



ÜgėŁģó╝ėĄ┌╩«╚²ī├«aŲĘäōą┬öĄūų╗»ć°ļHĘÕĢ■ 11į┬29-30╚š ╠ņĮ“
0 Ū░čį
┤¼ė├ųą╦┘▓±ė═ÖCų„ę¬ė├ū„ųąąĪą═┤¼▓░ų„ÖC╗“┤¾ą═┤¼▓░░lļŖÖCŻ¼į┌▄Ŗė├┼×═¦Īó║Żč¾╣ż│╠║═║Į▀\śIĄ─æ¬ė├ĘŪ│ŻÅVĘ║ĪŻė╔ė┌ķLŲ┌ę└┘ćįS┐╔ūC╔·«aŻ¼ć°ā╚ųą╦┘ÖCŲ¾śIūįų„čą░l─▄┴”Ųš▒ķ▌^╚§ĪŻĮ³─ĻüĒŻ¼╩└Įń┤¼ė├ųą╦┘ÖCąąśIŽŲŲ┴╦ļp╚╝┴Ž░läėÖCčą░l¤ß│▒Ż¼▀@ę╗┐š░ū«aŲĘŅIė“īóĮoć°ā╚Ų¾śIĦüĒļyĄ├Ą─ūĘ┌sŲ§ÖCŻ¼ĮĶų·Ž╚▀MųŲįņ╝╝ągÅøča«aŲĘäōą┬─▄┴”Č╠░Õä▌į┌▒žąąĪŻčb┼õ╣ż╦ćå¢Ņ}╩Ū▓±ė═ÖCčąųŲųąĄ─ĻPµI╝╝ągå¢Ņ}ų«ę╗Ż¼ėąĻPŲ¾śIęčĮø╩╣ė├╚²ŠSCADķ_š╣╣ż│╠įOėŗŻ¼╔·«a╣▄└ĒļAČ╬ę▓į┌ų▓Į═Ųąą╣▄└Ēą┼Žó╗»Ż¼Ą½į┌čb┼õ╣ż╦ćŁh╣Øę└╚╗čžė├Č■ŠS╩ų╣żįOėŗ╣▄└Ē─Ż╩ĮŻ¼│╔×ķīŹ╩®Ž╚▀MųŲįņæ┬įĄ─├„’@ųŲ╝sŻ¼▓╔ė├öĄūų╗»╝╝ąg╠ßĖ▀čb┼õ╣ż╦ćįOėŗ╣▄└Ē╦«ŲĮęč│╔×ķŲ¾śI╝╝ąg╔²╝ēĖ─įņĄ─ŠoŲ╚╚╬äšĪŻ
öĄūų╗»čb┼õ╣ż╦ć╩Ūėŗ╦ŃÖC▌oų·čb┼õ╣ż╦ćįOėŗĄ─ūŅą┬ą╬╩ĮŻ¼┼cé„ĮyCAPPŽÓ▒╚Š▀ėą╝»│╔ĪóĮYśŗ╗»Īó┐╔ęĢ╗»Ą─═╗│÷ā׳cŻ¼─▄śO┤¾╠ßĖ▀╣ż╦ćįOėŗ╣▄└Ēą¦┬╩Ż¼īŹ¼F┼cčb┼õŽÓĻPĄ─╦∙ėąśIäš╗Ņäė╝»│╔ā×╗»ĪŻ╚╗Č°öĄūų╗»čb┼õ╣ż╦ć«a╔·ė┌ėŗ╦ŃÖC╝»│╔ųŲįņĪó╠ōöMųŲįņĪó▓óąą╣ż│╠╦CŠ█╚┌║ŽĄ─▒│Š░Ż¼─┐ś╦ĮYśŗĖ³╝ėČÓį¬Ż¼╝╝ągā╚║ŁĖ³╝ėžSĖ╗Ż¼īŹ╩®▀^│╠▒Š╔Ēę▓╩Ūę╗ĒŚų¬ūR├▄╝»ą═╣żū„Ż¼▒žĒÜŠ▀¾wŲ¾śIŠ▀¾wĘų╬÷ĪŻ×ķ╠Į╦„öĄūų╗»čb┼õ╣ż╦ćį┌ųą╦┘▓±ė═ÖCųŲįņŲ¾śIĄ─æ¬ė├┬ĘÅĮŻ¼╩ūŽ╚꬚²┤_šJūR▀@ĒŚ╝╝ąg┼cé„ĮyCAPPĄ─ģ^äeŻ¼Ą├ĄĮöĄūų╗»čb┼õ╣ż╦ć▄ø╝■║╦ą─╣”─▄Ż¼├„┤_─┐ś╦ąĶŪ¾ų«║¾Ż¼ßśī”║╦ą─╣”─▄ķ_š╣Ąõą═╣ż╦ćįŁą═īŹ“ׯ¼½@Ą├┐╔ąą╝╝ąg┬ĘŠĆĪŻ
1 öĄūų╗»čb┼õ╣ż╦ć╝╝ągā╚║Ł
