



ę╗Īó£žČ╚┐žųŲ
Ż©1Ż®─Ż┴Ž£žČ╚
─Ż┴Ž£žČ╚ų▒Įėė░Ēæ─Ż┴Žš││ĒČ╚║═│õą═─▄┴”Ż¼ę¬Ū¾┐žųŲ£╩(zh©│n)┤_Ż¼Ė─ūā£žČ╚įO(sh©©)Č©Ģr(sh©¬)Ż¼Ēææ¬(y©®ng)╦┘Č╚ę¬┐ņĪŻ─┐Ū░Ż¼ć°(gu©«)═ŌŽ╚▀M(j©¼n)Ą─ē║Ž×ÖC(j©®)│²┼õéõėąĘųģ^(q©▒)┐ž£žĄ─ĖÓĀŅŽ×ā”(ch©│)Ž×╣▐═ŌŻ¼▀Ćīó£žČ╚é„ĖąŲ„ų▒Įė▓Õ╚ļ─Ż┴ŽŻ¼ęį▒Ńīó─Ż┴Ž£žČ╚Š½┤_┐žųŲį┌Å─ę║æB(t©żi)-ĖÓĀŅĄ─╚╬ę╗ĀŅæB(t©żi)Ż¼▓ó┐╔ļSęŌš{(di©żo)š¹Ż¼ęį▀mæ¬(y©®ng)ē║ųŲ▓╗═¼Ž×?z©Īi)ŻĄ─ę¬Ū¾ĪŻę╗Ą®Ė─ūā£žČ╚įO(sh©©)Č©Ż¼ŽĄĮy(t©»ng)īóęį├┐3ĘųńŖ0.5ĪµĄ─╦┘┬╩ū„│÷Ēææ¬(y©®ng)Ż¼Č°£žČ╚▓©äė(d©░ng)ĘČć·āH0.3ĪµĪŻ
Ż©2Ż®ē║ą═£žČ╚
┤¾ČÓöĄ(sh©┤)ē║Ž×įO(sh©©)éõ▓╗╠½ųžęĢ┐žųŲē║ą═£žČ╚Ż¼═©│Żų╗╩Ū═©▀^╩╣ė├ŅÉ╦Ų╦«²łŅ^Ą─╩ųäė(d©░ng)ķyķTŻ¼į÷┤¾Ż»£pąĪ═©╚ļē║░ÕĄ─└õģs╦«┴„┴┐üĒ┐žųŲē║░Õ£žČ╚Ż¼▀M(j©¼n)Č°┐žųŲē║ą═£žČ╚ĪŻė╔ė┌ē║░Õ║═ē║ą═ų«ķgĄ─¤ßé„ī¦(d©Żo)▓ó▓╗┐╔┐┐Ż¼┴Ē═Ōē║ą═▒┌Ą─║±Č╚ī”(du©¼)ą═Ū╗Ą─£žČ╚ę▓ėą║▄┤¾ė░ĒæĪŻ╦∙ęį▀@ĘNĘĮĘ©▓ó▓╗─▄Š½┤_┐žųŲē║ą═ą═Ū╗£žČ╚ĪŻ┐╔ęį┐╝æ]▓╔ė├ęįŽ┬ĘĮĘ©Ė─╔Ųē║ą═ā╚(n©©i)Ą─£žČ╚┐žųŲŻ║
ė├¤ßļŖ┼╝£y(c©©)┴┐ē║░Õ£žČ╚Ż¼Ė∙ō■(j©┤)ē║░Õ£žČ╚Ė▀Ą═øQČ©ķ_┤¾╗“ĻP(gu©Īn)ąĪ└õģs╦«╣▄ķyķTĪŻ▀@śė╩╣ē║░Õ£žČ╚┐žųŲ┤¾×ķĖ─╔ŲĪŻ├└ć°(gu©«)Howmet TMP╠ß╣®Ä¦ėą╝ė¤ß/└õģs┐žųŲŽĄĮy(t©»ng)Ą─┐žųŲ├µ░ÕŻ¼┐┐ļŖ¤ßŲ„╝ė¤ßŻ¼ųŲ└õÖC(j©®)└õģsĪŻ«ö(d©Īng)╚╗Ż¼«ö(d©Īng)╝ė¤ß-└õģs┐ņ╦┘ŪąōQĢr(sh©¬)Ż¼┐╔─▄ę²Ųē║░Õ▒Ē├µ£žČ╚▓©äė(d©░ng)Ż¼ė╚Ųõ╩Ū«ö(d©Īng)ē║░Õā╚(n©©i)āHėąę╗ų¦¤ßļŖ┼╝Ģr(sh©¬)ĪŻ
