



ę²čį
╣ż│╠īŹļHųąŻ¼įSČÓłAÕFĪó└Ōų∙ĪóĮžĮ╗łAų∙Ą╚┐╔š╣ķ_▒Ē├µŌkĮ╝■Ą─╔·«a╩ŪŽ╚░┤š╣ķ_łDŽ┬┴ŽŻ¼╚╗║¾į┘š█»B╗“ÅØŪ·║ĖĮė│╔│╔ŲĘĪŻ▀@Š═Ģ■ė÷ĄĮ└LųŲš╣ķ_łDŽ┬┴ŽĄ─å¢Ņ}Ż¼│Żė├Ą─ĘĮĘ©╩ŪłDĮŌĘ©╗“╣½╩Įėŗ╦ŃĘ©ĪŻĄ½▀@ā╔ŅÉĘĮĘ©į┌ū„łDĢrČ╝▒╚▌^┬ķ¤®Ż¼╚▌ęūĦ╚ļ╚╦×ķš`▓ŅŻ¼╠žäe╩Ū«ö│÷¼F┼·┴┐ŅÉ╦Ų«aŲĘĢrŻ¼Š═ę¬ųžą┬ū„łD║═ėŗ╦ŃŻ¼╩╣ę╗ĒŚ╣żū„ūā│╔ČÓĒŚ╣żū„Ż¼╣żū„┴┐┤¾Ż¼╚▌ęū│÷ÕeĪŻ▒Š╬─═©▀^īŹ└²ĮķĮBę╗ĘN└¹ė├Pro/E║═AutoCAD▄ø╝■ūįäė╔·│╔ŌkĮ╝■š╣ķ_łDĄ─╗ņ║Žæ¬ė├ĘĮĘ©ĪŻ«ö«aŲĘ│▀┤ń░l╔·ūā╗»ĢrŻ¼ų╗ąĶꬹ▐Ė─ģóöĄ╝┤┐╔äėæB╔·│╔ą┬Ą─š╣ķ_łDŻ¼Š▀ėąę╗ä┌ė└ę▌ĪóīŹė├ąįÅŖĪó▒Ńė┌▓┘ū„Ą╚ųTČÓā׳cŻ¼┐╔ęįĖ³┐ņĄ─½@╚ĪŠ½┤_Ą─╣ż│╠łDśėŻ¼╠ßĖ▀╣żū„ą¦┬╩ĪŻ
ę╗ĪóŌkĮš╣ķ_▓┐╝■Ą─ĮYśŗ╝░łDśė
╚ńłD1(a)╦∙╩Š╩Ū╬ęć°─│ųž▀xįOéõ╔·«aŲ¾śI╔·«aĄ─“┬▌ą²┴’▓█”«aŲĘĄūČ╦Ą─“Š█╝»ČĘ”▓┐╝■ĪŻŲõū„ė├×ķ╩š╝»Š½Īóųą║═╬▓ĄVŻ¼Š█╝»ČĘĄ─Ąū├µįOėŗėąę╗Č©Ą─Ų┬Č╚ęį▒Ńė┌╩š╝»ĄVę║Ż¼╚ńłD1(b)╦∙╩ŠĪŻŠ█╝»ČĘĄ─╔·«a╣ż╦ć×ķŻ║Ž╚░┤š╣ķ_łDį┌õō░Õ╔ŽŽ┬┴ŽŻ¼į┘īóŽ┬┴Žõō░ÕÅØŪ·║¾ā╔Č╦║ĖĮė│╔▀ģ╚”Ż¼ūŅ║¾║Ė╔ŽĄū░ÕĪŻė╔ė┌Š█╝»ČĘąĶę¬