



1 ę²čį
░l(f©Ī)äėÖC(j©®)«a(ch©Żn)ŲĘ═∙═∙ŽĄ┴ą╗»│╠ą“║▄Ė▀Īóūāą═ČÓŻ¼╣ż╦ć╬─╝■ĘNŅÉČÓŻ¼╣ż╦ć╣żū„┴┐┤¾Ż¼ĘŪīŻśI(y©©)╗»Ą─╣ż╦ćįO(sh©©)ėŗ╣żŠ▀║═é„Įy(t©»ng)Ą─╩ų╣ż╣▄└Ē─Ż╩Įī¦(d©Żo)ų┬╣ż╦ć╚╦åTįO(sh©©)ėŗą¦┬╩ļyęįėąą¦╠ßĖ▀Īó╣żū„Ę▒ļsĪó╣▄└Ē│╔▒ŠĖ▀Ż¼Ų╚ŪąąĶę¬Ė▀ą¦Ą─╣ż╦ćįO(sh©©)ėŗ┼c╣▄└Ē╣żŠ▀üĒĮŌøQ╣ż╦ćŁh(hu©ón)╣Ø(ji©”)Ą─å¢Ņ}ĪŻ▒Š╬─ęį¢|’L(f©źng)│»Ļ¢│»▓±äė┴”ėąŽ▐╣½╦ŠŻ©ęįŽ┬║åĘQŻ║¢|’L(f©źng)│»▓±Ż®│╔╣”▀\ė├ķ_─┐╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─Įø(j©®ng)“×▀M(j©¼n)ąąĮķĮBŻ¼×ķ░l(f©Ī)äėÖC(j©®)ąąśI(y©©)īŹ╩®╣ż╦接Įy(t©»ng)╠ß╣®ĘĮĘ©║═ų¦│ųĪŻ
2 Ų¾śI(y©©)║╦ą─ąĶŪ¾╝░─┐ś╦(bi©Īo)
2.1 ║╦ą─ąĶŪ¾
¢|’L(f©źng)│»▓±─┐Ū░į┌«a(ch©Żn)Ą─«a(ch©Żn)ŲĘėą╬Õ┤¾ŽĄ┴ąŻ¼ā╔Ū¦ėÓĘNūāą╬«a(ch©Żn)ŲĘŻ¼Ųõ╣ż╦ćįO(sh©©)ėŗų„ę¬░³└©ÖC(j©®)╝ėĪóčb┼õĪóĶTįņĄ╚╚²┤¾ŅÉĪŻŪ░Ų┌ų„ę¬╩Ū▓╔ė├OFFICEĪóAUTOCADĄ╚╣żŠ▀īŹ¼F(xi©żn)ū„śI(y©©)ųĖī¦(d©Żo)Ģ°Īó╠žš„╠žąį▒ĒĪó▀^│╠┴„łDĪóFMEAĪó┐žųŲėŗäØĄ╚╬Õ┤¾ŅÉ▀^│╠¾wŽĄ╬─╝■ęį╝░ūāą╬┐©Ą╚╣ż╦ć╬─╝■Ą─ŠÄųŲŻ¼Č°╣ż╦ć╬─╝■Ą─║×īÅĪóūāĖ³Ą╚┤¾Č╝▓╔ė├╩ų╣żĘĮ╩ĮīŹ¼F(xi©żn)ĪŻ═©▀^╣ż╦ćą┼Žó╗»Į©įO(sh©©)Ż¼ę╗ĘĮ├µ─▄ē“├„’@Ė─╔Ų│»▓±╣ż╦ćśI(y©©)äš(w©┤)Ą─ą¦┬╩║═┘|(zh©¼)┴┐Ż¼┴Ēę╗ĘĮ├µ▀Ć─▄ē“Ė³ėąą¦Ą─░l(f©Ī)ō]│»▓±¼F(xi©żn)ėąCAD/PDM/ERPĄ╚ą┼ŽóŽĄĮy(t©»ng)Ą─ū„ė├Ż¼ę“Č°╣ż╦ćą┼Žó╗»│╔×ķ┴╦¢|’L(f©źng)│»▓±š¹¾wą┼Žó╗»Į©įO(sh©©)Ą─ę╗éĆųž³cĪŻ
¢|’L(f©źng)│»▓±╣ż╦ćą┼Žó╗»Ą─║╦ą─ąĶŪ¾ų„ę¬░³└©Ż║
1) ╠ß╣®╣ż╦ć╬─╝■Ą─ś╦(bi©Īo)£╩(zh©│n)╗»╣żŠ▀Ż╗░³└©╣ż╦ć╬─╝■śė╩ĮĄ─ś╦(bi©Īo)£╩(zh©│n)╗»║═▌ö│÷Ą─ś╦(bi©Īo)£╩(zh©│n)╗»Ż╗? ╠ß╣®īŻśI(y©©)Ą─ÖC(j©®)╝ėĪóčb┼õĪóĶTįņ╣ż╦ćįO(sh©©)ėŗ╣żŠ▀Ż¼īŹ¼F(xi©żn)Ė„īŻśI(y©©)╣ż╦ćĄ─┐ņ╦┘ŠÄųŲŻ╗
2) ╠ß╣®łDą╬└LųŲ╣żŠ▀Ż¼īŹ¼F(xi©żn)╣żą“║åłDĄ─└LųŲŻ╗īŹ¼F(xi©żn)╣ż╦ć╬─╝■┼c╣żą“║åłDĄ─Šo├▄ĻP(gu©Īn)┬ō(li©ón)Ż¼ĘĮ▒ŃĄžīó╣żą“łDŻ©░³└©Č■ą“łDĪó╚²ŠS─Żą═Īó╚²ŠS▒¼š©łDĪó╣ż│╠łDęį╝░łDŲ¼Ą╚ČÓĘNĖ±╩ĮĄ─╣żą“łDŻ®▓Õ╚ļĄĮ╣ż╦ć╬─╝■ųąŻ╗