┐žųŲē║ą═£žČ╚Ą─Ė³║├Ą─▐kĘ©╩Ū╩╣ė├£žČ╚┐žųŲŲ„üĒ┐žųŲ└õģs╦«£žŻ¼▓ó▒Ż│ų║ŃČ©ĪŻē║░Õ£žČ╚ę▓ę“┤╦▒Ż│ųį┌ę¬Ū¾Ą─ĘČć·ĪŻ╚ń╣¹├┐ę╗┼_(t©ói)┐ž£žŲ„ėąČÓéĆ(g©©)▌ö╚ļĪó▌ö│÷Įė┐┌Ż¼Š═┐╔ęį═¼Ģr(sh©¬)┐žųŲČÓéĆ(g©©)ē║░ÕĄ─£žČ╚ĪŻ╚╗Č°▀z║ČĄž╩ŪŻ¼╔Ž╩÷Č■ĘNĘĮĘ©Č╝╬┤─▄▒▄├Ōē║░Õ║═ē║ą═ų«ķg¤ßĮ╗ōQą¦╣¹Ą─ė░ĒæŻ¼ę“Č°ī”(du©¼)ē║ą═£žČ╚Ą─┐žųŲ╚į╚╗▓╗╩«Ęų┐╔┐┐ĪŻ┐žųŲē║ą═ą═Ū╗£žČ╚Ą─ūŅ║├Ą─▐kĘ©╩Ūīó╦³║═ē║░Õ═Ļ╚½Ė¶ķ_å╬¬Ü(d©▓)┐žųŲĪŻ¤ßļŖ┼╝░▓čbį┌ē║ą═ą═¾wųą▒M┐╔─▄┐┐Į³ą═Ū╗▒Ē├µĄ─╬╗ų├Ż¼┐ž£žŲ„ų▒Įė┐žųŲ└õģs╦«Ą─£žČ╚ę“┤╦Ż¼ą═Ū╗£žČ╚┐╔ęį£╩(zh©│n)┤_Ąž▒Ż│ųį┌ę¬Ū¾Ą─ĘČć·ĪŻŲõīŹ(sh©¬)Ż¼▀@ĘNĘĮĘ©įńęčÅVĘ║ė├ė┌╦▄┴Žūó╦▄ÖC(j©®)ĪŻį┌Š½ĶTųą╔ą╬┤Ųš╝░Ą─įŁę“ų„ę¬╩Ū│╔▒Šå¢Ņ}ĪŻĮ©ūh═©▀^ęįŽ┬═ŠÅĮĮĄĄ═┘M(f©©i)ė├Ż║į┌¼F(xi©żn)ėąĄ─ē║ą═╔ŽŃ@┐ū╗“ķ_▓█Ż¼įO(sh©©)ų├╦«Ą└║═░▓čbļŖ¤ßŲ„ĪŻŽÓ═¼śė╩ĮĄ─╦«Ą└┐╔ė├ė┌▓╗═¼Äū║╬ą╬ĀŅą═Ū╗Ą─ē║ą═▒│├µŻ¼Č°£žČ╚┐žųŲŲ„ų╗ę¬ę╗┼_(t©ói)╝┤┐╔ĪŻ’@╚╗Ż¼Ė³ųžę¬Ą─╩Ūē║ą═Ą─╔ŽĪóŽ┬╔§ų┴é╚(c©©)├µČ╝æ¬(y©®ng)ėąĖ¶¤ß░ÕŻ¼╩╣ē║░Õ║═ų▄ć·Łh(hu©ón)Š│£žČ╚ūā╗»▓╗ų┬ė░ĒæĄĮē║ą═ĪŻ
Č■Īóē║┴”║═┴„äė(d©░ng)Ą─┐žųŲ
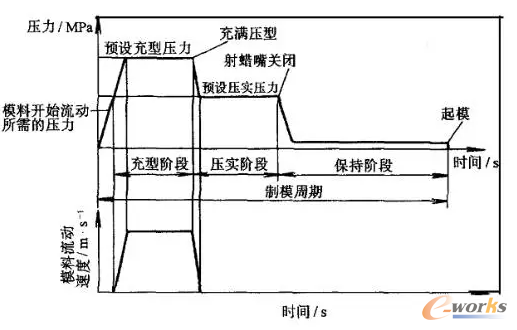
ųŲ─Ż▀^│╠ąĶę¬┐žųŲĄ─ųTČÓ╣ż╦ćģóöĄ(sh©┤)ųąŻ¼│²£žČ╚═ŌŻ¼ęįē║┴”║═┴„äė(d©░ng)Ą─┐žųŲūŅ×ķųžę¬ĪŻ▒M╣▄─Ż┴Ž┴„äė(d©░ng)ļx▓╗ķ_ē║┴”Ą─“ī(q©▒)äė(d©░ng)Ż¼ē║┴”║═┴„äė(d©░ng)Č■š▀├▄ŪąŽÓĻP(gu©Īn)ĪŻĄ½─Ż┴ŽĄ─┴„äė(d©░ng)ĀŅæB(t©żi)ėų▓╗āH┼cē║┴”ėąĻP(gu©Īn)Ż¼▀Ć┼cŲõš││ĒČ╚║═ē║ūó▀^│╠ųą╦∙╩▄ūĶ┴”ėąĻP(gu©Īn)ĪŻ╦∙ęįŻ¼╦³éāėų╩Ū═Ļ╚½▓╗═¼Ą─Č■éĆ(g©©)Ė┼─ŅŻ¼ī”(du©¼)Ž×?z©Īi)Ż┘|(zh©¼)┴┐ėąų°Ė„ūį▓╗═¼Ą─ė░Ēæ║═ū„ė├ĪŻąĶę¬Ęųäeå╬¬Ü(d©▓)╝ėęį┐žųŲĪŻ═©│Żē║┴”╩Ū═©▀^ę║ē║ķy┐žųŲĄ─Ż¼Č°┴„äė(d©░ng)ätų„ę¬┐┐┴„äė(d©░ng)┐žųŲķyüĒ┐žųŲĪŻć·└@ē║┴”║═┴„äė(d©░ng)Ą─┐žųŲŻ¼ć°(gu©«)═Ō│Żīóē║Ž×įO(sh©©)éõäØĘų×ķęįŽ┬ÄūéĆ(g©©)Ön┤╬Ż║
1Ż®ų╗┐žųŲē║┴”
