1Īó▄łÖCś╦Č©║═ÖC╝▄┤┼£■£yįć
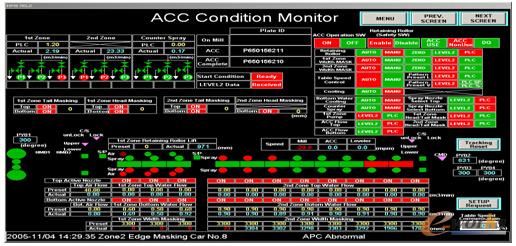
▄łÖCĄ─ś╦Č©╩Ū▒ŻūC▄łÖC▄łųŲ┘|┴┐Ą─╗∙ĄAŻ¼▄łÖCÅŚąį£yįć║═┤┼£■£yįć╩Ū▒ŻūC▄łÖC║±Č╚┐žųŲęį╝░įOéõ░▓╚½Ą─╗∙ĄAŻ¼╩Ū╩«Ęųųžę¬Ą─▄łÖCś╦£╩╗»Ą─▓┘ū„ĪŻŽ┬┴ąłDŲ¼’@╩Š┤ų▄łÖC║═Š½▄łÖCÖC╝▄Ą─ś╦Č©┤╬ą“║═ų«║¾┤╬ą“ĪŻś╦Č©┤╬ą“ė├ė┌ś╦Č©ē║Ž┬ŽĄĮyŻ¼į┌ę╗Č©▄łųŲ┴”Ž┬Ż©š²│Ż1000揯®įOČ©▌ü┐pĄĮ┴Ń╬╗ĪŻų«║¾£yįćė├ė┌£y┴┐▄łÖCÖC╝▄─ŻöĄĪŻöĄųĄ░l╦═ĄĮ▀^│╠ėŗ╦ŃÖCė├ė┌ā×╗»įOČ©öĄō■Ą─ėŗ╦ŃĪŻą“┴ą╣”─▄łD▒ĒŻ©SFCŻ®Ż¼’@╩Š═Ļš¹ś╦Č©║═£■║¾┤╬ą“╝░─┐Ū░ĀŅæBĪŻį┌ą“┴ąķ_╩╝║¾Ż¼Ė„ą“┴ą▓Į¾Eė╔▓╗═¼Ņü╔½üĒ’@╩ŠĪŻį┌▄łÖCÅŚąį£yįćŲ┌ķgŻ¼«öAGCė═Ėū╬╗ų├╩ū┤╬╔Ž╔²ĄĮ─┐ś╦╬╗ų├║¾╗ž┬õŻ¼£y┴┐▄łÖC┴”ĪŻį┌├┐éĆ╬╗ų├Öz▓ķ▄łųŲ┴”Ą─▓ŅäeŻ¼┐╔½@Ą├▄łÖC£■║¾Ą─öĄųĄĪŻ
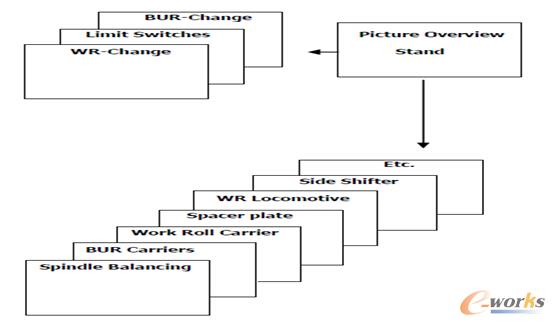
į┌śõłD╣▄└ĒŽĄĮyųąŻ©picture tree managerŻ®Ęų×ķ┤ų▄łÖC║═Š½▄łÖCā╔▓┐ĘųŻ¼┐╔ęįĘųäe▀xō±▓╗═¼Ą─ÖC╝▄(mill stand)▀Mąą▓┘ū„ĪŻ
“┤ų▄łÖCĀŅæB”→“RMÖC╝▄ś╦Č©”Ż¼“┤ų▄łÖCĀŅæB”→“RMÖC╝▄┤┼£■£yį支¼
“Š½▄łÖCĀŅæB”→“FMÖC╝▄ś╦Č©”Ż¼“Š½▄łÖCĀŅæB”→“FMÖC╝▄┤┼£■£yįć”ĪŻ
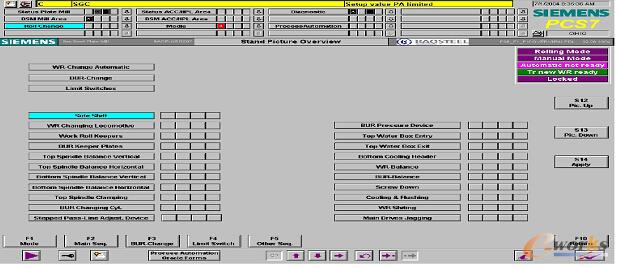
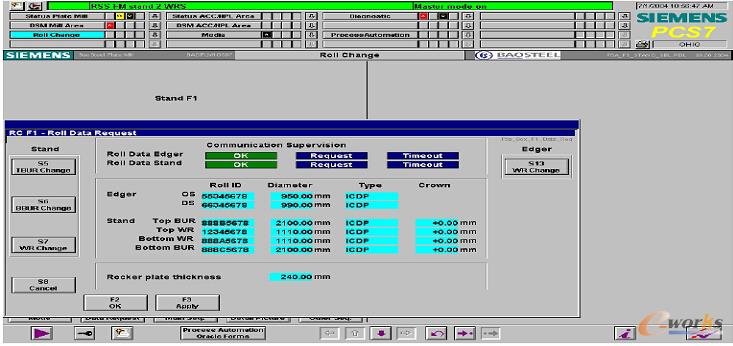
