



łD1 ╗∙ė┌Å═║Ž▓─┴ŽśŗĮ©│╔ą╬Ą─öĄūų╗»▄ćķg┐é¾w╝▄śŗ
łD2 ūį▀m欎ĄĮyŻ║a→eĄ─ģf═¼┐žųŲ╝ė╣ż
į┌«aŲĘ╝░┴Ń╝■ųŲįņ╗ŅäėųąŻ¼ųŲįņ╣ż╦ć╩Ū└¹ė├╝ė╣żįOéõĪó╝ė╣ż╣żŠ▀Īó╚╦Ą─╝╝─▄Ą╚░čįŁ▓─┴Ž▐Dūā×ķ│╔ŲĘ┴Ń╝■Ą─ĘĮĘ©║═▀^│╠Ż¼ę▓╩Ū╗∙ė┌╚╦Ą─ųŪ┴”┼c¾w┴”ä┌äė░čįOėŗłDśė╝░Ųõ╝╝ągę¬Ū¾▐Dūā│╔īŹļH«aŲĘĄ─ų¬ūR║═─▄┴”Ž╚▀M╣ż╦ć┼cčbéõ╩Ū░lš╣ųŪ─▄ųŲįņĄ─Ė∙╗∙
į┌«aŲĘ╝░┴Ń╝■ųŲįņ╗ŅäėųąŻ¼ųŲįņ╣ż╦ć╩Ū└¹ė├╝ė╣żįOéõĪó╝ė╣ż╣żŠ▀Īó╚╦Ą─╝╝─▄Ą╚░čįŁ▓─┴Ž▐Dūā×ķ│╔ŲĘ┴Ń╝■Ą─ĘĮĘ©║═▀^│╠Ż¼ę▓╩Ū╗∙ė┌╚╦Ą─ųŪ┴”┼c¾w┴”ä┌äė░čįOėŗłDśė╝░Ųõ╝╝ągę¬Ū¾▐Dūā│╔īŹļH«aŲĘĄ─ų¬ūR║═─▄┴”Ż╗čbéõ╩Ū╗∙ė┌╝ė╣ż╣ż╦ćįŁ└ĒīŹ¼F«aŲĘ┴Ń╝■╝ė╣żĄ─įOéõŻ¼╩ŪųŲįņ╣ż╦ćīŹ¼FĄ─▌d¾wĪŻųŪ─▄ųŲįņ╩Ū╣żśI╗»╔·«aį┌ĮøÜv┴╦ÖCąĄ╗»Īóūįäė╗»░lš╣Ą─╗∙ĄA╔ŽŻ¼į┌ėŗ╦ŃÖC╝╝ąg┐ņ╦┘░lš╣Ą─▒│Š░Ž┬└^└mŽ“öĄūų╗»ĪóŠWĮj╗»ĪóųŪ─▄╗»░lš╣Ż¼ą╬│╔ęį“äėæBĖąų¬ĪóīŹĢrĘų╬÷Īóūįų„øQ▓▀Ī󊽣╩ł╠ąą”×ķ╠žš„Ą─Ž╚▀M╔·«a─Ż╩ĮĪŻ
é„ĮyĄ─ÖCąĄ╗»Īóūįäė╗»╔·«a╩Ū═©▀^╝ė╣żįOéõčėš╣┴╦╚╦Ą─¾w┴”─▄┴”Ż¼ųŪ─▄╗»╔·«aät╩Ū═©▀^ėŗ╦Ń┼c═©ą┼╝╝ągĪó╚╦╣żųŪ─▄╝╝ągĄ╚į÷ÅŖų¬ūRūįäė╗»─▄┴”Ż¼čėš╣┴╦╚╦Ą─ųŪ─▄╠Ä└Ē─▄┴”ĪŻ¤ošō║╬ĘN╔·«a─Ż╩ĮŻ¼«aŲĘ┴Ń╝■Ą─ųŲįņ╣ż╦ć╩Ūų„ŠĆŻ¼ę└═