



0 ę²čį
Ų¹▄ć«aśI╩Ū╬ęć°ć°├±ĮøØ·Ą─╬Õ┤¾ų¦ų∙«aśIų«ę╗Ż¼░ū▄ć╔Ē╩ŪŲ¹▄ć╦─┤¾┐é│╔ų«ę╗Ż¼║ĖĮė╣ż╦ć╩ŪŲ¹▄ć╦─┤¾╣ż╦ćų«ę╗Ż¼ę“┤╦Ų¹▄ć░ū▄ć╔Ē║ĖĮėį┌š¹éĆŲ¹▄ć«aśIŻ¼╔§ų┴ć°├±ĮøØ·ųąČ╝ŲĄĮ┴╦ųžę¬Ą─ū„ė├ĪŻ╚²ŠSįOėŗ▄ø╝■╝╝ągŽĄĮyŠ▀ėąįOėŗņ`╗ŅąįĖ▀ĪóįOėŗų▄Ų┌Č╠Īó┐╔ęĢ╗»║├Ą╚╠ž³cŻ¼─▄ē“Å─▒Š┘|╔Ž£p▌p╣ż│╠Ĥ┤¾┴┐║åå╬Ę▒¼ŹĄ─╣żū„┴┐Ż¼╩╣Ųõ─▄ē“īóŠ½┴”╝»ųąė┌Ė╗ėąäōįņąįĄ─Ė▀īė┤╬╦╝ŠS╗ŅäėųąĪŻį┌Ų¹▄ć«aśIųąŻ¼ė╔ė┌▒ŖČÓų„ÖCÅS▓╔ė├CATIA▄ø╝■ų„ī¦ų„ÖCĄ─╠ōöMįOėŗŻ¼ę“┤╦į┌Ž┬ė╬«aśIųąCATIAĄ─æ¬ė├śOŠ▀┤·▒ĒąįŪęĘČć·śOÅVŻ¼╩╣ė├CATIA▀Mąą║ĖĮėŖAŠ▀╠ōöMįOėŗŻ¼śO┤¾Ąž╠ßĖ▀┴╦║ĖĮėŖAŠ▀Ą─įOėŗ▀^│╠┘|┴┐Ż¼┐sČ╠┴╦║ĖĮėŖAŠ▀Å─įOėŗĄĮ╔·«aĄ─ų▄Ų┌Ż¼ĮĄĄ═┴╦│╔▒ŠĪŻ
1 Ų¹▄ć░ū▄ć╔Ē║ĖĮėŖAŠ▀įOėŗĖ┼ę¬
1.1 Ų¹▄ć░ū▄ć╔Ē║ĖĮėŖAŠ▀║åĮķ
ŖAŠ▀╩Ū╔·«aųŲįņ▀^│╠ųąė├ė┌ŖA│ų╣ż╝■Ż¼ęį┤_▒Ż╣ż╝■Š▀ėą╣╠Č©╬╗ų├Įė╩▄╩®╣ż╗“Öz£yĄ─ÖCąĄÖCśŗ╗“▓┐╝■ĪŻŲ¹▄ć░ū▄ć╔Ē║ĖĮėŖAŠ▀╩Ū▓╔ė├║ĖĮėĘĮ╩ĮīŹ¼FŲ¹▄ć░ū▄ć╔Ē┴Ń▓┐╝■Ż©ŌkĮŻ®ķgĮY║ŽĢr╩╣ė├Ą─ę╗¾w╗»čbų├Ż¼░³└©Ąž░ÕŻ©║¼£y┴┐Ż®ĪóČ©╬╗Īó╝ėŠoĪó▌oų·Ą╚ÖCśŗĪŻ║Ž└ĒĄ─║ĖĮėŖAŠ▀ĮYśŗŻ¼ėą└¹ė┌į┌║ĖĮė┴„╦«ŠĆ╔·«a▀^│╠ųąŻ¼į┌▒ŻūC║ĖĮė┘|┴┐Ą─Ū░╠ߎ┬Ż¼ŲĮ║Ō╣ż╬╗ĢrķgŻ¼ĮĄĄ═ĘŪ╔·«aė├ĢrŻ¼╠ßĖ▀╔·«aą¦┬╩ĪŻ