į┌MILL STANDĄ─HMIĮń├µ▒O┐žųąŻ¼ėąŲ▀éĆ╣”─▄─ŻēKŻ¼┐╔ęį▀xō±ŽÓæ¬Ą─░┤Ōo▀Mąą╣”─▄▓┘ū„ĪŻ▒ŠłD▀xō±“ś╦Č©”░┤Ōo║¾Ż¼Ģ■│÷¼Fę╗Ž┬└Ł┤░┐┌Ż¼’@╩Šś╦Č©Ą─ą“┴ą┐žųŲŻ¼┐╔ęį▀xō±“ś╦Č©”║═“┤┼£■£yį攥─ūė╣”─▄Ż¼▀MąąŽÓæ¬Ą─▓┘ū„ĪŻ
2ĪóōQ▌üHMI▓┘ū„
ŽĄĮyĘųäe░³║¼┴╦╣żū„▌ü╩ųäė/ūįäėōQ▌ü║═ų¦│ą▌ü╩ųäėōQ▌üĄ─HMIĮń├µĪŻį┌▄ł
ÖC▓┘ū„┼_Ą─┐žųŲčbų├║═▄łÖC┼įŠ═Ąž┐žųŲ┼_ė├ė┌┐žųŲ║═▒OČĮōQ▌ü╣żū„ĪŻ╦∙ėąWR/BURÖCĮMė╔Š═ĄžšŠ┐žųŲ║═▒O£yĪŻę¬’@╩ŠÄūéĆŲ┴─╗Ż¼═©ų¬▓┘ū„╣żōQ▌üÖCĮMŻ¼ōQ▌ü▀^│╠║═ūįäėōQ▌ü┤╬ą“Ż©SFCŻ®Ą─ĀŅæBĪŻōQ▌üĄ─▓┘ū„Ęų×ķ╚²éĆ┤¾ĒŚŻ¼Ęųäe╩Ūų¦ō╬▌üĖ³ōQĪóŽ▐╬╗ķ_ĻPĀŅæB║═╣żū„▌üĖ³ōQĪŻ
į┌HMIĄ─ÖC╝▄ę╗ė[▒ĒųąŻ¼┐╔ęį▀xō±▓╗═¼Ą─╣”─▄ēKęį╝░ŽÓæ¬Ą─▌oų·įOéõĄ─▓┘ū„Ż¼Ęųīė╣▄└ĒįŁät╚ńŽ┬╩ŠęŌłDŻ║
2.1ĪóŲ┴─╗įOėŗ
ōQ▌ü▓┘ū„ėąęįŽ┬5éĆūė▓╦å╬Ų┴─╗Ż║
1)łDŲ¼┐éė[▒ĒŻ║╣żū„▌üōQ▌ü║═ų¦ō╬▌üōQ▌üĄ─┐é¾wĖ┼ør▒ĒĪŻ
2)ūė«ŗ├µ▓┘ū„Ż║├┐éĆ▄łÖCÖC╝▄╩╣ė├ŽÓæ¬ūė«ŗ├µüĒ’@╩ŠĪŻę╗éĆĮń├µ┐╔’@╩Š3éĆūė«ŗ├µĪŻ
3)Ž▐╬╗ķ_ĻPŻ║ųžę¬Ž▐╬╗ķ_ĻPĀŅæBīó’@╩Šį┌įōŲ┴─╗╔ŽŻ¼┐╔ī”Ž▐╬╗ķ_ĻP▓┘┐vŻ©ÅŖųŲ/ųžų├īŹļHŽ▐╬╗ķ_ĻPĀŅæBŻ®ĪŻ
4)Ė³ōQų¦│ą▌üŻ║å╬éĆų¦│ą▌üĖ³ōQ▓Į¾EĄ─┤╬ą“├Ķ╩÷Ż¼▓ó╠°ĄĮŽÓæ¬▄łÖCÖC╝▄ūė«ŗ├µłDą╬╔Ž’@╩ŠĪŻų¦│ą▌üĖ³ōQą“┴ąąĶ╩ųäė▀\ąąĪŻ
5)Ė³ōQ╣żū„▌üŻ║░┤SFCėŗäØŻ¼═©ų¬ūįäėōQ▌ü│╠ą“Ą─īŹļHĀŅæBĪŻ
