



2002─Ļ╬ęć°╩ū┤╬╠ß│÷“ęįą┼Žó╗»Ä¦äė╣żśI(y©©)╗»Īóęį╣żśI(y©©)╗»┤┘▀Mą┼Žó╗»”Ą─ą┬ą═╗»╣żśI(y©©)Ą└┬ĘĄ─ųĖī¦╦╝ŽļĪŻ2014─Ļ“╣żśI(y©©)4.0”Ė┼─Ņ▒╗╠ß│÷Ż¼į┌┤╦Ė┼─ŅųąŻ¼ą┼Žó╝╝ąg(sh©┤)į┌╣żśI(y©©)░l(f©Ī)š╣ųąĄ─ųžę¬ąįį┘┤╬Ą├ĄĮÅŖš{(di©żo)ĪŻļSų°ą┼Žó╝╝ąg(sh©┤)┼c╣żśI(y©©)Ą─┐ņ╦┘╚┌║ŽŻ¼«a(ch©Żn)ŲĘĪóčbéõĪó╣ż╦ćĪóĘ■äšųŪ─▄╗»▓ĮĘź▓╗öÓ╝ė┐ņĄ─▒│Š░Ž┬Ż¼╚ń║╬ūźūĪÖCė÷Ż¼└¹ė├ą┼Žó╝╝ąg(sh©┤)Ż¼Ä¦äė╣żśI(y©©)░l(f©Ī)š╣╩ŪųąąĪą═ųŲįņŲ¾śI(y©©)╝▒ąĶ╦╝┐╝Ą─å¢Ņ}ĪŻ═¼ĢrŻ¼├┐éĆ╣½╦ŠČ╝ėąūį╔ĒĄ─░l(f©Ī)š╣▒│Š░║═░l(f©Ī)š╣╠ž╔½Ż¼╚ń║╬ę²╚ļą┼Žó╗»Ż¼╚ń║╬īóą┼Žó╝╝ąg(sh©┤)┼cūį╔ĒŲ¾śI(y©©)Ą─╣żśI(y©©)ųŲįņ╠ž³cŽÓĮY(ji©”)║Žę▓╩Ū├┐ę╗éĆŲ┌┤²░l(f©Ī)š╣Ą─ųąąĪą═ųŲįņŲ¾śI(y©©)ę¬├µ┼RĄ─¼F(xi©żn)īŹå¢Ņ}ĪŻ
ę╗Īóė└╝t╣½╦Š╣ż╦ćą┼Žó╗»┐“╝▄
│╔┴óė┌1969─ĻĄ─┘Fų▌ė└╝t║Į┐šÖCąĄėąŽ▐ž¤╚╬╣½╦Š╩Ū─┐Ū░üåų▐ūŅ┤¾Ą─õXųŲ░Õ│ß╩Į╔ó¤ßŲ„čą░l(f©Ī)ųŲįņŲ¾śI(y©©)ĪŻĮø(j©®ng)▀^ČÓ─ĻĄ─░l(f©Ī)š╣Ż¼ė└╝t╣½╦ŠĄ─╔·«a(ch©Żn)▓╝ŠųÅ─å╬ę╗ū▀Ž“ČÓį¬Ż¼«a(ch©Żn)ŲĘÄū║§Ė▓╔w┴╦ć°╝ęųž³cÖCą═░l(f©Ī)äėÖCĄ─╦∙ėąĖĮ╝■ĪŻ─┐Ū░ė└╝t╣½╦Š¼F(xi©żn)ėąåT╣ż794╚╦Ż¼Ųõųą░³└©╣ż│╠╝╝ąg(sh©┤)╚╦åT147╚╦Ż¼╩ŪĄõą═Ą─ųąąĪą═ųŲįņŲ¾śI(y©©)ĪŻ
ū„×ķĄõą═Ą─ųąąĪą═ųŲįņŲ¾śI(y©©)Ż¼ė└╝t╣½╦Šę▓┤µį┌ų°įSČÓųąąĪą═ųŲįņŲ¾śI(y©©)├µ┼RĄ─īŹļH╣ż╦ćśI(y©©)äšå¢Ņ}Ż¼ųT╚ń╣ż╦ć╚╦åT└¹ė├Excel╗“CADĘŪīŻśI(y©©)╣żŠ▀ŠÄųŲ╣ż╦ćŻ╗╣ż╦ć╬─╝■┴Ń╔ó┤µĘ┼į┌╣ż╦ć╚╦åTéĆ╚╦ļŖ─XĪó╣ż╦ćģR┐é║─ĢrķLĪó╣ż╦ć╬─╝■▓ķšęą¦┬╩Ą═Ż╗╣ż╦ćūāĖ³Ą─╝░Ģrąį║═£╩┤_ąįļyęį▒ŻūCŻ╗įO(sh©©)ėŗBOMĄĮ╣ż╦ćBOM▐D(zhu©Żn)╗»╩ų╣ż▀Mąąęū│÷ÕeĄ╚å¢Ņ}ĪŻ▀@ą®å¢Ņ}Ž▐ųŲ┴╦╣½╦ŠĄ─ķL▀h░l(f©Ī)š╣Ż¼└ŁĄ═┴╦╣½╦ŠĄ─ĖéĀÄ┴”ĪŻį┌ųŲįņą═Ų¾śI(y©©)ęį¼F(xi©żn)┤·╗»╔·«a(ch©Żn)╣▄└Ē×ķ═╗ŲŲ┐┌═Ų▀M“ā╔╗»╚┌║Ž”Ą─┤¾▒│Š░Ž┬Ż¼└¹ė├ą┼Žó╝╝ąg(sh©┤)ĮŌøQ╔Ž╩÷å¢Ņ}Ż¼╩ŪīŹ¼F(xi©żn)╔·«a(ch©Żn)┴„│╠╣▄└Ē║═┐žųŲ║═▒▄├Ō“ķ]ķTįņ▄攥─▒žę¬╩ųČ╬ĪŻ
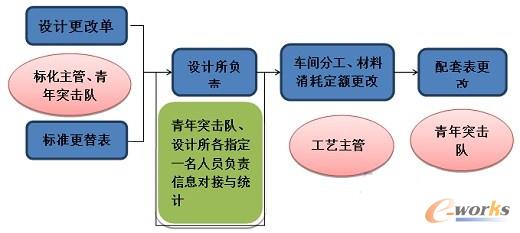
ė└╝t╣½╦Š┼c╬õØhķ_─┐╣½╦Šė┌2013─Ļ│§║Žū„Ż¼ų°╩ų┤“įņė└╝t╣½╦Š┐é¾wą┼Žó╗»┐“╝▄Ż¼╚ńŽ┬łD1╦∙╩ŠĪŻį┌┐é¾wą┼Žó┐“╝▄ųąŻ¼ųž³c╩Ūķ_░l(f©Ī)│÷╣żŠ▀╗»ĪóŲĮ┼_╗»ĪóųŪ─▄╗»Ą─╣ż╦ćįO(sh©©)ėŗ┼c╣ż╦ć╣▄└Ēę╗¾w╗»ŽĄĮy(t©»ng)Ż¼ęįīŹ¼F(xi©żn)╣ż╦ćęÄ(gu©®)äØĪó╣ż╦ćģf(xi©”)═¼║═╣ż╦ć╣▄└Ē╚²┤¾śI(y©©)äšīė├µĄ─╚½╔·├³ų▄Ų┌╣ż╦ć╣▄└ĒśI(y©©)äšĪŻ
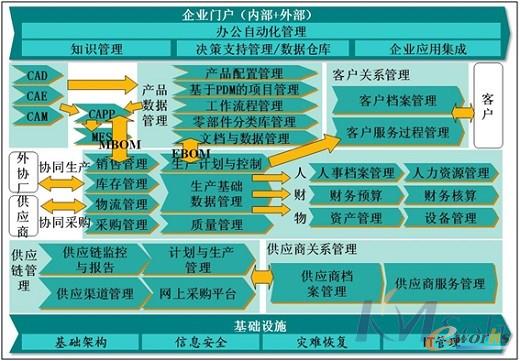
łD1 ė└╝t╣½╦Šą┼Žó╗»Į©įO(sh©©)╦{łD
╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)į┌Ų¾śI(y©©)ą┼Žó╗»ŲĮ┼_ųąŲų°▀BĮėįO(sh©©)ėŗ┼cųŲįņĄ─ųžę¬ū„ė├Ż¼ę▓╩ŪPDMĪóERPĄ╚Ų¾śI(y©©)╝ē╣▄└ĒŽĄĮy(t©»ng)Ą─╗∙ĄA(ch©│)öĄ(sh©┤)ō■(j©┤)üĒį┤ĪŻę“┤╦Ż¼╣½╦Šīó╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)ū„×ķŲ¾śI(y©©)ą┼Žó╗»ŲĮ┼_Ūą╚ļ³cŻ¼ę╗ĘĮ├µÅ─╣ż╦ćįO(sh©©)ėŗĪó╣ż╦ć╣▄└ĒĪó╣ż╦ćöĄ(sh©┤)ō■(j©┤)═┌Š“└¹ė├Īó╣ż╦ćöĄ(sh©┤)ō■(j©┤)╝»│╔æ¬ė├Īó├µŽ“╠žČ©īŻśI(y©©)Ą─ųŪ─▄╗»æ¬ė├Ą╚ČÓéĆĘĮ├µĮŌøQŲ¾śI(y©©)╣ż╦ćą┼Žó╗»å¢Ņ}Ż¼┴Ēę╗ĘĮ├µ×ķŲ¾śI(y©©)Ųõ╦¹╣▄└Ē¾wŽĄĄ─śŗ(g©░u)Į©╠ß╣®┴╦ųžę¬Ą─öĄ(sh©┤)ō■(j©┤)ę└ō■(j©┤)║═īŹ╩®Įø(j©®ng)“×ĪŻ