░³║¼ÖC╝ė╣ż╦ćįOėŗį┌ā╚Ą─CAPP▒╚CAD║═öĄ┐ž╝ė╣ż╝╝ąg│÷¼FĄ├Č╝ę¬═ĒŻ¼╩└Įń╔ŽĄ┌ę╗éĆCAPPšQ╔·ė┌1970─ĻŻ¼į┌┤╦║¾20ČÓ─ĻCAPPę╗ų▒ūĘŪ¾▄ø╝■═Ų└Ē─▄┴”╠ßĖ▀Ż¼ūŅĮK─┐ś╦╩Ūę¬▀_ĄĮ╣ż╦ćįOėŗūįäė╗»Ż¼Å─įńŲ┌Ą─Öz╦„╩ĮĪó┼╔╔·╩Į░lš╣ĄĮäō│╔╩ĮĪó╣ż╦ćįOėŗīŻ╝ꎥĮyŻ¼ŽÓ└^╚ĪĄ├│╔ĮM╝╝ągŠÄ┤aĪóčb┼õą┼Žó─Żą═Īó╣ż╦ćų¬ūRÄņĪó═Ų└ĒÖCĄ╚ųžę¬│╔╣¹Ż¼ĮŌøQ┴╦ę╗ą®║åå╬ŽÓ╦Ų┴Ń▓┐╝■╣ż╦ćų¬ūRųžė├å¢Ņ}Ż¼Ą½ė╔ė┌╣ż╦ć▀^│╠Ą─Å═ļsąįŻ¼¼Fėą╚╦╣żųŪ─▄ĘĮĘ©į┌╣ż╦ćų¬ūR½@╚ĪĪó▒Ē╩ŠĪóæ¬ė├ĘĮ├µ╚įėą║▄ČÓ▓╗ūŃŻ¼╠žäe╩Ūčb┼õ╣ż╦ćįOėŗąĶę¬┐╝æ]ČÓéĆ┴Ń▓┐╝■Ą─Äū║╬╣ż╦ć╠žš„║═ŽÓ╗źĻPŽĄŻ¼┤¾ą═ÖCļŖ«aŲĘ╩ų╣żčb┼õ╔µ╝░Ė³ČÓ┘Yį┤ę¬╦žĮYśŗ┼cäėæBŽÓ╗źū„ė├Ż¼Ä¦üĒøQ▓▀─Żą═ļyęįĮ©┴óĪóĘĮ░ĖĮM║Ž▒¼š©Ą╚å¢Ņ}Ż¼┼cÖC╝ė╣ż╦ćå╬ę╗┴Ń╝■Äū║╬═Ōą╬Ū¾ĮŌŽÓ▒╚Ż¼ŽĄĮyĄ─Å═ļsąį’@Č°ęūęŖŻ¼─┐Ū░āHėąéĆäe▄ø╝■╠ß╣®čb┼õ┬ĘÅĮūįäėęÄäØ╣”─▄Ż¼ŲĄĮĘŪ│ŻėąŽ▐Ą─▌oų·ū„ė├Ż¼Ųõ╦¹ę╗ą®īŹ“×╩ęįŁą═Ħėą║▄ČÓ║å╗»╝┘įOĪóå╬¬Üßśī”─│ę╗«aŲĘ┴Ń▓┐╝■╗“╣ż╦ćŪ¾ĮŌųąĄ─Šų▓┐å¢Ņ}Ż¼ŠÓļxīŹļH╣ż│╠æ¬ė├ĘŪ│Ż▀b▀hŻ¼╣ż╦ćįOėŗūįäė╗»ųØuū▀ĄĮ▒MŅ^ĪŻ
ė╔ė┌ūįäė╗»čb┼õ╣ż╦ćįOėŗĢ║ĢrļyęįīŹ¼FŻ¼╝┤╩╣äō│╔╩ĮCAPP─▄Ū¾ĮŌ│÷╣ż╦ćĘĮ░ĖŻ¼ę▓▀ĆąĶę¬╚╦üĒ╦╝┐╝┼ąöÓĮŌĄ─┐╔ąąąį┼cā×┴ėąįŻ¼│¼│÷ų¬ūRÄņā╚╚▌Ą─å¢Ņ}ŽĄĮyŠ═ūāĄ├¤o─▄×ķ┴”Ż¼Č°Ūę┐═æ¶Č©ųŲęč│╔×ķųŲįņśI░lš╣ų„┴„Ż¼«aŲĘéĆąį╗»ĪóĘŪś╦£╩╗»╠žš„įĮüĒįĮ├„’@Ż¼╚╦į┌čb┼õ╣ż╦ćįOėŗųąĄ─ų¦┼õĄž╬╗ę└╚╗▓╗┐╔äėōuĪŻ20╩└╝o90─Ļ┤·ųąŲ┌Ż¼ļSų°▓óąą╣ż│╠Īóėŗ╦ŃÖC╝»│╔ųŲįņĪó├¶Į▌ųŲįņĪó╠ōöMųŲįņĄ╚Ž╚▀MųŲįņ╝╝ąg│÷¼FŻ¼čb┼õ╣ż╦ćCAPPķ_╩╝│»ų°ĮYśŗ╗»Īó╝»│╔Īó┐╔ęĢ╗»ĪóĘ┬šµĪó╣ż╦ć╣▄└Ē┼c╣ż╦ćįOėŗ▓óųžĄ─ĘĮŽ“░lš╣Ż¼╩╣▄ø╝■│╠ą“╠Ä└Ē║═öĄō■Äņ╝╝ągā×ä▌─▄ē“░lō]į┌Ė³ČÓĘĮ├µŻ¼Š▀¾w░³└©Ż║