ą╣ż╦ćą╬│╔ųŲįņų¬ūRŻ¼īóųŲįņų¬ūRų▓╚ļ╝ė╣żčbéõ╗“╔·«aŽĄĮyŻ¼╩ŪīŹ¼FųŪ─▄╔·«aĄ─Ū░╠ߌl╝■Ż¼╦∙ęįŽ╚▀M╣ż╦ć┼cčbéõ╩ŪīŹ¼FųŪ─▄ųŲįņĄ─Ė∙╗∙ĪŻ╗∙ė┌«aŲĘ║═ųŲįņ▀^│╠Ą─öĄūų─Żą═ŁhŠ│Ż¼╣ż╦ć┼cčbéõĪó═©ą┼┼cėŗ╦Ń╝╝ągĪóų¬ūR╣ż│╠┼c╚╦╣żųŪ─▄╩ŪīŹ¼FųŪ─▄ųŲįņĄ─║╦ą─╗∙ĄAĪŻį┌╬┤üĒĄ─«aŲĘųŲįņ▀^│╠ųąŻ¼ųŲįņöĄō■Īó╗ź┬ō╗ź═©Īóūįų„øQ▓▀īó│╔×ķ╔·«a╗ŅäėĄ─║╦ą─Ż║ųŲįņöĄō■╩Ū╔·«a▀^│╠╠Ä└ĒĄ─╗∙▒Šī”Ž¾Ż¼ž×┤®╔·«a╗ŅäėĄ─š¹éĆ▀^│╠Ż╗įOéõų«ķgĪóįOéõ┼c«aŲĘų«ķgĪóöĄūų┐šķg║═╬’└Ē┐šķgų«ķg╗∙ė┌ą┼Žó═©ėŹ╝╝ągīŹ¼F╗ź┬ō╗ź═©Ż¼īŹ¼FöĄūų┴┐Ą─é„▀fŻ╗╗∙ė┌ėŗ╦ŃÖC╝╝ąg╝░╚╦╣żųŪ─▄╝╝ągŻ¼īŹ¼FöĄūų┴┐é„▀f┼c╠Ä└ĒĪó╬’┴„é„▌ö┼cĮ╗ōQĪóū„śI┴„│╠Ą─ųŪ─▄╠Ä└ĒĪŻ
į┌ųą║Į╣żśIųŪ─▄ųŲįņ┐é¾w╝▄śŗĄ─4éĆīė┤╬ųąŻ¼╔·«a╣▄└ĒīėĪó┐žųŲł╠ąąīė╩Ū╣ż╦ć┼cčbéõæ¬ė├Ą─ųąą─ł÷╦∙Ż¼╦³╔µ╝░ĄĮųą║Į╣żśIųŪ─▄ųŲįņ═Ų▀MėŗäØųąĮ©┴óųŪ─▄╔·«a╣▄└ĒŽĄĮy║═╝»│╔ūįäė╗»ŽĄĮyĪóųŪ─▄╣ż╦ćčbéõčą░lŲĮ┼_Īó╣żśIÖCŲ„╚╦╝»│╔æ¬ė├╝╝ągŲĮ┼_ĪóųŪ─▄ųŲįņęÄĘČ╝░“×ūCŲĮ┼_Ą╚ųž³c╚╬䚯¼▀@ą®ā╚╚▌ę▓╩Ūųą║Į╣żśIųŲįņ╦∙«öŪ░║═Į±║¾Ę■äš║Į┐šŲ¾śIĪó═ŲäėųŪ─▄ųŲįņį┌Ų¾śI┬õĄž╦∙ę¬ķ_š╣Ą─ų„ę¬╣żū„ĪŻ
ųŪ─▄▄ćķg║═╔·«aŠĆ╩ŪīŹ╩®ųŪ─▄╔·«a╗ŅäėĄ─ų„¾w