Č■Īó╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─┤ŅĮ©
Ų¾śI(y©©)▓╗öÓ░l(f©Ī)š╣Ą─ąĶŪ¾═Ųäė┴╦CAPPŽĄĮy(t©»ng)Ą─│ų└m(x©┤)╔²╝ē┼c▀M╗»ĪŻģ^(q©▒)äeė┌å╬ÖCå╬ė├æ¶Īó╚▒Ę”╣ż╦ć╗ŅäėĮM┐ŚĪóģf(xi©”)═¼║═┐žųŲŻ¼ė└╝t╣½╦Šų°┴”┤“įņęįPDM×ķ╝»│╔ŲĮ┼_Ą─CAPPŽĄĮy(t©»ng)Ż¼│õĘų└¹ė├PDM╝╝ąg(sh©┤)×ķ«a(ch©Żn)ŲĘķ_░l(f©Ī)║═ųŲįņ╠ß╣®▓óąąģf(xi©”)ū„Łh(hu©ón)Š│ĪŻ
ė└╝t╣½╦Š╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─┤“įņ╦╝┬Ę╩ŪŻ║CAPP×ķ╗∙ĄA(ch©│)╣żŠ▀Ż¼PDM×ķ╝»│╔ŲĮ┼_Ż¼«a(ch©Żn)ŲĘBOM×ķ║╦ą─Ż¼╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)×ķ╗∙ĄA(ch©│)Ż¼ś╦£╩╗»║═ęÄ(gu©®)ĘČ╗»×ķŪ░╠߯¼śI(y©©)äš┴„│╠×ķī¦Ž“Ż¼┤“įņĮy(t©»ng)ę╗Īóģf(xi©”)═¼Ą─╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ż¼īóįO(sh©©)ėŗ▌ö╚ļĪó╣ż╦ć▐D(zhu©Żn)╗»Īó╣ż╦ć▌ö╚ļ┼c▌ö│÷▀MąąŽĄĮy(t©»ng)╗»ĪóĮy(t©»ng)ę╗╗»Ż¼ūŅ┤¾│╠Č╚▒ŻūC╣ż╦ć┼cįO(sh©©)ėŗĄ─Ę¹║ŽąįŻ¼╣ż╦ć▌ö╚ļ┼c╣ż╦ć▌ö│÷Ą─Ę¹║ŽąįĪŻ
2.1 ęįś╦£╩╗»║═ęÄ(gu©®)ĘČ╗»×ķŪ░╠߯¼═Ļ╔Ų╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)
╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)╩Ū┤“įņ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─╗∙ĄA(ch©│)ĪŻą┼Žó╗»║═ųŪ─▄╗»Ą─ųŲįņ╩Ū╗∙ė┌öĄ(sh©┤)ō■(j©┤)Ęų╬÷Ą─ųŲįņŻ¼╚▒╔┘╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)Ą─ų¦ō╬Ż¼╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Š═╩Ū¤o▒Šų«─ŠĪó¤oį┤ų«╦«Ż¼ę▓Š═¤oĘ©═Ļ│╔Ę■äš╔·«a(ch©Żn)ųŲįņĄ─╩╣├³Ż¼ą┼Žó╗»║═ųŪ─▄╗»ę▓Š═¤oÅ─šäŲĪŻ┴Ēę╗ĘĮ├µŻ¼╚▒╔┘ś╦£╩╗»║═ęÄ(gu©®)ĘČ╗»Ą─╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)╩Ū╗ņüyĄ─öĄ(sh©┤)ō■(j©┤)Ż¼╗ņüyĄ─öĄ(sh©┤)ō■(j©┤)▒ž╚╗ī¦ų┬╗ņüyĄ─ĮY(ji©”)╣¹ĪŻ╦∙ęįŻ¼┤“įņ│╔╣”Ą─╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ż¼ęįś╦£╩╗»║═ęÄ(gu©®)ĘČ╗»×ķŪ░╠ß▀Mąą╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)Ą─š¹└Ē║═ī¦╚ļ╩Ū▒ž▓╗┐╔╔┘Ą─Łh(hu©ón)╣Ø(ji©”)ĪŻ
ė└╝t╣½╦Š┤“įņ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)▀^│╠ųąŻ¼īó╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)ÄņĄ─Į©┴óū„×ķę╗ĒŚų┴ĻP(gu©Īn)ųžę¬Ą─╣żū„üĒū÷ĪŻ═¼Ģrī”╣ż╦ć┘Yį┤Äņ▀MąąĘųŅÉŻ¼╣▓░³└©įO(sh©©)éõÄņĪóāxŲ„āx▒ĒÄņĪó╣żŠ▀ÄņĪó╣żčbÄņĪó▓─┴ŽÄņĪó╣żą“├¹ĘQÄņĪó║ĖĮėģóöĄ(sh©┤)ÄņĪó╣ż╦ć▒Ēå╬Äņ╣▓8┤¾ŅÉĪŻ
ė└╝t╣½╦Š╗∙ĄA(ch©│)öĄ(sh©┤)ō■(j©┤)š¹└Ē╣żū„ų„ę¬Ęų×ķ╚²éĆļAČ╬Ż║ĮMĮ©öĄ(sh©┤)ō■(j©┤)š¹└ĒąĪĮMŻ¼╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)š¹└Ē┼cęÄ(gu©®)ĘČŻ¼╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)ī¦╚ļŽĄĮy(t©»ng)ĪŻ
