



▓╔ė├ģóöĄ╗»įOėŗ╝╝ągŻ¼─┐Ū░Ą─▐rÖCŲ¾śI┐╔ęį╗∙ė┌ęčėąĄ─│╔╩ņ«aŲĘŻ¼═©▀^ī”ĻPµI│▀┤ńĄ─ą▐Ė─«a╔·ą┬Ą─įOėŗŻ¼┤┘▀M┴╦Ų¾śI«aŲĘĄ─ŽĄ┴ą╗»║═ś╦£╩╗»Ż¼śO┤¾Ąž┐sČ╠┴╦«aŲĘįOėŗų▄Ų┌ĪŻĄ½ė╔┤╦ę²░l│÷ę╗éĆą┬Ą─å¢Ņ}Ż¼╝┤ģóöĄ╗»Ą─įOėŗ▒ž╚╗ę¬Ū¾ėąģóöĄ╗»Ą─╣ż╦ć┼cų«ŽÓ▀mæ¬Ż¼╩╣Ą├įOėŗ│▀┤ńöĄō■Ą─Ė─äė─▄ē“ė|░l¼Fėą╣ż╦ćĄ─ūįäėą▐Ė─Ż¼╔·│╔ŽÓæ¬Ą─ą┬╣ż╦ćŻ¼ęį▀Mę╗▓Į┐sČ╠▐rÖC«aŲĘĄ─ųŲįņ£╩éõų▄Ų┌ĪŻČ°├┐ę╗Åł╣ż╦ć┐©Ų¼Č╝╩Ū╣ż╦ćĤäōįņąįä┌äėĄ─ĮYŠ¦Ż¼į┌▐rÖC«aŲĘĄ─╣ż╦ćįOėŗ▀^│╠ųąŻ¼æ¬─▄ĮĶĶbęčėąĄ─│╔╩ņ╣ż╦ćŻ¼ī”╦³▀Mąąę╗ą®ą▐Ė─┼c═Ļ╔ŲŻ¼┐ņ╦┘Ė▀ą¦ĄžĄ├ĄĮą┬Ą─╣ż╦ć┐©Ų¼ė├ė┌ųĖī¦╔·«aĪŻ═¼ĢrŻ¼╣ż╦ćįOėŗ▒Š╔Ē╩Ūę╗éĆČÓūā┴┐ĘŪŠĆąį╔ŅČ╚┤¾Ę┤üĄ─ŽĄĮyŻ¼Ųõ▓╗┤_Č©Ą─ę“╦ž║▄ČÓĪŻ╣ż╦ć╚╦åTį┌ŠÄųŲ┴Ń╝■╣ż╦ćĢrļy├Ōę¬ī”┴Ń╝■Ą─╣ż╦ć│▀┤ń▀Mąąš{š¹Ż¼ģóöĄ╩ĮĄ─CAPPŻ©Computer Aided Process PlanningŻ®ŽĄĮy┐╔ęįūįäėė|░l┼cų«ŽÓĻP┬ōĄ─╣ż╦ćā╚╚▌Ż¼╚ń▄ćķgĪóįOéõĪó╣żčbĪó╣żĢrĄ╚Ż¼ī”╦³éā▀Mąąūįäėš{š¹Ż¼▓óīŹĢrĄžĘ┤ė│į┌╣ż╦ć╚╦åT├µŪ░Ż¼×ķ╦¹éā╠ß╣®╣ż╦ćøQ▓▀Ą─ų¦│ųĪŻ
1 ▐rÖC«aŲĘCAPPŽĄĮyģóöĄ╩Į╣żą“╔·│╔Ą─īŹ¼FĻPµI