Ęųäe╩š╝»“Š½ĄV”Īó“ųąĄV”║═“╬▓ĄV”╚²ĘN▓╗═¼Ą─ĄV╬’Ż¼╦∙ęį▒žĒÜ«ŗ│÷▀ģ╚”╝░Ė¶╚”╚²éĆą╬ĀŅŅÉ╦ŲĄ─š╣ķ_łDĪŻłD1(c)×ķ─│ę╗│▀┤ńęÄĖ±Š█╝»ČĘ▓┐╝■▀ģ╚”Ą─╚²ęĢłDĪŻ
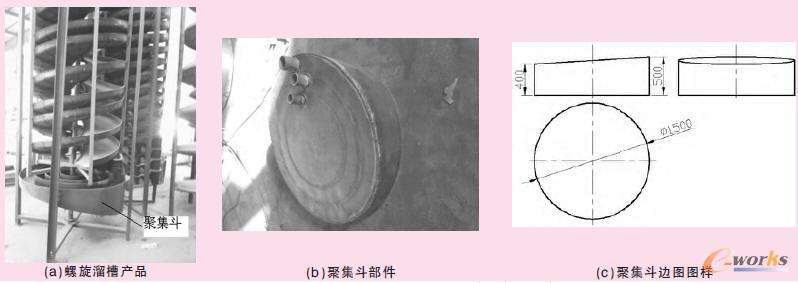
łD1 ▀xĄVįOéõųą┬▌ą²┴’▓█Ą─Š█╝»ČĘ▓┐╝■ĮYśŗ╝░łDśė
Č■ĪóPro/E ║═AutoCAD ╗ņ║Ž╔·│╔š╣ķ_łDĄ─ĘĮĘ©
(ę╗)Pro/Eųą░³Įjų∙├µĄ─śŗĮ©╝░╝╝Ū╔
ė╔ė┌Pro/E▄ø╝■▒Š╔ĒŠ═╠ß╣®┴╦śŗĮ©ŌkĮ╝■ūėŅÉą═łDśėĄ─╣”─▄Ż¼ę“┤╦Ż¼┐╔ų▒Įėåóė├ŌkĮ╝■śŗĮ©Ą─╣”─▄─ŻēK▀MąąÄū║╬Į©─ŻĪŻ╚ńłD2╦∙╩ŠŻ¼Ž╚ęįäōĮ©“ą²▐D▒█”╠žš„Ą─ĘĮ╩Į╔·│╔łAų∙ą╬ŌkĮ╝■Ż¼Ųõ║±Č╚Ė∙ō■īŹļHŽ┬┴Žõō░Õ┤_Č©ĪŻĄ½┤╦ĢrŲõą²▐DĮŪČ╚æ¬įO×ķ359°Ż©║ĖĮė╠Äķ_┐pŻ®Ż¼Ūą╝╔▓╗┐╔360°ą²▐DŻ¼Ę±ätīó▓╗─▄š╣ķ_ĪŻĮėų°Ė∙ō■ą▒Įž├µĄ─ę¬Ū¾äōĮ©ą▐╝¶╗∙£╩├µŻ¼╚ńłD3(a)╦∙╩ŠŻ¼▓óęįīŹ¾w╗»ą▐╝¶ĘĮ╩Įī”īŹ¾wŪ·├µū÷╚ź│²▀xČ©īŹ¾w├µ▓┐ĘųĄ─ą▐╝¶Ż¼łD3(b)×ķą▐╝¶Ą├ĄĮĄ─ĮY╣¹ĪŻ
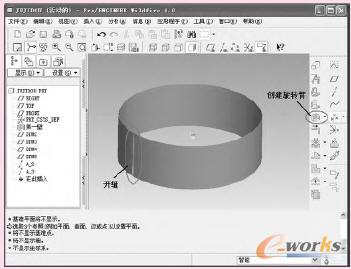
łD2 ęįą²▐D▒█╠žš„ĘĮ╩ĮśŗĮ©łAų∙ą╬ŌkĮ╝■
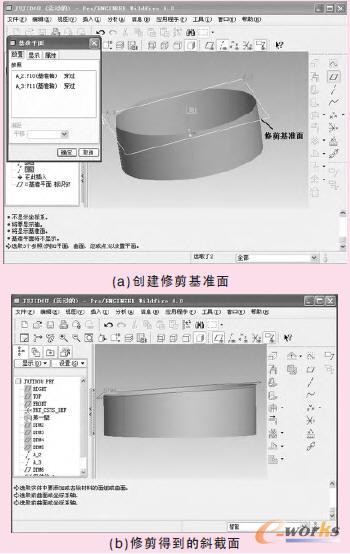
łD3 äōĮ©ą▐╝¶╗∙£╩├µ▓ó▀MąąīŹ¾w╗»ą▐╝¶