2.2ĪółDŲ¼┐éė[▒Ē
╦∙ėąōQ▌üÖC╝▄Č╝’@╩Šį┌įōŲ┴─╗╔ŽĪŻ┐╔ęį═©▀^╩¾ś╦³cō¶╗“╩╣ė├S12Ż¼S13║═S14µIüĒ▀xō±ŽÓæ¬įö╝ÜłDŲ¼ĪŻ╔ŽłD’@╩ŠŠ½▄łÖCÖC╝▄Ą─ōQ▌üŲ┴─╗ĪŻ▓┘ū„ĀŅæBėą╬ÕĘNŻ║Rolling mode▄łųŲ─Ż╩ĮĪómanual mode╩ųäė─Ż╩ĮĪóautomatic readyūįäė£╩éõĪóprepare ready£╩éõŠ═ŠwĪóunlocked╬┤µiĀŅæBĄ╚ĪŻ
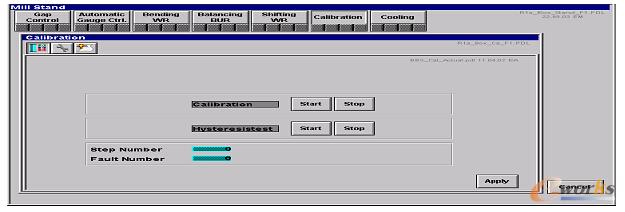
2.3ĪóŽ▐╬╗ķ_ĻPĄ─▓┘┐ž
Ž▐╬╗ķ_ĻPĄ─▓┘┐žę▓ėąīŻķTĄ─▓┘ū„HMIĮń├µŻ¼┐╔ęŖ╦∙ėąŽÓĻPŽ▐╬╗ķ_ĻP║═╦³éāīŹļHĀŅæBĪŻ╚ń╣¹į┌ōQ▌üĄ─ą“┴ął╠ąą▀^│╠ųąŻ¼─│ą®čbų├Ą─Ž▐╬╗ķ_ĻPø]ėąäėū„╗“š▀¤oą┼╠¢Ę┤üŻ¼HMIĮń├µ╔ŽĢ■īóŽÓæ¬Ą─Ę¹╠¢Ė─ūāŅü╔½ĄĮ╝t╔½Ż¼▒Ē╩Š│÷¼F┴╦Õeš`Ż¼Įo│÷ł¾Š»ą┼ŽóĪŻ▓┘ū„╣ż┐╔ęį═©▀^▓┘┐v╣”─▄µIüĒĖ─ūāŽ▐╬╗ķ_ĻPĀŅæBĪŻ
2.4ĪóūįäėĖ³ōQ╣żū„▌ü
▀xō±ūįäėĖ³ōQ╣żū„▌üWRą“┴ąŻ¼Ęų×ķ╚²▓┐ĘųŻ║ŽĄĮy£╩éõĪóęŲ│²ĪóĖ³ōQ
2.4.1Īóūįäėą“┴ąĄ─┐žųŲ
ūįäėą“┴ąĄ─┐žųŲ░³└©īŹ╩®▓Į¾EŻ¼╝┤ę¬╠Ä└ĒĄ─ąą×ķ║═▐DōQ└^└mŽ┬ę╗▓Į¾EĄ─ĀŅørĄ╚ā╔▓┐ĘųŻ¼═©▀^Ę┤üą┼╠¢£yįć│÷╦³éā«öŪ░Ą─ĀŅæBĪŻ
2.4.1.1Īó▓Į¾E┤_šJ
╚ń╣¹└^└mł╠ąąōQ▌üą“┴ąąĶę¬▓┘ū„╣żĄ─┤_šJŻ¼īó’@╩Š³S╔½╬─▒Š“▓┘ū„╣żšłŪ¾”ĪŻ
═©▀^³cō¶ÖC╝▄▀xō±łDŲ¼ųąĄ─F2┤_šJµIŻ¼╗“š▀į┌ą“┴ąłDŲ¼ųąĄ─F8┤_šJµIŻ¼╗“³cō¶Ę¹╠¢“C”Ż¼┐╔ęį└^└mūįäėōQ▌üĄ─▓┘ū„┤╬ą“ĪŻ