ę║ē║╗ž┬Ęųąų╗ėąē║┴”┐žųŲķyČ°ø]ėą┴„äė(d©░ng)┐žųŲķyĪŻ╩╣ė├▀@ŅÉē║Ž×ÖC(j©®)Ģr(sh©¬)Ż¼─Ż┴Ž║═Łh(hu©ón)Š│£žČ╚Ż©░³└©╩ę£žĪóę║ē║ė═£žČ╚╗“Ž×Ėū£žČ╚Ą╚Ż®Ą─╚╬║╬╬óąĪūā╗»Č╝īóī¦(d©Żo)ų┬─Ż┴Ž┴„äė(d©░ng)╦┘Č╚Ė─ūāŻ¼▀M(j©¼n)Č°ė░ĒæŽ×?z©Īi)Ż┘|(zh©¼)┴┐ĪŻ┤╦═ŌŻ¼ē║┴”Ė▀Ģr(sh©¬)¤oĘ©½@Ą├Ą═Ą─┴„╦┘Ż╗ē║┴”Ą═Ģr(sh©¬)¤oĘ©½@Ą├Ė▀Ą─┴„╦┘ĪŻ╚ń╣¹╝╚ę¬Ū¾Ą═┴„╦┘ęį▒▄├ŌŠĒÜŌŻ¼ėųę¬Ū¾Ė▀Ą─ē║┴”ęį½@Ą├║├Ą─▒Ē├µ┘|(zh©¼)┴┐Ģr(sh©¬)Ż¼Š═¤oĘ©ØMūŃę¬Ū¾ĪŻ─┐Ū░Ż¼▀@ŅÉįO(sh©©)éõį┌├└ĪóÜWĖ„ć°(gu©«)ęč║▄╔┘╩╣ė├┴╦ĪŻ
2Ż®ē║┴”║═┴„äė(d©░ng)═¼Ģr(sh©¬)┐žųŲŻ¼Ą½ø]ėąē║┴”ča(b©│)āö
┼cŪ░š▀ŽÓ▒╚Ż¼ę║ē║╗ž┬Ęųąį÷╝ė┴╦┴„äė(d©░ng)┐žųŲķyĪŻŲõā×(y©Łu)³c(di©Żn)╩ŪŻ¼ē║┴”Ė▀Ģr(sh©¬)┐╔ęį½@Ą├Ą═Ą─┴„╦┘ĪŻĄ½ė╔ė┌ø]ėąē║┴”ča(b©│)āöŻ¼╣╩ē║┴”Ą═Ģr(sh©¬)¤oĘ©½@Ą├Ė▀Ą─┴„╦┘ĪŻČ°Ūęē║┴”║═£žČ╚ūā╗»ę▓Č╝Ģ■(hu©¼)ī”(du©¼)┴„╦┘«a(ch©Żn)╔·ė░ĒæŻ¼▀M(j©¼n)Č°ė░ĒæŽ×?z©Īi)Ż┘|(zh©¼)┴┐ĪŻ
3Ż®═¼Ģr(sh©¬)┐žųŲē║┴”Īó┴„äė(d©░ng)Ż¼į┘╝ėē║┴”ča(b©│)āö
▀@╩Ū─┐Ū░ć°(gu©«)═Ōē║Ž×ÖC(j©®)ų„┴„ÖC(j©®)ą═┼õéõĄ─┐žųŲŽĄĮy(t©»ng)ĪŻŽĄĮy(t©»ng)ā╚(n©©i)Ą─┴„äė(d©░ng)┐žųŲķyŠ▀ėą▌oų·╝ėŻ©£pŻ®╦┘╣”─▄ĪŻ┴„äė(d©░ng)ūĶ┴”╗“£žČ╚╔įėąūā╗»Ż¼┐žųŲķyā╚(n©©i)Ą─ē║┴”ča(b©│)āöŲ„┐╔ęįūįäė(d©░ng)į÷£pē║┴”Ż¼▓óš{(di©żo)╣Ø(ji©”)┴„äė(d©░ng)┐žųŲķy┐┌┤¾ąĪŻ¼Š½┤_š{(di©żo)┐ž─Ż┴Ž┴„╦┘ĪŻę“┤╦Ż¼į┌ŅA(y©┤)Ž╚įO(sh©©)Č©Ą─ē║┴”ĘČć·ā╚(n©©i)Ż¼¤ošō£žČ╚Īó┴„äė(d©░ng)ūĶ┴”╚ń║╬Ė─ūāŻ¼─Ż┴Ž┴„╦┘Š∙─▄Ą├ĄĮ┐žųŲĪŻČ°Ūę┴„äė(d©░ng)╦┘Č╚┐╔╚╬ęŌš{(di©żo)╣Ø(ji©”)Č°▓╗╩▄ē║┴”ųŲ╝sĪŻ▀@śėŠ═┐╔īŹ(sh©¬)¼F(xi©żn)į┌│õą═▀^│╠│§Ų┌┴Ņ─Ż┴Žęį▌^Ą═Ą─┴„╦┘│õą═Ż¼▒▄├Ō╬╔┴„║═ŠĒÜŌŻ¼ļS║¾╠ßĖ▀┴„╦┘ęį½@Ą├▒Ē├µø]ėą└õĖ¶Ą─╣ŌØŹČ°═ĻØMĄ─Ž×?z©Īi)ŻĪ?/p>