3) ╠ß╣®ī”▀^│╠¾wŽĄ╬─╝■Ą─ėąą¦ų¦│ųĪŻ╩ūŽ╚Ż¼īŹ¼F(xi©żn)╣ż╦ć┼cįO(sh©©)ėŗų«ķgĄ─Šo├▄╝»│╔║═śI(y©©)äš(w©┤)ģf(xi©”)═¼Ż¼▒ŻūCįO(sh©©)ėŗą┼ŽóĄ─ėąą¦└^│ąŻ¼Ųõ┤╬Ż¼īŹ¼F(xi©żn)╣ż╦ć╬─╝■ā╚(n©©i)▓┐öĄ(sh©┤)ō■(j©┤)ķgĄ─┬ō(li©ón)ŽĄ┼c╗źäėŻ¼▒ŻūC╣ż╦ćą┼Žóę╗┤╬õø╚ļĪó╚½│╠╣▓ŽĒŻ¼«ö(d©Īng)╣ż╦ćūāĖ³ĢrŻ¼▒ŻūCą▐Ė─ę╗╠ÄŻ¼╦∙ėąĄ─ŽÓĻP(gu©Īn)ą┼Žó┬ō(li©ón)äėŻ╗į┘š▀Ż¼īŹ¼F(xi©żn)╣ż╦ćįO(sh©©)ėŗ▀^│╠┼c╣ż╦ć╬─╝■ų«ķgĄ─┬ō(li©ón)äėŻ¼Å─╝╝ąg(sh©┤)║═╣▄└Ēā╔ĘĮ├µ×ķTS16949┘|(zh©¼)┴┐¾wŽĄĄ─ž×Åž╠ß╣®ų¦│ųŻ╗
4) ╠ß╣®╣ż╦ćģR┐é╣żŠ▀Ż╗
5) ╠ß╣®╣ż╦ć╬─╝■Ą─ūāĖ³║═░µ▒Š╣▄└Ēų¦│ųŻ╗
6) ╠ß╣®BOMČÓęĢłD╣▄└Ē╣żŠ▀Ż╗īŹ¼F(xi©żn)═Ļš¹«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)śõĄ─╣▄└ĒŻ╗╠ß╣®EBOM-PBOM-MBOMĄ─▐D(zhu©Żn)╗»╣żŠ▀Ż╗╠ß╣®«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)▒╚▌^╣żŠ▀▓ó▌ö│÷▓Ņ«É▒ĒŻ╗
7) ╠ß╣®╣ż╦ć╬─╝■Ą─║×īÅ┴„│╠╣▄└Ē╣żŠ▀Ż╗
8) ╠ß╣®ŠÄ┤a╣▄└Ē╣żŠ▀Ż╗
9) ╠ß╣®╝»│╔Įė┐┌Ż¼īŹ¼F(xi©żn)┼c¼F(xi©żn)ėąWINDCHILLĪóSAPĄ─╝»│╔Ż¼═¼Ģr╠ß╣®ķ_Ę┼Ą─Įė┐┌ęį▒ŻūC┼c║¾└m(x©┤)Ųõ╦³ą┼ŽóŽĄĮy(t©»ng)Ą─╝»│╔Ż╗
10) ŽĄĮy(t©»ng)ąĶę¬▒ŻūCöĄ(sh©┤)ō■(j©┤)Ą─░▓╚½Ż¼└²╚ńė├æ¶ĄŪõø“×ūCĪóÖÓ(qu©ón)Ž▐ĪóöĄ(sh©┤)ō■(j©┤)┤µā”░▓╚½Ą╚
2.2 ŽĄĮy(t©»ng)Į©įO(sh©©)─┐ś╦(bi©Īo)
1Ż®╣ż╦ćįO(sh©©)ėŗ
(1) ╠ß╣®╣ż╦ćś╦(bi©Īo)£╩(zh©│n)╗»║═ęÄ(gu©®)ĘČ╗»Č©┴x╣żŠ▀Ż¼īŹ¼F(xi©żn)│»▓±╣ż╦ć╬─╝■Ė±╩ĮĪóśė╩ĮĪóā╚(n©©i)╚▌ĪóüĒį┤╝░▌ö│÷Ą─ś╦(bi©Īo)£╩(zh©│n)╗»Č©┴xŻ¼ķ_Ę┼Ą─Č©┴x╣żŠ▀─▄ē“ØMūŃ│»▓±śI(y©©)äš(w©┤)░l(f©Ī)š╣Ą─ūā╗»Ą─ę¬Ū¾Ż╗
(2) ╠ß╣®TS16949▌oų·įO(sh©©)ėŗ╣żŠ▀ĪŻĮ©┴ó│»▓±TS16949╗∙ĄA(ch©│)ų¬ūRÄņŻ¼▓óīŹ¼F(xi©żn)╗∙ė┌ų¬ūRÄņĄ─╬─Ön┐ņ╦┘ŠÄųŲ╣żŠ▀Ż╗īŹ¼F(xi©żn)Å═(f©┤)ļsöĄ(sh©┤)ō■(j©┤)ĻP(gu©Īn)┬ō(li©ón)Ż¼▒ŻūC▀^│╠¾wŽĄ╬─╝■ķgĄ─öĄ(sh©┤)ō■(j©┤)ę╗ų┬ąįŻ╗Į©┴óų¦│ųTS16949┘|(zh©¼)┴┐¾wŽĄĄ─╬─Ön╣▄└Ē¾wŽĄ║═▀^│╠╣▄└Ē¾wŽĄŻ¼═¼Ģr▒ŻūC╬─ÖnĄ─▌ö│÷ØMūŃĖ±╩ĮęÄ(gu©®)ĘČĄ─ę¬Ū¾Ż╗
(3) ╠ß╣®ĘĮ▒Ń┐ņ╦┘Ą─ŠÄ▌ŗ╣żŠ▀Ż¼═©▀^╗∙ė┌┐╔ęĢ╗»ŠÄ▌ŗŲĮ┼_╔ŽĄ─łDą╬╠Ä└ĒĪó╬─ūų╠Ä└ĒĪó▒ĒĖ±╠Ä└ĒĪóĘ¹╠¢╠Ä└ĒĪó╣½╩Įėŗ╦ŃĪóČ©Ņ~╣▄└ĒĪóīŻśI(y©©)╣ż╦ćŠÄųŲ╣żŠ▀Ą╚×ķ│»▓±śŗ(g©░u)Į©╗∙ė┌łD╬─▒Ēę╗¾w╗»Ą─╣ż╦ćŠÄ▌ŗŲĮ┼_Ż╗═¼Ģr╠ß╣®╣żčbĪó▓─┴ŽĪóįO(sh©©)éõĄ╚Ą─╣▄└Ēęį╝░╣ż╦ć│╔▒ŠĄ─╣▄└ĒĪŻ