1.2 Ų¹▄ć░ū▄ć╔Ē║ĖĮėŖAŠ▀įOėŗĖ┼ę¬
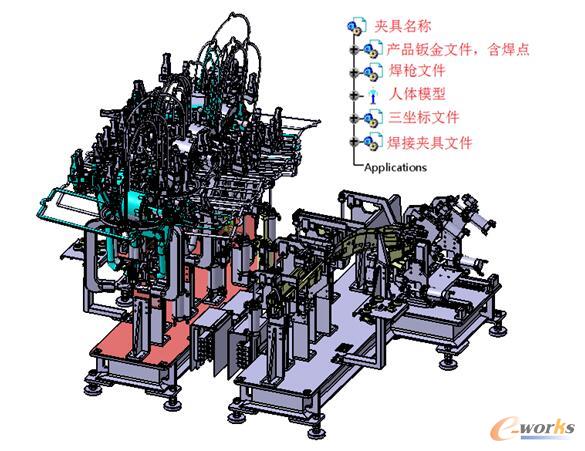
Ų¹▄ć░ū▄ć╔Ē║ĖĮėŖAŠ▀Ą─įOėŗŠC║Žąį║▄ÅŖŻ¼į┌įOėŗų«│§ę¬┴╦ĮŌ«aŲĘĮYśŗŻ¼ų¬Ģį«aŲĘ╠ž³cŻ¼╩ņŽż╔·«aŠVŅIŻ¼╩ņų¬╔·«a╣ż╦ćĪŻų╗ėąū÷ĄĮ▀@ą®Ż¼▓┼─▄įOėŗ│÷▀mė├ąį┴╝║├Ą─║ĖĮėŖAŠ▀ĪŻŲ¹▄ć░ū▄ć╔Ē║ĖĮėŖAŠ▀Ą─æ¬ė├Ż¼╩Ūį┌▒ŻūC«aŲĘ║ĖĮė┘|┴┐┼c░▓╚½╔·«aĄ─Ū░╠ߎ┬Ż¼ęį╠ßĖ▀«aŲĘ╔·«aą¦┬╩Ż¼£p▌pä┌äėÅŖČ╚Ż¼ĮĄĄ═«aŲĘ╔·«a│╔▒Š×ķ─┐Ą─Ą─ĪŻę“┤╦║ĖĮėŖAŠ▀Ą─įOėŗꬤoŚl╝■Ą─Ę■Å─▀@éĆ─┐Ą─ĪŻ
ŖAŠ▀ę╗░Ń×ķå╬╠ūĪóī”ĘQ╠ū╔·«aŻ¼╩╣ė├Ģrķg▌^ķLŻ¼įOėŗĢræ¬ū±čŁīŹė├ąįŻ¼ĮøØ·ąįŻ¼┐╔┐┐ąįŻ¼╦ćągąįĄ╚įŁätĪŻįOėŗĢr▒M┴┐ė├│╔╩ņĄ─ś╦£╩╝■Ż©ć°ś╦╝■ĪóŲ¾ś╦╝■Ą╚Ż®Ż¼└²╚ńčaĖ▀┼_Īóų¦ū∙ĪóŽ▐╬╗ēKĪóČ©╬╗õNĪóē|Ų¼ĪóÜŌĖūĄ╚ĪŻ
2 ║ĖĮėŖAŠ▀╠ōöMįOėŗĮŌ╬÷
2.1 ║ĖĮėŖAŠ▀├³├¹ĮŌ╬÷
ę╗░ŃŠĆ¾wŅÉ║ĖĮėŖAŠ▀╚²ŠS─Żą═ĮYśŗśõų„śõųąŻ¼ĖĖ╝ēĮMų╗į╩įS│÷¼FDATAŻ©«aŲĘŌkĮ╬─╝■Ż¼║¼║Ė³cŻ®ĪóGUNŻ©║Ėśī╬─╝■Ż®ĪóMankinŻ©╚╦¾w─Żą═Ż®ĪóROMERŻ©╚²ū°ś╦╬─╝■Ż®ĪóJIGŻ©║ĖĮėŖAŠ▀╬─╝■Ż®Ż¼╚ńłD1╦∙╩ŠĪŻĖ„ŅÉūė╝ē╬─╝■▒žĒÜī┘ė┌ęį╔ŽĖĖ╝ē╬─╝■ĪŻ┴Ń╝■╠¢ĪóīŹ└²├¹ĘQ┼c╬─╝■├¹▒Ż│ųę╗ų┬Ż¼īŹ└²├¹ĘQė├║¾ŠY“.1”Īó“.2”Īó“.3”…üĒ▒Ē├„Ż¼┴Ń╝■╠¢ė└▀h╬©ę╗ĪŻ