Ż©Č■Ż®ŲĮš¹ą╬æBĄ─ŌkĮš╣ķ_
▀ģ╚”ŌkĮ╝■Ą─š╣ķ_ąĶ═©▀^“ŲĮš¹ą╬æB”╣”─▄▀Mąą╠žš„╔·│╔Ż¼╚ńłD4(a)╦∙╩ŠŻ¼┤╦Ģr欎╚▀x╚Īš╣ŲĮ/š█ÅØ╗ž╚źĢr▒Ż│ų╣╠Č©Ą─ŲĮ├µ╗“▀ģŻ¼╝┤▀x╚Īķ_┐p├µŻ¼į┘▀MąąŠ█╝»ČĘ▀ģ╚”Ą─š╣ķ_Ż¼łD4(b)×ķš╣ķ_║¾Ą─ĮY╣¹ĪŻ
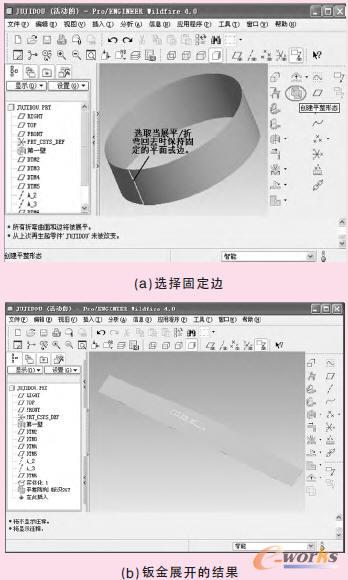
łD4 ŲĮš¹ą╬æBĄ─ŌkĮ╝■š╣ķ_
Ż©╚²Ż®╣ż│╠łDäōĮ©╝░▐DōQĄĮAUTOCAD
ī”╔Ž╩÷š╣ķ_Ą─ŌkĮ╝■äōĮ©▒╚└²1Ż║1Ą─╣ż│╠łDŻ¼▓ó▒Ż┤µ╬─╝■ŅÉą═×ķAutoCAD▄ø╝■┐╔ęį┤“ķ_Ą─“dwg”ŅÉą═Ą─Ė±╩Į╬─╝■Ė▒▒ŠŻ¼╚╗║¾ė├AutoCAD▄ø╝■┤“ķ_įōĖ▒▒Š╬─╝■Ż¼āH▒Ż┴¶ū¾ęĢłD▓óäh│²ČÓėÓŠĆŚlŻ¼į┘ś╦ūó│▀┤ń╝┤┐╔Ą├ĄĮłD5╦∙╩ŠŠ█╝»ČĘ▀ģ╚”Ą─š╣ķ_łDĪŻ

łD5 Š█╝»ČĘ▀ģ╚”š╣ķ_łD
Ż©╦─Ż®ŽĄ┴ą╗»ŌkĮ╝■Ą─ģóöĄ╗»╠Ä└Ē
Pro/E▄ø╝■╩Ū▓╔ė├┴╦ģóöĄ╗»įOėŗĄ──Żą═ŽĄĮyŻ¼Ųõ│▀┤ńŠ▀ėąĻP┬ōąįĪŻį┌▒Š└²ųąė╔ė┌Š█╝»ČĘąĶę¬╩š╝»“Š½ųą╬▓”╚²ĘNĄV╬’Ż¼╦∙ęį│²┴╦▀ģ╚”ęį═Ō▀ĆąĶā╔éĆĖ¶╚”Ż¼Ųõš╣ķ_łDą╬ĀŅ┼c▀ģ╚”ŽÓ╦ŲĄ½│▀┤ń▓ó▓╗ŽÓ═¼ĪŻ┤╦ĢrŻ¼Ųõ╦¹ā╔éĆĖ¶╚”ų╗ąĶė├Pro/E▄ø╝■į┌┤╦▀ģ╚”Ą─╗∙ĄA╔Žą▐Ė─│▀┤ńŻ¼ŽĄĮy▒Ń┐╔ūįäėĖ∙ō■ą▐Ė─Ą─│▀┤ńųžą┬╔·│╔ŽÓæ¬Ą─ŌkĮ╝■─Żą═Ż¼╚╗║¾ųžą┬ū÷ŲĮš¹ą╬æBĄ─š╣ķ_Ż¼į┘▐DōQĄĮAutoCADųąĪŻė╔┤╦┐╔ęįĄ├│÷ĮYšōŻ║į┌▀MąąöĄ┴┐ČÓŻ¼ą╬ĀŅ▓╗ęÄätĄ½║▄ŽÓ╦ŲŻ¼│▀┤ńČ╝▓╗ŽÓ═¼Ą─ŽĄ┴ą╗»ŌkĮ╝■š╣ķ_łD└LųŲĢrŻ¼īóPro/E▄ø╝■┼cAutoCADĮY║ŽŲüĒŻ¼┐╔┤¾┤¾╠ßĖ▀╣żū„ą¦┬╩Ż¼╩╣įŁ▒ŠÅ═ļsĘ▒ųžĄ─╣żū„ūāĄ├║åå╬║═▌p╦╔ĪŻ
╚²ĪóĮYšZ
ė╔ė┌╩ų╣ż└LųŲš╣ķ_łDĘĮĘ©▒╚▌^Å═ļsŻ¼į┌ųŲłDĮ╠▓─ųąę▓▓ó╬┤ū„×ķ▒žą▐Ą─Į╠īWā╚╚▌Ż¼Ą½į┌ĮŌøQ╣ż│╠īŹļHųą╚▌Ų„ŅÉ┴Ń╝■Ą─Ž┬┴Žå¢Ņ}ĢrģsĘŪ│Ż▒žę¬ĪŻ▒Š╬─═©▀^īŹ└²Ż¼ĮķĮB┴╦Pro/E ║═AutoCAD ╔·│╔ŌkĮ╝■š╣ķ_łDųąĄ─╗ņ║Žæ¬ė├ĘĮĘ©ĪŻīŹ█`ūC├„Ż¼īó▀@ā╔éĆ▄ø╝■ĮY║ŽŲüĒ▀Mąąš╣ķ_łDĄ─└LųŲŻ¼ŽÓ«öė┌═¼Ģr░lō]┴╦Pro/EģóöĄ╗»įOėŗĄ─ā×ä▌║═AutoCADČ■ŠSłDą╬└LųŲĘĮ├µĄ─╠žķLŻ¼╝╚▒ŻūC┴╦ū„łDĄ─£╩┤_ąįŻ¼ėų╠ßĖ▀┴╦╣żū„ą¦┬╩Ż¼┐╔╣®Å─╩┬ŽÓĻP╣żū„Ą─╝╝ąg╚╦åTĮĶĶb║═ģó┐╝ĪŻ
Ė³ČÓŠ½▓╩ā╚╚▌šłĻPūóPLMų«╔±╬óą┼╣½▒Ŗ╠¢ŻĪ

║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║Pro/E║═AutoCAD╔·│╔ŌkĮ╝■š╣ķ_łDĄ─╗ņ║Žæ¬ė├
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019318232.html






















