



0 ę²čį
õōĶF¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚╩Ū¤²ĮY╔·«a╣▄└ĒĄ─ųžę¬Łh╣ØŻ¼Ųõš{Č╚Ą─║├ē─īóų▒Įėė░ĒæĄĮ¤²ĮY╔·«aĄ─ą¦┬╩ĪŻę“┤╦¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŽĄĮyį┌¼F┤·╗»¤²ĮY╔·«a╣▄└Ēųą░ńč▌ų°ųžę¬Ą─ĮŪ╔½ĪŻć°ā╚ūįų„čą░lĄ─┤╦ŅÉš{Č╚ŽĄĮy▓ó▓╗ČÓęŖŻ¼ć°ā╚═ŌĄ─蹊┐┘Y┴Ž▒Ē├„Ż¼ī”ė┌¤²ĮY╔·«aįŁ┴Ž╣®æ¬╣▄└Ē▀Ćų╗ŠųŽ▐į┌įŁ┴Žł÷ā╚▓┐║¼ĶFįŁ┴ŽĄ─╣▄└Ē╔ŽŻ¼▓óŪęø]ėą║═¤²ĮY╔·«aīŹļH▀^│╠ŽÓĮY║ŽĪŻį┌īŹļH╔·«a▀^│╠ųą║▄╚▌ęū│÷¼FįŁ┴Ž▀\▌öįOéõš{Č╚▓╗ģfš{Ą╚å¢Ņ}Ż¼ė░Ē椲ĮY╔·«aĄ─ą¦┬╩ĪŻę“┤╦蹊┐▓óķ_░l│÷ę╗╠ūīŹĢrąį║├ĪóīŹė├ąįÅŖĄ─¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚╣▄└ĒŽĄĮyŻ¼īŹ¼F¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚Ą─ą┼Žó╗»Ż¼ī”õōĶFŲ¾śI¤²ĮY╔·«aüĒšfŠ▀ėąųž┤¾Ą─īŹļHęŌ┴xĪŻ
▒Š╬─į┌╠Įėæ┴╦├µŽ“MESĄ─õōĶF¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŽĄĮy¾wŽĄĮYśŗ║═╣”─▄Ą─╗∙ĄA╔ŽŻ¼ęį╠ßĖ▀¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ą¦┬╩×ķų„ę¬─┐ś╦Ż¼▓╔ė├┴╦─Żą═╝ėåó░l╩Į╦ŃĘ©║═╚╦ļHĮ╗╗źŽÓĮY║ŽĄ─¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ėŗäØŠÄųŲĘĮĘ©║═įŁ┴Ž▀\▌öŲżÄ¦┴„│╠š{Č╚ėŗäØŠÄųŲĘĮĘ©Ż¼▓ó└¹ė├┤╦ĘĮĘ©įOėŗ║═ķ_░l┴╦├µŽ“MESĄ─¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŽĄĮy▄ø╝■Ż¼Į©┴ó┴╦¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚Ą─ą┬─Ż╩ĮŻ¼▓ó▓╔ė├¼Fł÷īŹļHöĄō■ī”ŽĄĮy▀Mąą┴╦Ę┬šµīŹ“ׯ¼īŹ“×ĮY╣¹▒Ē├„┴╦ŽĄĮyĄ─ėąą¦ąį║═┐╔ąąąįĪŻ