ųą║Į╣żśIųŪ─▄ųŲįņ╝»│╔─Ż╩Į╩Ūęį«aŲĘ╔·├³ų▄Ų┌║═╔·«a╔·├³ų▄Ų┌×ķų„ŠĆ▀Mąą┐é¾węÄäØįOėŗĄ─ĪŻ╗∙ė┌ŽĄĮy╣ż│╠╦╝ŽļŻ¼į┌«aŲĘ▓▀äØļAČ╬ų„ę¬ķ_š╣«aŲĘęÄäØĪóąĶŪ¾╣ż│╠Īó«aŲĘįOėŗĪó┐ņ╦┘įŁą═Ą╚╗Ņäėęįą╬│╔öĄūų║═╠ōöM«aŲĘŻ╗═©▀^ķ_š╣ģf═¼ųŲįņ╣ż│╠Ż¼═¼Ų┌═Ļ│╔╣żÅSĪó▄ćķgęį╝░╔·«aŠĆĄ─įOėŗŻ¼ą╬│╔öĄūų║═╠ōöM╣żÅSŻ╗į┌«aŲĘīŹ¼FļAČ╬Ż¼šµīŹ╣żÅSķ_╩╝▀\ąąŻ¼═©▀^╣®æ¬µ£ĪóŲ¾śIųŲįņ┘Yį┤ŽĄĮyŻ¼Į©┴ó«aŲĘ╔·«aĄ─╗∙▒ŠŪ░╠ߌl╝■Ż¼Š▀¾wĄ─╔·«a╗Ņäė═©▀^▓┐╩į┌ųŪ─▄▄ćķg║═╔·«aŠĆ╔ŽĄ─ųŪ─▄ųŲįņł╠ąąŽĄĮyüĒ▀MąąĪŻųŪ─▄ųŲįņł╠ąąŽĄĮy½@╚Ī║══¼▓ĮöĄūų╗»╣żÅSĄ─╔·«aöĄō■Ż¼═©▀^šJų¬╝╝ągŽĄĮyų¦│ųųŪ─▄╗»╠Ä└ĒŻ¼═©▀^ČÓ─ŻæBĮė┐┌Ż©╝»│╔Īóś╦£╩ĪóĮ╗╗źŻ®ų¦│ųųŲįņöĄō■║═╬’┴ŽĄ─┴„äėŻ¼īŹ¼F▄ćķg║═╔·«aŠĆīė├µĄ─ųŪ─▄╗»╔·«aĪŻ
ųŪ─▄▄ćķg/╔·«aŠĆĮ©įO┼c▀\ąąųą╔µ╝░Ą─ĻPµI╝╝ągų„ę¬ėąŻ║╔·«a▓╝ŠųĮ©─ŻĘ┬šµ┼cā×╗»Īó╔·«a┘Yį┤ęÄäØ┼cäėæBš{Č╚Īóī”ČÓį┤ą┼ŽóĄ─╚½├µ║═īŹĢr▓╔╝»ĪóČÓį┤ą┼Žóį┌╔·«aŽĄĮyĖ„ę¬╦žķgĄ─äėæB═©ėŹĪó╗∙ė┌īŹĢr╔·«aĀŅæBĄ─öĄō■┘Yį┤Š█║Ž║═Ęų╬÷øQ▓▀ĪóöĄūų┴┐“īäėĄ─▄ćķg/╔·«aŠĆŠ½£╩▀\ąąĄ╚ĻPµI╝╝ągŻ¼▀@ą®ĻPµI╝╝ąg╩Ū┘É▓®╬’└Ē╔·«aŽĄĮy╝╝ągĄ─ųžę¬ĮM│╔▓┐ĘųŻ¼╩ŪĮ©┴óūįĮM┐ŚĪóūįīW┴ĢĪóūį▀mæ¬║═ūįā×╗»Ą─╔·«aŽĄĮyĄ─║╦ą─╝╝ągĪŻųŲįņ╦∙Į³─ĻüĒį┌ųŪ─▄▄ćķg║═╔·«aŠĆš¹¾wĘĮ░ĖįOėŗ║═īŹ╩®ĘĮ├µķ_š╣┴╦ę╗ą®╣żū„Ż¼Å═║Ž▓─┴Žśŗ╝■│╔ą╬öĄūų╗»▄ćķg╩ŪŲõųąĄ─ę╗éĆīŹ└²ĪŻ