2.4.1.2ĪóšłŪ¾▄ł▌üöĄō■
į┌ūįäėōQ▌üĢr╗“š▀╩ųäėōQ▌üĢrŻ¼╩ūŽ╚ꬎ“Č■╝ēĘ■äšŲ„ŽĄĮy░l╦═ę╗éĆł¾╬─═©ėŹŻ¼╝┤“šłŪ¾░l╦═▄ł▌üöĄō■”╔ĻšłŻ¼ę¬Ū¾Č■╝ēé„╦═▄ł▌üĄ─öĄō■ĄĮHMIĘ■äšŲ„Ż¼öĄō■é„╦═ĄĮHMI║¾Ż¼▓┘ū„╣ż╩ūŽ╚ę¬▓ķ“×╦∙ę¬Ū¾öĄō■Ą─ĘNŅÉŻ¼¤oš`║¾░┤Ž┬OKµI┤_šJĮė╩šĪŻ«ö╚╗Ż¼▓┘ū„╣żę▓┐╔ęį╩ųäė▌ö╚ļ▄ł▌üĄ─öĄō■ą┼ŽóĪŻ
2.4.2Īó╩ųäėĖ³ōQų¦│ą▌ü
ų¦ō╬▌üĄ─Ė³ōQ╩Ūį┌╩ųäė─Ż╩ĮŽ┬▀MąąĄ─ĪŻį┌HMIĮń├µųąĢ■’@╩Šųą╩ųäėĖ³ōQų¦│ą▌üĄ─▓Į¾E╝ÜätĪŻ╚ńŽ┬łD╦∙╩ŠŻ¼ū¾▓┐ĘųŲ┴─╗ė├ė┌ęŲ│²ų¦ō╬▌üŻ¼ėę▓┐Ęųė├ė┌Ė³ōQ│╠ą“ĪŻ▓┘ū„╣ż┐╔ęįĖ∙ō■ą┼Žó╠ß╩Š▀MąąōQ▌üĄ─▓┘ū„Ż¼Ą½ŽĄĮy¤oĘ©ūįäėł╠ąąą“┴ąĪŻę▓Š═╩ŪšfŻ¼▀@ą®łDŲ¼ųąĄ─ą“┴ą╩Ū╬─▒ŠŻ¼▓╗╩Ū┐žųŲą“┴ąĪŻ
3Īó▄łÖCģ^ė“Ą─ĀŅæBį\öÓ
▄łÖCģ^ė“į\öÓĄ──┐Ą─╩Ū▒O£y╦∙ėąĄ─įOéõĀŅæB║══©ėŹĀŅæB╩Ūʱė┌š²│ŻĄ─╣żū„╬╗ų├Ż¼į┌HMI╔ŽĢ■ėąŽÓĻPĄ─▒O┐žą┼Žó╝░Ņü╔½ł¾Š»╠ß╩ŠŻ¼▓┘ū„╣ż┐╔ęįĖ∙ō■Ņü╔½Ą─▓╗═¼║═ł¾Š»ą┼Žó╝░ĢrĄ─šŲ╬šįOéõĀŅæB║═▄łųŲĀŅæBŻ¼į┌▒žę¬ę¬▓╔╚Ī░▓╚½▒Żūo┤ļ╩®Ż¼╚ń▓┘ū„“╝▒═Ż”ķ_ĻPĄ╚ęį▒ŻūC«aŲĘ┘|┴┐║═įOéõĄ─░▓╚½▀\ąąĪŻ
3.1Īó═©ą┼ĀŅæB
═©ėŹĀŅæBĮń├µė├łDŽ±ų▒ė^Ą─’@╩Š│÷┐╔ęĢ▓┘ū„ŽĄĮy┼c╗∙ĄAūįäė╗»Õeš`ą┼ŽóĪŻ
’@Ž±Ę■äšŲ„║═╬„ķTūėūįäė╗»å╬į¬Ż¼Ä¦CPU║═CPĄ─TDC║═PCS7─ŻēKå╬į¬▒╗Öz£yŻ¼’@╩Š├┐éĆå╬į¬Ą─├¹ĘQ║═ĀŅæBĪŻ