4Ż®ē║┴”┼c┴„äė(d©░ng)ļpŽ“å╬¬Ü(d©▓)┐žųŲŻ¼į┘╝ė╔ŽČ■Č╬ē║┴”┐žųŲ
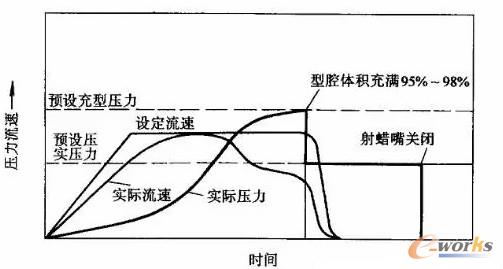
╦∙ų^ļpŽ“å╬¬Ü(d©▓)┐žųŲDIMCŻ©Dual Isolated Modes ControlŻ®Ż¼Š═╩ŪųĖē║┴”┼c┴„äė(d©░ng)▀@Č■éĆ(g©©)╣ż╦ćģóöĄ(sh©┤)═Ļ╚½¬Ü(d©▓)┴óĄž▀M(j©¼n)ąą┐žųŲŻ¼╗źŽÓø]ėą╚╬║╬╝s╩°ĪŻ╦∙ų^Č■Č╬╩Įē║┴”┐žųŲŻ¼Š═╩Ūīó│õą═ē║┴”║═ē║īŹ(sh©¬)ē║┴”Ęųķ_Ż¼Ęųäe╝ėęį┐žųŲŻ©łD1Ż®ĪŻ═©│ŻŽŻ═¹į┌▓╗«a(ch©Żn)╔·ćŖ╔õĪó’w×RĄ─Ū░╠ߎ┬Ż¼│õą═ē║┴”▀m«ö(d©Īng)┤¾ą®Ż¼ęį┐sČ╠│õą═Ģr(sh©¬)ķgŻ¼╩╣─Ż┴Žį┌│õą═▀^│╠ųą▒M┴┐╔┘─²╣╠Ż¼▒ŻūC│õą═│õØMŻ¼½@Ą├▌å└¬ŪÕ╬·Ą─╣ŌØŹŽ×?z©Īi)ŻĪŻČ°ē║ī?sh©¬)ē║┴”ätæ¬(y©®ng)▀m«ö(d©Īng)£pąĪŻ¼▀@śėŻ¼╝╚─▄▒ŻūCŽ×?z©Īi)Ż▒Ē├µ¤o┐sŽ▌║═ūāą╬ąĪŻ¼│▀┤ńĘĆ(w©¦n)Č©Ż¼═¼Ģr(sh©¬)ėų╩╣’w▀ģĪó├½┤╠╔┘ĪŻųĄĄ├ÅŖ(qi©óng)š{(di©żo)ųĖ│÷Ą─╩ŪŻ¼«ö(d©Īng)95%~99%ē║ą═ą═Ū╗¾wĘe▒╗│õØMŻ¼Č°▓╗╩Ū100Żź═Ļ╚½│õØMŻ¼Š═æ¬(y©®ng)┴ó╝┤ōQō§ĮĄē║Ż©łD2Ż®ĪŻ▀@śėū÷Ą──┐Ą─Ż¼ę╗╩Ū×ķ┴╦▒▄├Ō─Ż┴Ž│õØMą═Ū╗Ą─╦▓ķg«a(ch©Żn)╔·ū▓ō¶ū„ė├Ż©ē║┴”├}ø_Ż®ōpē─ą═ąŠ║═į÷╝ėŽ×?z©Īi)ŻĄ─’w▀ģ├½┤╠Ż¼Č■╩Ūėą└¹ė┌Üł┴¶į┌ą═Ū╗ųąĄ─┐šÜŌ╠ėę▌Ż¼▒▄├ŌŽ×?z©Īi)ŻųąŠĒ╚ļÜŌ┼▌ĪŻ├└ć?gu©«)Howmet-TMP╣½╦Š┬╩Ž╚ķ_░l(f©Ī)│╔╣”▓ó½@Ą├īŻ└¹ÖÓ(qu©ón)Ą─AFCŻ©Accelerated Flow ControlŻ®▒Ń╩Ū▀@ĘNŅÉą═┐žųŲŽĄĮy(t©»ng)Ą─Ąõą═┤·▒Ē
łD1 Č■Č╬╩Įē║┴”┐žųŲ
łD2 Å─│õą═ē║┴”╠ßŪ░▐D(zhu©Żn)ōQĄĮē║īŹ(sh©¬)ē║┴”
╚²Īóē║ūó▀^│╠ėŗ(j©¼)╦ŃÖC(j©®)┐žųŲ
ē║ūó▀^│╠ę╗░Ńų▄Ų┌Č╠Ż¼═©│Żį┌ę╗ų┴öĄ(sh©┤)ĘųńŖŻ¼╚╗Č°ąĶę¬┐žųŲĄ─╣ż╦ćģóöĄ(sh©┤)║▄ČÓŻ¼ų┴╔┘░³└©ē║┴”Īó┴„╦┘Īó£žČ╚ĪóĢr(sh©¬)ķgĄ╚ĒŚ(xi©żng)ĪŻį┌╚ń┤╦Č╠Ą─Ģr(sh©¬)ķgā╚(n©©i)å╬┐┐╚╦╣ż║▄ļyŠ½┤_┐žųŲŻ¼ļSų°ėŗ(j©¼)╦ŃÖC(j©®)╝╝ąg(sh©┤)Ą─’w╦┘░l(f©Ī)š╣Ż¼ėŗ(j©¼)╦ŃÖC(j©®)┐žųŲŽĄĮy(t©»ng)æ¬(y©®ng)▀\(y©┤n)Č°╔·ĪŻ