1)▒M┐╔─▄īó╩┬äšąį╣żū„Į╗Įoėŗ╦ŃÖCüĒū÷Ż╗
2)═©▀^╚½╚²ŠS┐╔ęĢ╗»Ą─╚╦ÖCĮ╗╗źüĒ═╗│÷Īó╠ß╔²įOėŗ╚╦åTĄ─ųŪ┴”žĢ½IŻ╗
3)ĮĶų·ėŗ╦ŃÖCĘ┬šµ“×ūC╣ż╦ćäōą┬Ż╗
4)═©▀^▓╗═¼┴ŻČ╚╣ż╦ćųžė├īŹ¼F╣ż╦ćįOėŗś╦£╩╗»Ż╗
5)═©▀^▀^│╠╝»│╔Īó▀^│╠ųžĮMüĒī”╔·«a╣▄└Ēå¢Ņ}╠ßŪ░┐╝æ]Ż╗
ęį┤╦üĒ╠ßĖ▀╣ż╦ćįOėŗą¦┬╩Īó┤┘▀M╣ż╦ćäōą┬Īóā×╗»╣ż╦ćįOėŗī”¼Fł÷▓┘ū„║═╔·«a╣▄└ĒĄ─ų¦│ųĪŻęį╔Žūā╗»┤┘│╔┴╦öĄūų╗»čb┼õ╣ż╦接ĮyĄ─│÷¼FŻ¼öĄūų╗»čb┼õ╣ż╦接Įy─▄═Ļ│╔é„ĮyCAPPĄ─ę╗Ūą╣żū„Ż¼╗∙ė┌Äū║╬Īó▀^│╠ĪóöĄō■─Żą═▒ŻūC┴╦Ųõ¤o┼céÉ▒╚Ą─ņ`╗ŅąįĪó┐╔ęĢ╗»║═╝»│╔─▄┴”Ż¼öĄūų╗»čb┼õ╣ż╦接Įy▓╗į┘╩Ūę╗éĆ┤¾Č°╚½Ą─╣┬┴óæ¬ė├Ż¼Č°╩Ū┼cPLMĪóCADĪóERPĪó╣ż╦ćĘ┬šµĄ╚▄ø╝■ņ`╗Ņ╝»│╔Ż¼▓╗═¼Ų¾śI┐╔ęįĖ∙ō■ūį╔ĒąĶę¬▓╔ė├▓╗═¼īŹ¼FĘĮ╩ĮŻ¼┼cę╗éĆĮyę╗Ą─╣▓ŽĒöĄō■Äņ▀BĮė╩ŪŲõ╣▓═¼ś╦ųŠĪŻłD1╩Ūčb┼õ╣ż╦ćCAPP░lš╣Üv╩ĘĪŻ
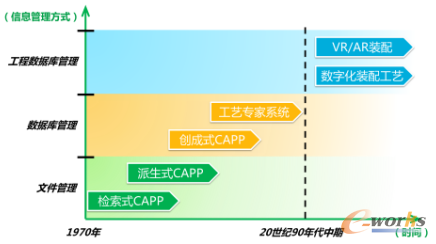
łD1 čb┼õ╣ż╦ćCAPP░lš╣Üv╩Ę
2 ųą╦┘▓±ė═ÖCöĄūų╗»čb┼õ╣ż╦ć▄ø╝■╣”─▄
Ęų╬÷ųą╦┘▓±ė═ÖCčb┼õ╣ż╦ćįOėŗ¼FĀŅĪó┼cŲõ╦³śIäšų«ķgĄ─ĻPŽĄŻ¼┐╔ęįĄ├ĄĮŲ¾śIī”öĄūų╗»čb┼õ╣ż╦ć▄ø╝■Ą─╣”─▄ąĶŪ¾Ż¼▀MČ°╠ß│÷Ę¹║Žų„┴„╝╝ąg┌ģä▌Ą─▄ø╝■╣”─▄ĮYśŗĪŻÅ─┐é¾wŪķørüĒ┐┤Ż¼┤¼ė├ųą╦┘▓±ė═ÖCī┘ė┌ČÓŲĘĘNĪóąĪ┼·┴┐Ą─░┤Č©å╬ųŲįņŻ©MTOŻ®─Ż╩ĮŻ¼«aŲĘūŅ┤¾│▀┤ń▀_ĄĮ8m×2.5m×4mŻ©ķL×īÆ×Ė▀Ż®Ż¼ųž┴┐į┌20-90ćŹų«ķgūā╗»Ż¼łD2╩Ū┤¼ė├ųą╦┘▓±ė═ÖCŻ¼├┐Ę▌┐═æ¶Č©å╬Č╝ėąå╬¬ÜĄ─╝╝ągęÄĖ±Ż¼