ą╚╠Ä└ĒĪŻ
ĪĪĪĪį┌▒Š┤╬PLCĖ─įņæ¬ė├┐žųŲŽĄĮyųąŻ¼PLC│²┴╦┐žųŲįŁėąĄ─8éĆ┤³×V╝»ēmķyĄ─Č©ĢrĒśą“╣żū„Ż¼ą┬į÷╝ė┐žųŲ2╠ū▌ö╗ęÖC┐žųŲŽĄĮyĪóĘųļxÖC3┼_(15HP)Īó’L▄ć1┼_(100HP)Īó┬▌▀\ÖC2┼_(2.2kW)Īó▐D’ĢÖC1┼_(3.5kW)Īó2╬╗5═©ļŖ┤┼ķy╝░Ė„ĘNāx▒Ē╚¶Ė╔ĪŻÅ─╠ßĖ▀╣żÅS╣®ļŖļŖŠWĄ─╣”┬╩ę“╦ž╝░╣ØļŖĘĮ├µ┐╝æ]Ż¼▓╔ė├ūāŅlŲ„ī”╔·«aŠĆ╔ŽķLŲ┌▀\ąąĄ─Ė„éĆļŖÖC▀MąąūāŅl“īäė┐žųŲŻ¼▓óŪęį┌ūāŅlŲ„ļŖį┤▀MŠĆČ╦╝ėčb▀MŠĆ╚²ŽÓĮ╗┴„ļŖ┐╣Ų„Ż¼ė├ė┌£p╔┘ļŖÖCåóäėĢrī”ļŖŠWø_ō¶ĪŻPLCĮė╩šūāŅlŲ„Ą─╣╩šŽą┼╠¢╝░Ųõ╦¹Ę┤üą┼╠¢Ż¼┐žųŲļŖÖCĄ─åóäė═Żų╣╝░Ė„ļŖ┤┼ķyĄ─ķ_ķ]äėū„üĒ═Ļ│╔ī”š¹éĆįOéõĄ─ūįäė╗»┐žųŲ╣”─▄ĪŻ
3 PLCą═╠¢┼õų├╝░┐žųŲī”Ž¾
ĪĪĪĪĖ∙ō■┐žųŲ╣”─▄ę¬Ū¾Ż¼ąĶę¬ī”įOéõ▀MąąĖ„ĘN▀ē▌ŗĪóĒśą“Īó▀^│╠┐žųŲŻ¼░³└©ī”įOéõĄ─╩ųūįäė┐žųŲĪóĖ„ĘNł¾Š»▌ö╚ļĪó▌ö│÷Ż¼ą┼╠¢Ę┤üĄ╚Ą─ČÓīė┐žųŲĄ╚Ż¼ī”PLCĄ─▌ö╚ļ▌ö│÷Ą─³cöĄę¬Ū¾▌^ČÓĪŻŲõųąŻ¼PLC┐žųŲĄ─▌ö╚ļą┼╠¢░³└©:▓┘ū„┼_Ą─åó═Ż░┤ŌoĪóē║┴”▒ĒĄ─Ė▀Ą═ē║Ę┤üą┼╠¢ĪóĖ„éĆļŖÖC▀\ąąĘ┤üą┼╠¢Īó▐D╦┘▒ĒĖ▀Ą═╦┘Ę┤üą┼╠¢ĪóĖ„ĘN╣╩šŽ▌ö╚ļą┼╠¢Ą╚╣▓42éĆ▌ö╚ļ³c;PLC┐žųŲĄ─▌ö│÷ą┼╠¢░³└©:Ė„éĆļŖÖCĪóļŖ┤┼ķyĪóūāŅlŲ„ĪóĀŅæBųĖ╩Š▌ö│÷Ą╚╣▓38éĆ▌ö│÷³cĪŻ▒ŠŽĄĮyųą▓╔ė├╚²┴ŌMELSEC AŽĄ┴ąųąĄ─A1SH