3.2ĪóProfibusį\öÓ
į\öÓ┐╔ęį═©▀^³cō¶═©ą┼ĀŅæBŲ┴─╗╔ŽĄ─Profibus─Ż╩Įķ_╩╝ĪŻĖ∙ō■Ų┴─╗Ż¼▓┘ū„╣ż┐╔ęįī”ŠĆ╔Ž╦∙┐žųŲĄ─╦∙ėąET200šŠ▀Mąą▒O┐žŻ¼╚ńŽ┬łD╦∙╩ŠRMÖC╝▄═©ėŹĀŅæBŻ¼ŠSūo╚╦åT┐╔ęį╝░ĢrĄ─ė^▓ņĄĮŻ¼▀Mąąėąą¦Ą─ŠSūoĪŻ
3.3Īó▄łÖCĀŅæBį\öÓ-£╩éõķ_╩╝▄łųŲ
Ž┬┴ąłDŲ¼’@╩Š▄łÖC▓╗═¼▓┐Ęų║═čbų├£╩éõķ_╩╝▄łųŲĄ─ĀŅæBĪŻĖ∙ō■Ų┴─╗Ż¼▓┘ū„╣żī”▄łÖCėąéĆ╚½├µĄ─┴╦ĮŌĪŻ┐╔ęįøQČ©▄łÖC──▓┐Ęų╗“čbų├╬┤£╩éõ║├▄łųŲĪŻ╚ń╣¹╦∙ėą▄łÖC▓┐Ęų║═čbų├’@╩ŠŠG╔½ĀŅæBŻ¼─Ū├┤▄łÖC£╩éõĮė╩šõō░ÕĪŻ
«ö▄łÖC▓┐Ęų╗“čbų├’@╩Š╝t╔½ĀŅæBĢrŻ¼═©▀^³cō¶╝t╔½łAų▄┐╔ęį’@╩Šįö╝Üą┼ŽóŻ¼╝┤Ģ■ÅŚ│÷ę╗éĆ┤░┐┌Ż¼Įo│÷įö╝Üą┼ŽóĄ─šf├„ĪŻ
4ĪóąĪĮY
▒Š╬─ų„ę¬╩Ūįö╝ÜĮķĮB┴╦ś╦Č©ĪóōQ▌üĪóį\öÓĄ╚HMI▓┘ū„Įń├µĄ─įOėŗ║═╣”─▄Ż¼╬„ķTūėį┌HMIĄ─įOėŗųąæ¬ė├┴╦┤¾┴┐Ą─WINCCłDŽ±įOėŗŻ¼╣”─▄ÅŖ┤¾Ż¼Č°Ūę┼cHMI┼cPLCŻ¼HMI┼cČ■╝ēĄ─═©ėŹę▓ū÷Ą─╩«ĘųĄ─╝Üų┬Ż¼ØMūŃ┴╦┤¾┴┐öĄō■Ą─é„▌ö║═łDą╬Ą─▒O┐žŻ¼ŲĄĮų▒Įė▓┘ū„¼Fł÷Ą─įOéõ▀\ąąŻ¼öĄō■╣▄└Ē╣▓ŽĒĄ──┐Ą─ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║▄łõō«aŠĆ╬„ķTūėūįäė╗»┐žųŲŽĄĮyHMIįOėŗ║åĮķŻ©╚²Ż®
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019320587.html