(4) Į©┴ó╣ż╦ćų¬ūRĄ─│┴ĄĒ║═╣▄└Ē¾wŽĄŻ¼śŗ(g©░u)Į©│»▓±ś╦(bi©Īo)£╩(zh©│n)Ą─Ų¾śI(y©©)╝ē╣ż╦ćų¬ūRÄņŻ¼īŹ¼F(xi©żn)╣ż╦ć┘Yį┤╣▄└ĒŻ©└²╚ń╣ż╦ćąg(sh©┤)šZÄņĪó╣żčbÄņĪóįO(sh©©)éõÄņĪó▓─┴ŽÄņĄ╚Ż®ĪóĄõą═╣ż╦ć╣▄└ĒĄ╚Ą─Įy(t©»ng)ę╗╣▄└ĒŻ╗į┌▀M(j©¼n)ąą╣ż╦ćįO(sh©©)ėŗĢr┐╔ęįļSĢr▀M(j©¼n)ąąų¬ūRÄņĄ─▓ķįāŻ¼▓óĘĮ▒ŃĄžīó▓ķįāĮY(ji©”)╣¹▀M(j©¼n)ąąå╬Ė±ĪóČÓąąĪóČÓĖ±ĻP(gu©Īn)┬ō(li©ón)Ą─╠ŅīæŻ¼ęį┤┘▀M(j©¼n)│»▓±«a(ch©Żn)ŲĘ╣ż╦ćöĄ(sh©┤)ō■(j©┤)╣▄└ĒĄ─ęÄ(gu©®)ĘČ╗»║═ś╦(bi©Īo)£╩(zh©│n)╗»Ż╗
(5) ╠ß╣®╣żĢrĪó╣żčbĪó▓─┴Ž╣▄└Ē╣żŠ▀Ż¼īŹ¼F(xi©żn)Č©Ņ~Īó┘Yį┤Ą╚ą┼ŽóĄ─┐ņ╦┘ŠÄųŲ║═Įy(t©»ng)ę╗╣▄└ĒŻ╗
(6) ╣ż╦ć▀^│╠ą┼ŽóĪó╣żčbą┼ŽóĪó▓─┴Žą┼ŽóĪó╣żĢrą┼ŽóĪó┘|(zh©¼)┴┐ą┼ŽóĪóĖ³Ė─ą┼ŽóūįäėģR┐éĮy(t©»ng)ėŗŻ╗
2Ż®╣ż╦ć╣▄└Ē
(1) Į©┴óĮy(t©»ng)ę╗Ą─╣ż╦ćöĄ(sh©┤)ō■(j©┤)╣▄└ĒŲĮ┼_Ż║╣ż╦ć╝╝ąg(sh©┤)┘Y┴Ž╗∙ė┌öĄ(sh©┤)ō■(j©┤)ÄņĘųŅÉĻP(gu©Īn)┬ō(li©ón)╣▄└ĒŻ¼Śl─┐ūįäėŠÄ┤aŻ¼ŽÓĻP(gu©Īn)╝╝ąg(sh©┤)öĄ(sh©┤)ō■(j©┤)┐╔ĘĮ▒ŃĄž▓ķįāŻ╗ą╬│╔╣ż╦ćų¬ūRĘe└█║═│┴ĄĒ¾wŽĄŻ╗
(2) īŹ¼F(xi©żn)ĒŚ─┐╣▄└Ē║═╣żū„┴„╣▄└ĒŻ¼│õĘų┐╝æ]│»▓±¼F(xi©żn)ėąĄ─ū„śI(y©©)ĘĮ╩Į║═╣ż╦ć╬─╝■╣▄└Ē┴„│╠Ż¼ĮY(ji©”)║Žą┼Žó╗»╩ųČ╬Ż¼īó│»▓±śI(y©©)äš(w©┤)┴„│╠╣╠╗»ĄĮėŗ╦ŃÖC(j©®)╣▄└ĒŽĄĮy(t©»ng)ųął╠(zh©¬)ąąŻ¼ūŅ┤¾│╠Č╚īóĄ═ą¦┬╩ĪóųžÅ═(f©┤)ąįĄ─╩ų╣żä┌äė▐D(zhu©Żn)×ķūįäė╗»┴„│╠Ż¼īŹ¼F(xi©żn)╣ż╦ćįO(sh©©)ėŗ╣żū„¤o╝ł╗»╣▄└ĒŻ╗
(3) Į©┴óęį«a(ch©Żn)ŲĘ×ķųąą─Ą─╣ż╦ćą┼Žó╗»ģf(xi©”)═¼╣żū„ŲĮ┼_Ż¼ŽÓĻP(gu©Īn)╝╝ąg(sh©┤)łF(tu©ón)ĻĀģf(xi©”)═¼╣żū„Ż¼į┌╣żÅSĖ„▓┐ķTų«ķgīŹ¼F(xi©żn)┘Yį┤╣▓ŽĒ║═ģf(xi©”)═¼Ą─«a(ch©Żn)ŲĘķ_░l(f©Ī)Īó╣ż╦ćįO(sh©©)ėŗĪó╣żčbįO(sh©©)ėŗ║═▓┐ĘųųŲįņįO(sh©©)éõĄ─╝»│╔╣▄└ĒŻ¼╩╣╣ż╦ćįO(sh©©)ėŗą┼Žó╣▓ŽĒĪó▀^│╠┐╔┐žĪó╣żŠ▀Įy(t©»ng)ę╗Ż¼īŹ¼F(xi©żn)│»▓±╣ż╦ćįO(sh©©)ėŗĄ─ś╦(bi©Īo)£╩(zh©│n)╗»ĪóęÄ(gu©®)ĘČ╗»Īóą┼Žó╗»Ż╗