łD1 ę╗░ŃŠĆ¾wŅÉ║ĖĮėŖAŠ▀╚²ŠS─Żą═ĮYśŗśõų„śõ
ŖAŠ▀▓┐čb╠¢Ż©å╬į¬╠¢Ż®Īó┴Ń╝■╠¢░┤01Īó02Īó03…Ēś┤╬┼┼┴ąĪŻ«ö┴Ń╝■╠¢×ķ00Ģr×ķ▓┐čbčb┼õ╠¢Ż¼▓┐čb╠¢01×ķŖAŠ▀Ąūū∙▓┐čbĪŻ▓┐čbŻ©å╬į¬Ż®ā╚Į¹ų╣│÷¼Fī”ĘQ├³├¹ĪŻ
Ų¾ś╦╝■┐╔▓╗░┤╩ūūų─Ė▀Mąą┼┼ą“Ż¼ų╗ĒÜīó═¼ę╗ĘNŅÉ░┤īŹ└²├¹ĘQ┼┼ą“Ż¼Ūęųąķg▓╗┤®▓ÕŲõ╦¹ĘNŅÉĄ─Ų¾ś╦╝■╝┤┐╔Ż¼═Ō┘Å╝■░┤ššÅS╝ęĘųŅÉŻ¼▓ó░┤ÅS╝ę╩ūūų─ĖAĪóBĪóCĪóDĪóEĪóF...Ēś┤╬┼┼┴ąŻ¼╚ńŻ║KEYENCEĪóMISUMIĪóSMSŻ¼▓óį┌┴Ń╝■ŠÄ╠¢ųąś╦ėøÅS╝ę├¹ĘQĪŻ
2.2 ║ĖĮėŖAŠ▀ĮŌ╬÷
ę╗░Ń║ĖĮėŖAŠ▀ė╔Ąūū∙┼cČ©╬╗/ŖAŠoÖCśŗā╔┤¾▓┐ĘųĮM│╔ĪŻĄūū∙ų„ę¬ŲĄĮų¦ō╬ĪóČ©╬╗Ė„ÖCśŗĪó░▓čb┐žųŲčbų├Īóį÷╝ėŖAŠ▀Ė▀Č╚Ą╚ū„ė├ĪŻČ©╬╗/ŖAŠoÖCśŗų„ę¬ŲĄĮČ©╬╗ŌkĮ╝■┼c╣╠Č©ŌkĮ╝■Ą─ū„ė├ĪŻ
2.2.1 ║ĖĮėŖAŠ▀Ąūū∙ĮYśŗĮŌ╬÷
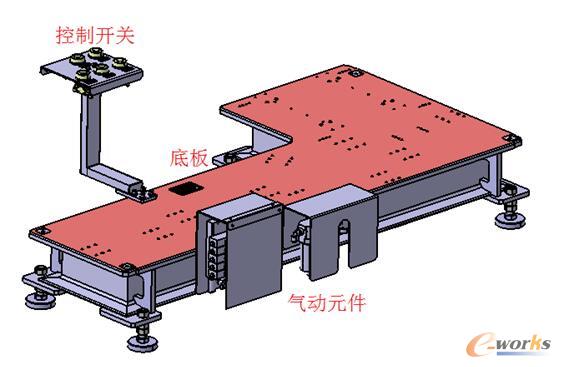
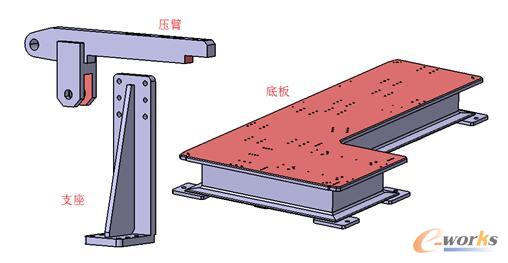
Ąõą═║ĖĮėŖAŠ▀Ąūū∙ė╔Ąū░ÕŻ©░Õ├µ+╣Ū╝▄Ż®Ż¼┐žųŲķ_ĻPÖCśŗŻ¼ÜŌäėį¬╝■Ą╚ĮM│╔ĪŻĄū░Õų„ę¬Ęų░Õ├µ┼c╣Ū╝▄ā╔▓┐ĘųĪŻ░Õ├µų„ę¬ŲĄĮ░▓čbČ©╬╗/ŖAŠoÖCśŗĪó┐žųŲķ_ĻPĪóÜŌäėį¬╝■▀BĮė░ÕĄ─ū„ė├Ż╗┐žųŲķ_ĻPÖCśŗų„ę¬┐žųŲŖAŠ▀ē║▒█Ą─┤“ķ_┼c╝ėŠoŻ╗ÜŌäėįŁ╝■ų„ę¬║Ł╔wļŖ┤┼ķyŹu║═ÜŌäė╚²┬ō╝■Ą╚┐žųŲ┼c▀^×VąįÜŌäėįŁ╝■ĪŻ╣Ū╝▄ų„ę¬ė╔▓█õō║ĖĮėČ°│╔Ż¼▓ó░▓čbĄ§Č·┼cĄž─_Ż¼ų„ę¬ė├ė┌░ß▀\║═╣╠Č©ŖAŠ▀Ż¼╚ńłD2ĪŻ