Ė∙ō■╝╝ągęÄĖ±ą▐Ė─╗∙ą═«aŲĘ╣ż│╠įOėŗ┼cčb┼õ╣ż╦ćŻ¼čb┼õ╣ż╦ć░³║¼ĮYśŗĪó╣▄┬ĘĪóļŖÜŌ╚²éĆīŻśIŻ¼╣ż╦ć┐éöĄį┌60éĆū¾ėęŻ¼¼Fł÷čb┼õ╚½▓┐ę└┐┐╩ų╣ż═Ļ│╔Ż¼čb┼õ▄ćķg╔·«aę¬╦žĮYśŗ┼cąą×ķ▀^│╠ĘŪ│ŻÅ═ļsŻ¼ī¦ų┬čb┼õ╣ż╦ćįOėŗ┼c╚╦Ą─Įø“×ų¬ūRĻPŽĄ├▄ŪąŻ¼ųž┤¾ą┬╣ż╦ćøQ▓▀║═ŽÓ╦Ų«aŲĘ╣ż╦ćįOėŗČ╝╔µ╝░┤¾┴┐ų¬ūRųžė├Ż¼ę▓Įo▀@ĒŚ╣żū„ĦüĒĘ▒¼ŹĄ─łD╬─ŠÄųŲĪóīÅ║╦ąŻī”╣żū„Ż¼─┐Ū░ąąśIā╚ę└╚╗╩╣ė├ų╗Š▀ėąłD╬─ŠÄ▌ŗ╣”─▄Ą─Č■ŠSCAPP▀Mąąčb┼õ╣ż╦ćįOėŗŻ¼▒®┬Č│÷ę└┘ć╚╦åTĮø“×Īó╩┬äšąį╣żū„ČÓĪóųžÅ═ä┌äė┤¾Īóęū│÷ÕeĄ╚╚▒³cĪŻ
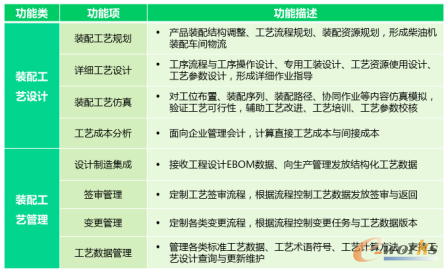
ūRäe│÷čb┼õ╣ż╦ćįOėŗūį╔Ēå¢Ņ}ų«║¾Ż¼▀Ćę¬▀Mę╗▓ĮĘų╬÷čb┼õ╣ż╦ćįOėŗį┌Ų¾śIųą╦∙╠ÄĄ─śI䚣hŠ│Ż¼Ė∙ō■ŽĄĮy┼cŁhŠ│Ą─▌ö╚ļ▌ö│÷ĻPŽĄ═Ļ╔Ų▄ø╝■╣”─▄ąĶŪ¾ĪŻ┼c▓±ė═ÖCčb┼õ╣ż╦ćįOėŗų▒ĮėŽÓĻPĄ─Ų¾śI╣”─▄ėą«aŲĘ╣ż│╠įOėŗĪó╔·«a╣▄└Ē║═¼Fł÷čb┼õĪŻ╣ż│╠įOėŗ═Ļ│╔▓±ė═ÖC╚²ŠS─Żą═Īó╣ż│╠╬’┴ŽŪÕå╬║═┘|┴┐╝╝ągę¬Ū¾Ż¼▀@ą®ą┼Žó╩Ūčb┼õ╣ż╦ćįOėŗĄ─▌ö╚ļŻ¼į┌╚²ŠSś╦ūó╔ą╬┤æ¬ė├Ą─ŪķørŽ┬Ż¼Č■ŠS╣ż│╠łD╚į┼c╚²ŠS─Żą═▓ó┤µŻ¼öĄūų╗»čb┼õ╣ż╦ć▄ø╝■æ¬─▄ų▒ĮėĮė╩š└¹ė├╚²ŠSöĄō■Ż¼╗∙ė┌įOėŗ─Żą═ĮYśŗ▀Mąąčb┼õĮYśŗš{š¹Ż╗╔·«a╣▄└Ē╩Ūčb┼õ╣ż╦ćįOėŗĘ■䚥─Ž┬ė╬“┐═涔Ż¼ų„ę¬╣”─▄╩Ū═Ļ│╔┐═æ¶Č©å╬╠Ä└ĒŻ¼ųŲČ©╬’┘Y▓╔┘Å╣®æ¬║═Ė„╝ē╔·«aėŗäØŻ¼ąĶę¬čb┼õ╣ż╦ćįOėŗ╠ß╣®čb┼õ╬’┴ŽŪÕå╬Īó╣ż╦ć┬ĘŠĆ║═╣żū„ųąą─ą┼ŽóŻ╗¼Fł÷čb┼õę▓╩Ūčb┼õ╣ż╦ćįOėŗĘ■䚥─Ž┬ė╬“┐═涔Ż¼ĒÜ×ķ╣ż╚╦čb┼õ▓┘ū„Īó═Ļ╣ż┘|┴┐Öz“×╠ß╣®ū„śIųĖī¦Ż¼ī”欼Fėą╣ż╦ćęÄ│╠╗“╣ż╦ć┐©Ų¼ā╚╚▌ĪŻĖ∙ō■ęį╔ŽĘų╬÷Ż¼ĮY║ŽöĄūų╗»ųŲįņ╝╝ąg│▒┴„Ż¼╠ß│÷┴╦ųą╦┘ÖCŲ¾śIöĄūų╗»čb┼õ╣ż╦ć▄ø╝■╣”─▄Ż¼╚ń▒Ē1╦∙╩ŠŻ¼Ęų×ķ“čb┼õ╣ż╦ćįOėŗ”║═“čb┼õ╣ż╦ć╣▄└Ē”ā╔ŅÉ╣”─▄Ż¼├┐ŅÉ░³║¼╚¶Ė╔Š▀¾w╣”─▄ĪŻ