CPU─ŻēK╝░ŲõöUš╣I/O─ŻēKŻ¼░³└©1éĆA1SHCPUĪó1éĆļŖį┤─ŻēKA1S61PNĪó4éĆ└^ļŖŲ„ą═▌ö╚ļ─ŻēKA1SX20Īó3éĆ└^ļŖŲ„ą═▌ö│÷─ŻēKA1SY10Ż¼1éĆ▀BĮėĄū▒PA1S38B(8 Shots)Ą╚ĪŻ╚²┴ŌA1SŽĄ┴ąPLC┼õų├Ą─╚ńłD1╦∙╩ŠŻ¼╦∙┐žųŲĄ─ų„ę¬ī”Ž¾ęŖĖĮ▒Ē╦∙╩ŠĪŻ
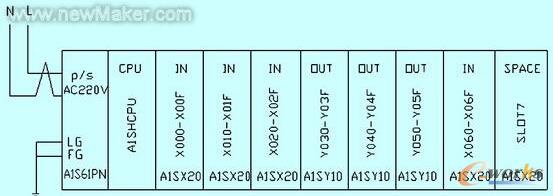
łD1 PLCĄ─ė▓╝■┼õų├
ĖĮ▒Ē PLC┐žųŲī”Ž¾

4 ▄ø╝■įOėŗ
ĪĪĪĪĖ∙ō■╔·«aŠĆĄ─╣żū„ę¬Ū¾Ż¼╩ūŽ╚┤_Č©Ė„éĆäėū„Ą─Ž╚║¾┤╬ą“║═ŽÓ╗źĻPŽĄŻ¼īæ│÷PLCĖ„éĆ▌ö╚ļ▌ö│÷ą┼╠¢ķgĄ─▀ē▌ŗĻPŽĄŻ¼į┘ė╔▀ē▌ŗĻPŽĄ▐D×ķ╠▌ą╬łDĪŻPLC┐žųŲĘų╩ųäė║═ūįäė┐žųŲā╔▓┐Ęų┐žųŲŻ¼Ė∙ō■ŽĄĮy┐žųŲę¬Ū¾Ż¼│╠ą“įOėŗ░³└©▌ö╗ęÖC┐žųŲ╝░┬▌▀\ÖC┐žųŲįOėŗĄ╚Ą╚ĪŻ
ĪĪĪĪ4.1 ▌ö╗ęÖC╣ż╦ćįŁ└Ē
ĪĪĪĪ(1) ╗∙▒Š╣ż╦ć▀^│╠
ĪĪĪĪė╔įŁįOéõ│╔ŲĘ═░Īó╚ļ┴Ž═░▀Bµią┼╠¢╝░ē║┐s┐šÜŌē║┴”▒ĒĘ┤üą┼╠¢ū„×ķ▌ö╗ęÖC┐žųŲŽĄĮyĄ─åóäė═Żų╣ą┼╠¢Ż¼š²│ŻĀŅæBŽ┬ė╔▓┘ū„╚╦åT═©▀^▓┘ū„┼_åóäė═Żų╣░┤┼żåóäė▌ö╗ęÖC┐žųŲŽĄĮyŻ¼ē║┐s┐šÜŌ«É│ŻĢrł¾Š»═ŻÖCĪŻ░┤Ž┬åóäė░┤Ōo║¾Ż¼┤“ķ_▀MÜŌļŖ┤┼ķy╝ėē║Ż¼╚¶╣▄┬Ęē║┴”▒Ē┤╦Ģr╠Äė┌įOČ©ē║┴”╔ŽŽ▐╬╗ų├(Ė▀ē║)Ż¼ätķ_åó▌ö╗ęķy▌ö╦═Ę█┴ŽŻ¼╚¶┤╦Ģrē║┴”▒Ē╠Äė┌įOČ©ē║┴”Ž┬Ž▐╬╗ų├(Ą═ē║)Ż¼ätėŗĢr═Żų╣▀MÜŌ╝░▌ö╗ęŻ¼┤“ķ_▀M╗ęķy╚ļ┴ŽŻ¼═¼Ģrķ_åó╩šēmÖCų·ą╣ķyų·ą╣Ż¼«ö╚ļ┴ŽėŗĢrĄĮ╗“╚ļ┴Ž═░╠Äė┌Ė▀┴Ž╬╗╬╗ų├ĢrĻPķ]▀M╗ęļŖ┤┼ķyŻ¼Å─Č°═Ļ│╔ę╗éĆ▀M╗ę▌ö╗ę┐žųŲ裣hĪŻ