łD2 ║ĖĮėŖAŠ▀Ąūū∙ĮYśŗ
2.2.2 ║ĖĮėŖAŠ▀Č©╬╗/ŖAŠoÖCśŗĮŌ╬÷
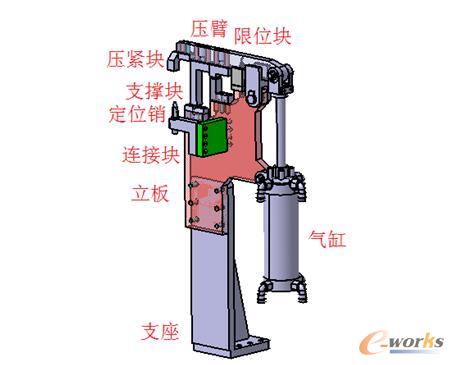
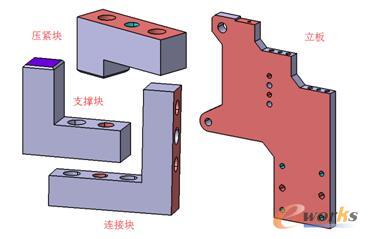
Ąõą═║ĖĮėŖAŠ▀Č©╬╗/ŖAŠoÖCśŗė╔Č©╬╗õNĪóų¦ō╬ēKĪóē║ŠoēKĪó▀BĮėēKĪóŽ▐╬╗ēKĪóē║▒█Īó┴ó░ÕĪóų¦ū∙ĪóÜŌĖūĄ╚┴Ń╝■ĮM│╔ĪŻČ©╬╗õNų„ę¬ŲĄĮ«aŲĘČ©╬╗Ą─ū„ė├Ż¼ų¦ō╬ēKĪóē║ŠoēKų„ę¬ŲĄĮ╣╠Č©«aŲĘĄ─ū„ė├Ż¼Ž▐╬╗ēKų„ę¬ŲĄĮČ©╬╗╝ėŠo³cĄ─ū„ė├Ż¼ÜŌĖūų„ę¬ŲĄĮł╠ąą┤“ķ_Īó╝ėŠoĄ╚äėū„Ą─ū„ė├Ż¼ŲõėÓ┴Ń╝■×ķ▌oų·ąį▀BĮė┴Ń╝■ĪŻŲõųąČ©╬╗õNė├ė┌Č©╬╗«aŲĘŻ¼ąĶę¬į┌XĪóYĘĮŽ“┐╔š{Ż¼ų¦ō╬ēKĪóē║ŠoēKė├ė┌╣╠Č©«aŲĘŻ¼ę╗░ŃąĶę¬į┌X╗“YĘĮŽ“╔Ž┐╔š{Ż¼═©▀^▀BĮėēKĄ─ą╬╩Į┐╔š{š¹ĘĮŽ“Ż¼═©▀^š{š¹▀BĮėēKų«ķgĄ─ē|Ų¼║±Č╚┐╔š{š¹╬╗ų├ĪŻĄõą═║ĖĮėŖAŠ▀Č©╬╗/ŖAŠoÖCśŗ╚ńłD3ĪŻ
łD3 Ąõą═║ĖĮėŖAŠ▀Č©╬╗/ŖAŠoÖCśŗ
2.3 ║ĖĮėŖAŠ▀╠ōöMįOėŗĮŌ╬÷
2.3.1 ║ĖĮėŖAŠ▀╠ōöMįOėŗĘĮĘ©ĮŌ╬÷
║ĖĮėŖAŠ▀Ą─╠ōöMįOėŗąĶę¬ī”╠ōöMįOėŗĖ┼─ŅųąĄ─“ūįĒöŽ“Ž┬įOėŗ”Ż©Top-DownŻ®┼c“ūįĄūŽ“╔ŽįOėŗ”Ż©Bottom-UpŻ®▀Mąą╗ņ║Ž╩╣ė├ĪŻ
Ąõą═║ĖĮėŖAŠ▀Ą─└LųŲ┴„│╠╚ńŽ┬Ż║
1Ż®į┌CATIAĄ─čb┼õįOėŗųą▓Õ╚ļ«aŲĘŌkĮ╝■Ż¼▓ó╣╠Č©╬╗ų├Ż¼ĖĖ╝ēĮM×ķDATAĪŻ