▒Ē1 ųą╦┘▓±ė═ÖCöĄūų╗»čb┼õ╣ż╦ć▄ø╝■╣”─▄
3 ųą╦┘▓±ė═ÖCöĄūų╗»čb┼õ╣ż╦ćįOėŗ
čb┼õ╣ż╦ćįOėŗ╩ŪöĄūų╗»čb┼õ╣ż╦ć▄ø╝■Ą─║╦ą─╣”─▄Ż¼╩ŪŲõ╦³╣”─▄īŹ¼F╗∙ĄAŻ¼ę▓ūŅ─▄¾w¼F▓╗═¼ąąśI▓Ņ«ÉŻ¼ęįųą╦┘▓±ė═ÖCŪ·▌S┐é│╔čb┼õ╣ż╦ć×ķī”Ž¾Ż¼▓╔ė├▀_╦„DELMIA▄ø╝■▀Mąą▀@ĒŚ╣”─▄“×ūCĪŻ╩ūŽ╚ąĶę¬Į©┴ó▄ø╝■╗∙ĄAöĄō■ŁhŠ│Ż¼öĄūų╗»ųŲįņÅŖš{“╚²Ęų╝╝ągĪóŲ▀Ęų╣▄└ĒĪó╩«Č■ĘųöĄō■”Ż¼ī”čb┼õ╣ż╦ćČ°čįų„ę¬╩Ūś╦£╩╣ż╦ćöĄō■║═čb┼õ┘Yį┤öĄō■ĪŻś╦£╩╣ż╦ćöĄō■╩Ūė╔╣ż╦ćŅÉą═Īó╣żą“ĘĮĘ©║═▓┘ū„å╬į¬ĮM│╔Ą─╚²īėĮYśŗŻ¼┤·▒Ē▓±ė═ÖCčb┼õ▄ćķg╣żū„ĘųĮŌŻ¼DELMIA╠ß╣®īŻķTĄ─╣ż╦ćÄņ╬─╝■üĒĮ©┴ó╔Ž╩÷ā╚╚▌Ż¼┐╔╣®čb┼õ╣ż╦ćįOėŗš{ė├ĪŻčb┼õ┘Yį┤╩Ū═Ļ│╔čb┼õäėū„Ą─╬’└ĒīŹ¾wŻ¼Ęų×ķ“╚╦åT”Īó“įOéõ”Īó“╣żčb”Īó“╣żŠ▀”Īó“čb┼õ▓─┴Ž”╬ÕĘNŅÉą═Ż¼▀@ĘNĘųŅÉ╝╚╚ĪøQė┌╦³éāį┌╣ż╦ćųąĄ─ū„ė├Ż¼ę▓┐╝æ]┴╦┘Yį┤Ą─▓╗═¼│╔▒Š╠žąįŻ¼╚╦åTĪóįOéõ╩Ūų„äė┘Yį┤Ż¼═©▀^Ž¹║──▄┴┐īŹ¼F─│ĘN╣”─▄▓┘ū„Ż¼┴Ē═Ō╚²ĘNČ╝╩Ū▒╗äė┘Yį┤Ż¼▒žĒÜĮĶų·įOéõ╗“╚╦åT▓┼─▄░lō]ū„ė├Ż╗ĘŪŽ¹║─ąįĄ─╣żčb┼c╣żŠ▀ų╗«a╔·╣╠Č©│╔▒ŠŻ¼┤¾ąĪ╚ĪøQė┌┘Yį┤Ą─ōĒėą┴┐Č°┼c╩╣ė├│╠Č╚¤oĻPŻ¼╚╦åTĪóįOéõĪóčb┼õ▓─┴Ž«a╔·ų▒Įėūāäė│╔▒ŠŻ¼┤¾ąĪ╚ĪøQė┌┘Yį┤╩╣ė├┴┐Ż¼╚╦åTĪóįOéõę▓ī”╣╠Č©│╔▒Š«a╔·žĢ½IŻ¼│²┴╦ĘųŅÉī┘ąį║═│╔▒Š╣▄└Ēī┘ąįŻ¼┘Yį┤ī”Ž¾Ą─Ųõ╦³ī┘ąį░³└©ĀŅæBĪó┐╔╣▓ŽĒąįĪó╣”─▄Īóąį─▄Īó╣®æ¬╔╠Ą╚Ż¼DELMIA╠ß╣®īŻķTĄ─┘Yį┤Äņ╬─╝■ĻP┬ō┘Yį┤╚²ŠS─Żą═┼cī┘ąįöĄō■Ż¼īŹ¼FČ■š▀╣▄└ĒŠSūoĄ─ĘųļxŻ¼Ą½į┌╣ż╦ćįOėŗĢrČ■š▀š¹¾wš{ė├Ż¼łD2╩ŪÅ─┘Yį┤Äņųąš{ė├┘Yį┤─Żą═Ż¼łD3╩Ūīó┘Yį┤─Żą═Å─┘Yį┤Äņųąī¦╚ļ║¾Ż¼š{š¹╬╗ų├ĻPŽĄĄ├ĄĮĄ─čb┼õ▄ćķg╚²ŠS─Żą═ĪŻ