ĪĪĪĪ«ö▀MÜŌķyķ_åóČ°ē║┴”▒Ē│¼Ģr╠Äė┌Ą═ē║╬╗ų├Ģr×ķ╝ėē║Ģrķg▀^ķLŻ¼╗“▌ö╗ęķyķ_åóČ°ē║┴”▒Ē│¼Ģr╠Äė┌Ė▀ē║╬╗ų├Ģr╣▄┬ĘČ┬╚¹Ż¼┤µį┌╝ėē║▀^ķL╗“╣▄┬ĘČ┬╚¹Ģr┬Ģ╣Ōł¾Š»═ŻÖCŻ¼┤╦ĢrąĶę¬╣╩šŽÅ═╬╗ł¾Š»║¾▓┼─▄åóäė▌ö╗ęÖC┐žųŲŽĄĮyĪŻ
ĪĪĪĪ(2) åóäėŚl╝■
ĪĪĪĪĪ±ūįäė▀xō±;
ĪĪĪĪĪ± │╔ŲĘ═░Īó╚ļ┴Ž═░▀Bµią┼╠¢š²│Ż;
ĪĪĪĪĪ± ē║┐s┐šÜŌē║┴”▒Ēš²│ŻĪŻ
ĪĪĪĪ(3) ═Żų╣Śl╝■
ĪĪĪĪĪ±╚ļ┴ŽėŗĢrĄĮ;
ĪĪĪĪĪ± ╚ļ┴Ž═░╠Äė┌Ė▀┴Ž╬╗ų├;
ĪĪĪĪĪ±▀MÜŌķyķ_Ż¼1000sŻ¼╣▄┬Ę▓╗╩ŪĖ▀ē║Ż¼╝ėē║▀^ķL;
ĪĪĪĪĪ±▌ö╗ęķyķ_Ż¼2000sŻ¼╣▄┬Ę▓╗╩ŪĄ═ē║Ż¼╣▄┬ĘČ┬╚¹;
ĪĪĪĪĪ± Ųõ╦³╣╩šŽą┼╠¢ĪŻ
ĪĪĪĪĖ∙ō■▌ö╗ęÖC┐žųŲŽĄĮyĄ─╣żū„┴„│╠Ż¼«ŗ│÷ŲõPLCūįäė┐žųŲ┴„│╠łD╚ńłD2╦∙╩ŠĪŻ
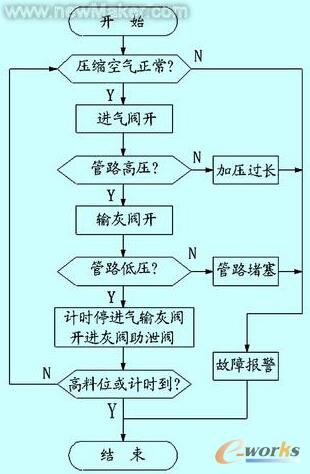
łD2 ▌ö╗ęÖCŽĄĮyĮYśŗ┴„│╠║åłD
ĪĪĪĪ(4) ļŖ┤┼ķy┼õų├ĮYśŗįŁ└Ē
ĪĪĪĪ▌ö╗ęÖC┐žųŲ▓┐Ęųų„ę¬┐žųŲĖ„ĘN2╬╗5═©ļŖ┤┼ķyĪŻļŖ┤┼ķy┼õų├ĮYśŗ║åłDģóęŖłD3╦∙╩ŠĪŻ░³└©▀MÜŌķyĪó▌ö╗ęķyĪó▀M╗ęķyĪóų·ą╣ķyĪóē║┴”▒ĒĪóĀŅæBųĖ╩Š¤¶Īó╣╩šŽł¾Š»Ęõ°QŲ„Ą╚ĪŻš²│ŻĢr×ķūįäė┐žųŲĀŅæBŻ¼ė╔░▓čbį┌▌ö╗ę╣▄┬Ę╔ŽĄ─ē║┴”▒ĒĮo│÷Ą─ē║┴”Ė▀ĪóĄ═Ž▐╬╗Ą─Ę┤üą┼╠¢Ż¼üĒ┐žųŲĖ„éĆļŖ┤┼ķy╝░ļŖÖCĄ─ķ_═ŻŻ¼«öŽĄĮyąĶę¬ÅŖųŲ▌ö╗ęĪó▓╔śėĪóš{įć╗“│÷¼F╣╩šŽĢr╩╣ė├╩ųäė¬Ü┴ó╗ž┬Ęåóäė▌ö╗ęÖC┐žųŲŽĄĮyĪŻ
