



1 ę²čį
ĪĪĪĪĮ╣Āt├║ÜŌ╗ž╩šŽĄĮyų„ę¬ė╔├║ÜŌ╣±║═£pē║šŠĮM│╔Ż¼į┌īŹ¼F┴╦Į╣Āt├║ÜŌĄ─╗ž╩šį┘└¹ė├Ą─═¼ĢrŻ¼▀Ćī”╣Ø─▄Łh▒Ż╝░ĘĆČ©ė├æ¶╣▄ŠWē║┴”ŲĄĮ┴╦ųžę¬ū„ė├ĪŻ╗∙ė┌╬„ķTūėPLCĄ─╗ž╩š┐žųŲŽĄĮyų„ę¬░³└©ÜŌ╣±Ą─ė═▒├┐žųŲĪó╣±ā╚ē║┴”┐žųŲĪó╣±╚▌┐žųŲĪó╗Ņ╚¹╦┘Č╚┐žųŲĪó£pē║šŠĄ─ūįäė£pē║Īó╣ż╦ćģóöĄ’@╩ŠĄ╚╣”─▄ĪŻ
2 ė▓╝■┼õų├
ĪĪĪĪ2.1 ┐žųŲšŠ
ĪĪĪĪÜŌ╣±┐žųŲšŠ▀xė├siemens s7-400h plc╚▀ėÓ┐žųŲŽĄĮyĪŻ░³└©ā╔éĆ414-4hcpuŻ¼2ēK╚▀ėÓļŖį┤─Ż░ÕŻ¼2ēK╚▀ėÓcp443ŠW┐©ĪŻš²│Ż▀\ąąĢrę╗┼_cpuŻ©ų„Ż®ģó┼c┐žųŲŻ¼┴Ēę╗┼_cpuŻ©éõŻ®═©▀^═¼▓Į─ŻēK┼cų«═¼▓ĮŻ¼«öÖz£yĄĮų„cpuĪóÖC╝▄ĪóļŖį┤Īó═©ėŹĄ╚╣╩šŽ░l╔·ĢrŻ¼éõcpu┴ó╝┤═Č╚ļ┐žųŲČ°▓╗ė░Ēæ╔·«a┐žųŲĄ─▀B└mąįĪŻ
ĪĪĪĪÜŌ╣±┐žųŲšŠ▓╔ė├┴╦▀h│╠i/o─Ż╩ĮŻ¼Ė∙ō■i/o³cĄ─īŹļHöĄ┴┐┼õų├┴╦2éĆet200mųŪ─▄▀h│╠i/ošŠŻ¼▀h│╠ųŪ─▄i/ošŠ┼c┐žųŲŲ„▓╔ė├╚▀ėÓprofibus┐éŠĆ═©ėŹĪŻ£pē║┐žųŲšŠ▀xė├siemens s7-200 plc┐žųŲŽĄĮyŻ¼▓ó░▓čb╚╦ÖCĮń├µė├ė┌▒ŠĄž▓┘ū„║═įOų├ŽÓĻPģóöĄĪŻ£pē║┐žųŲšŠ╩╣ė├em277┼cÜŌ╣±┐žųŲšŠīŹ¼FŠWĮj═©ėŹŻ¼ÜŌ╣±┐žųŲšŠ×ķŽĄĮyų„šŠĪŻ
ĪĪĪĪ2.2 ŽĄĮyŠWĮj
ĪĪĪĪš¹éĆŽĄĮyŠWĮjĘų×ķ¼Fł÷╝ēĪó┐žųŲ╝ēĪó▒O┐ž╝ē╚²╝ēŻ¼ŽĄĮyŠWĮjĮYśŗ╚ńłD1ĪŻ¼Fł÷╝ē╩╣ė├profibus dp╚▀ėÓ¼Fł÷┐éŠĆ▀Mąą═©ėŹŻ¼ų„ę¬īŹ¼Fs7-400hų„šŠ║═▀h│╠ųŪ─▄Å─šŠų«ķgĄ─öĄō■é„▌öŻ¼▓╔ė├╬„ķTūėļpĮgŠĆé„▌ö╦┘┬╩Ė▀▀_12mbpsĪŻ┐žųŲ╝ēīŹ¼Fs7-400 plc║═s7-200plcų«ķgöĄō■Į╗ōQŻ¼╩╣ė├profibus dp┐éŠĆ▀Mąą═©ą┼Ż¼s7-400 plc╚▀ėÓprofibus