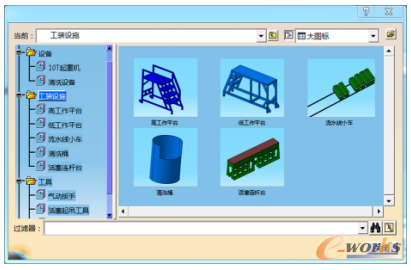
łD2 Å─┘Yį┤Äņųąš{ė├┘Yį┤─Żą═
łD3 čb┼õ▄ćķg┘Yį┤─Żą═
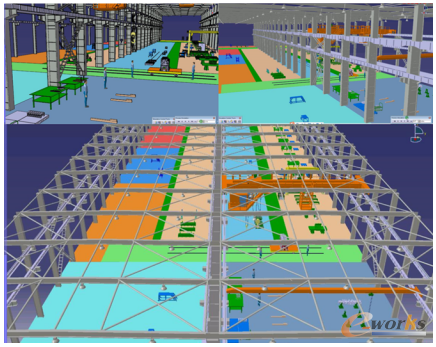
ųą╦┘▓±ė═ÖCčb┼õ╣ż╦ćįOėŗĘų×ķ├µŽ“╔·«a╣▄└ĒĄ─čb┼õ╣ż╦ćęÄäØ║═├µŽ“ū„śIųĖī¦Ą─įö╝Ü╣ż╦ćįOėŗā╔▓┐ĘųŻ¼čb┼õ╣ż╦ćęÄäØīó▓±ė═ÖCEBOMš{š¹×ķMBOMĪóęÄäØčb┼õ╣ż╦ć┬ĘŠĆĪó×ķ╣ż╦ć┬ĘŠĆųąĄ─čb┼õå╬į¬Ęų┼õ╣żū„ųąą─┘Yį┤Ż¼Å─║Ļė^╔ŽĮ©┴ó«aŲĘĪó╣ż╦ćĪó┘Yį┤╚²š▀ų«ķgĄ─┬ōŽĄĪŻįö╝Ü╣ż╦ćįOėŗøQČ©čb┼õå╬į¬ā╚Ą─įö╝Ü▓┘ū„Ż¼▀Mąą╣żą“┴„│╠įOėŗĪó╣żą“ā╚╚▌įOėŗŻ¼┤_Č©╣▄└ĒĪó╝╝ągģóöĄę¬Ū¾ĪŻįö╝Ü╣ż╦ćįOėŗĄ─║╦ą─╩Ū▓┘ū„Ż¼čb┼õ▓┘ū„┐╔ęį│ķŽ¾×ķ“╚╦Ą─äėū„ĪóįOéõĄ─äėū„Īó«aŲĘ╬’┴ŽĄ─┐šķg╬╗ū╦ūāōQ”╚²ĘNäėū„ę¬╦žĄ─ĮM║ŽŻ¼╚²ŠS╣ż╦ćŽÓ▒╚Č■ŠS╣ż╦ćĄ─ę╗┤¾═╗ŲŲŠ═╩Ū─▄Į©┴óĪó▒Ē▀_īŹ¾wäėū„Ą─äėæB▀^│╠Ż¼▓óėøõø▓┘ū„ųąīŹ¾wų«ķgŽÓ╗źū„ė├Ż¼╩╣╚²ŠS╣ż╦ćŠ▀éõĘ┬šµĘų╬÷║═äėæBū„śIųĖī¦─▄┴”Ż¼╝┤╩╣▓╗ī”▓┘ū„Į©─ŻŻ¼╚²ŠS╣ż╦ć▓╔ė├╚²ŠS─Żą═┼õ║Ž╚²ŠSś╦ūóĄ─ĘĮ╩Į╚į▒╚Č■ŠS╣ż╦ćĄ─ŲĮ├µ╬─ūųĖĮłDĘĮ╩ĮĖ³Š▀▒Ē¼F┴”Ż¼═Ļ╚½ĮYśŗ╗»Ą─įOėŗ▀^│╠║═įOėŗöĄō■ę▓╩ŪČ■ŠS╣ż╦ć▓╗─▄ŽÓ▒╚Ą─Ż¼łD7╩Ūįö╝Ü╣ż╦ćįOėŗ▀^│╠Ż¼łD8╩Ū╣ż╦ć╚²ŠSś╦ūóĪŻ
łD4 įö╝Ü╣ż╦ćįOėŗ▀^│╠
4 ųą╦┘▓±ė═ÖCöĄūų╗»čb┼õ╣ż╦ćĘ┬šµ