(4) ┐╔▀M(j©¼n)ąą╝╝ąg(sh©┤)Ė³Ė─╣▄└ĒŻ¼ūįäė╠Ä└Ē«a(ch©Żn)ŲĘĖ³Ė─å╬ą┼ŽóŻ¼Ė³ą┬ŽÓĻP(gu©Īn)BOMöĄ(sh©┤)ō■(j©┤)Ż¼▒ŻūC«a(ch©Żn)ŲĘ║═╣ż╦ćöĄ(sh©┤)ō■(j©┤)Ą─ę╗ų┬ąįĪó£╩(zh©│n)┤_ąį║══Ļš¹ąįŻ╗╠ß╣®┼·┤╬ĪóĢrķgėąą¦ąįĪó░µ▒Š╣▄└Ē╣”─▄Ż¼ėąą¦┐žųŲ«a(ch©Żn)ŲĘöĄ(sh©┤)ō■(j©┤)Ą─╝╝ąg(sh©┤)ĀŅæB(t©żi)Ż¼×ķ╔·«a(ch©Żn)▓┐ķT╠ß╣®┐╔┐┐Ą─╝╝ąg(sh©┤)£╩(zh©│n)éõöĄ(sh©┤)ō■(j©┤)║═ą┼ŽóŻ╗
(5) Į©┴óBOMģf(xi©”)═¼╣▄└ĒŲĮ┼_Ż¼▒ŻšŽEBOMĪóPBOMĪóMBOMĄ─ę╗ų┬ąįĪóš²┤_ąįĪó═Ļš¹ąįŻ╗
(6) ╠ß╣®ČÓĘN╣ż╦ć▓ķįā╣żŠ▀Ż¼╠ßĖ▀öĄ(sh©┤)ō■(j©┤)Öz╦„ą¦┬╩Ż¼╠ßĖ▀öĄ(sh©┤)ō■(j©┤)Å═(f©┤)ė├ąįŻ╗
(7) ▒ŻšŽ«a(ch©Żn)ŲĘ║═╣ż╦ćöĄ(sh©┤)ō■(j©┤)Ą─░▓╚½Ż╗└¹ė├ŽĄĮy(t©»ng)▀M(j©¼n)ąąöĄ(sh©┤)ō■(j©┤)Ą─é„▀fŻ¼▓╗═¼ĮŪ╔½ī”æ¬(y©®ng)ŽÓæ¬(y©®ng)ÖÓ(qu©ón)Ž▐Ż©×gė[Īó┤“ėĪĄ╚Ż®Ż¼ūŅ┤¾┐╔─▄Ąž£p╔┘╝╝ąg(sh©┤)╬─╝■┴„╩¦ĪŻ
3Ż®ŽĄĮy(t©»ng)╝»│╔
öĄ(sh©┤)ō■(j©┤)║═ą┼Žóé„▀f═©Ģ│Ż║«a(ch©Żn)ŲĘöĄ(sh©┤)ō■(j©┤)┐╔Å─«a(ch©Żn)ŲĘčą░l(f©Ī)▓┐ķTŻ©WindchillŻ®ĘĮ▒Ńī¦(d©Żo)╚ļŻ¼╣ż╦ćöĄ(sh©┤)ō■(j©┤)┐╔ĘĮ▒Ńī¦(d©Żo)│÷ĮoSAPŽĄĮy(t©»ng)Ż╗īŹ¼F(xi©żn)CAD/PDM/CAPP/ERPĄ─╚½├µą┼Žó╝»│╔Ż¼▒▄├ŌųžÅ═(f©┤)▌ö╚ļĦüĒĄ─Ą═ą¦║═▓╗ę╗ų┬ąįĪŻ
3 ¢|’L(f©źng)│»▓±╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─æ¬(y©®ng)ė├
3.1 ŽĄĮy(t©»ng)Į©įO(sh©©)╦╝┬Ę
ķ_─┐╣½╦Šį┌ī”│»▓±Ą─ąĶŪ¾└ĒĮŌĄ─╗∙ĄA(ch©│)╔ŽŻ¼╠ß│÷Į©┴ó╗∙ė┌TS16949┘|(zh©¼)┴┐¾wŽĄĄ─Å─╣ż╦ćęÄ(gu©®)äØŻ¼╣ż╦ćģf(xi©”)═¼Ż¼╣ż╦ć╣▄└ĒĄ╚ČÓīė┤╬Ą─╣ż╦ćįO(sh©©)ėŗ┼c╣▄└ĒśI(y©©)äš(w©┤)ą┼Žóų¦ō╬ŽĄĮy(t©»ng)Ż¼▓ó│õĘų┐╝æ]┼cPDMĪóERPŽĄĮy(t©»ng)Ą─ėąÖC(j©®)╝»│╔Ż¼×ķ¢|’L(f©źng)│»▓±┤ŅĮ©Įy(t©»ng)ę╗Ą─╣ż╦ćśI(y©©)äš(w©┤)ģf(xi©”)═¼ŲĮ┼_║═╣ż╦ćöĄ(sh©┤)ō■(j©┤)╣▄└Ē¾wŽĄŻ¼ųž³cĮŌøQ╣ż╦ć╠Äī”╣ż╦ć╬─╝■░³└©╬Õ┤¾╬─╝■Ż©«a(ch©Żn)ŲĘ║═▀^│╠╠ž╩Ō╠žąįĪó«a(ch©Żn)ŲĘ▀^│╠┴„│╠łDĪó┐ž╝■ėŗäØĪóPFMEAĪóū„śI(y©©)ųĖī¦(d©Żo)Ģ°Ż®Ą╚┐ņ╦┘ŠÄųŲ╝░Ųõ║×īÅūāĖ³┴„│╠╣▄└ĒĪó╔·│╔Ė„ĘN╣ż╦ćł¾▒ĒĪó╣żčb║═įO(sh©©)éõĄ─┼_Äż╣▄└ĒĪó┐ņ╦┘ŠÄųŲčb┼õūāą═╣ż╦ć┐©ĪóĖ„ŅÉ┘Yį┤Äņ║═ų¬ūRÄņĄ─Į©┴óęį╝░┼cPDMĪóERPŽĄĮy(t©»ng)Ą─╝»│╔ĪŻ
Š▀¾wĄžŻ║