dp┐éŠĆ┼cs7-200plcå╬┐éŠĆ╩╣ė├y-link▐DōQ─ŻēK▀Mąą┐éŠĆūįäė▐DōQŻ¼┐éŠĆ╩╣ė├╣Ō└wĮķ┘|é„▌öŻ¼═©ėŹ╦┘┬╩┐ņĪŻ▒O┐ž╝ē▓╔ė├╬„ķTūėsclancsĮ╗ōQÖCśŗ│╔╚▀ėÓĄ─╣żśIęį╠½ŠWŁhŠWŻ¼īŹ¼F╣ż│╠ĤšŠŻ©esŻ®Īó▓┘ū„åTšŠŻ©osŻ®┼c¼Fł÷┐žųŲšŠŻ©asŻ®Ą─▀BĮė═©ėŹŻ¼═©ėŹ╦┘┬╩┐╔▀_100mbpsŻ¼2┼_▓┘ū„šŠ┼casšŠ╣▓ą╬│╔4Śl╚▀ėÓisoģfūh▀BĮėŻ¼╠ßĖ▀┴╦ŽĄĮyŠWĮj┐╔┐┐ąįĪŻ
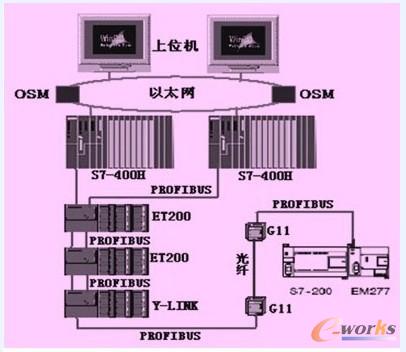
łD1 ŽĄĮyŠWĮjłD
ĪĪĪĪ2.3 hmi
ĪĪĪĪhmiŻ©╚╦ÖCĮė┐┌Ż®╩Ū╔·«a▓┘ū„╚╦åTī”╔·«a▀^│╠īŹ╩®▒O┐žĄ─┤░┐┌ĪŻ▒Š└²╩╣ė├ā╔┼_¤ßéõĘĮ╩ĮĄ─▓┘ū„åTšŠŻ¼Ųõųąę╗┼_═¼Ģrū„×ķ╣ż│╠ĤšŠŻ¼▓┘ū„åTšŠĄ─¤ßéõ╠ßĖ▀┴╦ŽĄĮyĄ─┐╔┐┐ąįĪŻhmiė▓╝■ŽĄĮy▓╔ė├čą╚A╣ż┐žÖC▓ó┼õų├┴╦Š▀ėąöĄō■╚▀ėÓ╣”─▄Ą─cp1613ŠW┐©Ż¼▄ø╝■╩╣ė├╬„ķTūėwinccĮMæB▄ø╝■ĪŻhmiīŹ¼F┴╦ī”╣ż╦ćģóöĄĄ─╝»ųą’@╩ŠĪó╣╩šŽł¾Š»ĪóöĄō■ėøõøĪóįOéõ▓┘ū„ĪŻ
3 ┐žųŲŽĄĮyįŁ└Ē
ĪĪĪĪ3.1 įOėŗĘĮ░Ė
ĪĪĪĪ▒ŠŽĄĮy▓╔ė├step7 v5.3║═micro -win step7▄ø╝■į┌windows 2000ŲĮ┼_Ž┬ķ_░lŻ¼ŠÄ│╠ņ`╗ŅĘĮ▒ŃĪŻ▄ø╝■▓╔ė├─ŻēK╗»ŠÄ│╠ĮYśŗŻ¼š¹éĆ┐žųŲŽĄĮy░³└©├║ÜŌ╣±┐žųŲ║═£pē║šŠ┐žųŲā╔┤¾▓┐ĘųĪŻ├║ÜŌ╣±┐žųŲ▓┐ĘųĘųäe═Ļ│╔ė═▒├Īó├║ÜŌ╣▄Ą└ļŖäėĄ¹ķy┼c├║ÜŌĘ┼╔óķyĪó├║ÜŌš{╣ØķyĄ╚įOéõĄ─┐žųŲ┼c┬ōµi▒ŻūoĪó╣ż╦ćģóöĄÖz£y┼cł¾Š»╣”─▄ĪŻ╩▄┐žįOéõįOėŗ×ķ¼Fł÷╩ųäė║═╝»ųą┐žųŲā╔ĘN┐žųŲĘĮ╩ĮĪŻ╝»ųą┐žųŲ░³└©įOéõå╬äė║═įOéõ┬ōäėūįäėā╔ĘN┐žųŲĘĮ╩ĮŻ¼į┌╝»ųą┐žųŲĘĮ╩ĮŽ┬▓┘ū„╚╦åTį┌hmi«ŗ├µ╔Ž▀Mąąå╬äė▓┘ū„║═┬ōäėūįäėĘĮ╩Į▀xō±ĪŻ£pē║šŠ┐žųŲ═©▀^š{╣Ø╚²┼_ē║┴”š{╣ØķyŻ¼īŹ¼Fē║┴”ĮĄē║ĘĆē║╣”─▄Ż¼ų„ę¬ėą╩ųäėĪóūįäėĪó▀h┐ž╚²ĘN▓┘ū„─Ż╩ĮĪŻ