1 ¼FĀŅ╝░å¢Ņ}├Ķ╩÷
1.1 õōĶF¤²ĮY╔·«a╣ż╦ć┴„│╠
õōĶF¤²ĮY╔·«a╩ŪīóĶFĄVĘ█Īó╚╝┴Ž(├║Ę█╗“Į╣Ę█)Īó╚█ä®(╔·╩»╗ęĪó░ūįŲ╩»Ą╚)Īó╔·«aųą«a╔·Ą─ĘĄĄV░┤ššę╗Č©Ą─▒╚└²▀Mąą╝ė╦«╗ņ║ŽųŲ┴ŻĪŻ═©▀^ŲżÄ¦▀\▌öÖC▀\╦═ĄĮ╗ņ║Ž┴Žé}Ż¼╚╗║¾ė╔łA▌ü▓╝┴ŽŲ„õüĄĮ¤²ĮYÖC┼_▄ć╔ŽŻ¼═©▀^³c╗Āt³c╗Ż¼īó╗ņ║Ž┴ŽųąĄ─╚╝┴Ž³c╚╝ĪŻ¤¤ÜŌė╔│ķ’LÖCūį╔ŽČ°Ž┬│ķū▀Ż¼į┌┼_▄ćęŲäė▀^│╠ųąŻ¼╗ņ║Ž┴Žūį╔ŽČ°Ž┬Ą─╚█╚┌╚╝¤²Ż¼«ö¤²ĮYĄV╚╝¤²ų┴ÖC╬▓Ģr┬õŽ┬Ż¼Įø▀^å╬▌üĄ─ŲŲ╦ķĪŻ▀\╦═ų┴│╔ŲĘš¹┴ŻŽĄĮyŻ¼│²«a│÷Ą─õüĄū┴Ž║═ĘĄĄV╣®¤²ĮY╩╣ė├═ŌŻ¼ŲõėÓĄ─▓┐Ęųū„×ķ│╔Ųʤ²ĮYĄV▀M╚ļĖ▀ĀtĪŻ┴„│╠╚ńłD1╦∙╩ŠĪŻ
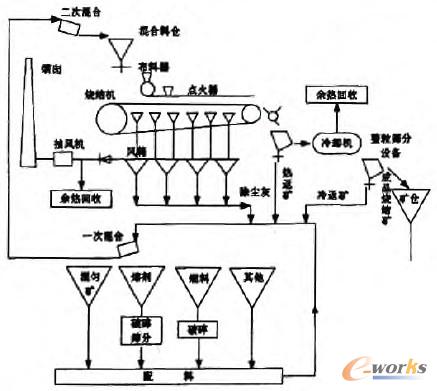
łD1 ¤²ĮY╣ż╦ć┴„│╠
1.2 ¼FĀŅ├Ķ╩÷
▒Š╬─╦∙├Ķ╩÷Ą─ŽĄĮyų„ę¬╩Ūßśī”¤²ĮY╔·«aųąĄ─┼õ┴Ž▀^│╠ĪŻį┌Č■╠¢¤²ĮYÅSĄ─┼õ┐Ų╩ęā╚ėą┤µā”įŁ┴ŽĄ─┴Žé}26ū∙Ż¼├┐ū∙┴Žé}Č╝┼õėąŽÓæ¬Ą─ĘQųžįOéõ║═łA▒PŪą┴ŽÖCĪŻ▓óėąŽÓæ¬Ą─DCSŽĄĮyī”ŲõīŹąą▒O┐žĪŻÅ─įŁ┴Žł÷Ž“¤²ĮY┼õ┴Ž▄ćķg╣®æ¬įŁ┴ŽĄ─▌ö╦═ŲżÄ¦ėą81ŚlŻ¼┐╔ĮM│╔86éĆ─Ż╩Į(ę╗éĆŲ³cĄĮę╗éĆĮK³c)Ż¼570ėÓŚl┴„│╠(ę╗éĆ─Ż╩ĮųąĄ─▓╗═¼┬ĘÅĮ)Ą─²ŗ┤¾ŲżÄ¦ŠWĮjĪŻļm╚╗Č■╠¢¤²ĮYÅSīŹ¼F┴╦╔·«a▀^│╠ūįäė╗»┐žųŲŻ¼Ą½į┌ą┼Žó╗»ĘĮ├µģs╩«Ęų┬õ║¾Ż¼ŲõįŁ┴Ž┼õ▒╚ėŗ╦Ń▀^│╠▓╔ė├Ą─╩ŪEXCEL▄ø╝■īŹ¼FĄ─│╔Ęų“×╦ŃĘĮĘ©ĪŻįŁ┴Ž╣®æ¬š{Č╚ėŗäØŠÄųŲę▓╩Ū▓╔╚Ī╚╦╣żŠÄųŲĄ─ĘĮ╩ĮĪŻŲõ┼õ┴ŽĮY╣¹Š½Č╚▓ŅĪóįŁ┴Ž╣®æ¬ą¦┬╩Ą═ęčĮø║▄┤¾│╠Č╚╔Žė░Ēæ┴╦Č■╠¢¤²ĮYÅSĄ─╔·«aą¦┬╩ĪŻ
1.3 å¢Ņ}┼cļy³cĘų╬÷
▒Š╬─ęį─│õōĶFŲ¾śIČ■╠¢¤²ĮYÅS×ķīŹļH▒│Š░Ż¼═©▀^ī”¼Fł÷īŹļH╔·«a▀^│╠Ą─š{čąĘų╬÷░l¼FŻ║