ė╔ė┌╣½╦Š╚▒Ę”ī”╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)Ą─ėąą¦╣▄└ĒųŲČ╚Ż¼▀@ą®öĄ(sh©┤)ō■(j©┤)Ęų╔óį┌▓╗═¼▓┐ķT╗“═¼ę╗éĆ▓┐ķTĄ─▓╗═¼ļŖ─XųąĪŻČ°ŪęŻ¼▓╗═¼▓┐ķTę“ąĶŪ¾▓╗═¼ī”═¼śėĄ─öĄ(sh©┤)ō■(j©┤)ū÷┴╦▓╗═¼Ą─Ė³Ė─Ż¼įņ│╔┴╦▀@ą®öĄ(sh©┤)ō■(j©┤)Ą─“ČÓśėąį”ĪŻ╦∙ęįŻ¼╩š╝»║═š¹║Ž╣½╦Š╚½▓┐╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)╩Ū┐ńČÓéĆ▓┐ķTĄ─╝Üų┬Ę▒¼ŹŪę╣żū„┴┐▌^┤¾Ą─╣żū„Ż¼ĮMĮ©öĄ(sh©┤)ō■(j©┤)š¹└ĒąĪĮM╩«Ęų▒žę¬ĪŻ
öĄ(sh©┤)ō■(j©┤)š¹└ĒąĪĮM│╔åTė╔▄ćķg╣ż╦ćĪó╣ż╦ćų„╣▄ĪóįO(sh©©)éõų„╣▄ĪóÄņĘ┐▒Ż╣▄Īóś╦£╩╗»ų„╣▄Īóą┼Žóųąą─╝╝ąg(sh©┤)åTĄ╚ĮM│╔ĪŻ▒Šų°“šlų„ė├šlš¹└Ē”Ą─įŁätŻ¼ė╔▄ćķg╣ż╦ćžōž¤āxŲ„āx▒ĒÄņĪó╣żŠ▀ÄņĪó╣żčbÄņ║═╣ż╦ć▒ĒĖ±ÄņĄ─š¹└ĒŻ¼ÄņĘ┐▒Ż╣▄žōž¤▓─┴ŽÄņĄ─š¹└ĒŻ¼įO(sh©©)éõų„╣▄žōž¤įO(sh©©)éõĄ─Įy(t©»ng)ėŗŻ¼╣ż╦ćų„╣▄░┤╣żĘNĘųŅÉĮ©┴ó╣żą“├¹ĘQÄņŻ¼ų„╣▄║ĖĮėĄ─╣ż╦ćų„╣▄žōž¤║ĖĮėģóöĄ(sh©┤)ÄņĄ─Į©┴ó║══Ļ╔ŲĪŻöĄ(sh©┤)ō■(j©┤)š¹└Ē║¾ė╔ą┼Žó╣▄└Ēųąą─žōž¤ģR┐é║═▒Ż╣▄ĪŻ
ī”╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)▀MąąęÄ(gu©®)ĘČ╩Ūš¹éĆ╗∙ĄA(ch©│)öĄ(sh©┤)ō■(j©┤)š¹└Ē╣żū„ųąĄ─ųž³c┼cļy³cŻ¼ę▓╩Ū▒ŻūCī¦╚ļŽĄĮy(t©»ng)Ą─öĄ(sh©┤)ō■(j©┤)Ą─š²┤_ąį║═╣ż╦ć╣▄└ĒęÄ(gu©®)ĘČ╗»Ą─Ū░╠ßĪŻ×ķ┴╦ĮŌøQöĄ(sh©┤)ō■(j©┤)▓╗ęÄ(gu©®)ĘČĄ─å¢Ņ}Ż¼į┌╗∙ĄA(ch©│)öĄ(sh©┤)ō■(j©┤)š¹└Ēų«Ū░Ż¼ė╔ų„ę¬╩╣ė├å╬╬╗╠ß│÷öĄ(sh©┤)ō■(j©┤)ī┘ąįąĶŪ¾ę¬Ū¾Ż¼ś╦£╩╗»ų„╣▄žōž¤öĄ(sh©┤)ō■(j©┤)ś╦£╩╗»īÅ▓ķĪŻ├„┤_öĄ(sh©┤)ō■(j©┤)ę¬Ū¾║═öĄ(sh©┤)ō■(j©┤)ęÄ(gu©®)ĘČ║¾ķ_╩╝öĄ(sh©┤)ō■(j©┤)š¹└Ē╣żū„Ż¼š¹└Ē│÷Ą─öĄ(sh©┤)ō■(j©┤)į┌▀węŲų┴ŽĄĮy(t©»ng)ų«Ū░▀Ćę¬▀MąąūŅ║¾ę╗▌åś╦£╩╗»īÅ║╦ĪŻ
2.2 ╩ß└ĒśI(y©©)äš┴„│╠
ī”ė┌ųąąĪą═ųŲįņŲ¾śI(y©©)Ż¼│²╝╝ąg(sh©┤)īŹ┴”═ŌŻ¼īŹļHśI(y©©)äš┴„│╠ę▓╩ŪĘ┤ė│Ų¾śI(y©©)ĖéĀÄīŹ┴”Ą─ųžę¬ĘĮ├µĪŻą┼Žó╝╝ąg(sh©┤)═©▀^ŠĆ╔Ž┴„│╠╣▄└Ē║═ÖÓ(qu©ón)Ž▐╣▄└Ēī”śI(y©©)äš┴„│╠▀Mąą╣▄└Ē║═╣╠╗»ĪŻ
┤“įņ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)ĪóĮ©┴óŠĆ╔Ž╣ż╦ćśI(y©©)äš┴„│╠▓╗╩Ūīó¼F(xi©żn)ėą╣ż╦ćśI(y©©)äš┴„│╠═Ļ╚½“░ß▀w”ų┴╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ż¼▀@╩Ūę“×ķę╗ĘĮ├µ¼F(xi©żn)ėą╣ż╦ćśI(y©©)äš┴„│╠─▄ʱ┼cę²╚ļĄ─╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)═Ļ╚½Ųź┼õŻ¼▀_ĄĮŠĆ╔ŽśI(y©©)äš┴„ūŅā×(y©Łu)ąĶꬊĆ╔ŽśI(y©©)äš“×ūCŻ¼┴Ēę╗ĘĮ├µė╔ė┌╣½╦Š┐ņ╦┘░l(f©Ī)š╣Ż¼▓┐Ęų¼F(xi©żn)ėą╣ż╦ćśI(y©©)äš┴„│╠Łh(hu©ón)╣Ø(ji©”)ąĶųžą┬š{(di©żo)š¹▓┼─▄Ė³║├ĄžØMūŃ░l(f©Ī)š╣ąĶę¬ĪŻŠC║Ž┐╝æ]Ż¼┤“įņ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ż¼░┤ššŽ┬┴ą┴„│╠ķ_š╣Ż║├„┤_śI(y©©)äšĘČć·Ż¼╩ß└ĒśI(y©©)äš┴„│╠Ż¼ā×(y©Łu)╗»śI(y©©)äš╣▄└Ēµ£Ż¼ą▐Ė─╗“═Ļ╔Ų│╠ą“╬─╝■Ż¼╣╠╗»śI(y©©)äš┴„│╠ĪŻŽ┬łD×ķ╩ß└Ē╣ż╦ćśI(y©©)äš┴„│╠│╔╣¹ĪŻ
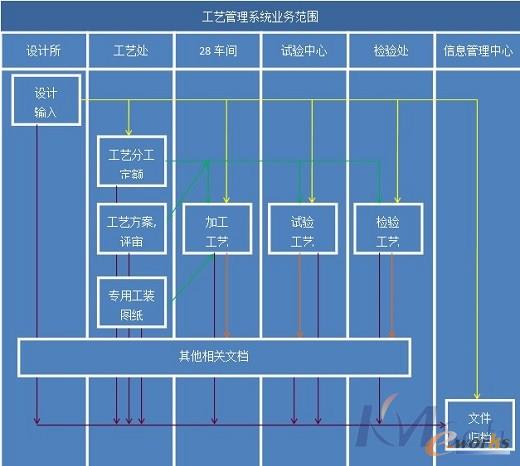
łD2 ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)śI(y©©)äšĘČć·
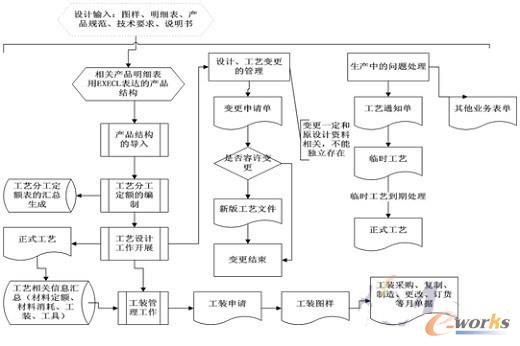
łD3 ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)śI(y©©)äš┴„
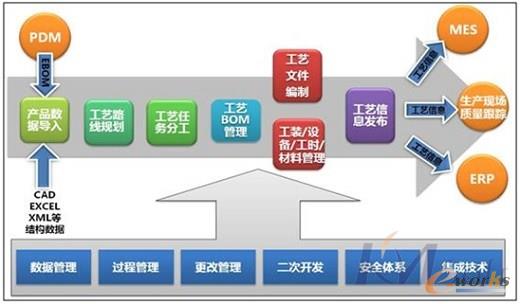
łD4 ×ķ╣ż╦ć╣▄└ĒśI(y©©)äšµ£
2.3 EBOMöĄ(sh©┤)ō■(j©┤)▀węŲ┼cś╦£╩╝■å¢Ņ}ĮŌøQ