1Ż® Å─╝╝ąg(sh©┤)Ą─ĮŪČ╚Ż¼╩ūŽ╚╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Įė╩▄įO(sh©©)ėŗöĄ(sh©┤)ō■(j©┤)(┐╔üĒūį╔Žė╬PDM)→╗∙ė┌Įė╩šĄ─EBOM▀M(j©¼n)ąą╣ż╦ć╚╬äš(w©┤)Ęų┼╔→╣ż╦ć╚╦åTūįäėĮė╩š╣ż╦ć╚╬äš(w©┤)Ż¼Ė∙ō■(j©┤)╚╬äš(w©┤)ę¬Ū¾ŠÄ▌ŗTS16949╬─╝■Ż¼ŠÄ▌ŗĢr┐╔ģóķåŽĄĮy(t©»ng)ųąęčėąĄ─┤¾┴┐Üv╩Ę╬─Ön▓óĮĶė├→╚ńėąBOMĄ─▐D(zhu©Żn)ōQŻ¼┐╔▀M(j©¼n)ąą╣ż╦ćBOM╣▄└Ē║═ī”ė┌ūāą═įO(sh©©)ėŗĄ─ūāą═┐©╣▄└Ē→į┌ŠÄųŲ╣ż╦ć╬─╝■Ą─═¼Ģr▀M(j©¼n)ąą╣żĢrĪó╣żčbĪó▓─┴ŽĄ╚Ą─╣▄└Ē→Ą├ĄĮĖ„ŅÉ╣ż╦ć╬─╝■Ą─▌ö│÷ĮY(ji©”)╣¹→░l(f©Ī)▓╝╣ż╦ćą┼ŽóŻ¼═Ļ│╔╣ż╦ćįO(sh©©)ėŗ→╣ż╦ćą┼Žó▌ö│÷ĄĮŽ┬ė╬Ą─ERP/MESĄ╚ŽĄĮy(t©»ng)ĪŻ
2Ż® Å─╣▄└ĒĄ─ĮŪČ╚Ż¼į┌▀@ę╗śI(y©©)äš(w©┤)ŠĆųąŽĄĮy(t©»ng)╠ß╣®ųT╚ń╣ż╦ćöĄ(sh©┤)ō■(j©┤)╣▄└ĒĪó▀^│╠╣▄└ĒĪóĖ³Ė─╣▄└ĒĪóöĄ(sh©┤)ō■(j©┤)ųąą─ĪóŽĄĮy(t©»ng)╣▄└ĒĪó░▓╚½╣▄└ĒĄ╚╣”─▄▀M(j©¼n)ąąų¦ō╬Ż¼ģf(xi©”)ų·╣ż╦ć╚╦åTį┌╣ż╦ćįO(sh©©)ėŗ▀^│╠ųą╝ė┐ņą¦┬╩Ė─╔Ų╣▄└ĒÖC(j©®)ųŲĪŻ
3.2 ¢|’L(f©źng)│»▓±╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)ųž³c╣”─▄ĮķĮB
¢|’L(f©źng)│»▓±╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)į┌īŹ╩®▀^│╠ųąŻ¼Äū║§║Ł╔w┴╦Å─BOM╣▄└ĒĪó╣ż╦ć╬─Ön╣▄└ĒĪó┴„│╠╣▄└ĒĪóūāĖ³╣▄└ĒĪóĮy(t©»ng)ėŗģR┐éĪóŠÄ┤a╣▄└ĒĪó╣ż╦ć┘Yį┤╣▄└ĒĪóÖÓ(qu©ón)Ž▐╣▄└ĒĪó╚šųŠ╣▄└ĒĪóöĄ(sh©┤)ō■(j©┤)Į©─ŻĪó▌ö│÷┤“ėĪĄ╚╦∙ėą╣”─▄─ŻēKĪŻ▒Š╬─ų„ę¬ī”¢|’L(f©źng)│»▓±╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)ųąéĆäeųž³c╣”─▄▀M(j©¼n)ąą║åę¬ĮķĮBĪŻ
3.2.1 ┼cWINDCHILLĪóSAPŽĄĮy(t©»ng)╝»│╔
1Ż®┼cWINDCHILLŽĄĮy(t©»ng)╝»│╔
┐╝æ]ĄĮ¢|’L(f©źng)│»▓±WINCHILLŻ©PDMŻ®ŽĄĮy(t©»ng)┼c╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)╝»│╔ąĶę¬Į╗╗źęįŽ┬╚²ŅÉöĄ(sh©┤)ō■(j©┤)Ż║╬’┴ŽöĄ(sh©┤)ō■(j©┤)Īó«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)öĄ(sh©┤)ō■(j©┤)ĪóÖC(j©®)ą═ī┘ąį╬─╝■Ż©īŹ¾w╬─╝■Ż®Ż¼ŪęöĄ(sh©┤)ō■(j©┤)╝»│╔▀^│╠ųą▒M┴┐£p╔┘╚╦╣żĖ╔ŅA(y©┤)▀^│╠Ż¼╣╩╝»│╔▓╔ė├ųąķgöĄ(sh©┤)ō■(j©┤)▒Ē║═WebServicesĘ■äš(w©┤)üĒĮ╗ōQöĄ(sh©┤)ō■(j©┤)ĪŻ«ö(d©Īng)įO(sh©©)ėŗīÅ┼·┴„│╠═Ļ│╔║¾š{(di©żo)ė├╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)╠ß╣®Ą─WebServicesĘ■äš(w©┤)ę╗┤╬ąįīó╬’┴ŽöĄ(sh©┤)ō■(j©┤)Īó«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)öĄ(sh©┤)ō■(j©┤)ĪóÖC(j©®)ą═ī┘ąį╬─╝■░l(f©Ī)▓╝ĄĮ╣ż╦接Įy(t©»ng)ųąŻ©║¼ūāĖ³ą┼ŽóŻ®ĪŻ