1)Č■╠¢¤²ĮYÅS¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚▀^│╠ė╔╚╦╣ż╣▄└ĒŻ¼¤oĘ©ī”¼Fł÷╔·«aųĖś╦Ą─ūā╗»ū÷│÷╝░ĢrĄ─Ę┤æ¬Ż¼ą¦┬╩Ą═Ž┬Ż¼ęč¤oĘ©ØMūŃ¼Fł÷īŹļH╔·«a▀^│╠Ą─ąĶŪ¾Ż╗¼Fł÷įŁ┴Ž╣®æ¬╣▄└Ē╗ņüyŻ¼╚▒Ę”įŁ┴ŽĄ─Ė·█Ö╣▄└ĒŻ¼ę¬┴╦ĮŌ╬’┴Ž╣®æ¬Ą─īŹĢrŪķørų╗─▄┐┐ĘųÅSš{Č╚åT═©▀^ļŖįÆ╗“╚ź╣żū„¼Fł÷īŹĄž▓ņ┐┤Ą─ĘĮ╩Į½@Ą├¼Fł÷īŹļH╔·«aöĄō■Ż¼▓óĖ∙ō■▀@ą®┼RĢr┴╦ĮŌĄ─ą┼Žó▀MąąįŁ┴Ž╣®æ¬š{Č╚ĪŻ╚▒Ę”Įy╗I┐╝æ]Ż¼Å─Č°ė░Ēæ▄ćķgĄ─╔·«aģfš{║═ÅS╝ēėŗäØĄ─ŠÄųŲĪŻ
2)õōĶF¤²ĮY╔·«a╩Ūę╗éĆ▀B└m▓╗ķgöÓ▀^│╠Ż¼įŁ┴Ž£╩éõ╩Ū¤²ĮY╔·«aĄ─ķ_Č╦ĪŻė╔ė┌¤²ĮY╔·«a╦∙ąĶĄ─╬’┐ŲĘNŅÉČÓ╝ż┴┐┤¾Ż¼į§śė▒ŻūC¤²ĮY╔·«a╦∙ė├Ė„ĘN╬’┴Ž─▄ē“Ż¼╝░ĢrĪó▒Ż┘|Īó▒Ż┴┐Ą─╣®æ¬ĪŻ╩Ū¤²ĮY╔·«aįŁ┐Ų╣®æ¬š{Č╚╣▄└Ē▒žĒÜę¬├µī”Ą─ę╗éĆļy³cĪŻĄ½╩Ūė╔įŁ┴Žł÷═©═∙└@ĮYÅSĄ─╬’┴Ž▀\▌öų„ŲżÄ¦─Ż╩ĮöĄ┴┐ėąŽ▐Ż¼Č°¤²ĮY╔·«a▀^│╠╦∙ąĶĄ─╬’┴ŽĘNŅÉėųČÓŻ¼╦∙ąĶöĄ┴┐ę▓┤¾Ż¼ę“┤╦░▓┼┼╬’┴ŽĄ─╣®æ¬ėŗäØ│╔×ķ┴╦¤²ĮY╔·«a▀^│╠«öųąūŅ×ķĘ▒ųžĄ─╣żū„Ż¼╚ń║╬ŠÄųŲ│÷īŹĢrąį║├īŹė├ąįÅŖĄ─¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ėŗäØŻ¼īŹ¼F¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚Ą─ą┼Žó╗»Ż¼╩Ū¼Fł÷Ą─╣żū„╚╦åT╝▒ąĶĮŌøQĄ─å¢Ņ}ĪŻ
3)¤²ĮY╔·«a▀^│╠«öųąŻ¼╦∙╩╣ė├Ą─╬’┴ŽĘNŅÉČÓĪóöĄ┴┐┤¾ĪŻ╦∙ė├ĄĮĄ─įOéõę▓═¼śėĘNŅÉĘ▒ČÓĪŻ▓óŪęį┌¤²ĮY╔·«a▀^│╠«öųąśOęū«a╔·Ė„ĘNĖ„śėĄ─═╗░l╩┬╝■Ż¼╚ńįŁ┴ŽĘNŅÉĄ─Ė³ōQĪóįŁ┴Ž┼õ▒╚ūā╗»ĪóįOéõ╣╩šŽĄ╚Ż¼▀@Š═Įo¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ėŗäØĄ─ŠÄųŲį÷╝ė┴╦ļyČ╚╝░Å═ļsąįĪŻ╚ń║╬ßśī”¼Fł÷│÷¼FĄ─▀@ą®═╗░l╩┬╝■ū÷│÷┐ņ╦┘Ēææ¬Ż¼▓óĮo│÷ėąą¦Ą─ĮŌøQĘĮĘ©Ż¼ęč│╔×ķ¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚╣▄└ĒųąūŅļyĮŌøQĄ─å¢Ņ}ĪŻ