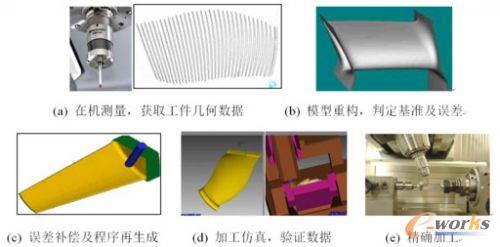
Å═║Ž▓─┴Žśŗ╝■│╔ą╬öĄūų╗»▄ćķg╩ŪųŲįņ╦∙║═ųą║ĮÅ═▓─╣▓═¼│ąō·Ą─ć°╝ę░lĖ─╬»ųŪ─▄ųŲįņčbéõ░lš╣īŻĒŚĒŚ─┐Ż¼Ųõų„ę¬─┐ś╦╩Ūīó─┐Ū░ęį╚╦╣żū„śIŻ©╩ų╣żõüĘ┼Īó╝ż╣ŌČ©╬╗Īó╚╦╣ż░ß▀\Ą╚Ż®×ķų„Ą─╔·«aĘĮ╩Į▐Dūā×ķöĄūų╗»╔·«aĘĮ╩ĮŻ¼į┌¼Fėą¤ßē║╣▐ĪóÅ═ļsą═├µÆ▀├ĶÖz£yįOéõ╗∙ĄA╔ŽŻ¼į÷╝ėūįäėõüĦÖCĪóūįäėõüĮzÖCĪóĖ▀╦┘ŃŖ┤▓Ą╚öĄ┐žįOéõęį╝░ćŖ═┐ÖCŲ„╚╦Ż¼ķ_░lŽÓæ¬Ą─╚²ŠS╣ż╦ćįOėŗŽĄĮy║═▄ćķg▀\ąą╣▄┐žŽĄĮyŻ¼īŹ¼F▄ćķgĄ─öĄūų╗»▀\ąąĪŻßśī”ĒŚ─┐ę¬Ū¾Ż¼ųŲįņ╦∙═©▀^╔·«aŠĆĮ©─Ż┼cĘ┬šµŻ¼Ęų╬÷┴╦╔·«aŲ┐Ņi║═╬’┴„┬ĘÅĮŻ¼Į©┴ó┴╦ā×╗»Ą─╣ż╦ć┴„│╠Ż¼╩ß└Ē│÷┴╦▄ćķgöĄō■Ą─é„▀fĻPŽĄ║═╠Ä└ĒĘĮĘ©Ż¼Į©┴ó┴╦öĄūų╗»▄ćķg┐é¾w╝▄śŗŻ©ęŖłD1Ż®Ż¼┤ŅĮ©┴╦Å═▓─▄ćķgöĄūų╗»╝ė╣żĪóČÓį┤öĄō■▓╔╝»Īó▄ćķg▀\ąą╣▄┐žĪó¼Fł÷ŠWĮj═©ėŹĄ╚╗∙ĄA▄øė▓╝■ŁhŠ│Ż¼ą╬│╔┴╦öĄūų╗»▄ćķgĄ─ļrą╬ĪŻ─┐Ū░ĒŚ─┐š²į┌▀Mąą¼Fł÷š{įćĪŻ
ųŪ─▄čbéõ╩ŪųŪ─▄╔·«aīŹ╩®Ą─▒ŻšŽ