é„ĮyĄ─CAPPŽĄĮyų«╦∙ęį▓╗ų¦│ųģóöĄ╗»įOėŗŻ¼ĻPµIį┌ė┌╦³éāī”╣ż╦ć┐©ā╚╚▌├Ķ╩÷Ą─å╬ę╗ąįŻ¼╝┤ų╗╣┬┴óĄžėøõø┴╦╣ż╦ć┐©Ė„ĮM│╔▓┐ĘųĄ─ā╚╚▌Ż¼╚ń«aŲĘ┤·╠¢Īó▓─┴ŽĪó╝ė╣żĘĮĘ©Īó╣ż▓Įā╚╚▌ĪóįOéõ╣żčbĪó╣żĢrČ©Ņ~Ą╚ĪŻ╦³éā▒╦┤╦ų«ķg╚▒Ę”╚╬║╬ĻP┬ōŻ¼ŽĄĮyø]ėąĘ┤ė││÷╦³éāų«ķg▒Šæ¬Š▀ėąĄ─╝s╩°ĻPŽĄĪŻīŹ¼FCAPPģóöĄ╩Į╣żą“╔·│╔Ą─ĻPµI╩ŪĮ©┴ó╣ż╦ć┐©ĮM│╔ā╚╚▌ų«ķgĄ─╝s╩°ĻPŽĄŻ¼Š▀¾węŖłD1ĪŻ
łD1 ╣ż╦ć┐©ā╚╚▌ų«ķgĄ─╝s╩°ĻPŽĄ
1.1 öU│õĄ─╣ż╦ćöĄō■ĮYśŗ
▐rÖC«aŲĘCAPPŽĄĮy▓╔ė├ę╗╠ūöU│õĄ─öĄō■ĮYśŗüĒ▒Ż┤µīŹ¼F┴Ń╝■Ą─ģóöĄ╩Į╠žš„ą┼ŽóĪŻ▀@ą®┴Ń╝■╠žš„ą┼Žó░³└©Ż║Äū║╬╠žš„Ż¼╚ń┴Ń╝■Ą─│▀┤ńęÄĖ±Ż╗╝ė╣ż╠žš„Ż¼╚ń╝ė╣żĘĮĘ©Īó╝ė╣żŠ½Č╚Ż╗▓─┴Ž╠žš„Ż¼╚ń┴Ń╝■▓─┴ŽĪó├½┼„╝■öĄŻ╗Ū¾ĮŌ╠žš„Ż¼╚ń╣żĢrŪ¾ĮŌĘĮ╩ĮŻ╗Ųõ╦¹╠žš„Ż¼╚ńĖĮ╝ėę“öĄĄ╚ĪŻ
1.2 ╣ż╦ćöĄō■ĮYśŗĄ─ą┼Žó½@╚Ī═ŠÅĮ
½@Ą├┴Ń╝■╠žš„ą┼ŽóĄ─ų„ę¬═ŠÅĮęŖłD2ĪŻ
łD2 ½@Ą├╠žš„ą┼ŽóĄ─ų„ę¬═ŠÅĮ
1Ż®┴Ń▓┐╝■├„╝Ü▒ĒĪŻÅ─┴Ń▓┐╝■├„╝Ü▒Ēųą┐╔ęį½@Ą├┴Ń╝■╝■╠¢Īó╝■öĄĪó▓─┴Ž┼Ų╠¢Ą╚ą┼ŽóŻ¼╝┤ų▒ĮėÅ─CADŽĄĮyīó┴Ń▓┐╝■├„╝Ü▒Ēą┼Žó═©▀^ųąķgöĄō■╬─╝■ūįäė▐D╚ļCAPPŽĄĮyĪŻ
2Ż®┴Ń▓┐╝■ŠÄ┤aĪŻŽĄĮy▓╔ė├ėŗ╦ŃÖC▌oų·ŠÄ┤aĘĮ╩ĮŻ¼└¹ė├“Ž“ī¦”Ż©WizardŻ®╝╝ągūįäė╔·│╔┴Ń▓┐╝■ŠÄ┤aĪŻĖ∙ō■┴Ń▓┐╝■ŠÄ┤a┐╔ęį┤_Č©┴Ń╝■ūÕŻ¼Å─Č°┤_Č©┴Ń╝■Ą─╝ė╣ż╣żą“Ą╚ā╚╚▌ĪŻ