4)¤²ĮY╔·«aįŁ┴Ž▌ö╦═╩Ū▒ŻūC¤²ĮY╔·«a▓╗ķgöÓ▀\ąąĄ─ųžę¬Łh╣ØĪŻ×ķČ■╠¢¤²ĮYÅS╠ß╣®įŁ┴ŽĄ─įŁ┴Žł÷ėą81ŚlŲżÄ¦Ż¼┐╔ĮM│╔86éĆ─Ż╩Į(ę╗éĆŲ³cĄĮę╗éĆĮK³c)Ż«570ėÓŚl┴„│╠(ę╗éĆ─Ż╩ĮųąĄ─▓╗═¼┬ĘÅĮ)ĪŻė╔▀@81ŚlŲżÄ¦ĮM│╔Ą─ŲżÄ¦ŠWĮjō·žōų°╗ņä“ĄV╔·«a║═¤²ĮY╔·«aįŁ┴Ž╣®æ¬╣żū„ĪŻę“┤╦į§śė─▄ē“ßśī”▀@ę╗²ŗ┤¾Ą─ŲżÄ¦ŠWĮjŻ¼čĖ╦┘Ą─ŠÄųŲ│÷ā×╗»Ą─īŹė├ąįÅŖĄ─įŁ┴Ž╣®æ¬ŲżÄ¦š{Č╚ėŗäØę▓╩Ū¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŽĄĮyę¬├µ┼RĄ─ėųę╗ļy³cĪŻ
2 ├µŽ“MESĄ─õōĶF¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŽĄĮyĄ─įOėŗ
2.1 ŽĄĮyįOėŗįŁät
├µŽ“MESĄ─õōĶF¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŽĄĮyŽ±Ųõ╦¹Ą─▄ø╝■ŽĄĮyę╗śėŻ¼╩ūŽ╚權▀ėąīŹė├ąįŻ¼┐╔┐┐ąį║═ęūė┌ŠSūoĄ╚╠ž³cĪŻ┤╦═ŌŻ¼├µŽ“MESĄ─▄ø╝■ŽĄĮyį┌įOėŗ║═ķ_░l▀^│╠ųąŻ¼▀Ćæ¬┐╝æ]┼cįŁėąŽĄĮyĄ─╝»│╔å¢Ņ}Ż¼×ķ┤╦╠ß│÷╚ńŽ┬įOėŗįŁätŻ║
1)īŹė├ąį║═┐╔┐┐ąįįŁät ŽĄĮyĄ─čą░l╩ŪĖ∙ō■─│õōĶFŲ¾śIČ■╠¢¤²ĮYÅSįŁ┴Ž╣®æ¬š{Č╚╣▄└ĒĄ─īŹļHąĶŪ¾╠ß│÷Ą─ĪŻ╦∙ęįŻ¼▒ŠŽĄĮyĄ─įOėŗ║═ķ_░līóīŹė├Īó║├ė├ū„×ķĄ┌ę╗£╩ätŻ¼įŁ┴Ž╣®æ¬š{Č╚╣▄└Ē╩Ū¤²ĮY╔·«a╣▄└ĒĄ─ųžę¬Łh╣ØŻ¼š{Č╚╣▄└ĒĄ─║├ē─īóų▒Įėė░ĒæĄĮ¤²ĮYĄVĄ─┘|┴┐║═╔·«aą¦┬╩ĪŻę“┤╦Ż¼ŽĄĮyĄ─┐╔┐┐ąįę¬Ė▀ĪŻ
2)═©ė├ąį║═īŻė├ąįįŁät õōĶF¤²ĮY╔·«aĄ─╣ż╦ć┴„│╠╩ŪŽÓ╦ŲĄ─Ż¼Į©┴óę╗éĆ═©ė├ąį║├Ą─įŁ┴Ž╣®æ¬š{Č╚ŽĄĮy▄ø╝■╩ŪĘŪ│Ż▒žę¬Ą─ĪŻ├µŽ“ė├æ¶ąĶŪ¾ķ_░lį┌┤_▒ŻīŻė├ąį─▄║├Ą─Ū░╠ߎ┬Ż¼ę¬╝µŅÖŽĄĮyĄ─═©ė├ąįŻ¼▒▄├Ō═¼ąąśIųžÅ═ķ_░l╦∙įņ│╔Ą─╚╦┴”žö┴”Ą─└╦┘MĪŻ