ėŗ(j©¼)╦ŃÖC(j©®)│╠ą“┐žųŲ
├└ć°(gu©«)MPI╣½╦ŠčąųŲĄ─╬óÖC(j©®)┐žųŲūįäė(d©░ng)ē║Ž×ÖC(j©®)1992─Ļį┌ICIĄ┌40ī├─ĻĢ■(hu©¼)¶▀Ą┌8ī├╩└ĮńŠ½ĶT─ĻĢ■(hu©¼)╔Ž╩ū┤╬┴┴ŽÓŻ©łD3Ż®ĪŻįōÖC(j©®)░▓čbėą─▄ī”(du©¼)╦∙ėąē║ūó╣ż╦ćģóöĄ(sh©┤)ŅA(y©┤)Ž╚▀M(j©¼n)ąąįO(sh©©)Č©Ą─ėŗ(j©¼)╦ŃÖC(j©®)┐žųŲŽĄĮy(t©»ng)ĪŻį┌ėŗ(j©¼)╦ŃÖC(j©®)Ų┴─╗╔ŽŻ¼▓┘ū„š▀▀Ć┐╔ęįĘĮ▒ŃĄžįLå¢▓óš{(di©żo)ė├ėŗ(j©¼)╦ŃÖC(j©®)ųą¼F(xi©żn)┤µĄ─│╠ą“ĪŻ¤oąĶ╚╦╣ż▓┘ū„Ż¼įO(sh©©)éõ╝┤░┤│╠ą“ūįäė(d©░ng)▀\(y©┤n)ąąĪŻ«ö(d©Īng)▀\(y©┤n)ąą▀^│╠ųąę╗Ą®│÷¼F(xi©żn)«É│Ż¼F(xi©żn)Ž¾Ż¼ėŗ(j©¼)╦ŃÖC(j©®)īóūįäė(d©░ng)ł¾(b©żo)Š»Ż¼╠ß╩Š▓┘ū„š▀╝░Ģr(sh©¬)┼┼│²╣╩šŽĪŻŽĄĮy(t©»ng)┐╔┤µā”(ch©│)ČÓ▀_(d©ó)500╠ū─ŻŠ▀Ą─╚½▓┐ē║ūó╣ż╦ćģóöĄ(sh©┤)┘Y┴ŽŻ¼╩╣▓┘ū„š▀░▓čb├┐ę╗╠ūē║ą═Ģr(sh©¬)Č╝─▄▒ŃĮ▌Ąžš{(di©żo)š¹Ė„ĒŚ(xi©żng)╣ż╦ćģóöĄ(sh©┤)ĪŻĄ½▀@ĘN┐žųŲŽĄĮy(t©»ng)ų„ę¬╩Ū░┤ššŅA(y©┤)Ž╚įO(sh©©)Č©Ą─│╠ą“?q©▒)Ź¼F(xi©żn)ī”(du©¼)ē║Ž×ÖC(j©®)Ą─┐žųŲĪŻ
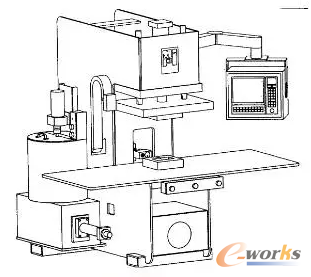
łD3 MPI│╠ą“┐žųŲē║Ž×ÖC(j©®)

łD4 ĦėąCFAFC┐žųŲŽĄĮy(t©»ng)Ą─ē║Ž×ÖC(j©®)
ėŗ(j©¼)╦ŃÖC(j©®)īŹ(sh©¬)Ģr(sh©¬)┐žųŲ
╔Ž╩└╝o(j©¼)90─Ļ┤·ųąŲ┌Ż¼Howmet-TMP╣½╦ŠīóŲõAFCīŻ└¹╝╝ąg(sh©┤)┼cėŗ(j©¼)╦ŃÖC(j©®)┐žųŲ╝╝ąg(sh©┤)ŽÓĮY(ji©”)║ŽŻ¼ķ_░l(f©Ī)│╔╣”¬Ü(d©▓)Š▀╠ž╔½Ą─CFAFCŻ©CompuFlow Accelerated Flow