EBOMŻ¼«a(ch©Żn)ŲĘįO(sh©©)ėŗ╬’┴Žå╬Ż¼╩Ū╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─öĄ(sh©┤)ō■(j©┤)į┤Ņ^ĪŻė└╝t╣½╦Š┼cķ_─┐╣½╦Š▀MąąķLŲ┌║Žū„Ż¼┤“įņ╝»│╔PDMŲĮ┼_Ą─╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ż¼īóPDMŽĄĮy(t©»ng)ųąĄ─EBOMū„×ķ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─öĄ(sh©┤)ō■(j©┤)▌ö╚ļį┤Ņ^Ż¼╦∙ęįš¹└Ē║═▀węŲEBOMöĄ(sh©┤)ō■(j©┤)ę▓╩Ū┤“įņ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─▒žę¬Łh(hu©ón)╣Ø(ji©”)ĪŻ
ė╔ė┌╣½╦ŠįO(sh©©)ėŗėąą¦╬─╝■ę╗ų▒╩Ūęį╝łÅł×ķ▌d¾wŻ¼╝┤╩╣ėąļŖūė┤µÖnŻ¼Ą½╩ŪŻ¼“ę└Ę©”▓╗─▄ū„×ķėąą¦╝╝ąg(sh©┤)╬─╝■Ż¼ī”ė┌Üv╩Ę▌^┼fĄ─«a(ch©Żn)ŲĘŻ¼╔§ų┴¤oļŖūė╬─╝■Ż¼ę“┤╦Ż¼EBOMöĄ(sh©┤)ō■(j©┤)Ą─▀węŲ╣żū„┴┐┤¾Ż¼ę¬Ū¾Ė▀ĪŻĮø(j©®ng)▀^╣½╦ŠŅI(l©½ng)ī¦ķ_Ģ■øQČ©Ż¼▀xō±ą┬╚ļÅS┤¾īW╔·ĮMĮ©“ŪÓ─Ļ═╗ō¶ĻĀ”Ż¼Üw┐┌╣ż╦ć╠Ä║═ą┼Žó╝╝ąg(sh©┤)ųąą─╣▄└ĒŻ¼īŻę╗╣ź┐╦┤╦ļyĻP(gu©Īn)Ż¼═¼ĢrøQČ©Ż¼ų╗“▀wöĄ(sh©┤)”▓╗“▀włD”Ż¼ė├Ģrę╗─Ļ═Ļ│╔╣½╦Š╚½▓┐EBOMöĄ(sh©┤)ō■(j©┤)▀węŲ╣żū„ĪŻ
EBOM▀węŲ╣żū„ųąė÷ĄĮĄ─ūŅ┤¾å¢Ņ}×ķś╦£╩╝■å¢Ņ}ĪŻ
ė└╝t╣½╦Šė÷ĄĮĄ─ś╦£╩╝■å¢Ņ}╩ŪųĖįO(sh©©)ėŗłD╝łųąś╦£╩╝■łD╠¢Īó├¹ĘQ▓╗Įy(t©»ng)ę╗Īóįņ│╔═¼ę╗┴Ń╝■ČÓĘN▒Ē▀_Ą─¼F(xi©żn)Ž¾ĪŻ┤╦å¢Ņ}▓╗ĮŌøQŻ¼EBOMöĄ(sh©┤)ō■(j©┤)▀węŲ║¾ä▌▒žī¦ų┬ą┼ŽóŽĄĮy(t©»ng)ųąöĄ(sh©┤)ō■(j©┤)▓╗╬©ę╗Ż¼ś╦£╩╝■Äņ╣▄└Ē▓╗▒ŃŻ╗▓╔┘Åś╦£╩▓╗├„┤_Ż¼▓╔┘Å└╦┘MĄ╚ę╗ŽĄ┴ąå¢Ņ}ĪŻ
×ķĮŌøQ┤╦å¢Ņ}Ż¼╣½╦ŠČÓéĆ╝╝ąg(sh©┤)▓┐ķTš┘ķ_ģf(xi©”)╔╠Ģ■Īóū∙šäĢ■╩«ėÓ┤╬Ż¼Ū░═∙Ųõ╦¹ąųĄ▄å╬╬╗┐╝▓ņę╗┤╬Ż¼č¹šłų„ÖCÅSīŻ╝ę¼F(xi©żn)ł÷ųĖī¦ę╗┤╬Ż¼Ū░║¾ÜvĢrŠ┼éĆį┬Ą─ĢrķgŻ¼ūŅĮK▀_│╔│§▓ĮęŌęŖŻ║Ž┬░l(f©Ī)ĪČś╦£╩ęÄ(gu©®)ĘČ╗»╣▄└Ē═©ų¬ĪĘĪŻĪČ═©ų¬ĪĘųąę¬Ū¾Ż¼ę╗╦∙ėąś╦£╩╝■ŠÄ╠¢ę╗ų┬░┤ś╦ūó╩Š└²īæŻ¼┤·╠¢ųą▓╗│÷¼F(xi©żn)╬─ūųŻ¼ś╦£╩╝■├¹ĘQ░┤╚½ĘQĢ°īæŻ╗Č■ś╦£╩─Ļ┤·╠¢Įy(t©»ng)ę╗ė├╦─╬╗Ż¼═Ų╦]ąįć°╝ęś╦£╩ę╗ų┬īæ│╔GB/TXXX-XXXXĪŻ
ų┴ĪČś╦£╩ęÄ(gu©®)ĘČ╗»╣▄└Ē═©ų¬ĪĘŽ┬░l(f©Ī)ų«╚šŲŻ¼╦∙ėą╔µ╝░ś╦£╩╝■Ą─╣żū„░┤═©ų¬ę¬Ū¾ł╠(zh©¬)ąąĪŻī”ė┌ų«Ū░┤µį┌Ą─ś╦£╩╝■å¢Ņ}╚ń║╬▀MąąŪÕ└Ēę▓│╔×ķę╗ĒŚļyŅ}ĪŻĮø(j©®ng)蹊┐░l(f©Ī)¼F(xi©żn)Ż¼įŁėąś╦£╩╝■å¢Ņ}Ą─ŪÕ└Ē╣żū„┤µį┌ęįŽ┬ÄūéĆļy³cŻ║1ĪóĖ³Ė─╣żū„┴┐┤¾Ż╗2ĪóĄūłD└Ž╗»Ż¼┤µį┌ĄūłDōpē─╬ŻļUŻ╗3ĪóĖ³Ė─║¾īóī”įO(sh©©)ėŗĪó╣ż╦ćĪó▓╔┘ÅĪóųŲįņĪó┘|(zh©¼)┴┐Ą╚Ė„éĆŁh(hu©ón)╣Ø(ji©”)«a(ch©Żn)╔·ė░ĒæĪŻČÓéĆ╝╝ąg(sh©┤)▓┐ķT£Ž═©ģf(xi©”)╔╠║¾║▄┐ņ─├│÷ś╦£╩╝■ŪÕ└Ē╣żū„ĘĮ░Ė║═╣żū„┴„│╠Ż©łD5Ż®Ż║
łD5 ś╦£╩╝■ŪÕ└Ē╣żū„┴„│╠
ė╔“ŪÓ─Ļ═╗ō¶ĻĀ”ųŲū„ś╦£╩╝■Ė³╠µ▒ĒŻ¼ę└ō■(j©┤)Ė³╠µ▒ĒųŲū„įO(sh©©)ėŗĖ³Ė─å╬Ż¼ų„╣▄ś╦£╩╗»žōž¤ś╦╗»īÅ▓ķŻ¼įO(sh©©)ėŗ╦∙žōž¤įO(sh©©)ėŗĖ³Ė─å╬Ą─ąŻī”║═Ž┬░l(f©Ī)Ż¼įO(sh©©)ėŗ┘Y┴Ž║═Ęų╣żČ©Ņ~Īó╣ż╦ćęÄ(gu©®)│╠Īó┼õ╠ū▒ĒĄ╚╣ż╦ć╬─╝■ę└┤╬ū÷ŽÓæ¬Ė³Ė─ĪŻī”ė┌▓┐ĘųĄūłD└Ž╗»▓╗▒Ńė┌╣╬Ė─Ą─ŪķørŻ¼▓╔╚ĪęįŽ┬ā╔ĘNĘĮ╩ĮĮŌøQŻ║
1Īóī”ė┌─▄ē“╣╬Ė─Ą─łD╝łį┌Ė³Ė─å╬éõūóÖ┌ųą╔Žūó├„——“├„╝Ü▒ĒŽÓæ¬Ė³Ė─Ż¼▓╗ū„Ė³Ė─ś╦ėøĪŻ”īóĪČś╦£╩╝■Ė³╠µ▒ĒĪĘĖĮė┌įŁ├„╝Ü▒Ēų«║¾Ż╗