3)╝»│╔┼c┐╔öUš╣ąįįŁät ├µŽ“MESĄ─õōĶF¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŽĄĮy│²┴╦ę¬┐╝æ]ŽĄĮyĄ─īŹė├ąį║═┐╔┐┐ąįĄ╚å¢Ņ}Ż¼▀ĆąĶę¬┐╝æ]┼cMESā╚▓┐Ųõ╦¹─ŻēKĄ─╝»│╔å¢Ņ}╝░┼c╔Žīė(ERP)║═Ž┬īė(PCS)Ą─ą┼Žóé„▀få¢Ņ}ĪŻ
2.2 ŽĄĮyķ_░l╝░▀\ąąŁhŠ│
Ķbė┌ŽĄĮyų╗æ¬ė├ė┌¤²ĮYÅSĄ─╔·«aš{Č╚ųĖō]╩ęā╚Ż¼ę“┤╦ŽĄĮy▓╔ė├Client/Server(║åĘQC/S)ĮYśŗŻ¼▀@śėėą└¹ė┌į┌┐═æ¶Č╦╔Žķ_░lę╗ą®Å═ļsĄ─╦ŃĘ©║═─Żą═Ż¼ęįį÷╝ėŽĄĮyĄ─╣”─▄æ¬ė├ą¦╣¹ĪŻŽĄĮy▓╔ė├Oracle 10g EntERPriseĻPŽĄöĄō■ÄņŻ¼öĄō■Äņ▀\ąąŁhŠ│×ķWin 2003 ServerĪŻķ_░lŁhŠ│▓╔ė├«öŪ░ūŅ×ķÅVĘ║╩╣ė├Ą─Microsoft.netŲĮ┼_Ż¼ķ_░lšZčį×ķC#ĪŻ
2.3 ŽĄĮyĮYśŗ
ŽĄĮyĮYśŗ╚ńłD2╦∙╩ŠĪŻ
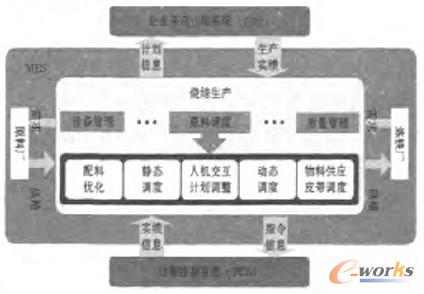
łD2 ŽĄĮyĮYśŗ
ū„×ķ¤²ĮYÅSMESŽĄĮyĄ─ę╗éĆųžę¬ūėŽĄĮyŻ¼├µŽ“MESĄ─õōĶF¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŽĄĮyĄ─ų„ę¬╣”─▄╩ŪŻ¼×ķ¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚╠ß╣®Ę¹║Ž¼Fł÷ŪķørĪóØMūŃ╣ż╦ćę¬Ū¾ĪóĖ▀ą¦Ą─¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ėŗäØ┼cų«Ųź┼õĄ─įŁ┴Ž▀\▌öŲżÄ¦┴„│╠š{Č╚ėŗäØĪŻę└ō■ŽĄĮyįOėŗįŁätŻ¼ĮY║Ž¼Fł÷ī”š{Č╚╣”─▄Ą─ąĶŪ¾Ż¼īóŽĄĮyäØĘų×ķ┼õ┴Žā×╗»─ŻēKĪóņoæBš{Č╚─ŻēKĪóäėæBš{Č╚─ŻēKĪó╚╦ÖCĮ╗╗źėŗäØš{š¹─ŻēKĪóįŁ┴Ž╣®æ¬ŲżÄ¦š{Č╚─ŻēKĪŻ
2.4 ŽĄĮyā╚▓┐┴„│╠
õōĶF¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŽĄĮyė╔┼õ┴Žā×╗»─ŻēKĪóņoæBš{Č╚─ŻēKĪóäėæBš{Č╚─ŻēKĪó╚╦ÖCĮ╗╗źėŗäØš{š¹─ŻēKĪóįŁ┴Ž╣®æ¬ŲżÄ¦š{Č╚─ŻēK5éĆ─ŻēKĮM║ŽĪŻŽĄĮyā╚▓┐┴„│╠╚ńłD3╦∙╩ŠĪŻ