ControlŻ®╦┼Ę■┐žųŲŽĄĮy(t©»ng)ĪŻįōŽĄĮy(t©»ng)╩╣ė├ę╗éĆ(g©©)Ė▀Š½Č╚Ą─ē║┴”é„ĖąŲ„║═ę╗éĆ(g©©)ŠĆąįĘųē║Ų„Ż¼═©▀^Ėą╩▄ē║ą═│õØM╦▓ķg«a(ch©Żn)╔·Ą─ė|░l(f©Ī)ē║┴”Ż¼┐ņ╦┘īóą┼╠¢(h©żo)Ę┤üĮo╦┼Ę■ŽĄĮy(t©»ng)Č°┴ó╝┤ōQō§ĮĄē║ķ_╩╝?j©¬)║ī?sh©¬)ļAČ╬Ż¼═ĻØMĄžīŹ(sh©¬)¼F(xi©żn)┴╦Č■Č╬╩Įē║┴”┐žųŲĪŻ┐╔ęįĘųļAČ╬å╬¬Ü(d©▓)┐žųŲē║┴”║═┴„╦┘Ż¼Č°Ūęį┘¼F(xi©żn)ąį┴╝║├ĪŻłD4╦∙╩Š×ķHowmet-TMP╣½╦Š╔·«a(ch©Żn)Ą─ĦėąCFAFC┐žųŲŽĄĮy(t©»ng)Ą─ē║Ž×ÖC(j©®)ĪŻ
1999─Ļį┌╚š▒ŠJACT╝╝ąg(sh©┤)─ĻĢ■(hu©¼)╔ŽŻ¼MPIĮķĮB┴╦įō╣½╦Šķ_░l(f©Ī)│╔╣”Ą─░▓čbėąADSŻ©Automatic DieSetupŻ®┐žųŲŽĄĮy(t©»ng)Ą─ē║Ž×ÖC(j©®)ĪŻADSŽĄĮy(t©»ng)▓╗Ą½┤µā”(ch©│)ėąČÓ▀_(d©ó)öĄ(sh©┤)Ū¦╠ū─ŻŠ▀Ą─╚½▓┐ē║ūó╣ż╦ćģóöĄ(sh©┤)┘Y┴ŽŻ¼┐╔╣®ė├æ¶ļSĢr(sh©¬)▓ķįā║═š{(di©żo)ė├Ż¼Č°Ūę£žČ╚š{(di©żo)┐žę▓Ė³×ķŠ½┤_ņ`├¶Ż©┐žųŲ£žČ╚Š½Č╚▀_(d©ó)±0.25ĪµŻ®Ż¼═¼Ģr(sh©¬)▀ĆŠ▀ėąīŹ(sh©¬)Ģr(sh©¬)┤_Č©─Ż┴Ž▀M(j©¼n)╚ļē║ą═ą═Ū╗Ą─¾wĘeĄ──▄┴”Ż¼į┘Ė∙ō■(j©┤)┤╦¾wĘeüĒš{(di©żo)┐žē║ūó─Ż┴ŽĄ─┴„╦┘Ż¼╩╣▓┘ū„š▀▓╗āHėą┐╔─▄ų¬Ą└ųŲū„Ž×?z©Īi)Ż╦∙ąĶ─Ż┴ŽĄ─¾wĘeŻ¼Č°Ūę▀Ć─▄ē“ŅA(y©┤)£y(c©©)«a(ch©Żn)╔·╚▒Ž▌ų«Ū░▀M(j©¼n)╚ļą═Ū╗Ą──Ż┴Ž¾wĘeŻ¼ęį▒Ńį┌┤╦┐╠╝░Ģr(sh©¬)š{(di©żo)š¹┴„╦┘▒▄├Ō╚▒Ž▌«a(ch©Żn)╔·ĪŻMPIĄ─ADS┐žųŲŽĄĮy(t©»ng)ę▓╠ß╣®┴╦Č■ĘN▓╗═¼Ą─ē║┴”─Ż╩ĮŻ¼╝┤│õą═║═ē║īŹ(sh©¬)ē║┴”ĪŻę╗Ą®ūó╚ļą═Ū╗Ą──Ż┴Ž▀_(d©ó)ĄĮą═Ū╗¾wĘeĄ─95%~98%Ż¼ŽĄĮy(t©»ng)Š═ūįäė(d©░ng)ŪąōQĄĮ▌^Ą═Ą─ē║īŹ(sh©¬)ē║┴”ĪŻłD5║═łD6Ęųäe×ķčbéõėąADS┐žųŲŽĄĮy(t©»ng)Ą─░ļūįäė(d©░ng)║═╚½ūįäė(d©░ng)MPIē║Ž×ÖC(j©®)ĪŻ
─┐Ū░Ż¼ć°(gu©«)═ŌŽ╚▀M(j©¼n)Ą─ē║Ž×ÖC(j©®)╦∙┼õéõĄ─┐žųŲ├µ░Õ┤¾ČÓ▓╔ė├ė|Ų┴╩Įę║Š¦’@╩ŠŲ„Ż¼╚╦ÖC(j©®)Įń├µėč║├Ż¼▓┘ū„║å(ji©Żn)å╬├„┴╦,Ė³ōQ─ŻŠ▀Ģr(sh©¬)Ż¼š{(di©żo)įć╣ż╦ćģóöĄ(sh©┤)ĘŪ│ŻĘĮ▒Ń┐ņĮ▌ĪŻłD7║═łD8Ęųäe×ķMPI║═Howmet-TMP┐žųŲ├µ░Õ’@╩ŠŲ„Ų┴─╗ĪŻ