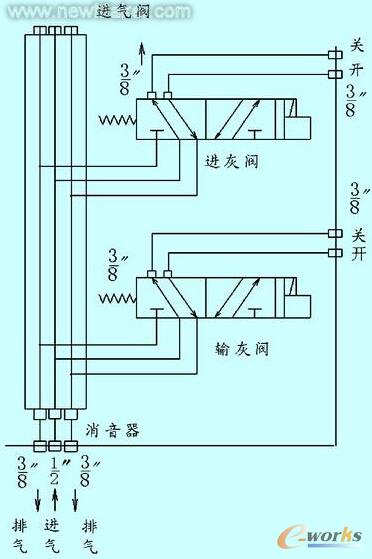
łD3 ļŖ┤┼ķy┼õų├łD
ĪĪĪĪ4.2 ┬▌▀\ÖC┐žųŲ▓┐Ęų
ĪĪĪĪ┬▌▀\ÖCūįäė┐žųŲŽĄĮyĄ─╣żū„┴„│╠ĪŻ═©▀^▓┘ū„┼_Ēśą“åóäė░┤ŌoåóäėĘųļxÖC1Īó2Īó3╠¢Ż¼╚╗║¾åóäė’L▄ćŻ¼┤“ķ_’Lō§Ż¼åóäė▐D’ĢÖCį┘åóäė┬▌▀\ÖCŻ¼åóäė▀^│╠ųą▓╗öÓė^▓ņ¼Fł÷ŪķørĪŻį┌ķ_åó’L▄ćĄ─═¼Ģr╗“ė╔ē║▓Ņ▒ĒĮo│÷Ą─ē║▓ŅųĄŻ¼░┤Č©Ģr░┤Ēśą“ķgĖ¶ķ_åó1#Ī½8#┤³×V╝»ēmķyŻ¼ų▒ų┴░┤Ž┬’L▄ć═Żų╣░┤Ōo═Żų╣╝»ēmķyĪŻĖ„éĆļŖÖCĄ─¤ß└^ļŖŲ„ą┼╠¢╝░▐D╦┘▒ĒĖ▀Ą═╦┘ą┼╠¢ū„×ķŲõ═ŻÖCą┼╠¢Ę┤üų┴PLCĪŻĘųļxÖCĪó’L▄ćĪó’Lō§Īó▐D’ĢÖCĪó┬▌▀\ÖC╝░▌ö╗ęÖCį┌Ė„éĆŁh╣Øų«ķgŁhŁhŽÓ┐█Ż¼░┤ššę╗Č©╣żū„Ēśą“ūįąą═Č╚ļ▀\ąąĪŻ
ĪĪĪĪ4.3 ┤³×V╝»ēmķyĄ─┐žųŲįOėŗ
ĪĪĪĪ┤³×V╝»ēmķyĄ─ūįäė┐žųŲįOėŗų„ę¬╩Ū╩╣ė├PLCā╚▓┐Ą─▄øČ©ĢrŲ„▀MąąÅ─1#╝»ēmķyĄĮ8#╝»ēmķyĢrķgĒśą“裣h╣żū„Ż¼ų▒ų┴├³┴Ņ═Żų╣ĪŻ
ĪĪĪĪ4.4 ł¾Š»│╠ą“įOėŗ
ĪĪĪĪĖ„éĆ┐žųŲ▓┐Ęų╗“į¬╝■│÷¼F╣╩šŽĢrę¬ėą┬Ģ╣Ōł¾Š»Ż¼«öł¾Š»░l╔·Ģr╣╩šŽ▓┐ĘųįOéõ═Żų╣▀\ąąŻ¼╗“═Č╚ļéõė├įOéõ▀\ąąŻ¼╗“▀Mąą╣╩šŽŪÕ└Ē║¾└^└m▀\ąąŻ¼╗“╩╣ė├╩ųäė¬Ü┴ó╗ž┬Ęå╬éĆåóäė┐žųŲŽĄĮyĪŻ╣╩šŽ░³└©Ė„éĆļŖÖCĄ─¤ß▀^▌d└^ļŖŲ„ĪóūāŅlŲ„╣╩šŽĪó▌ö╗ęÖCĄ─╝ėē║▀^ķLĪó╣▄┬ĘČ┬╚¹╣╩šŽĄ╚Ą╚Ż¼▓╔ė├╚²┴ŌPLCĄ─PLSųĖ┴Ņ┐╔ęį║▄║├Ą─īŹ¼Fł¾Š»┐žųŲ╣”─▄ĪŻ