2Ż®▓Õ╚ļ║Ėśī▓óęŲäėĄĮŽÓæ¬╬╗ų├Ż¼ĖĖ╝ēĮM×ķGUNĪŻ
3Ż®└LųŲ║ĖĮėŖAŠ▀Ż¼ĖĖ╝ēĮM×ķJIGĪŻó┘└LųŲ║ĖĮėŖAŠ▀Ąū░ÕŻ¼Č©┴x«aŲĘŌkĮ╝■ĄĮĄū░ÕĄ─Ė▀Č╚Ż╗ó┌└LųŲČ©╬╗/ŖAŠoÖCśŗŻ¼Č©┴x«aŲĘŌkĮ╝■Ą─Č©╬╗ĪóŖAŠo╬╗ų├Ż©ŖAŠo³cĄ─┤_Č©æ¬ģóšš┐═æ¶╠ß╣®Ą─╝╝ąg╬─╝■Ż¼└²╚ńMCPČ©╬╗ĘĮ░ĖĢ°Ą╚Ż®Ż╗ó█└LųŲ│²Ąū░Õ═ŌĄ─Ąūū∙▓┐Ęų╝░Ųõ╦¹▌oų·ąįÖCśŗĪŻ
4Ż®▓Õ╚ļ╚╦¾w─Żą═Ż¼╩ŠęŌš¹¾wą¦╣¹Ż¼ĖĖ╝ēĮM×ķMankinĪŻ
2.3.2 ų„ę¬┴Ń▓┐╝■└LųŲĘĮĘ©ĮŌ╬÷
öĄ─ŻĄ─Į©┴óŠ═╩Ūīóå╬ę╗Ą─╠žš„╣”─▄ųĖ┴ŅŻ¼▀Mąąėąą¦ėąą“Ą─┼┼┴ąĮM║ŽŻ¼ęį«a╔·╬ęéāŽŻ═¹▀_ĄĮĄ─ą¦╣¹Ż¼╩╣─Żą═┐╔ęįĖ∙ō■ąĶŪ¾┐ņ╦┘ĘĮ▒ŃĄ─ą▐Ė─ĪŻį┌Į©─Ż▀^│╠ųąļx▓╗ķ_įOėŗįŁ└ĒĪóųŲįņ╣ż╦ćĄ╚ŽÓĻPų¬ūRĄ─▀\ė├Ż¼ų╗ėąįOėŗęŌłD├„┤_Ż¼įOėŗ╗∙£╩Īó╣ż╦ć╗∙£╩║═£y┴┐╗∙£╩Įyę╗Ż¼įOėŗ│÷Ą──Żą═▓┼╩Ūā׹ѥ──Żą═Ż¼▀@śėĄ─įOėŗ▀^│╠▓┼╩Ū┐ŲīWĄ─Į©─Ż▀^│╠ĪŻŲ¾śIꬎļį┌ĒŚ─┐īŹ╩®▀^│╠ųą▒M┐╔─▄Ą─▒▄├ŌĘ┤Å═╚▀ėÓĄ─╣żū„Ż¼Š═ę¬į┌ĒŚ─┐įOėŗęÄäØų«│§Ż¼╩╣ė├┐ŲīWĄ─Į©─Ż▀^│╠▀MąąöĄ─ŻĄ─└LųŲĪŻŽ┬├µ╩ŪÄūĘN║ĖĮėŖAŠ▀ųąų„ę¬┴Ń╝■Ą─└LųŲĘĮĘ©ĪŻ
1Ż®Č©╬╗õNŅÉŻ©╗ž▐DŅÉŻ®
Č©╬╗õNŅÉ┴Ń╝■ę╗░Ń╩╣ė├“╗ž▐D¾w”├³┴Ņ└LųŲŻ¼õN╔Ž╚ńąĶ╠Ē╝ė┬▌╝yät╩╣ė├“ā╚┬▌╝y/═Ō┬▌╝y”├³┴ŅŻ©┬▌╝yą╬ĀŅ▓╗’@╩ŠŻ®Ż¼╚¶╩Ū┴Ōą╬õNätąĶį┌╩╣ė├“░╝▓█”├³┴ŅŪą│÷┴Ōą╬ĪŻ╚ńłD4ĪŻ