ųŪ─▄čbéõ╩Ūį┌¼FėąöĄ┐žčbéõ╦∙Š▀éõĄ─öĄūų┐žųŲ─▄┴”╗∙ĄA╔ŽŻ¼į÷ÅŖĖąų¬øQ▓▀╣”─▄Ż¼╠ß╔²ųŲįņčbéõĄ─ųŪ─▄╠Ä└Ē─▄┴”ĪŻųŪ─▄čbéõ╩Ū┐žųŲł╠ąąīė═Ļ│╔«aŲĘ╝ė╣żĄ─╗∙▒Šł÷╦∙Ż¼▒ŻšŽ╔·«aöĄō■╗“ųĖ┴ŅĄ─ł╠ąą║═īŹ╩®Ż¼═Ļ│╔«aŲĘĄ─╝ė╣żĪŻ
ųŪ─▄čbéõĄ─š¹ÖCĮYśŗĪó╣”─▄▓┐╝■Īó┐žųŲįŁ└ĒĄ╚Č╝┼c╣ż╦ćĘĮĘ©ėąĻPŻ¼╔µ╝░Ą─ĻPµI╝╝ągų„ę¬ėąŻ║╣żørĄ─äėæBĖąų¬┼cą┼Žó▓╔╝»Īó╬╗ų├╗“ĀŅæB┼ąČ©╝░š`▓ŅĘų╬÷Īó╗∙ė┌╣ż╦ćų¬ūRĄ─øQ▓▀╠Ä└Ē╝╝ągĄ╚ĪŻ▓╗═¼╣ż╦ćĘĮĘ©ėąŲõ╠žėąĄ─╣ż╦ćģóöĄ——╝ė╣ż─┐ś╦ĻPŽĄŪ·ŠĆ║═ųŲįņų¬ūRŻ¼▀@ą®╣ż╦ćŪ·ŠĆ║═ųŲįņų¬ūRŪČ╚ļĄĮųŪ─▄čbéõĄ─┐žųŲŽĄĮyųąŻ¼ų¦│ų╗∙ė┌╣żørĄ─īŹĢrĘų╬÷║═øQ▓▀╠Ä└ĒĪŻ╣ż│╠īŹ¼FųąŻ¼═©▀^╝»│╔╬╗ų├Īó┴”Īó¤ßĪóš±äėĪóęĢėXūRäeĄ╚é„Ėąį¬╝■īŹ¼F╣ż╝■╬╗ų├ĪóÄū║╬ą╬ĀŅĪó╝ė╣ż╣żørĄ─īŹĢr▓╔╝»Ż¼═©▀^ą┼╠¢Ęų╬÷╠Ä└ĒĪó╬╗ų├š`▓ŅĘų╬÷Īó▀\äėĀŅæBĘų╬÷Ą╚┤_Č©╣żørĀŅæBĪó╣żū„Ū·ŠĆĄ╚Ż¼į┌¼Fėą┐žųŲčbų├╔Ž═©▀^ŪČ╚ļ╣ż╦ćģóöĄ——╝ė╣ż─┐ś╦ĻPŽĄøQ▓▀ęÄätĪó╗∙ė┌╣ż╦ćų¬ūRĄ─øQ▓▀╠Ä└ĒīŹ¼FĪó╗∙ė┌╝ė╣ż╣żørĄ─╠Ä└ĒŻ¼┐žųŲŽĄĮy░┤øQ▓▀ĮY╣¹Įo│÷Ą─╣ż╦ćģóöĄĪóßśī”╣żørĄ─╠Ä└Ē┤ļ╩®Ą╚“īäėł╠ąąÖCśŗ▀\ąąĪŻ
ųŲįņ╦∙į┌×ķ║Į┐šŲ¾śI╠ß╣®Ė„ŅÉ║Į┐šīŻė├╣ż╦ćčbéõĄ─╗∙ĄA╔ŽŻ¼š²į┌Ž“ųŪ─▄╣ż╦ćčbéõ▐Dą═Ż¼ūį▀mæ¬╝ė╣żŽĄĮyĪóļp╣Ō╩°╝ż╣Ō║ĖįOéõĄ─čąųŲæ¬ė├╩Ūā╔éĆĄõą═īŹ└²ĪŻ