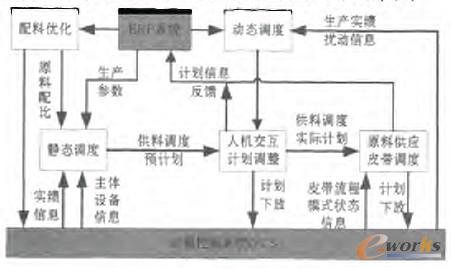
łD3 ŽĄĮyā╚▓┐┴„│╠łD
╩ūŽ╚Ż¼ŽĄĮyĖ∙ō■╔·«aģóöĄė╔┼õ┴Žā×╗»─ŻēKī”¤²ĮY╔·«aįŁ┴Ž┼õ▒╚▀Mąąā×╗»▀\╦ŃĪŻ
Ųõ┤╬Ż¼ę└ō■╔ŽīėERPé„╚ļĄ─ėŗäØą┼Žó║═┼õ┴Žā×╗»─ŻēKé„╚ļĄ─¤²ĮY╔·«aįŁ┴Ž┼õ▒╚ą┼ŽóŻ¼ņoæBš{Č╚─ŻēK▀Mąą╚╦╣żĮø“׹▐š²Ż¼ūŅ║¾Ą├ĄĮ┐╔īŹļH▀\ąąĄ─įŁ┴Ž╣®æ¬š{Č╚ėŗäØĪŻ
į┘┤╬Ż¼Įø┤_šJĄ─įŁ┴Ž╣®æ¬š{Č╚ėŗäØīó▒╗░l╦═ĮoįŁ┴Ž╣®æ¬ŲżÄ¦š{Č╚─ŻēKŻ¼ė╔įō─ŻēKŠÄųŲ│÷┼cįŁ┴Ž╣®æ¬š{Č╚ėŗäØŽÓŲź┼õĄ─įŁ┴Ž▀\▌öŲżÄ¦ŠWĮjš{Č╚ėŗäØĪŻ▓óīó▀@ą®ŠÄųŲ║├Ą─ėŗäØęįųĖ┴ŅĄ─ą╬╩ĮŽ┬▀_ĄĮPCSīėŻ¼═¼Ģr▀@ą®ėŗäØę▓īó▒╗Ę┤üĄĮ╔ŽīėĄ─ERPŽĄĮyĪŻ
ūŅ║¾Ż¼╚ń╣¹š²į┌ł╠ąąĄ─ū„śIėŗäØ╩▄ĄĮļSÖCę“╦žĖ╔ö_Č°¤oĘ©░┤įŁėŗäØł╠ąąŻ¼PCSīėĢ■īóö_äėą┼Žó║═¼Fł÷īŹļHöĄō■╝░ĢrĘ┤üĄĮäėæBš{Č╚─ŻēKŻ¼─ŻēKÅ─ųąĮė╩š┐╔ė├Ą─ą┼Žóš{Č╚ū„śIėŗäØŻ¼▓óīóš{š¹║¾Ą─ėŗäØą┼ŽóÅ─ą┬Ž┬Ę┼ĄĮPCSīė║═Ę┤üĄĮ╔ŽīėERPŽĄĮyųąĪŻ
2.5 ŽĄĮy╣”─▄├Ķ╩÷
1)┼õ┴Žā×╗»─ŻēK ┼õ┴Ž╩Ū¤²ĮY╔·«aĄ─Ų³cŻ¼įŁ┴Ž┼õ▒╚Ą─║├ē─īóų▒Įėė░ĒæĄĮ¤²ĮYĄVĄ─┘|┴┐Ż¼ę“┤╦┼õ┴Ž▀^│╠ī”¤²ĮY╔·«aŲų°øQČ©ąįĄ─ū„ė├ĪŻ┼õ┴Žā×╗»─ŻēK└¹ė├öĄīW─Żą═ī”¤²ĮYįŁ┴Ž┼õ▒╚▀Mąą┴╦ā×╗»ėŗ╦ŃĪŻ×ķ┴╦▒ŻūCėŗ╦ŃĄ─┐╔┐┐ąįŻ¼─ŻēKĮo│÷┴╦ā╔ĘN╦ŃĘ©ęį╣®▀xō±ĪŻ▓óŪę┐╔Ė∙ō■¼Fł÷Ūķør░┤─ŻēK╠ß╣®Ą─įŁätūįąąįOų├─Żą═║═╦ŃĘ©ģóöĄĪŻ┤╦═Ō─ŻēK▀Ć╠ß╣®┴╦┼õ┴Žā×╗»ėŗ╦ŃĮY╣¹Ą─“×╦Ń╣”─▄Ż¼ī”ā×╗»ĮY╣¹▀Mąą“×╦ŃŻ¼ęįį÷╝ėŽĄĮyĄ─┐╔┐┐ąįĪŻ