2Īóī”ė┌└Ž┼f▓╗─▄╣╬Ė─Ą─łD╝łŻ¼į┌Ė³Ė─å╬Ą─éõūóÖ┌ųąūó├„——“ė╔ė┌łD╝ł└Ž┼f▓╗▒Ń╣╬Ė─Ż¼ŽÓæ¬łD╝ł╝░├„╝Ü▒Ē▓╗ū„Ė³Ė─Ż¼ė╔ĪČś╦£╩╝■Ė³╠µ▒ĒĪĘ┤·╠µ”ĪŻĖĮė┌įŁ├„╝Ü▒Ēų«║¾Ż¼ŽÓĻP(gu©Īn)ā╚(n©©i)╚▌į┌║¾└m(x©┤)PDMŽĄĮy(t©»ng)╔ŽŠĆ║¾Ļæ└m(x©┤)Ė³Ė─ĪŻ
ūŅĮKŻ¼ė└╝t╣½╦Š╔ŽŽ┬╣▓═¼┼¼┴”═Ļ│╔┴╦╦∙ėąś╦£╩╝■Ė³Ė─╣ż║═ś╦£╩╝■ÄņĄ─Į©┴ó╣żū„ĪŻ═¼ĢrŻ¼į┌EBOMöĄ(sh©┤)ō■(j©┤)▀węŲ▀^│╠ųą▀ĆīŹ¼F(xi©żn)┴╦═©▀^╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)╠ß╚Ī┴Ń╝■║═Ų¾śI(y©©)═©ė├╝■Į©┴ó┴Ń╝■Äņ║═Ų¾śI(y©©)═©ė├╝■ÄņĪŻ▀@ą®╣żū„Ą─═Ļ│╔śO┤¾Ąž┤┘▀M┴╦╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─Ēś└¹╔ŽŠĆ┼c═ŲÅVĪŻ
2.4 ╣ż╦ćöĄ(sh©┤)ō■(j©┤)▌ö╚ļ┼c▌ö│÷“×ūC
╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)ŽĄĮy(t©»ng)┤“įņ│╔╣”┼cʱąĶę¬╣ż╦ćöĄ(sh©┤)ō■(j©┤)▌ö╚ļ║═▌ö│÷“×ūCĪŻ
▄ćķgĘų╣żĪó▓─┴ŽŽ¹║─Č©Ņ~▌ö╚ļ┼c▌ö│÷“×ūC
ŽÓī”ė┌╣ż╦ćęÄ(gu©®)│╠Č°čįŻ¼▄ćķgĘų╣żĪó▓─┴ŽŽ¹║─Č©Ņ~╬─╝■öĄ(sh©┤)ō■(j©┤)▌^╔┘Ż¼▒Ńė┌öĄ(sh©┤)ō■(j©┤)▀węŲŻ¼ŽÓī”ė┌╣ż╦ć═©ų¬å╬Īó╣żčbįO(sh©©)ėŗłDĄ╚Ųõ╦¹ųĖī¦ąį╣ż╦ć╬─╝■Ż¼▄ćķgĘų╣żĪó▓─┴ŽŽ¹║─Č©Ņ~░³└©╣ż╦ćą┼ŽóöĄ(sh©┤)ō■(j©┤)žSĖ╗Ż¼ę“┤╦Ż¼▄ćķgĘų╣żĪó▓─┴ŽŽ¹║─Č©Ņ~╩Ū╣ż╦ćöĄ(sh©┤)ō■(j©┤)▌ö╚ļ▌ö│÷“×ūCĄ─╩ū▀xĪŻ
“ŪÓ─Ļ═╗ō¶ĻĀ”žōž¤╣½╦ŠįŁėą▄ćķgĘų╣żĪó▓─┴ŽŽ¹║─Č©Ņ~Ą─öĄ(sh©┤)ō■(j©┤)▀węŲ╣żū„Ż¼ų„╣▄╣ż╦ćžōž¤Ė„ūįų„╣▄«a(ch©Żn)ŲĘą┬│÷Ęų╣żČ©Ņ~Ą─ŠÄųŲĪóįŁėąĘų╣żČ©Ņ~Ą─ŠĆ╔ŽąŻī”║═╦∙ėąĘų╣żČ©Ņ~Ą─ŠĆ╔ŽīÅ║×ĪŻīŹ█`ūC├„Ż¼ĮĶų·«a(ch©Żn)ŲĘEBOMöĄ(sh©┤)ō■(j©┤)║═ŽĄĮy(t©»ng)▀\╦Ń╣”─▄┐╔ęį┐ņ╦┘īŹ¼F(xi©żn)Ęų╣ż┬ĘŠĆŠÄųŲ║═▓─┴ŽŽ¹║─Č©Ņ~Ą─ėŗ╦ŃŻ¼ė╚Ųõ╩ŪŠĆ╔ŽīÅ║×┴„│╠┤¾┤¾£p╔┘┴╦┼▄▓┐ķTĪóĄ╚║×ūųĄ─ĢrķgĪŻ
į┌Ęų╣żČ©Ņ~“×ūC▀^│╠ųąė└╝t╣½╦Šė÷ĄĮ┴╦ųTČÓå¢Ņ}Ż║┴Ń╝■├½┼„│▀┤ńĖ±╩Į▓╗Ę¹║ŽŽĄĮy(t©»ng)ėŗ╦ŃĖ±╩ĮĪóŽ¹║─Č©Ņ~║═▓─┴Žė├┴┐’@╩Š╬╗öĄ(sh©┤)å¢Ņ}Īó▓─┴ŽęÄ(gu©®)Ė±Ė±╩ĮŽĄĮy(t©»ng)▓╗ūRäeå¢Ņ}Ż¼ę╗éĆ┴Ń╝■ā╔ĘN╝ė╣żĘĮ╩Įī”æ¬▓╗═¼Ęų╣żå¢Ņ}ĪóĘŌ├µ░µ▒Š░µ┤╬ūRäeå¢Ņ}Īó░³čb▓─┴Žå¢Ņ}Ą╚Ą╚ę╗ą®┴╦å¢Ņ}ĪŻ×ķ┴╦ĮŌøQ▀@ą®å¢Ņ}Ż¼╣½╦ŠČÓ┤╬ĮM┐Śš┘ķ_╝╝ąg(sh©┤)ģf(xi©”)╔╠Ģ■ūhŻ¼ę▓ČÓ┤╬┼cķ_─┐╣½╦Š▀Mąą╔Ņ╚ļ£Ž═©Ż¼ūŅ║¾Ż¼▀@ą®å¢Ņ}Č╝Ą├ĄĮę╗ę╗ĮŌøQĪŻ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)5┤╬┤¾Ą─╔²╝ē▀^│╠ųąŻ¼╔µ╝░▄ćķgĘų╣żĪó▓─┴ŽŽ¹║─Č©Ņ~Ą─╔²╝ē▀_3┤╬ų«ČÓĪŻ
ė╔ė┌«a(ch©Żn)ŲĘEBOMĮY(ji©”)śŗ(g©░u)ųą╚▒╔┘▌o┴Žą┼ŽóŻ¼▌o┴ŽÄņĄ─Į©┴ó╩Ūį┌▄ćķgĘų╣żĪó▓─┴ŽŽ¹║─Č©Ņ~▌ö╚ļ┼c▌ö│÷“×ūC▀^│╠īŹ¼F(xi©żn)Ą─Ż¼ŽĄĮy(t©»ng)į┌▄ćķgĘų╣ż▓─┴ŽŽ¹║─Č©Ņ~ųą╠ß╚Ī▌o┴Žī┘ąįŻ¼╚╗║¾ÜwŅÉĪó┘x┤aĪóĮ©ÄņĪŻ
┴ŃĮM╝■ĀŅæB(t©żi)┐©Ų¼║═ĶT╝■├½┼„łDĄ─▌ö╚ļ▌ö│÷“×ūC
ļSų°╣½╦Šėåå╬Ą─į÷ČÓŻ¼Å─2012─Ļķ_╩╝Ż¼╣½╦ŠĄ─═Ō░³╝ė╣żėåå╬öĄ(sh©┤)┴┐│╔Š«ćŖ╩Įį÷╝ėŻ¼═Ōģf(xi©”)ÅS╝ęę▓ŽÓæ¬į÷ČÓĪŻ═Ō░³╝ė╣ż┴Ń╝■öĄ(sh©┤)┴┐▌^╔┘ĢrŻ¼═Ōģf(xi©”)ÅS╝ęĖ∙ō■(j©┤)╣½╦Šā╚(n©©i)▓┐╣ż╦ćęÄ(gu©®)│╠▀Mąą┴Ń╝■╝ė╣żŻ¼«ö═Ō░³╝ė╣ż┴Ń╝■öĄ(sh©┤)┴┐▌^ČÓĢrŻ¼╚ń╣¹═Ōģf(xi©”)ÅS╝ę└^└m(x©┤)Ė∙ō■(j©┤)ā╚(n©©i)▓┐╣ż╦ćęÄ(gu©®)│╠▀Mąą╝ė╣żŻ¼ät┤µį┌ęįŽ┬’LļUŻ║
1Īó╣ż╦ć┘Y┴Ž═ŌĮĶ┤µį┌▒Ż├▄’LļUŻ╗