łD5 ėŗ(j©¼)╦ŃÖC(j©®)īŹ(sh©¬)Ģr(sh©¬)┐žųŲMPI55ą═░ļūįäė(d©░ng)ē║Ž×ÖC(j©®)

łD6 MPI45-12ą═ūįäė(d©░ng)ē║Ž×ÖC(j©®)
łD7 MPIē║Ž×ÖC(j©®)┐žųŲŽĄĮy(t©»ng)Įń├µ

łD8 TMPē║Ž×ÖC(j©®)┐žųŲŽĄĮy(t©»ng)Įń├µ
╦─Īóć°(gu©«)«a(ch©Żn)ē║Ž×ÖC(j©®)¼F(xi©żn)ĀŅ║═▓ŅŠÓ
─┐Ū░Ż¼ć°(gu©«)«a(ch©Żn)ē║Ž×ÖC(j©®)│²┴Ń▓┐╝■╝ė╣żŠ½Č╚Ż¼ļŖÜŌ║═ę║ē║į¬Ų„╝■Ą─┘|(zh©¼)┴┐Īóē█├³ęį╝░╩█║¾Ę■äš(w©┤)Ą╚ĘĮ├µŻ¼Č╝ėąįSČÓąĶę¬Ė─▀M(j©¼n)ų«╠Ä═ŌŻ¼å╬Š═╝╝ąg(sh©┤)░l(f©Ī)š╣Ą─īė├µ┐┤Ż¼ū„×ķē║Ž×ÖC(j©®)ĻP(gu©Īn)µI▓┐ĘųĄ─┐žųŲŽĄĮy(t©»ng)Ż¼ć°(gu©«)«a(ch©Żn)įO(sh©©)éõ▀Ć╠Äį┌▒╚▌^Ą═Ą─░l(f©Ī)š╣ļAČ╬Ż¼ų„ę¬▒Ē¼F(xi©żn)į┌─Ż┴Ž┴„äė(d©░ng)═Ļ╚½╩▄ųŲė┌ē║┴”Ż¼ę▓Š═╩ŪšfŻ¼┴„äė(d©░ng)║═│õą═▀^│╠īŹ(sh©¬)ļH╔Ž¤oĘ©┐žųŲŻ¼ų╗─▄┬ĀŲõūį╚╗ĪŻ┤╦ŅÉįO(sh©©)éõē║ųŲąĪą═║å(ji©Żn)å╬╗“ę¬Ū¾▓╗Ė▀Ą─Ž×?z©Īi)Ż▀Ć─▄├ŃÅŖ(qi©óng)ØMūŃąĶ꬯¼Ą½ę¬ē║ųŲ┤¾ą═Å═(f©┤)ļs╗“Ħėą╠š┤╔ą═ąŠĄ─Ž×?z©Īi)ŻŻ¼ä?sh©¼)▒žĖąĄĮ┴”▓╗Å─ą─ĪŻļy╣ųĮ³─ĻüĒ╬ęć°(gu©«)▓╗╔┘▄Ŗ╣żŲ¾śI(y©©)Ż¼▓╗Ž¦╗©┘M(f©©i)ųžĮÅ─ć°(gu©«)═Ō▀M(j©¼n)┐┌ē║Ž×įO(sh©©)éõĪŻį┌Įø(j©®ng)Ø·(j©¼)╚½Ū“╗»║═╬ęć°(gu©«)╝ė╚ļWTOĄ─Į±╠ņŻ¼╬ęć°(gu©«)├±ė├║═╔╠śI(y©©)Š½ĶTŲ¾śI(y©©)ę▓├µ┼RčĖ╦┘╠ßĖ▀«a(ch©Żn)ŲĘÖn┤╬║═┘|(zh©¼)┴┐Ą─ŲDŠ▐╚╬äš(w©┤)Ż¼├ż─┐öU(ku©░)┤¾ęÄ(gu©®)─Ż║═į÷╝ė«a(ch©Żn)┴┐Ą─Ģr(sh©¬)┤·▒ž╚╗ųØu│╔×ķ▀^╚źĪŻŪę▓╗šō┤“╚ļć°(gu©«)ļH╩ął÷(ch©Żng)Ą─ą█ą─ēčųŠŻ¼Š═─├ØMūŃ¼F(xi©żn)ĀŅüĒšfŻ¼ć°(gu©«)«a(ch©Żn)ē║Ž×ÖC(j©®)ę▓╔ą▓╗▒M╚ń╚╦ęŌĪŻ└²╚ń─│ą®▒┌║±ŽÓ▓Ņ▌^┤¾Ą─Ž×?z©Īi)ŻŻ¼ļyęį▀_(d©ó)ĄĮ└ĒŽļą¦╣¹Ż╗Ž×?z©Īi)Ż│▀┤ńŻ©ė╚Ųõ┼cĘųą═├µŽÓĻP(gu©Īn)Ą─│▀┤ńŻ®ĘĆ(w©¦n)Č©ąį▓ŅŻ╗ą═ąŠį┌ē║Ž×▀^│╠ųą╚▌ęūöÓ┴č……ĪŻÅ─īŹ(sh©¬)ļH│÷░l(f©Ī)Ż¼«ö(d©Īng)Ū░╠ßĖ▀ć°(gu©«)«a(ch©Żn)ē║Ž×ÖC(j©®)╦«ŲĮĄ─ĻP(gu©Īn)µI▓ó▓╗į┌īŹ(sh©¬)¼F(xi©żn)╚½ūįäė(d©░ng)╗“ėŗ(j©¼)╦ŃÖC(j©®)┐žųŲĪŻČ°æ¬(y©®ng)īóŠ½┴”╝»ųąį┌═Ļ╔Ų║═╠ßĖ▀ē║Ž×ÖC(j©®)Ą─╔±Įø(j©®ng)ųąśą——┐žųŲŽĄĮy(t©»ng)ĪŻģóššć°(gu©«)═Ō░l(f©Ī)š╣Įø(j©®ng)“×(y©żn)Ż¼╩ūŽ╚æ¬(y©®ng)īó£žČ╚┐žųŲŠ½Č╚╠ßĖ▀ę╗▓ĮĪŻį┘īó┴„äė(d©░ng)║═ē║┴”▀@Č■éĆ(g©©)╣ż╦ćģóöĄ(sh©┤)Ęųķ_Ż¼ļpŽ“¬Ü(d©▓)┴ó┐žųŲŻ¼į┌┤╦╗∙ĄA(ch©│)╔ŽŻ¼īŹ(sh©¬)¼F(xi©żn)ī”(du©¼)│õą═Īó┴„äė(d©░ng)▀^│╠Ė³ėąą¦Ą─┐žųŲŻ¼▓ó▀M(j©¼n)ę╗▓ĮīŹ(sh©¬)¼F(xi©żn)Č■Č╬ē║┴”┐žųŲĪŻęį┤╦üĒØMūŃ╬ęć°(gu©«)Š½ĶT╣żśI(y©©)╠ßĖ▀«a(ch©Żn)ŲĘÖn┤╬║═ĘĆ(w©¦n)Č©┘|(zh©¼)┴┐Ą─ąĶŪ¾ĪŻų╗ėą░č▀@éĆ(g©©)╗∙ĄA(ch©│)┤“║├Ż¼ėŗ(j©¼)╦ŃÖC(j©®)┐žųŲ║═ūįäė(d©░ng)╗»▓┼Š▀ėąīŹ(sh©¬)┘|(zh©¼)ąįĄ─ęŌ┴x║═ār(ji©ż)ųĄĪŻ×ķ┤╦Ż¼šJ(r©©n)šµīW(xu©”)┴Ģ(x©¬)ć°(gu©«)═ŌŽ╚▀M(j©¼n)Įø(j©®ng)“×(y©żn)║═╝╝ąg(sh©┤)╩Ū═Ļ╚½▒žę¬Ą─ĪŻ═¼Ģr(sh©¬)Ż¼ųĄĄ├ę╗╠ߥ─╩ŪŻ¼ē║Ž×ÖC(j©®)┼c╦▄┴Ž╣żśI(y©©)╦∙ė├Ą─ūó╦▄ÖC(j©®)ėąįSČÓŽÓ╦Ųų«╠ÄĪŻČ°╦▄┴Ž╣żśI(y©©)ät╩Ū▒╚Š½├▄ĶTįņ┤¾Ą├ČÓĄ─ąąśI(y©©)ĪŻūó╦▄ÖC(j©®)Ą─░l(f©Ī)š╣ūį╚╗▒╚ē║Ž×ÖC(j©®)┐ņĄ├ČÓŻ¼Å─ųąę▓┐╔ęį╝│╚ĪįSČÓėąęµĄ─Įø(j©®ng)“×(y©żn)ĪŻć°(gu©«)═Ōę╗ą®═¼ąąę▓╠╣čįŻ¼╦¹éā░l(f©Ī)š╣ē║Ž×ÖC(j©®)Ą─▀^│╠ųąįSČÓą┬Ą─įO(sh©©)ėŗ(j©¼)╦╝Žļ║═╦╝┬ĘūŅįńę▓į┤ė┌ūó╦▄įO(sh©©)éõĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║ųŲ─Ż╣ż╦ćģóöĄ(sh©┤)╝░ėŗ(j©¼)╦ŃÖC(j©®)┐žųŲ
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/solutions/14019320917.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")