3Ż®ī”įÆ┐“Į╗╗ź▌ö╚ļĪŻė╔ė┌CAD╠žš„ūįäė╠ß╚Ī╝╝ąg╔ą▓╗═Ļ╔ŲŻ¼═Ļ╚½ę└┐┐Å─CADŽĄĮyūįäė½@╚Ī┴Ń╝■╝ė╣ż╠žš„╩Ū▓╗¼FīŹĄ─ĪŻę“┤╦į┌CAPPŽĄĮyųą┐╔▓╔ė├ī”įÆ┐“ģóöĄ╩ĮĮ╗╗ź▌ö╚ļ½@Ą├ę╗ą®▒žę¬Ą─╝ė╣ż╠žš„ą┼ŽóŻ¼▌ö╚ļĮń├µęŖłD3ĪŻė╔ė┌▀@ą®╠žš„ą┼ŽóČ╝▒Ż┤µį┌ŽĄĮyĄ─öU│õöĄō■ĮYśŗųąŻ¼╦∙ęį«öė├æ¶ą▐Ė─╣ż╦ćģóöĄĢr┐╔ęįų▒Įėį┌ī”įÆ┐“ųąĘĮ▒ŃĄž▀MąąĖ─äėŻ¼Č°¤oąĶųžą┬▌ö╚ļĪŻ4Ż®CADŽĄĮyĄ─Äū║╬╠žš„▌ö╚ļĪŻCAPPŽĄĮy┐╔▓╔ė├COM╝╝ągŻ¼╠ß╣®ų▒ĮėÅ─CAD½@╚Ī▓┐Ęų┴Ń╝■Äū║╬ą┼ŽóĄ─╣”─▄ĪŻ
łD3 ģóöĄ╩Į▌ö╚ļĮń├µ
╝s╩°ĻPŽĄ─Żą═Ą─Į©┴ó╩ŪīŹ¼FģóöĄ╩ĮCAPPŽĄĮyĄ─ĻPµIĪŻ▓╔ė├ęį╔Ž╠žš„ą┼Žó½@╚ĪĘĮĘ©īó═©│Ż╣ż╦ćā╚╚▌ųąĄ─öó╩÷ąį╬─ūų▐D╗»×ķŠ▀ėą«aŲĘöĄō■ęŌ┴xĄ─ģóöĄöĄō■Ż¼▓óų▒Įė×ķŲõ╦¹CAXŽĄĮy║═Ų¾śIERPĄ╚ŽĄĮy╦∙╣▓ŽĒĪŻ┤╦═ŌŻ¼ą▐Ė─╣ż╦ć╚╬║╬ģóöĄ╝┤┐╔ūįäėĄ├ĄĮą┬Ą─╣ż▓Įā╚╚▌Ż¼Å──│ĘNęŌ┴x╔ŽüĒšfŻ¼īŹ¼F┴╦╣ż╦ć┐©Ą─ģóöĄ╗»ĪŻ
2 ┴Ń╝■╣żą“ā╚╚▌Ą─ģóöĄ╩Į╔·│╔
╗∙ė┌╔Ž╩÷┴Ń▓┐╝■╠žš„╝░ŲõŽÓ╗ź╝s╩°Ą─ĻPŽĄŻ¼▐rÖCCAPPŽĄĮy▓╔ė├ęįŽ┬ĘĮĘ©īŹ¼F┴Ń╝■╣żą“ā╚╚▌Ą─ģóöĄ╩Į╔·│╔▀^│╠ĪŻ
2.1 ╣ż╦ć┬ĘŠĆ
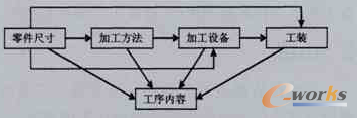
ī”ė┌▐rÖC«aŲĘģóöĄ╗»įOėŗĄ├ĄĮĄ─┴Ń╝■Ż¼ę└šš┴Ń▓┐╝■Ą─│╔ĮMŠÄ┤aŻ¼Öz╦„│÷═¼ę╗┴Ń╝■ūÕĄ──Ż░Õ╣ż╦ćŻ¼Å─Č°Ą├ĄĮ╣ż╦ć┬ĘŠĆĄ─ļrą╬Ż¼į┌┤╦╗∙ĄA╔Ž▀Mąąį÷ähš{š¹Ą├ĄĮūŅĮK╝ė╣ż┬ĘŠĆĪŻ