▒M╣▄DELMIA─▄─ŻöM╚╬ęŌÅ═ļsĄ─čb┼õ▓┘ū„Ż¼Ą½▓┘ū„Į©─Ż▀h▒╚╚²ŠSś╦ūóĖ³╝ė┘MĢrŻ¼ī”├┐éĆ▓┘ū„įö╝ÜĮ©─ŻĖ∙▒Šø]ėą▒žę¬Ż¼ę“┤╦ų╗ī”╣żą“ųąąĶę¬Ę┬šµĄ─▓┘ū„Į©├■Ż¼▀@ŅÉ▓┘ū„═©│ŻėąęįŽ┬╠ž³cŻ║ČÓ╚╦åTįOéõ┬ō║ŽĪóģóčb╝■ėą▌^┤¾Ą─┐šķg╬╗ū╦ūāōQĪó┴„│╠▌^ķLĄ─Ė▀ārųĄ▓┘ū„Īó╩¦öĪ’LļUĖ▀Ą╚Ż¼╩Ūįö╝Ü╣ż╦ćįOėŗļy³cŻ¼DELMIA╚┌×ķę╗¾wĄ─Į©─ŻĘ┬šµ─▄┴”┐╔ęįīó▓┘ū„Į©─ŻĮY╣¹īŹĢrĘ┬šµŻ¼═©▀^Ę┬šµ▌ö│÷“×ūC▓┘ū„Ą─┐╔ąąąį┼cĮøØ·ąįĪó蹊┐▓┘ū„Ė─▀MŻ¼▀_ĄĮ╠ßĖ▀╣ż╦ćĘĮ░Ė┐╔čb┼õąįĄ──┐Ą─ĪŻī”ė┌┤¾┴┐│ŻęÄ▓┘ū„║═ę╗ą®å╬╚╦╩ų╣ż▓┘ū„Ż¼ät▓╗ąĶę¬Į©─ŻĘ┬šµŻ¼▀@▓┐Ęų▓┘ū„Ą─ųž³c╩Ūś╦£╩╗»ĪóŠ½╝Ü╗»Ż¼š{ė├ś╦£╩╣ż╦ćųąĄ─╬─ūų├Ķ╩÷╗“╩╣ė├╚²ŠSś╦ūó╝┤┐╔ĪŻ
DELMIA╠ß╣®Įž├µłDĪó═ĖęĢłDĪó▀\äė╬’¾wÆ▀┬į¾wĘeĄ╚ė^▓ņ╣żŠ▀Ż¼─▄ęįĘŪ│Żų▒ė^Ą─ĘĮ╩Į▀Mąą┐╔čb┼õąįČ©ąįįuārĪŻ│²┤╦ų«═ŌŻ¼DELMIA▀Ć─▄▌ö│÷žSĖ╗Ą─Ę┬šµĮyėŗą┼ŽóŻ¼ė├ė┌┐╔čb┼õąįČ©┴┐Ęų╬÷Ż¼░³└©Ģrķgą┼Žó║═┐šķgą┼Žóā╔ĘNŅÉą═Ż¼Ģrķgą┼ŽóĻPŽĄ╣ż╦ć▓┘ū„Ą─ĮøØ·ąįŻ¼┐šķgą┼ŽóøQČ©╣ż╦ć▓┘ū„Ą─┐╔ąąąįĪŻ┐šķg┐╔ąąąį╩Ūųž┤¾ą┬╣ż╦ćįOėŗ├µ┼RĄ─ų„ę¬å¢Ņ}ų«ę╗Ż¼ī”ė┌Ū·▌S┐éčb╣ż╦ćŻ¼īó▀BŚU┤¾Č╦ŅAŽ╚čbĄĮŪ·▌S╔Ž╩ŪʱĘ┴ĄKŪ·▌S┐é│╔čb╚ļŻ¼Š═╚ĪøQė┌čb┼õ┬ĘÅĮ╔Ž╩ŪʱėąĖ╔╔µŻ¼DELMIAį┌Ę┬šµųąīŹĢr▒O£yŪ·▌S┐é│╔ØL╚ļÖC╔ĒĄ─ūŅąĪķgŽČŻ¼ę╗Ą®Ū·▌S┐é│╔┼cÖC╔Ē┼÷ū▓Ż¼Š═Ģ■Ė▀┴┴’@╩Š┼÷ū▓ģ^ė“▓óĢ║═ŻĘ┬šµŻ¼łD9×ķčb┼õĘ┬šµųą│÷¼FĄ─Ė╔╔µŪķørŻ¼łDųą│╚╔½▓┐Ęų╩ŪŲĮ║ŌųžēK┬▌╦©┼cŲĮ║ŌųžēKķgĄ─┼õ║Ž▀BĮėŻ¼ī┘ė┌š²│Ż¼FŽ¾Ż¼³S╔½łA╚”ųąĄ─╝t╔½ģ^ė“’@╩Š▀BŚU┤¾Č╦┼÷ĄĮ┴╦ÖC╔Ē╔Ž▀ģŠēŻ¼Ę┼┤¾║¾╚ńłD10╦∙╩ŠŻ¼ąĶę¬ī”┤╦å¢Ņ}蹊┐ĮŌøQŻ¼═©▀^īó▀BŚU┤¾Č╦ą²▐Dę╗Č©ĮŪČ╚Ż¼╚╗║¾ųžą┬─ŻöMŻ¼ą┬Ą─Ę┬šµ’@╩ŠĖ╔╔µå¢Ņ}Ą├ĄĮŽ¹│²Ż¼╚ńłD8╦∙╩ŠŻ¼╩╣ė├╚²ŠSś╦ūó╠ß╩Š╣ż╚╦ąĶę¬╩ųäėą²▐D▀BŚU┤¾Č╦ĪŻ