2)ņoæBš{Č╚─ŻēK ņoæBš{Č╚─ŻēKų„ę¬īŹ¼FČ■╠¢¤²ĮYÅS╔·«a▄ćķgųąįŁ┴Žé}Ą─įŁ┴Ž╣®æ¬š{Č╚ėŗäØĄ─ŠÄųŲĪŻ─ŻēKÅ─ERPŽĄĮy½@╚Ī╔·«aėŗäØą┼Žó╝░ŽÓĻP╣ż╦ćģóöĄĪóÅ─PCSŽĄĮy½@╚Ī╔·«aīŹļHą┼ŽóĪóÅ─┼õ┴Žā×╗»─ŻēK½@╚Ī¤²ĮY╔·«aįŁ┴Ž┼õ▒╚ą┼ŽóŻ¼▓╔ė├─Żą═┼cåó░l╩Į╦ŃĘ©ŽÓĮY║ŽĄ─ĘĮ╩ĮŠÄųŲ│÷¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŅAėŗäØŻ¼▓óęįĖ╩╠žłDĄ─ą╬╩Į’@╩Šį┌╚╦ÖCĮ╗╗źėŗäØš{Č╚š¹─ŻēK╔ŽŻ¼═¼ĢrīóėŗäØĘ┤üĮoERPŽĄĮyŻ¼▓óęįųĖ┴ŅĄ─ą╬╩ĮŽ┬Ę┼ĄĮPCSīėĪŻ
3)įŁ┴Ž╣®æ¬ŲżÄ¦š{Č╚─ŻēK įŁ┴Ž╣®æ¬ŲżÄ¦š{Č╚─ŻēKų„ę¬╣”─▄╩ŪŠÄųŲ┼c¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ėŗäØŽÓŲź┼õĄ─įŁ┴Ž▌ö╦═ŲżÄ¦┴„│╠š{Č╚ėŗäØĪŻ─ŻēKĮė╩šĮø╚╦ÖCĮ╗╗źėŗäØš{š¹─ŻēK┤_šJĄ─¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ėŗäØĪóÅ─PCSīėĮė╩šįŁ┴ŽÅSŲżÄ¦─Ż╩Į╝░┴„│╠ĀŅæBą┼ŽóŻ¼▓╔ė├åó░l╩Į╦ŃĘ©ŠÄųŲįŁ┴Ž▌ö╦═ŲżÄ¦š{Č╚ėŗäØŻ¼╚╗║¾īóėŗäØĘ┤üĮoERPŽĄĮy▓óęįųĖ┴ŅĄ─ą╬╩ĮŽ┬Ę┼ĄĮPCSīėŻ¼┼õ║Ž¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ėŗäØ═Ļ│╔¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚╣żū„ĪŻ
4)äėæBš{Č╚─ŻēK äėæBš{Č╚Ą─ų„ę¬╣”─▄╩Ūī”īŹļH╔·«a▀^│╠ųą╦∙ė÷ĄĮĄ─ę╗ą®ö_äėę“╦ž▀Mąą╠Ä└ĒĪŻį┌īŹļH╔·«a▀^│╠ųą╔·«aš{Č╚ėŗäØĢ■ė╔ė┌╔·«aĀŅørĄ─Ė─ūāČ°¤oĘ©Ēś└¹ł╠ąąŻ¼▀@ĢräėæBš{╩Į─ŻēKĖ∙ō■PCSīė╠ß╣®Ą─¼Fł÷ėŗäØł╠ąąŪķørĪóįOéõ▀\ąąĀŅæB╝░ERPīėĄ─ėŗäØą┼ŽóĄ╚╔·«aīŹļHöĄō■Ż¼┼ąöÓö_äėĄ─ŅÉą═Įo│÷╠Ä└ĒĮY╣¹ĪŻ