2Īó═Ōģf(xi©”)ÅSīŹļHįO(sh©©)éõ┼c╚╦åT┐╔─▄┼c╣½╦Š╣ż╦ć╝╝ąg(sh©┤)╬─╝■ę¬Ū¾▓╗Ę¹Ż¼┤µį┌╝ė╣ż’LļUŻ╗
3Īó═Ōģf(xi©”)ÅS╣ż╦ć─▄┴”┼c╣½╦Š╣ż╦ć─▄┴”▓╗═¼Ż¼╝ė╣żĄ─┴Ń╝■┼c╣½╦Šā╚(n©©i)┴Ń╝■Ą─Öz“×ę¬Ū¾▓╗═¼Ż¼┤µį┌╣▄┐ž’LļUĪŻ╦∙ęį┴ŃĮM╝■ĀŅæB(t©żi)┐©Ų¼ū„×ķ┼c═Ōģf(xi©”)ÅS▀Mąą╝╝ąg(sh©┤)Į╗┴„║═╚ļÅSÖz“×ę└ō■(j©┤)│╔×ķ╣½╦Šą┬╔·╣ż╦ć╝╝ąg(sh©┤)╬─╝■ĪŻ
┴ŃĮM╝■ĀŅæB(t©żi)┐©Ų¼Ą─│÷¼F(xi©żn)š²ųĄ╣½╦Š┤“įņ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ūę═Ļ│╔▓┐Ęų«a(ch©Żn)ŲĘEBOMĮY(ji©”)śŗ(g©░u)▀węŲ═Ļ│╔ų«ĢrĪŻ╣½╦Šū±čŁą┼Žó╗»░l(f©Ī)š╣╦╝┬ĘŻ¼«öÖC┴óöÓ▓╔ė├ą┼Žó╗»╣żŠ▀▀Mąą┴ŃĮM╝■ĀŅæB(t©żi)┐©Ų¼Ą─ŠÄųŲĪóą▐Ė─║═īÅ║ׯ¼▓ó╠¢š┘▄ćķg╣ż╦ć╚╦åT╝»ųą┤¾┴┐ŠÄųŲ┴ŃĮM╝■ĀŅæB(t©żi)┐©Ų¼Ż¼═©▀^Ž┬░l(f©Ī)┐©Ų¼öĄ(sh©┤)┴┐┐╝║╦║═¬ääŅ╣ż╦ć╚╦åTŻ¼╩╣┴ŃĮM╝■ĀŅæB(t©żi)┐©Ų¼ūįšQ╔·Š═▀M╚ļ┴╦¤o╝ł╗»▐k╣½ļAČ╬ĪŻČ°ŪęŻ¼ļSų°ą┼Žó╗»Į©įO(sh©©)Ą─╔Ņ╚ļ═Ų▀MŻ¼╬ę╣½╦Šėų═©▀^ā╔┤╬╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─╔²╝ēį÷╝ė┴╦öĄ(sh©┤)ō■(j©┤)Įy(t©»ng)ėŗ║═╣ż╦ćčbéõūįäėģR┐é╣”─▄Ż¼īŹ¼F(xi©żn)┴╦┴ŃĮM╝■ĀŅæB(t©żi)┐©Ų¼Ą─öĄ(sh©┤)ō■(j©┤)ģR┐éĮy(t©»ng)ėŗ║═╔ŅČ╚═┌Š“Ż¼╣ż╦ćčb┼õĄ─ģR┐é╣”─▄┤¾┤¾┤┘▀M┴╦┴Ń╝■╔·«a(ch©Żn)║═Öz“ץ─Ū░Ų┌£╩éõą¦┬╩ĪŻ
ĶT╝■├½┼„łD╩Ūė└╝t╣½╦ŠįŁėą╣ż╦ć╬─╝■Ż¼─┐Ū░Ż¼╬ę╣½╦ŠĶT╝■║ŽĖ±╣®æ¬╔╠╣▓6╝ęŻ¼ė╔ė┌Ė„éĆ╣®æ¬╔╠Ą─╝╝ąg(sh©┤)ĀŅæB(t©żi)╣▄└Ē╠ž³c▓╗═¼Ż¼įņ│╔├½┼„łDā╚(n©©i)╚▌║═▒Ē▀_Ė„╩ĮĖ„śėŻ¼▀@╝╚▓╗▒Ńė┌╝╝ąg(sh©┤)Į╗┴„Ż¼Ė³▓╗└¹ė┌╚ļÅS“×╩šĪŻČ°ŪęŻ¼╬ęÅSĪČĶT╝■╚ļÅS“×╩š│▀┤ń├„╝Ü┐©Ų¼ĪĘłD╝ł╩Ū░┤šš╣®æ¬╔╠├½┼„łD▀MąąŠÄųŲŻ¼▀@Š═ī¦ų┬ę╗éĆ«a(ch©Żn)ŲĘ┴Ń╝■ė╔ČÓéĆ╣®æ¬╔╠╠ß╣®ĢrÖz“×│▀┤ń├„╝Ü┐©Ų¼┤µį┌ČÓéĆĄ─¼F(xi©żn)Ž¾Ż¼ī¦ų┬╬─┐ž╣▄└Ē“ČÓī”ČÓ”Ż¼ę²Ų╬─┐ž╣▄└Ē╗ņüyĪŻ
ą┼Žó╗»×ķĮy(t©»ng)ę╗▄ŖŲĘĶT╝■├½┼„łD║═Ė─╔Ų╬─┐ž╣▄└Ē╠ßĖ▀┴╦Ė³Ė▀ą¦╣żŠ▀ĪŻė╔╣ż╦ć╠ÄĀ┐Ņ^ĮM┐Ś─Ļ▌pĄ─▄ćķg╣ż╦ćåTĪó╣żčbįO(sh©©)ėŗåTĪóų„╣▄ś╦╗»åT│╔┴óĒŚ─┐Įy(t©»ng)ę╗▄ŖŲĘĶT╝■├½┼„łDĒŚ─┐ąĪĮMŻ¼┐éĮY(ji©”)6╝ęĶT╝■╣®æ¬╔╠├½┼„łD╠ž³cŻ¼╠¶│÷▒Ē▀_ūŅ║åå╬├„┴╦ų▒ė^Ą─ę╗╝ęŻ¼ęįŲõ×ķ╦{▒ŠŻ¼└¹ė├╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─CAPP×ķ╣żŠ▀ī”ŲõėÓ╬Õ╝ę╣®æ¬╔╠├½┼„łD▀MąąÅ─ą┬└LłDŻ¼▓óį┌ŠĆ═Ļ│╔╬─╝■īÅ║×ĪŻ┤_▒Żę╗éĆ«a(ch©Żn)ŲĘ┴Ń╝■ī”æ¬ę╗éĆĶT╝■├½┼„łD║═ę╗Ę▌ĪČĶT╝■╚ļÅS“×╩š│▀┤ń├„╝Ü┐©Ų¼ĪĘŻ¼£p╔┘┴╦ĶT╝■├½┼„łDöĄ(sh©┤)┴┐Ż¼ā×(y©Łu)╗»┴╦╬─┐ž╣▄└ĒĪŻ
└¹ė├╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)ŠÄųŲ┴ŃĮM╝■ĀŅ┐©Ų¼║═ĶT╝■├½┼„łD▀Ć┤µį┌ęįŽ┬ā×(y©Łu)ä▌Ż║
1Īó╣żŠ▀╣żčbĮy(t©»ng)ėŗ║åå╬┐ņĮ▌Ż¼▒Ńė┌Öz“×╠Ä╠ßŪ░▓╔┘ÅŻ╗
2Īó─Ż░ÕĖ±╩ĮĮy(t©»ng)ę╗Ż¼▒Ńė┌╬─┐ž╣▄└ĒŻ╗
3ĪóÅ─Ęų╣żČ©Ņ~╠ß╚Ī┴Ń╝■öĄ(sh©┤)ō■(j©┤)Ż¼Č°Ęų╣żČ©Ņ~öĄ(sh©┤)ō■(j©┤)į┤ė┌«a(ch©Żn)ŲĘEBOMŻ¼£p╔┘╚╦×ķš`▓ŅŻ¼ūŅ┤¾│╠Č╚▒ŻūC╣ż╦ć┼cįO(sh©©)ėŗĄ─ŽÓĘ¹ąįŻ╗
4ĪóöĄ(sh©┤)ō■(j©┤)Įy(t©»ng)ėŗ║─Ģr┤¾┤¾£p╔┘Ż¼└¹ė┌öĄ(sh©┤)ō■(j©┤)═┌Š“ĪŻ
╣ż╦ćęÄ(gu©®)│╠║═Ųõ╦¹╣ż╦ć╬─╝■öĄ(sh©┤)┴┐▌^ČÓŻ¼ŲõöĄ(sh©┤)ō■(j©┤)į┌Ęų╣żČ©Ņ~öĄ(sh©┤)ō■(j©┤)═Ļ│╔▀węŲ╣żū„║¾ķ_╩╝Ż¼▓ó│ų└m(x©┤)į┌š¹éĆ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─┤ŅĮ©║══Ļ╔Ų▀^│╠ųąĪŻ