ī”ė┌ø]ėą─Ż░Õ╣ż╦ćĄ─┴Ń▓┐╝■Ż©╝┤ūāą═┼õų├įOėŗĄ├ĄĮĄ─┴Ń╝■Ż®Ż¼╣ż╦ć┬ĘŠĆĄ─┤_Č©ų„ę¬Ė∙ō■įOėŗ╚╦åTĄ─╦╝┬ĘĪóĖ„╝ė╣żĘųÅSĄ─įOéõ▓╝ų├Īó┴Ń╝■Ą─╝ė╣ż│╔▒Š╚╦×ķ┤_Č©Å─Č°ą╬│╔╣ż╦ć▀^│╠┐©Ą─┤¾ų┬╗∙▒Š┐“╝▄ĪŻ
ŽĄĮy╠ß╣®▓┐╝■╣ż╦ćĄ─╝ė╣ż┬ĘŠĆ┤ų┐“╝▄Ż¼ĘĮ▒Ń╣ż╦ć╚╦åTĄ─įOėŗĪŻ
2.2 ╣ż╦ć▀^│╠ā╚╚▌šf├„
╣żą“ā╚╚▌šf├„╩Ūę╗Åł╣ż╦ć┐©Ą─ų„¾wŻ¼╦³ė├öó╩÷ąįĄ─╬─ūųŻ¼ėąĢrį┘╝ė╔Ž╣ż╦ć║åłDŻ¼├Ķ╩÷┴╦┴Ń╝■╝ė╣ż▀^│╠ųąŠ▀¾w─│ę╗▓ĮĄ─īŹ╩®ĘĮ░ĖŻ¼ė├ęįųĖī¦¼Fł÷▓┘ū„╚╦åTĄ─╣żū„ĪŻī”╣żą“ā╚╚▌šf├„Ą─Ęų╬÷┐╔ęį░l¼FŻ¼├┐ę╗Šõšf├„ļm╚╗ā╚╚▌▓╗═¼Ż¼Ą½│ķŽ¾Ąž┐┤¤oĘŪ╩ŪęįŽ┬ā╚╚▌Ą─ĮM║ŽĪŻ╝ė╣żĄ─ĘĮĘ©╚ń“Ž┬┴Ž”Īó“║ĖĮė”Īó“ė═Ųß”Ą╚Ż╗╝ė╣żĄ─ī”Ž¾Ż║╝┤┴Ń╝■Ą─╝■╠¢Ż╗ī”Ž¾Ą─öĄ─┐Ż║╝┤┴Ń╝■Ą─╝■öĄŻ╗╝ė╣żĄ─ę¬Ū¾Ż║╚ńė═Ųß┤╬öĄĄ╚ĪŻ
┐╔ęŖ╣żą“ā╚╚▌šf├„▓ó▓╗╩Ūę╗éƬÜ┴óūā┴┐Ż¼╦³╩▄ĄĮ╔Ž╩÷Ė„éĆę“╦žĄ─╝s╩°Ż¼╝s╩°ĘĮ│╠╚ńŽ┬Ż║
╣ż╦ć▀^│╠ā╚╚▌=fŻ©╝ė╣żĄ─ĘĮĘ©Ż¼╝ė╣żĄ─ī”Ž¾Ż¼ī”Ž¾Ą─öĄ─┐Ż¼╝ė╣żę¬Ū¾Ż®
ę╗Ą®▀@ą®ę“╦žų«ę╗░l╔·ūā╗»Ż¼▒ž╚╗Ąžę¬ę²Ų“╣żą“ā╚╚▌šf├„”Ą─Ė³ą┬┼cą▐Ė─ĪŻ
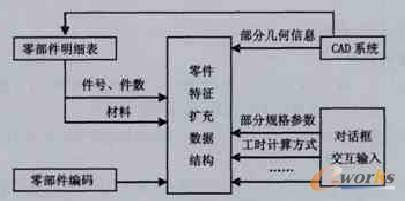
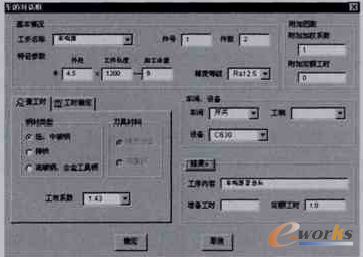