łD4 Č©╬╗õNŅÉĮ©─Ż╩Š└²
2Ż®░ÕĪóēKŅÉŻ©═╣┼_ŅÉŻ®
░ÕĪóēKŅÉę╗░Ń╩╣ė├“═╣┼_”┼c“░╝▓█”├³┴Ņ└LųŲŻ¼╚ń╣¹┴Ń╝■╔Žėą┐ūŻ¼ät╩╣ė├“┐ū”├³┴Ņ└LųŲĪŻ╚ńłD5ĪŻ
łD5 ░ÕĪóēKŅÉĮ©─Ż╩Š└²
3Ż®║ĖĮė╝■ŅÉŻ©Äū║╬¾wŅÉŻ®
║ĖĮė╝■ŅÉę╗░Ńė╔ČÓéĆ╝»║Ž¾wĮM│╔Ż¼├┐éĆ╝»║Žųąę╗░Ń╩╣ė├“═╣┼_”Īó“░╝▓█”Īó“┐ū”Ą╚├³┴Ņ└LųŲĪŻ╚ńłD6ĪŻ
łD6 ║ĖĮė╝■ŅÉĮ©─Ż╩Š└²
3 ║ĖĮėŖAŠ▀╣ż│╠łDųŲū„
║ĖĮėŖAŠ▀╣ż│╠łD┐╔ęį╩╣ė├CATIAĄ─╣ż│╠ųŲłD─ŻēK▀Mąą└LųŲŻ¼ę▓┐╔═ČłD║¾╩╣ė├AutoCAD▄ø╝■▀Mąą└LųŲŻ¼Ą½ū„š▀Į©ūh╩╣ė├CATIA▄ø╝■└LųŲ╣ż│╠łDŻ¼▀@śėį┌3DöĄ─ŻūāĖ³Ģr▒Ń─▄╝▒╦┘Ą─Ēææ¬Ż¼ęį£p╔┘└LłDĢrķgĪŻ
3.1 ║ĖĮėŖAŠ▀╣ż│╠łDĄ─ę╗░Ń└LųŲ┴„│╠
╩ūŽ╚└LųŲ╣ż│╠łDŪ░ę¬┤_īŹ«öŪ░3DöĄ─Ż╩Ūʱ×ķĒÜųŲłDĄ─öĄ─ŻŻ¼╩Ūʱ×ķūŅĮK░µöĄ─ŻŻ¼┤_šJ¤oš`║¾ĘĮķ_╩╝ųŲłDŻ¼▀@śė┐╔▒▄├Ō└LłDĄ─ųžÅ═ąįŻ¼ų«║¾▀xō±═Čė░ĮŪĘ©║¾ķ_╩╝═ČłDĪóś╦ūóĪó╠Ņīæ╝╝ągę¬Ū¾Ż¼ūŅ║¾ĮøÖz▓ķ¤oš`┤“ėĪ│╔łD╝łĮ╗ĖČ╝ė╣żĪŻĄõą═Ą─“ēK”ŅÉĮYśŗ╣ż│╠łD╚ńłD7╦∙╩ŠĪŻ
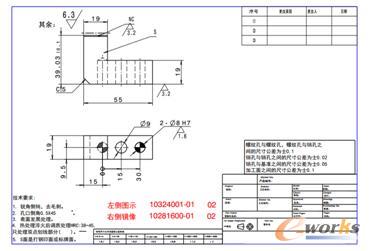
łD7 Ąõą═Ą─“ēK”ŅÉĮYśŗ╣ż│╠łD
3.2 ║ĖĮėŖAŠ▀╣ż│╠łDĄ─ūóęŌ╩┬ĒŚ
┤¾ĘĮŽ“╔ŽŻ¼ė╔ė┌┐═æ¶Ą─║ĖĮėŖAŠ▀Ą─╝╝ągę¬Ū¾║═╣▄└ĒųŲČ╚▓╗═¼Ż¼ī¦ų┬▓╗═¼┐═æ¶ėą▓╗═¼Ą─ę¬Ū¾Ż¼į┌└LųŲ2D╣ż│╠łDĢrę¬ūóęŌĖ„┐═æ¶Ą─╠ž╩Ōę¬Ū¾ĪŻį┌╝Ü╣Ø╔ŽŻ¼└LųŲ2D╣ż│╠łDĄ─▀^│╠ųąę¬ūóęŌ│▀┤ń╣½▓ŅĄ─ś╦ūó┼c╝╝ągę¬Ū¾Ą─╠ŅīæĪŻ
4 ĮYšZ
░ķļS╔ńĢ■Ą─▓╗öÓ▀M▓ĮŻ¼╩ął÷ąĶŪ¾╠Äė┌▓╗öÓĄ─▐Dą═ļAČ╬ųąŻ¼Å─įŁŽ╚Š▀ėą┤¾▒ŖąįĪóå╬ę╗ąįĄ─╩ął÷▐Dūā×ķČÓį¬╗»Ą─╩ął÷Ż¼┘uĘĮ╩ął÷ųØu│»ų°┘IĘĮ╩ął÷▐DūāŻ¼▀@śėĄ─▐Dūāī¦ų┬Ų¾śIĄ─╩ął÷ĖéĀÄįĮüĒįĮ╝ż┴ęŻ¼ī”ė┌┤¾ČÓöĄŲ¾śIüĒšfŻ¼īó├µ┼R▌^┤¾Ą─ē║┴”║═╠¶æĪŻę“┤╦Ż¼Ų¾śIų╗ėą▓╗öÓĄ─╠ßĖ▀╔·«aą¦┬╩ęį╝░«aŲĘ┘|┴┐Ż¼╔·«aĄ─«aŲĘ欫ö╬’├└ār┴«Ż¼▓┼─▄į┌ĖéĀÄųąš╝ō■ę╗Ž»ų«ĄžĪŻ
Ų¹▄ć░ū▄ć╔Ē║ĖĮė╔·«aŠĆųą║ĖĮėŖAŠ▀ī”╔·«aą¦┬╩Ą─╠ßĖ▀Š▀ėąųžę¬Ą─ęŌ┴xŻ¼╩╣ė├CATIA▄ø╝■ī”║ĖčbŖAŠ▀▀Mąą╠ōöMįOėŗ╩šĄĮ┴╦╔§Ė▀Ą─│╔ą¦Ż¼į┌3DįOėŗŁhŠ│ųąŻ¼įOėŗĄ─öĄō■£╩┤_┐╔┐┐Ż¼│÷Õe┬╩Ą═Ż¼ī”ė┌ŖAŠ▀Ą─Ęų╬÷║═īÅ▓ķ╣żū„ŽÓ«öų▒ė^Ż¼į┌2DĄ─ųŲłDŁhŠ│ųą│▀┤ńś╦ūóĘĮ▒ŃŻ¼▓óŪę2D┼c3DŽÓĻP┬ōŻ¼3DöĄ─ŻūāĖ³Ģr2D╣ż│╠łD┐╔čĖ╦┘ūāĖ³Ż¼┐sČ╠┴╦║ĖĮėŖAŠ▀Å─įOėŗĄĮ╔·«aĄ─ų▄Ų┌Ż¼▓óĮĄĄ═┴╦│╔▒ŠĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║Ų¹▄ć░ū▄ć╔Ē║ĖĮėŖAŠ▀╠ōöMįOėŗ
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019320765.html





