łD9 čb┼õ▀^│╠ųąĄ─Ė╔╔µ
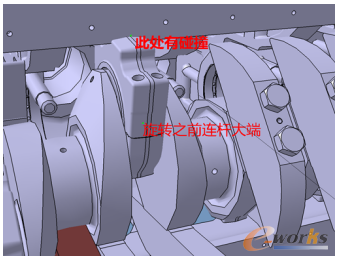
łD10 Ė╔╔µ▓┐╬╗Ę┼┤¾’@╩Š
5 ĮY╩°šZ
ėŗ╦ŃÖC▌oų·čb┼õ╣ż╦ćįOėŗĮøÜv┴╦ļŖūė╗»Īó░ļĮYśŗ╗»ĪóĮYśŗ╗»Ż¼ę╗ų▒ĄĮĮ±╠ņöĄūų╗»Ą─░lš╣ļAČ╬Ż¼╩╣«aŲĘčb┼õ╣ż╦ćįOėŗ▀_ĄĮŪ░╦∙╬┤ėąĄ─Š½╝Ü╗»╦«ŲĮŻ¼▓ó│╔×ķŲ¾śIā╚▓┐╝»│╔Ą─ĻPµIūėŽĄĮyĪŻĄ½ī”ė┌ęį╩ų╣żčb┼õ×ķų„Ą─┤¼ė├ųą╦┘▓±ė═ÖCųŲįņŲ¾śIČ°čįŻ¼Å─Č■ŠS╣ż╦ć─Ż╩ĮŽ“öĄūų╗»čb┼õ╣ż╦ć▐Dą═▓╗╩Ūę╗§ĒČ°Š═Ą─╩┬ŪķŻ¼ų„ę¬įŁę“į┌ė┌Ž╚▀MųŲįņæ┬į║═ų▄ć·śI䚣hŠ│ī”▀@ĒŚ╝╝ąg╠ß│÷┴╦ą┬Ą─Å═ļsę¬Ū¾Ż¼╩╣īŹ╩®╣żū„▒Š╔Ē│╔×ķę╗ĒŚų¬ūR├▄╝»ą═╣żū„Ż¼╔įėą▓╗╔„Š═Ģ■įņ│╔Ų¾śIą┼Žó╣┬Źu╔§ų┴Ė▀╝╝ągö[įOŻ¼į┌ī”ėąĻPå¢Ņ}Ęų╬÷蹊┐ų«║¾Ż¼Ą├│÷╣ż│╠æ¬ė├ųąąĶę¬ūóęŌĄ─╚²éĆę¬³cŻ║Ą┌ę╗╩Ūę¬ū÷ĄĮčb┼õ╣ż╦ćĮYśŗ╗»Ż¼│õĘų░lō]čb┼õ╣ż╦ćįOėŗį┌Ų¾śI╝»│╔ųąĄ─ś“┴║╝~Ħū„ė├Ż¼×ķ┼cčb┼õŽÓĻPĄ─Ųõ╦³śIäš╠ß╣®ę╗ų┬öĄō■į┤Ż╗Ą┌Č■╩Ūę¬ųžęĢ═┌Š“┐╔ęĢ╗»Ż¼į÷ÅŖ╚╦į┌čb┼õ╣ż╦ćøQ▓▀ųąĄ─ų„¾wĄž╬╗Ż¼▓╗├ż─┐ūĘŪ¾ūįäė╗»Ż╗Ą┌╚²╩Ūš²┤_╩╣ė├Ę┬šµŻ¼ĮY║Ž╣żśI╣ż│╠ĪóDFAĘĮĘ©šę£╩Ę┬šµæ¬ė├ł÷Š░Ż¼▒▄├Ōī”▀@ĒŚ╝╝ąg▀^Č╚╩╣ė├ĪŻ░┤ššęį╔Žę¬³cŻ¼▓╔ė├▀_╦„DELMIA▀Mąąųą╦┘▓±ė═ÖCŪ·▌S┐éčb╣ż╦ćįOėŗĘ┬šµŻ¼“×ūC┴╦║╦ą─╣”─▄╝╝ąg┬ĘŠĆĄ─┐╔ąąąįŻ¼ī”┤¾ą═ÖCļŖ«aŲĘųŲįņśIŠ▀ėąŲš▒ķĮĶĶbęŌ┴xĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║┤¼ė├ųą╦┘▓±ė═ÖCöĄūų╗»čb┼õ╣ż╦ćįOėŗĘ┬šµ
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019321423.html






