▐rÖC«aŲĘCAPPŽĄĮy═©▀^ųŪ─▄╗»šZŠõ║Ž│╔╝╝ągīŹ¼F┴╦“╣żą“ā╚╚▌šf├„”├Ķ╩÷Ą─ęÄĘČĪó£╩┤_Īó║åØŹĪóĮyę╗ĪŻ╦∙ų^“ųŪ─▄╗»šZŠõ║Ž│╔╝╝ąg”Š═╩ŪųĖŻ¼Ė∙ō■▓╗═¼╣żĘN╩┬Ž╚įOėŗę╗ŽĄ┴ąś╦£╩Ą─├Ķ╩÷ąįĄ─šZŠõŻ¼įOéõĪó│▀┤ńĪó╝■╠¢Īó╝■öĄĪó▓─┴ŽĪóęÄĖ±Ą╚Č╝╩Ū▀@ą®ś╦£╩šZŠõĄ─ģóöĄŻ¼ŽĄĮyūįäėā×╗»ĮM║Ž│╔ŽÓæ¬Ą─“╣żą“ā╚╚▌šf├„”Ż¼╠Ņīæį┌╣ż╦ć┐©ųąŻ¼įöęŖłD4ĪŻ
łD4 šZŠõ║Ž│╔╣”─▄īŹ¼F
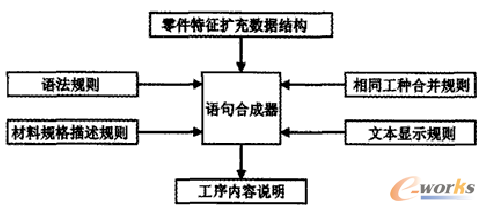
2.3 ▄ćķgĪóįOéõĪó╣żčb
┴Ń╝■Ą─╝ė╣żįOéõų▒Įė╩▄╝ė╣żĘĮĘ©ĪóŠ½Č╚ę¬Ū¾║═┴Ń╝■│▀┤ńĄ─ė░ĒæĪŻ«ö╣ż╦ć╚╦åTą▐Ė─┴╦┴Ń╝■Ą─│▀┤ń║¾▒žĒÜųžą┬ī”╝ė╣żįOéõ║═╣żčb▀Mąą▀xō±Ż¼╚ńėąūā╗»ätį┌╣ż╦ć┐©╔Žū„ŽÓæ¬Ą─ą▐Ė─Ż¼╠ßĖ▀╣ż╦ćŠÄųŲĄ─╦«ŲĮĪŻ
3 ąĪĮY
▐rÖC«aŲĘųŲįņ▀^│╠╚ń║╬┐ņ╦┘īŹ¼F╣ż╦ć┐©Ą─╔·│╔ęį═Ļ│╔╔·«a£╩éõ╩Ū▐rÖC«aŲĘįOėŗųąĄ─ųžę¬ę╗ŁhŻ¼į┌«aŲĘįOėŗĢr╚¶įOėŗģóöĄĄ─ą▐Ė──▄ūįäėė|░l┼cų«ŽÓĻP┬ōĄ─╣ż╦ćā╚╚▌Ż¼▓óī”╦³éā▀Mąąūįäėš{š¹Ż¼ät«aŲĘįOėŗĮY╩°║¾Ż¼╝┤─▄½@Ą├ŽÓæ¬╣ż╦ć▀^│╠┐©ų▒ĮėųĖī¦Ų¾śI▀Mąą╔·«a£╩éõ║═╔·«aŻ¼▀@śėīó┤¾┤¾ĮĄĄ═ųąķgŁh╣Ø╦∙ąĶꬥ─ĢrķgĪŻ▒ŠčąŠ┐Įo│÷┴╦┴Ń╝■╣żą“ģóöĄ╩Į╔·│╔╝╝ągŻ¼ėąą¦ĄžīŹ¼F┴╦═©▀^ģóöĄą▐Ė─Č°ūįäėą▐Ė─╣żą“ā╚╚▌Ż¼▀MČ°╔·│╔ą┬Ą─╣ż╦ćęÄ│╠ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║▐rÖC«aŲĘCAPPŽĄĮyĄ─┴Ń╝■╣żą“ģóöĄ╩Į╔·│╔╝╝ąg
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019320910.html






