┤“įņ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)╩Ūę╗ĒŚÅ═ļsŽĄĮy(t©»ng)╣ż│╠ĪŻį┌┤“įņ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─Į³ā╔─ĻĢrķg└’Ż¼×ķ┴╦Ė³║├Ą─ĮŌøQå¢Ņ}Ż¼ė└╝t╣½╦Š┼cķ_─┐╣½╦Š╝╝ąg(sh©┤)╚╦åTĄ─š²╩ĮĢ■├µŠ═▀_10┤╬ų«ČÓŻ¼Č°ĘŪš²╩ĮĄ─Ģ■├µĖ³╩Ū▓╗┐╔ėŗöĄ(sh©┤)ĪŻ├┐ę╗┤╬Ģ■├µČ╝Ģ■ĦüĒŽĄĮy(t©»ng)Ą─Ė³ą┬║══Ļ╔ŲŻ¼į┌╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)╣”─▄─ŻēK┤ŅĮėĪó┴„│╠įO(sh©©)ų├║═┘Yį┤Į©Äņ╚²┤¾Ū░Ų┌╣żū„═Ļ│╔║¾Ż¼ŽĄĮy(t©»ng)į┌įO(sh©©)ėŗ║═╣ż╦ćöĄ(sh©┤)ō■(j©┤)▀węŲŻ¼╣ż╦ć╬─╝■į┌ŠĆŠÄųŲīÅ║×║═┼c║¾└m(x©┤)ERPī”ĮėĄ╚╣żū„▀^│╠ųąŻ¼ŽĄĮy(t©»ng)Ž╚║¾Įø(j©®ng)Üv5┤╬ŽĄĮy(t©»ng)╔²╝ēĪŻ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)┤“įņ═Ļ│╔║¾Ż¼║¾└m(x©┤)ŽĄĮy(t©»ng)Ą─╣▄└Ē║═ŠSūoę▓╩Ūę╗éĆķLŲ┌╣żū„ĪŻ
╚²Īó╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)═ŲÅV┼cæ¬ė├Ą─ą¦╣¹
Įø(j©®ng)▀^Į³ā╔─ĻĄ─┼¼┴”Ż¼┘Fų▌ė└╝t╣½╦Š╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)┤ŅĮė╣żū„═Ļ│╔┴╦368Ę▌«a(ch©Żn)ŲĘEBOMĮY(ji©”)śŗ(g©░u)Ż©╝sš╝╚½╣½╦Š╚½▓┐«a(ch©Żn)ŲĘĄ─95%Ż®Ą─▀węŲ╣żū„Ż¼║═Ė▓╔w╣½╦Š╚½▓┐įO(sh©©)éõĪóāxŲ„āx▒ĒĪó╣żŠ▀Īó╣żčbĪó▓─┴ŽĪó╣żą“├¹ĘQĪó║ĖĮėģóöĄ(sh©┤)║═╣ż╦ć▒Ēå╬ÄņĄ╚8┤¾╣ż╦ć┘Yį┤ÄņĄ─Į©┴ó╣żū„ĪŻ═¼Ģrę▓═Ļ│╔┴╦1169Ę▌╣ż╦ćęÄ(gu©®)│╠║═228Ę▌▄ŖŲĘĶT╝■├½┼„łDĄ─ŠĆ╔ŽŠÄųŲęį╝░477Ę▌┴ŃĮM╝■ĀŅæB(t©żi)┐©Ų¼Ą─ŠĆ╔Ž░l(f©Ī)▓╝╣żū„ĪŻīŹ¼F(xi©żn)┴╦╣½╦Šą┬│÷╣ż╦ć╬─╝■╚½▓┐ŠĆ╔ŽŠÄųŲĪóīÅ║×║═Ž┬░l(f©Ī)Ą─ą┼Žó╗»▐k╣½─Ż╩ĮĪŻ
╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)į┌┘Fų▌ė└╝t╣½╦Š╔ŽŽ┬═ŲÅVæ¬ė├ę╗Č╬Ģrķg║¾Ż¼Ė∙ō■(j©┤)▄ćķg╣ż╦ć╚╦åT║═╣ż╦ć╣▄└Ē╚╦Ę┤üą┼ŽóŻ¼į┌╣ż╦ćįO(sh©©)ėŗĘĮ├µŻ¼įōŽĄĮy(t©»ng)īóįO(sh©©)ėŗĄĮ╣ż╦ćĄ─▐D(zhu©Żn)╗»ĘĮ╩Įė╔╚╦╣ż╩Įūā?y©Łu)ķėŗ╦ŃÖC╩ĮŻ¼▒ŻūC┴╦╣ż╦ć┼cįO(sh©©)ėŗĄ─ę╗ų┬ąįŻ¼×ķ╣ż╦ćįO(sh©©)ėŗ╚╦åTĮŌøQ┴╦ĮĶė├╝■å¢Ņ}Ż¼Č°ŽĄĮy(t©»ng)ā╚(n©©i)Ė±╩ĮĮy(t©»ng)ę╗Īóī┘ąį²R╚½Ą─╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)╠ß╔²┴╦╣ż╦ćįO(sh©©)ėŗęÄ(gu©®)ĘČąį║═ś╦£╩╗»╦«ŲĮŻ¼’@ų°╠ß╣®╣ż╦ćįO(sh©©)ėŗ┘|(zh©¼)┴┐Ż¼Č°╣ż╦ć┘Yį┤³c▀x╣”─▄Ą─įO(sh©©)ų├┤¾┤¾£p╔┘┴╦╣ż╦ćįO(sh©©)ėŗåTĄ─ųžÅ═ąįä┌äėŻ¼ūī╣ż╦ćįO(sh©©)ėŗåTėąĖ³ČÓĢrķgų┬┴”ė┌╣ż╦ćĖ─▀M║═ą┬╣ż╦ć蹊┐ĪŻį┌╣ż╦ć╣▄└ĒĘĮ├µŻ¼ą┼Žó╝╝ąg(sh©┤)Ä═ų·╣½╦ŠīŹ¼F(xi©żn)┴╦╣ż╦ć╣▄└Ē─Ż╩ĮĄ─▐D(zhu©Żn)ūāŻ¼Į©┴ó┴╦ęÄ(gu©®)ĘČ╗»Īó╝»ųą╗»Īó┐ŲīW╗»╣ż╦ćöĄ(sh©┤)ō■(j©┤)╣▄└ĒųŲČ╚Ż¼ėąą¦Ė─╔Ų╣ż╦ćų¬ūRĘe└█╔┘┼cÅ═ė├┬╩Ą═Ą─¼F(xi©żn)ĀŅŻ¼ŽĄĮy(t©»ng)▒Ēå╬─Ż░Õ║═Įy(t©»ng)ėŗ╣”─▄ā×(y©Łu)╗»╬─┐ž╣▄└ĒŻ¼ĮĄĄ═╬─┐ž╣▄└Ē│╔▒ŠĪŻō■(j©┤)Įy(t©»ng)ėŗŻ¼╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)īŹ╩®║¾╠ßĖ▀╣ż╦ćįO(sh©©)ėŗą¦┬╩60%Ż¼ĮĄĄ═╝ł┘|(zh©¼)Ž¹║─│╔▒Š40%Ż¼╬─┐ž╚╦åT╣▄└Ē│╔▒Š40%ĪŻ