ĪĪĪĪ4.5 ĘųļxÖC┐žųŲ▓┐Ęų
ĪĪĪĪĘųļxÖCī┘ė┌Ė▀æTąįļxą─╩ĮÖCąĄŻ¼Ųõ╣żū„╠ž³c×ķŲäėĢr╣żū„ļŖ┴„▌^┤¾Ż¼š²│Ż╣żū„Ģržō▌d▌^▌pŻ¼═Żų╣ĢræTąį▌^┤¾Ż¼▓╔ė├ūāŅlŲ„┐žųŲ┐╔ęį║▄║├Ą─£p╔┘åóäėļŖÖCĢrī”ļŖŠWĄ─ø_ō¶Ż¼▓ó▓╔ė├Ų┴▒╬┐žųŲļŖ└|£p╔┘ūāŅlŲ„ī”Ųõ╦³ļŖŲ„į¬╝■Ą─Ė▀┤╬ųC▓©ė░ĒæŻ¼▒Š┤╬įOėŗ▓╔ė├Ė╗╩┐FRNP11SŽĄ┴ąūāŅlŲ„┐žųŲĘųļxÖCĪŻ
5 ĮY╩°šZ
ĪĪĪĪĒŚ─┐ūįäė┐žųŲŽĄĮyįOėŗ▓╔ė├MELSEC AŽĄ┴ąPLCŻ¼Š▀ėąÅŖ┤¾Ą─öUš╣╣”─▄ĪóĖ▀Č╚┐╔┐┐ąį╝░Ž“╔Ž╝µ╚▌ąįĪŻA1SH CPUā╚▓┐64Kā╚┤µŻ¼8K▓ĮŠÄ│╠ā╚┤µŻ¼256éĆI/O³cŻ¼┐╔öUš╣2048éĆ▀h│╠I/O³cŻ¼õćļŖ│ž5─Ļ╩╣ė├ē█├³Ż¼═¼Ģr┐╔═©▀^ŠWĮj─ŻēK(CC-link)┼cÅSųą┼RĮ³Ą─┴Ēę╗╠ū▓╔ė├╚²┴ŌAŽĄ┴ąPLC╔·«aŠĆŽÓ╝µ╚▌ĮMŠWŻ¼ę▓┐╔ĮM│╔Ęų▓╝╩ĮI/OŻ¼£p╔┘▀BŠĆĪŻ═Č╚ļ╩╣ė├ę╗─ĻČÓŻ¼įOéõĄ─Ė„ĒŚ╝╝ągąį─▄ųĖś╦Š∙▀_ĄĮ┴╦ŅAŲ┌ę¬Ū¾Ż¼┤¾┤¾╠ßĖ▀┴╦╣żū„ą¦┬╩Ż¼ĮĄĄ═┴╦│╔▒ŠŻ¼▀_ĄĮ╔·«aĖ─ššĄ──┐Ą─ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║PLCį┌╗»╣żÅSĘ█¾w╔·«aŠĆųąĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019317911.html






