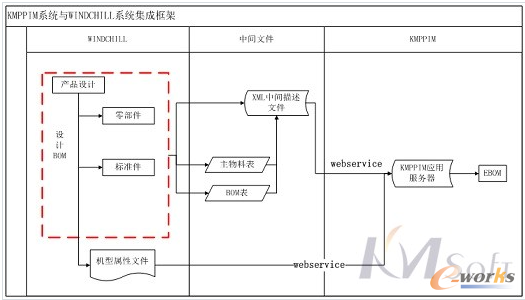
łD3.2.1-1Ż║KMPPIM┼cWINDCHILLöĄ(sh©┤)ō■(j©┤)╝»│╔┐“╝▄
ł÷Š░├Ķ╩÷Ż║
į┌WINDCHILLŽĄĮy(t©»ng)ųąŻ¼«ö(d©Īng)EBOM║×īÅ║¾Ģ■╩šĄĮ“╩Ūʱ▀M(j©¼n)ąąEBOMĄ─░l(f©Ī)▓╝”╚╬äš(w©┤)

³cō¶▀M(j©¼n)╚ļ╚╬äš(w©┤)║¾Ż¼▀xō±╩Ūʱ“░l(f©Ī)▓╝EBOM”Ż¼▓ó═Ļ│╔╚╬äš(w©┤)╝┤┐╔

═Ļ│╔╚╬äš(w©┤)║¾Ż¼ŽĄĮy(t©»ng)Ģ■╩šĄĮCAPPĘ┤üĄ─░l(f©Ī)╦═│╔╣”╗“╩¦öĪĄ─ś╦(bi©Īo)ėøŻ¼«ö(d©Īng)░l(f©Ī)▓╝│╔╣”║¾Ż¼KMPPIMŽĄĮy(t©»ng)Ģ■ūįäė╔·│╔«ö(d©Īng)Ū░░l(f©Ī)▓╝Ą─EBOMĮY(ji©”)śŗ(g©░u)śõ

2Ż®┼cSAPŽĄĮy(t©»ng)╝»│╔
¢|’L(f©źng)│»▓±SAPŽĄĮy(t©»ng)┼c╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)╝»│╔ų„ę¬▓╔ė├é„Įy(t©»ng)Ą─RFCĮė┐┌ĘĮ╩ĮüĒīŹ¼F(xi©żn)ŽĄĮy(t©»ng)ķgą┼Žó═©ėŹĪŻ╝»│╔ų„ę¬╔µ╝░ĄČŠ▀Īó╣ż╦ć▀M(j©¼n)│╠Ą╚ą┼ŽóĪŻöĄ(sh©┤)ō■(j©┤)é„▌ö▀^│╠╚½▓┐į┌╚╬äš(w©┤)┴„▐D(zhu©Żn)▀^│╠ųąüĒīŹ¼F(xi©żn)Ż¼ø]ėą╚╦╣żĖ╔ŅA(y©┤)Łh(hu©ón)╣Ø(ji©”)ĪŻ
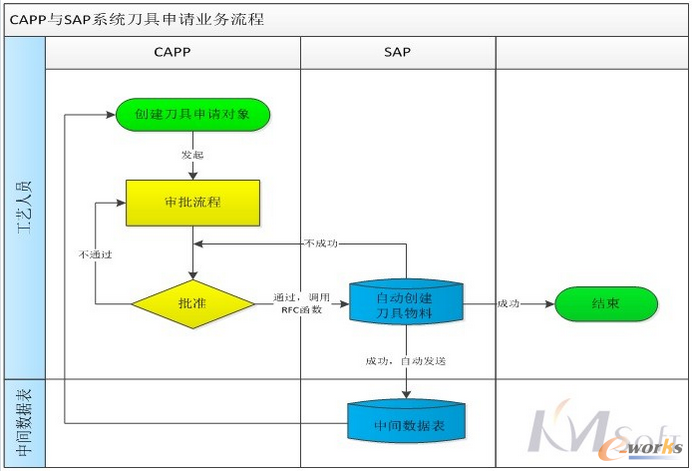
łD3.2.1-2Ż║KMPPIM┼cSAPŽĄĮy(t©»ng)ĄČŠ▀╔Ļšł┴„│╠
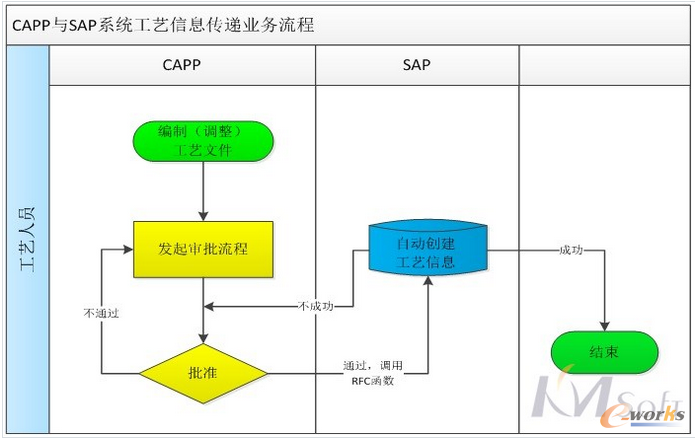
łD3.2.1-3Ż║KMPPIM┼cSAPŽĄĮy(t©»ng)╣ż╦ćą┼Žó╔Ļšł┴„│╠
╣ż╦ćą┼Žóé„▀fśI(y©©)äš(w©┤)ł÷Š░├Ķ╩÷Ż║
ßśī”ŠÄųŲ═Ļ│╔Ą─╣ż╦ć╬─╝■Ż¼░l(f©Ī)ŲīÅ┼·┴„│╠

«ö(d©Īng)“┼·£╩(zh©│n)”▓Į¾E“╠ßĮ╗╚╬äš(w©┤)”║¾Ż¼KMPPIMŽĄĮy(t©»ng)ūįäėīó«ö(d©Īng)Ū░┴„│╠Ą─╣ż╦ćą┼ŽóŻ©╣żą“╠¢Īó╣żą“├¹ĘQĪó╣żĢrŻ®░l(f©Ī)╦═ĮoSAPŽĄĮy(t©»ng)ĪŻ

╚ńSAPŽĄĮy(t©»ng)│╔╣”äō(chu©żng)Į©╣ż╦ćą┼Žóą┼ŽóŻ¼ät╣ż╦ć╬─╝■╔Ļšł┴„│╠ūįäėĮY(ji©”)╩°ĪŻ╚ńSAPŽĄĮy(t©»ng)╬┤─▄äō(chu©żng)Į©«ö(d©Īng)Ū░╣ż╦ćą┼ŽóŻ¼KMPPIMŽĄĮy(t©»ng)Ģ■ėą“äō(chu©żng)Į©╩¦öĪ”╠ß╩ŠŻ¼╚╬äš(w©┤)īó▓╗Ģ■ĻP(gu©Īn)ķ]ĪŻ
3.2.2 ┐ņ╦┘ŠÄ▌ŗūāą═┐©