ĪĪĪĪ3.2 ▀MÜŌš{╣Øķypid┐žųŲ
ĪĪĪĪį┌├║ÜŌ╣▄Ą└╔ŽįOėąę╗├║ÜŌš{╣ØķyŻ¼═©▀^š{╣Ø▀MÜŌ┴┐īŹ¼Fī”╗Ņ╚¹╦┘Č╚Ą─š{╣ØĪŻ▒Š└²Ą─pid┐žųŲ▀ē▌ŗ▓╔ė├step7▄ø╝■╝»│╔Ą─ŽĄĮyēKfb41īŹ¼FĪŻīŹ█`ųąęį╗Ņ╚¹╦┘Č╚×ķ┐žųŲųĄęįķyķTķ_Č╚×ķ┐žųŲī”Ž¾╝ėęį▀m«öĄžš{š¹pĪóiģóöĄ╝┤┐╔ĪŻ
ĪĪĪĪ3.3 ė═▒├┐žųŲ
ĪĪĪĪįō├║ÜŌ╣±įOėą8┼_ė═▒├ė├ė┌├▄ĘŌė═Ą─裣hĪŻ8┼_ė═▒├Ęų×ķ4ĮMŻ¼├┐ĮM2┼_Ż©1ų„1▌o┐╔▀xŻ®ĪŻ├┐┼_▒├┐žųŲę¬Ū¾ŽÓ═¼ĪŻį┌å╬äėĘĮ╩ĮŽ┬Ż¼ė═▒├Ą─åó═Ż┐žųŲ╩Ū▓┘ū„åTį┌hmi«ŗ├µ╔Ž═Ļ│╔Ą─ĪŻį┌┬ōäėĘĮ╩ĮŽ┬Ż¼ė═▒├Ą─åó═Ż┐žųŲ┼cė═Žõė═╬╗┬ōµiŻ¼Č°¤oąĶ▓┘ū„åTĖ╔ŅAĪŻłD2╩Š│÷į┌╝»┐žĘĮ╩ĮŽ┬ė═▒├Ą─┐žųŲ▀ē▌ŗĪŻ
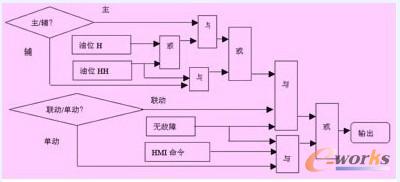
łD2 ė═▒├┐žųŲ▀ē▌ŗ┐“łD
ĪĪĪĪ3.4 ĮĄē║ĘĆē║ūįäėš{╣Ø
ĪĪĪĪĮĄē║ĘĆē║ūįäėš{╣ØŲ▒ŻūC╣▄ŠW├║ÜŌē║┴”ĘĆČ©║═īóĖ▀ē║├║ÜŌ▐D×ķĄ═ē║├║ÜŌĄ─ū„ė├ĪŻįō╣”─▄╩╣ė├s7-200plc═Ļ│╔Ż¼ŽĄĮy╩╣ė├Ęų│╠Ą─pidūįäėš{╣ØŻ¼ŽĄĮypidŠ▀ėąūįš¹Č©╣”─▄ĪŻĘų│╠Ą─pidī”╚²┼_š{╣Øķy▀Mąą┐žųŲŻ¼Ė∙ō■╣żør╚²┼_š{╣Øķy░┤Ēśą“ķ_ĻPĪŻ▓╔ė├Ęų│╠š{╣ØöU┤¾┴╦ŽĄĮyš{╣ØĘČć·Ż¼╠ßĖ▀┴╦š{╣ØŠ½Č╚ĪŻ
ĪĪĪĪ3.5 ╣±Ė▀ūįäėš{╣Ø
ĪĪĪĪ╣±Ė▀ūįäėš{╣Øų„ę¬Ų▒ŻšŽ├║ÜŌ╣±į┌░▓╚½Ė▀Č╚ĘČć·▀\ąąĪŻŽĄĮy▓╔ė├─Ż║²┐žųŲ╦ŃĘ©═©▀^┐žųŲ£pē║šŠĄ─ē║┴”ĘĆČ©ųĄ▀Mąą┐žųŲĪŻ─Ż║²┐žųŲĖ∙ō■īŹļHīŻ╝ęĮø“×▀Mąą═Ųī¦╦Ń│÷▓╗═¼╣żørŽ┬Ą─ē║┴”įOČ©ųĄŻ¼£pē║šŠĖ∙ō■─Ż║²╦ŃĘ©ĮY╣¹▀MąąūāģóöĄpidš{╣ØĪŻ├║ÜŌ╣±╣±¾wē║┴”įOėŗ×ķ11kpaŻ¼ÜŌ╣±Ė▀75├ūŻ¼ÜŌ╣±╣±Ė▀š²│Ż┐žųŲį┌50├ūŻ¼┤╦Ģr▀h│╠šŠš{ē║įOČ©ē║┴”×ķ11kpaĪŻ«ö├║ÜŌė├æ¶Ą─├║ÜŌė├┴┐į÷┤¾ĢrŻ¼ÜŌ╣±╣±Ė▀Š═Ģ■Ž┬ĮĄŻ¼«öÜŌ╣±Ė▀Č╚Ž┬ĮĄĄĮ45├ūĢrŻ¼ų„šŠŠ═Ģ■īóįOČ©ē║┴”Ė─×ķ11.6kpaŻ¼┤╦ĢrÜŌ╣±Ė▀Č╚Š═Ģ■ļSų°╣▄ŠWē║┴”Ą─╔Ž╔²Č°╔Ž╔²ĪŻ«öÜŌ╣±Ė▀Č╚╔Ž╔²ĄĮ50├ūĢrŻ¼ų„šŠŠ═Ģ■īóįOČ©ē║┴”Ė─×ķ11kpaĪŻ«öÜŌ╣±Ė▀Č╚└^└m╔Ž╔²ĄĮ55├ūĢrŻ¼ų„šŠŠ═Ģ■īóįOČ©ē║┴”Ė─×ķ10.5kpaŻ¼┤╦ĢrÜŌ╣±Ė▀Č╚Š═Ģ■ļSų°╣▄ŠWē║┴”Ą─Ž┬ĮĄČ°Ž┬ĮĄĪŻ▀@śėŻ¼╣±Ė▀ūįäėš{╣Ø▓╔ė├─Ż║²┐žųŲ╝╚▒ŻūC┴╦├║ÜŌ╣▄ŠWē║┴”Ż¼╩╣ė├æ¶Ą├ĄĮ┴╦╗∙▒ŠĘĆČ©Ą─├║ÜŌē║┴”Ż╗ėų▒ŻūC┴╦├║ÜŌ╣±Ą─╣±Ė▀Ż¼╩╣├║ÜŌÜŌį┤▓╗│õūŃĄ─Ģr║“Ż¼Č╠ĢrķgŠÅĮŌ╣▄ŠW├║ÜŌ┴┐ĪŻ▀@ĘN┐žųŲėąą¦Ą─▒ŻūC┴╦╔·«aĄ─░▓╚½ąįĪŻ
ĪĪĪĪ3.6 öĄō■ĮM┐Ś┼cł¾Š»
ĪĪĪĪŽĄĮyīŹ¼F┴╦░³└©coØŌČ╚Īóē║┴”Īó£žČ╚Īó╣±╚▌Īó╣±Ė▀Īó╣▄ŠWē║┴”Ą╚─ŻöM┴┐Ą─öĄō■▐D╗»┼c’@╩ŠŻ╗ė═▒├▀\ąąĪóķy╬╗ĀŅæBĪóė═Žõę║╬╗ķ_ĻPĀŅæBĄ╚öĄūų┴┐Ą─▓╔╝»┼c’@╩ŠŻ╗┼cŲõ╦¹┐žųŲŽĄĮyĄ─═©ėŹöĄō■ĮM┐ŚŻ╗ųžę¬ģóöĄ┬Ģ╣Ōł¾Š»Ż╗ųžę¬öĄō■Ą─Üv╩ĘŻ©īŹĢrŻ®┌ģä▌ĪŻ
4 ĮY╩°šZ
ĪĪĪĪ▒Š┐žųŲŽĄĮyęįplc×ķ║╦ą─Ż¼īŹ¼F┴╦├║ÜŌ╗ž╩š╔·«a╣ż╦ćĄ─ūįäė┐žųŲĪŻįōŽĄĮyĮø▀^š{įć▀\ąąūC├„Ż¼ŽĄĮyūįäė╗»│╠Č╚Ė▀Ż¼┐žųŲĘĆČ©┐╔┐┐Ż¼▓┘ū„ų▒ė^ĘĮ▒ŃŻ¼Ą├ĄĮ┴╦ė├æ¶Ą─ę╗ų┬║├įuĪŻŠ▀ėą║▄║├Ą─æ¬ė├Ū░Š░ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌╬„ķTūėPLCĄ─├║ÜŌ╗ž╩š┐žųŲŽĄĮy
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401932088.html






