ūį▀mæ¬╝ė╣żŽĄĮy╩Ū╗∙ė┌░läėÖC┤¾ą═Å═ļs╚~Ų¼╝ė╣żąĶŪ¾Č°ķ_░læ¬ė├Ą─ĪŻ╚~Ų¼▀M╚ļöĄ┐ž╝ė╣żļAČ╬ĢrŻ¼═©▀^╚~╔Ēą═├µ┤_Č©╝ė╣ż╗∙£╩Ż¼╝ė╣żģ^ę▓ų╗╩Ū╚~╔Ēą═├µ╔ŽĄ─ę╗▓┐ĘųŻ¼▒žĒÜī”╣ż╝■īŹļHĄ─Č©╬╗š`▓ŅĪóą═├µš`▓Ņ▀Mąąčaāö║¾▓┼─▄▀Mąą╝ė╣żĪŻŲõųąĄ─ĻPµI╝╝ąg╩Ū╗∙ė┌īŹ£yöĄō■Ą──Żą═ųžĮ©┼cš`▓Ņčaāö╠Ä└ĒĘĮĘ©║═£y┴┐—š{š¹—┐žųŲĄ─╝»│╔ĪŻ▀@ĘN£y┴┐—š{š¹—┐žųŲ╝»│╔×ķę╗¾w╝ė╣żŽĄĮyę▓┐╔ęįæ¬ė├ĄĮ▓╔ė├│╔ą╬Īó║ĖĮėĪóÖC╝ė╣ż╦ćĮM║ŽųŲįņĄ─┤¾ą═š¹¾wĮYśŗ╝■ųąĪŻ
ļp╣Ō╩°╝ż╣Ō║Ė╩Ūßśī”Š▀ėąČÓŪ·├µĪóūāĮž├µĪóŖAīėĮYśŗĦĮŅš¹¾w▒┌░ÕųŲįņČ°ķ_░lĄ─ĪŻ├╔Ųż│╔ą╬║¾Ż¼═©▀^ļp╣Ō╩°╝ż╣Ō║ĖĮė╣ż╦ćĘĮĘ©īó╝ėÅŖĮŅ║ĖĮėį┌├╔Ųż╔Žą╬│╔ĦĮŅš¹¾w▒┌░ÕĮYśŗŻ¼├╔ŲżĪó╝ėÅŖĮŅčb┼õĢrė╔ė┌Ė„╣ż╝■Ą─š`▓Ņī¦ų┬╣ż╝■Č©╬╗ŽÓī”╬╗ų├▓╗─▄░┤─Żą═£╩┤_Č©╬╗Ż¼╝ż╣Ō║ĖĮėŅ^ę╗ĘĮ├µę¬Ė·ļSīŹļHĄ─┐šķgŪ·ŠĆą╬ĀŅ║Ė┐pęŲäė▀Mąą║ĖĮėŻ¼┴Ēę╗ĘĮ├µėųę¬═¼ī”é╚Ą─┴Ēę╗╩°╝ż╣Ō║ĖĮėŅ^▒Ż│ų═¼▓ĮŻ¼▒žĒÜę¬īŹ¼F║Ė┐p▄ē█EĄ─īŹĢrÖz£y║═Ė·█ÖęŲäėŻ¼▓┼─▄īŹ¼Fļp╣Ō╩°╝ż╣Ō║ĖĮėĪŻßśī”▀@ĘN╣ż╦ćąĶŪ¾Ż¼ųŲįņ╦∙čąųŲķ_░l┴╦11▌SČÓ╣”─▄╝ż╣Ō║ĖĮėįOéõŻ¼Ą½─┐Ū░▓╔ė├╚╦╣ż╩ŠĮ╠ĘĮĘ©īŹ¼FīŹļH║Ė┐pĄ─Öz£yĖ·█ÖŻ¼š`▓Ņ┤¾Īóą¦┬╩Ą═Ż¼Ž┬ę╗▓Įīó└^└m═╗ŲŲÖCŲ„ęĢėX╝╝ągŻ¼īŹ¼F┐šķg║Ė┐p╬╗ų├Š½£╩ūRäe║═ūį▀mæ¬Ė·█Ö┐žųŲŻ¼ęįĖ³║├ĄžØMūŃą┬ą═ĮYśŗ╝■ųŲįņĄ─ąĶŪ¾ĪŻ