ūāą═┐©╩Ū¢|’L(f©źng)│»▓±śI(y©©)äš(w©┤)ųą×ķ┴╦æ¬(y©®ng)ī”░l(f©Ī)äėÖC(j©®)ūāą═ĘNŅÉČÓŻ¼ėåå╬┴┐┤¾Īóų▄Ų┌Č╠Ą╚īŹļHŪķørȰĦüĒĄ─«a(ch©Żn)╬’Ż¼ų„ę¬╩Ū═©▀^ūāą═┐©ųĖī¦(d©Żo)čb┼õ▄ćķg┐ņ╦┘═Ļ│╔ī”ūāą═░l(f©Ī)äėÖC(j©®)Ą─čb┼õ╣żū„ĪŻūāą═┐©└’Ą─ā╚(n©©i)╚▌▓╗āH░³└©┴╦ūāą═«a(ch©Żn)ŲĘ┼c╗∙ą═«a(ch©Żn)ŲĘĄ─▓Ņ«ÉŪķørŻ¼▀Ć░³└©┴╦ę╗ą®╠žČ©Ą─ĻP(gu©Īn)ųž╝■Ż©╚ńŻ║Ū·▌SĪó²X▌å╩ęĪó’w▌åÜżĄ╚Ż®Īóčb┼õā╚(n©©i)╚▌ĪóļSÖC(j©®)░l(f©Ī)▀\╝■ĪóųĖČ©ÅS╝ę╝■Ą╚ą┼ŽóŻ¼═¼Ģr▀Ćėą╔Ų║¾Ą─┴Ń▓┐╝■ą┼ŽóŻ¼╩Ū│»▓±ųĖī¦(d©Żo)▄ćķg╔·«a(ch©Żn)Ą─ųžę¬╣ż╦ć╬─╝■ĪŻ
Ž┬łD╩Ū│»▓±ūāą═┐©ŠÄųŲĮń├µŻ¼“«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)”╩ŪĖ∙ō■(j©┤)WINDCHILL░l(f©Ī)▓╝▀^üĒĄ─ĮY(ji©”)śŗ(g©░u)üĒš╣╩ŠŻ¼“╗∙ą═ī┘ąį╬─╝■╝░▓Ņ«ÉŪÕå╬”╩ŪÅ─įO(sh©©)ėŗ╠ß╣®Ą─╗∙ą═ī┘ąį╬─╝■ųąūįäė╠ß╚ĪĄ─ĪŻČ°īŹļHŠÄųŲĢrŻ¼ŽĄĮy(t©»ng)▀ĆĢ■Ė∙ō■(j©┤)╣ż╦ć╚╦åTŅA(y©┤)╠Ä└ĒĄ─ą┼Žóīóę╗ą®ĻP(gu©Īn)ųž╝■ūįäė╠Ē╝ėĄĮ“čb┼õ”╗““╔Ų║¾”Ą─ā╚(n©©i)╚▌ųąŻ¼╣ż╦ć╚╦åTų╗ąĶę¬Ė∙ō■(j©┤)«a(ch©Żn)ŲĘąĶę¬╠Ē╝ėŲõ╦¹▓Ņ«É┴Ń▓┐╝■╝┤┐╔ĪŻ

3.2.3 TS16949╣żŠ▀īŹ¼F(xi©żn)╬Õ┤¾╣ż╦ć╬─╝■┐ņ╦┘ŠÄ▌ŗ
¢|’L(f©źng)│»▓±Ą─╣ż╦ćīŻśI(y©©)ų„ę¬ėąÖC(j©®)╝ėĪóčb┼õĪóĶTįņ╚²┤¾ŅÉŻ¼Ė„īŻśI(y©©)╣ż╦ćų„ꬊÄųŲĄ─╣ż╦ć╬─╝■░³└©▀^│╠┴„│╠łDĪóFMEAĪó┐žųŲėŗäØĪóū„śI(y©©)ųĖī¦(d©Żo)Ģ°Īó╠ž╩Ō╠žąįŪÕå╬Ą╚╬Õ┤¾▀^│╠¾wŽĄ╬─╝■ęį╝░Ųõ╦³ŽÓĻP(gu©Īn)╣ż╦ć╬─╝■Ż¼Ųõųą▀^│╠┴„│╠łDĪóFMEAĪó┐žųŲėŗäØĄ╚╬─╝■Ė„īŻśI(y©©)╣ż╦ć▓Ņäe▓╗┤¾Ż¼Č°ū„śI(y©©)ųĖī¦(d©Żo)Ģ°ätĖ∙ō■(j©┤)▓╗═¼īŻśI(y©©)ėąę╗Č©Ą─▓ŅäeŻ¼└²╚ńÖC(j©®)╝ėū„śI(y©©)ųĖī¦(d©Żo)Ģ°ų„ę¬╩ŪČ©┴x╣żą“Ą─╝ė╣żģóöĄ(sh©┤)ĪóÖz▓ķĒŚ║═Öz“×ĘĮĘ©ęį╝░╣żą“╝ė╣żłDŻ¼Č°čb┼õųĖī¦(d©Żo)Ģ°ė╔ų„ę¬╩ŪČ©┴xčb┼õŪÕå╬Īóčb┼õĘĮĘ©ęį╝░čb┼õ▒¼š©łDĄ╚ĪŻČ°īŹļH╣ż╦ćŠÄųŲ▀^│╠ųąŻ¼▀^│╠┴„│╠łDĪóFMEAĪó┐žųŲėŗäØĪóū„śI(y©©)ųĖī¦(d©Żo)Ģ°Īó╠ž╩Ō╠žąįŪÕå╬Ą╚╬Õ┤¾▀^│╠¾wŽĄ╬─╝■ųąėų┤µį┌┤¾┴┐Ą─öĄ(sh©┤)ō■(j©┤)Ą³┤·Ą─ĻP(gu©Īn)ŽĄŻ¼×ķ┴╦ØMūŃ│»▓±╣ż╦ćŠÄųŲ▀^│╠ųąŻ¼╣ż╦ć╬─╝■┐ņ╦┘╔·│╔Ż¼▒ŻūCöĄ(sh©┤)ō■(j©┤)Ą³┤·Ą─ę╗ų┬ąįŻ¼╣╩▓╔ė├TS16949╣żŠ▀üĒīŹ¼F(xi©żn)╬Õ┤¾╣ż╦ć╬─╝■ŠÄųŲśI(y©©)äš(w©┤)ĪŻ