═©▀^įōĒŚ─┐Ą─īŹ╩®Ż¼▀\ė├ĒŚ─┐╣▄└Ē╝░╝╝ąg(sh©┤)╚╦åT╝╝ąg(sh©┤)─▄┴”ęÄ(gu©®)äØĄ╚╩ųČ╬┼ÓB(y©Żng)┴╦ę╗┼·─▄┐ņ╦┘Ēææ¬╣½╦Šą┬ą╬ä▌Ž┬śI(y©©)äš░l(f©Ī)š╣ąĶꬥ─╝╝ąg(sh©┤)╣▄└Ē╚╦åTŻ¼×ķ╣½╦Š║¾Ų┌š¹¾w▐D(zhu©Żn)ą═╔²╝ē╠ß╣®ÅŖėą┴”Ą─╝╝ąg(sh©┤)ų¦│ųĪó╚╦åTā”éõĪŻ
╦─Īó╬┤üĒ░l(f©Ī)š╣ĘĮŽ“
«öŪ░ę²╚ļĄ─╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)╩Ū╝»│╔PDMĄ─CAPPŽĄĮy(t©»ng)Ż¼╦³ūóųž╬─▒ŠöĄ(sh©┤)ō■(j©┤)Ą─╠Ä└ĒŻ¼«ö├µī”łDą╬öĄ(sh©┤)ō■(j©┤)å¢Ņ}ĢrŻ¼įōŽĄĮy(t©»ng)╝┤╩╣ęčĮø(j©®ng)īŹ¼F(xi©żn)┴╦┼cCAD/CAMĄ╚īŻśI(y©©)Č■ŠSųŲłD╣żŠ▀Ą─╝»│╔Ż¼Ą½▀Ć╩Ū╚▒Ę”ņ`╗Ņąį║═║å▒ŃąįŻ¼ī”ė┌╚²ŠSųŲłDĖ³╩Ū╚ń┤╦ĪŻ─┐Ū░Ż¼ī”ė┌ęčĮø(j©®ng)─▄╩ņŠÜ╩╣ė├CADųŲłD╣żŠ▀Ą─╣ż╦ćįO(sh©©)ėŗ╚╦åTŻ¼į┌└¹ė├┤“įņĄ─╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)▀Mąą╣ż╦ćįO(sh©©)ėŗų«│§▀ĆąĶę¬╗©┘MĢrķg┼cŠ½┴”īW┴ĢCAPPŽĄĮy(t©»ng)ųąłDą╬Ą─└LųŲ║═ŠÄ▌ŗŻ¼├µī”Å═ļsłDą╬ĢrŻ¼╔§ų┴┐╔─▄ąĶ╗©┘M▒╚ų«Ū░Ė³ČÓĄ─Š½┴”║═Ģrķg╠Ä└ĒłDą╬╬─╝■ĪŻ▀@Ę┤Č°└ŁĄ═┴╦╣ż╦ćįO(sh©©)ėŗą¦┬╩Ż¼ī¦ų┬▓┐Ęų╣ż╦ćįO(sh©©)ėŗ╚╦åTķ_╩╝“æč─Ņ”įŁüĒ╦∙ė├Ą─CAXA║═CADĪŻ
─┐Ū░Ż¼ę²╚ļĄ─╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)į┌╣½╦ŠĄ─╣ż╦ćįO(sh©©)ėŗ║═╣▄└Ē╚╦åTųąĄ├ĄĮ┴╦Ųš▒ķšJ┐╔Ż¼╣ż╦ćįO(sh©©)ėŗ║═╣▄└Ēą¦┬╩┐é¾wĄ├ĄĮ┴╦▌^┤¾Ą─╠ß╔²ĪŻĄ½╩ŪŻ¼ė╔ė┌▄ćķgļŖūėįO(sh©©)éõ║═ą┼Žó╗»Ė┼─ŅĄ─╚▒Ę”Ż¼╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)ŽĄĮy(t©»ng)ų╗╩Ūę²╚ļĄĮ┴╦╣ż╦ćįO(sh©©)ėŗ║═╣▄└Ē╚╦åTīė├µŻ¼▓óø]ėą╔Ņ╚ļĄĮ╔·«a(ch©Żn)ųŲįņĄ─“Ū░ŠĆ”ĪŻ╚ń╣¹╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)ŽĄĮy(t©»ng)╔Ņ╚ļ▄ćķgŻ¼į┌╣ż╦ćįO(sh©©)ėŗ┤_Č©ųŲįņįO(sh©©)éõĄ─ŅÉą═Īó╣ż╦ć┬ĘŠĆ║═╣ż╦ćĘĮĘ©Ą─ŪķørŽ┬Ż¼▄ćķgš{(di©żo)Č╚ät┤_Č©Š▀¾wĄ─ųŲįņįO(sh©©)éõŻ¼▓óĖ∙ō■(j©┤)▄ćķgīŹļHŪķørī”╣ż╦ć┬ĘŠĆ║═╣ż╦ćĘĮĘ©▀Mąą╬óš{(di©żo)Ż¼šµš²īŹ¼F(xi©żn)═©▀^ą┼Žó╗»═ŲäėųŲįņŠ½╝Ü╗»ĪŻ
╬ÕĪóĮY(ji©”)╩°šZ
Ų¾śI(y©©)ꬎļ═Ļ╚½īŹ¼F(xi©żn)ą┼Žó╗»ųŲįņĄ─ē¶Žļėąę╗Č╬║▄ķLĄ─┬Ęę¬ū▀Ż¼ŲõųąŻ¼å╬╩Ū╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ą─īŹ╩®Š═╩Ūę╗éĆÅ═ļsĄ─▀^│╠Ż¼Ų¾śI(y©©)ąĶę¬Ė∙ō■(j©┤)ūį╝║īŹļHŪķør▀xō±║Ž▀mĄ─īŹ╩®ĘĮĘ©Ż¼ųŲČ©┐╔ąąĄ─īŹ╩®▓Į¾EĪŻė└╝t╣½╦Š┤“įņ╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)▀^│╠ųąłFĻĀĮ©┴óĪóž¤╚╬Ęų╣żĪó─ŻēK┤ŅĮėĒśą“Īóå¢Ņ}ĮŌøQ╦╝┬ĘĄ╚┐╔×ķŲõ╦¹╣½╦Š╠ß╣®ĮĶĶbĪŻ
╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)╔§ų┴╩Ūą┼Žó╗»Č╝╩Ūę╗ĘNöĄ(sh©┤)ūų╗»╣żŠ▀Ż¼─▄ʱ║▄║├Ąž╩╣ė├┤╦╣żŠ▀▓╗āH╚ĪøQė┌įō╣żŠ▀┼cŲ¾śI(y©©)īŹļHŪķørĄ─ŽÓ▀mæ¬│╠Č╚Ż¼Č°ŪęĖ³╩Ū╚ĪøQė┌Ų¾śI(y©©)ā╚(n©©i)▓┐Ą─╣▄└ĒĘĮ╩Į║═╣▄└Ēą¦╣¹ĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║┘Fų▌ė└╝t╣½╦Š╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)┤“įņīŹ█`┼c╦╝┐╝
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/solutions/14019320905.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