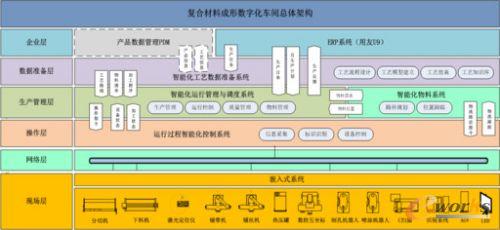
ųŲįņ╦∙ū„×ķųą║Į╣żśIųŪ─▄ųŲįņäōą┬ųąą─Ą─ę└═ąå╬╬╗ų«ę╗Ż¼īóÅ─ęįŽ┬╚²éĆĘĮ├µĘeśO═Ų▀Mųą║Į╣żśIųŪ─▄ųŲįņ═Ų▀MėŗäØĄ─īŹ╩®Ż║Ą┌ę╗Ż¼┴óūŃąąśIā╚Ż¼═©▀^ć°ā╚═Ō║Žū„Ż¼čą░lŠ▀ėąūįų„ų¬ūR«aÖÓĄ─ųŪ─▄╔·«a╣▄└ĒŽĄĮy║═╝»│╔ūįäė╗»ŽĄĮyŻ╗Ą┌Č■Ż¼Į©┴ó╣żśIÖCŲ„╚╦╝»│╔æ¬ė├čą░lŲĮ┼_Ż¼ßśī”Ų¾śIąĶŪ¾ķ_░lĖ„ŅÉÖCŲ„╚╦╝»│╔æ¬ė├ŽĄĮyŻ╗Ą┌╚²Ż¼Į©┴óųŪ─▄╣ż╦ćčbéõčą░lŲĮ┼_Ż¼×ķŲ¾śIČ©ųŲųŪ─▄╗»Ą─īŻė├╣ż╦ćčbéõ║═Ė▀ÖnöĄ┐žÖC┤▓Ż¼▓óČ©ųŲķ_░lŽÓæ¬Ą─ŠÄ│╠┼cĘ┬šµĄ╚▄ø╝■╣żŠ▀ĪŻ
ųŲįņ╦∙īóęįųŪ─▄ųŲįņäōą┬ųąą─×ķŲĮ┼_Ż¼ų°┴”═╗ŲŲųŪ─▄ųŲįņĻPµI╝╝ągŻ¼ßśī”«aŲĘųŲįņ╣ż╦ć─²ŠÜ║═æ¬ė├ųŲįņų¬ūRŻ¼×ķŲ¾śI╠ß╣®ųŪ─▄čbéõĪóųŪ─▄▄ćķg/╔·«aŠĆ║═╔·«aå╬į¬Ą─š¹¾wĮŌøQĘĮ░ĖŻ¼▓ó╠ß╣®╚½╔·├³ų▄Ų┌Ą─Ę■䚯¼═ŲäėųŪ─▄ųŲįņį┌ųą║Į╣żśI╝»łF┬õĄž▓ó╚ĪĄ├īŹą¦ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║═╗ŲŲųŪ─▄čbéõ╝░╔·«aŠĆĻPµI╝╝ąg═Ųäė║Į┐šųŪ─▄ųŲįņ┬õĄž
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019320931.html





