Ž┬łD╩Ūķ_─┐╣½╦Šį┌¢|’L(f©źng)│»▓±▓╔ė├TS16949╣żŠ▀üĒīŹ¼F(xi©żn)╬Õ┤¾╣ż╦ć╬─╝■ŠÄųŲĄ─Įń├µĪŻįō╣”─▄Ą─ā×(y©Łu)³c╩Ūų▒ĮėīóTS16949╣żŠ▀ŪČ╚ļĄĮKMPPIMŽĄĮy(t©»ng)ųą╩╣Ż¼Ųõ│╔×ķę╗éĆš¹¾wĪŻŲõųą╔µ╝░ĄĮĄ─ę╗ą®įO(sh©©)ėŗöĄ(sh©┤)ō■(j©┤)┐╔ęįų▒ĮėÅ─ŽĄĮy(t©»ng)ųąūįäėé„▀fŻ¼╣ż╦ćöĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)ŪÕ╬·ĪóĄ³┤·Ą─öĄ(sh©┤)ō■(j©┤)┐╔ęįūįäė╝»│╔Ż¼─▄ē“╠Ē╝ė╗“ų▒Įėį┌ŠĆŠÄųŲCADĖ±╩ĮĄ─ĖĮłDŻ¼ī¦(d©Żo)│÷Ģr┐ņ╦┘╔·│╔╣ż╦ć┐©Ų¼Ą╚ĪŻ
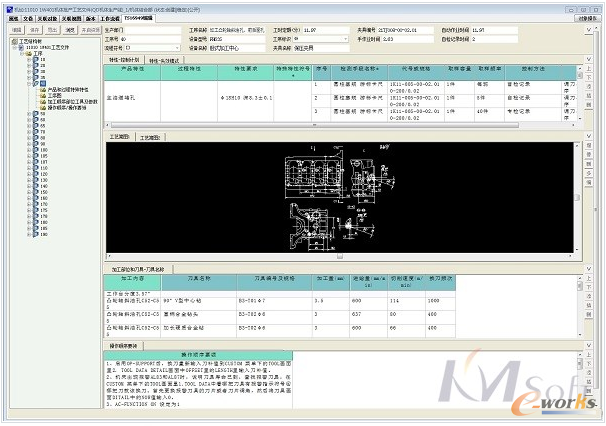
łD3.2.3-1Ż║╬Õ┤¾╣ż╦ć╬─╝■ŠÄųŲĮń├µ

łD3.2.3-2Ż║═©▀^TS16949╣żŠ▀ī¦(d©Żo)│÷║¾Ą─╣ż╦ć╬─╝■
4 æ¬(y©®ng)ė├ą¦╣¹┐éĮY(ji©”)
─┐Ū░Ż¼ūį2015─Ļ│§ŽĄĮy(t©»ng)╔ŽŠĆ║¾Ż¼KMPPIMŽĄĮy(t©»ng)ęčį┌¢|’L(f©źng)│»▓±Ė„╝╝ąg(sh©┤)▓┐║═▄ćķg╚½├µ═ŲÅVæ¬(y©®ng)ė├ĪŻĄ├ĄĮ┴╦Ų¾śI(y©©)Ė„▓┐ķTśI(y©©)äš(w©┤)╚╦åT╝░╣▄└Ē╚╦åTĄ─ę╗ų┬šJ(r©©n)┐╔Ż¼ĮŌøQ┴╦╣ż╦ć╬─╝■ŠÄųŲ║═╣▄└Ē╩╣ė├Ą─╝╝ąg(sh©┤)╩ųČ╬┬õ║¾Ż¼╬─Ön▓╗ęÄ(gu©®)ĘČĪó▓╗Įy(t©»ng)ę╗Ż¼ą┼ŽóĘų╔ó¤oĘ©╣▓ŽĒŻ¼ųžÅ═(f©┤)╣żū„ČÓŻ¼╚▒╔┘ų¦ō╬╣ż╦ćęÄ(gu©®)äØ║═įO(sh©©)ėŗĄ─┘Yį┤ÄņŻ¼┤µį┌╔·«a(ch©Żn)¼F(xi©żn)ł÷║═╣ż╦ćųĖī¦(d©Żo)╬─╝■ėą▓╗ę╗ų┬Ą╚ųTČÓå¢Ņ}ĪŻ═¼ĢrŻ¼ŽĄĮy(t©»ng)š¹¾w▀\ąąŲĮĘĆ(w©¦n)Ż¼╝»│╔öĄ(sh©┤)ō■(j©┤)Į╗╗ź═©Ģ│ĪóĘĆ(w©¦n)Č©Ż¼Å─╣ż╦ć┘Y┴Ž╣▄└ĒĄ─░▓╚½ąįĪóöĄ(sh©┤)ō■(j©┤)╣▄└Ē╝░▓ķįāĘĮ╩ĮĪó╬─╝■Ą─ŠÄųŲą¦┬╩Īó▀^│╠╣▄└ĒĄ─ć└(y©ón)ųö(j©½n)ąįĪóöĄ(sh©┤)ō■(j©┤)░l(f©Ī)▓╝Ą╚Łh(hu©ón)╣Ø(ji©”)Š∙Ą├ĄĮ┴╦Ė─╔ŲĪŻ═©▀^╣ż╦接Įy(t©»ng)Ą─īŹ╩®Ż¼ę▓×ķŲ¾śI(y©©)┼ÓB(y©Żng)┴╦ę╗┼·Š▀éõą┼Žó╗»╝╝─▄Ą─╣ż│╠╝╝ąg(sh©┤)╚╦åTŻ¼Ų¾śI(y©©)ę▓ą╬│╔┴╦ę╗š¹╠ūŽĄĮy(t©»ng)▀\ąąĄ─ųŲČ╚║═ęÄ(gu©®)ĘČŻ¼śO┤¾Ą─╠ßĖ▀┴╦Ų¾śI(y©©)š¹¾wą┼Žó╗»╣▄└Ē╦«ŲĮŻ¼╠ß╔²Ų¾śI(y©©)ĖéĀÄ┴”ĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║¢|’L(f©źng)│»▓±╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)æ¬(y©®ng)ė├īŹ█`
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/solutions/14019320849.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