5)╚╦ÖCĮ╗╗źėŗäØš{š¹─ŻēK ×ķ┴╦─▄ē“│õĘų░lō]¼Fł÷š{Č╚╚╦åTžSĖ╗Ą─╣▄└ĒĮø“ׯ¼ęį╝░ĘĮ▒Ńš{Č╚╚╦åTī”ū„śIėŗäØ▀MąąŠÄ▌ŗ║═ą▐Ė─Ż¼ŽĄĮy╠ß╣®┴╦Ė╩╠žłDĮń├µŠÄ▌ŗ╣”─▄Ż¼īŹ¼F┴╦ėąą¦Ą─╚╦ÖCĮ╗╗źĪŻ¼Fł÷š{Č╚╚╦åT┐╔Ė∙ō■ūį╔ĒĄ─Įø“×ī”š{Č╚ėŗäØ▀Mąąą▐š²Ż¼Å─Č°╩╣š{Č╚ėŗäØĖ³▀m欼Fł÷Ą─īŹļH╔·«aĀŅørŻ¼Å─▀@éĆęŌ┴x╔ŽšfŽĄĮyŠ▀ėąę╗Č©Ą─ųŪ─▄ąįĪŻŽĄĮy▓╗āH×ķš{Č╚╚╦åT╠ß╣®┴╦ę╗éĆėč║├ĪóĘĮ▒ŃĄ─╚╦ÖCĮ╗╗ź▓┘ū„ŲĮ┼_Ż¼ę▓×ķ▒ŠŽĄĮy┤ŅĮ©┴╦ę╗éĆ╝»│╔ŲĮ┼_ŽĄĮyĄ─╚╦ÖCĮ╗╗źĮń├µĪŻ
2.6 ¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ėŗäØŠÄųŲĘĮĘ©
¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ėŗäØŠÄųŲĢrįŁ┴Ž╣®æ¬š{Č╚ŽĄĮyūŅųąęŌĄ─╣”─▄Ż¼ŲõĮY╣¹×ķ¤²ĮY┼õ┴Ž▄ćķgųą┤µā”įŁ┴Ž┴Žé}Ą─╣®┴ŽėŗäØĪŻ▒Š╬─═©▀^ī”¼Fł÷īŹļH╣żū„Ą─š{蹯¼Į©┴ó┴╦¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ėŗäØŠÄųŲ─Żą═Ż¼▓ó▓╔ė├ę╗ĘNåó░l╩Į╦ŃĘ©║═╚╦ÖCĮ╗╗źŽļĮY║ŽĄ─ėŗäØŠÄųŲĘĮĘ©ĪŻ
¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚Ż¼╝┤×ķ¤²ĮY╔·«a▄ćķgųąčbėąmĘN╬’┴ŽĄ─néĆ┴Žé}░▓┼┼įŁ┴Ž╣®æ¬ėŗäØĪŻ▒Š╬─Į©┴óĄ──Żą═╚ńŽ┬Ż║
1)Ę¹╠¢šf├„
(1)Ž┬ś╦ i×ķ¤²ĮY┼õ┴Ž▄ćķgųą┤µā”╬’┴Ž┴Žé}Ą─ŠÄ╠¢Ż¼iŻĮ1,2Ż¼...Ż¼nŻ╗j×ķ¤²ĮY╔·«a╦∙ė├Ą─╬’┴ŽĘNŅÉŻ¼jŻĮ1,2Ż¼...Ż¼mŻ╗t×ķ┴Žé}╣®┴Žą“öĄŻ¼tŻĮ1,2Ż¼...Ż¼nŻ╗
(2)ģóöĄ TSĢrķgā╚¤²ĮY╔·«a╦∙ąĶĖ„ĘNįŁ┴ŽĄ─┐é┴┐×ķWourŻ╗TWŻ║╬’┴Ž╣®æ¬└ĒŽļ╩╣ė├ĢrķgŻ¼TWŻ╝TSŻ╗ajŻ║Ą┌jĘN╬’┴ŽĄ─┼õ┴Ž▒╚└²Ż╗bjŻ║Ą┌jĘN╬’┴ŽĄ─╣®┴Ž╦┘Č╚Ż╗cijŻ║Ą┌i╠¢┴Žé}ųąčbėąĄ─╬’┴ŽjĄ─╩╣ė├╦┘Č╚Ż╗PijŻ║┴Žé}iī”╬’┴ŽjĄ─│ąųž╔ŽŽ▐Ż╗TijŻ║Ą┌jĘN╬’┴Ž║═Ą┌j*ĘN╬’┴ŽŽÓÓÅ╣®┴ŽĢrĄ─ŪąōQĢrķgŻ╗xij(t)Ż║▒╗░▓┼┼į┌Ą┌téĆķ_╩╝Ż¼čbėą╬’┴ŽjĄ─i╠¢┴Žé}Ą─╬’┴Ž│§╩╝ųĄĪŻ

×ķ£╩┤_Į©┴óĮŌøQ├Ķ└Lå¢Ņ}Ą─öĄīW─Żą═Ż¼│²╔Ž╩÷╦∙ū„Ą─Č©┴x═ŌŻ¼▒Š╬─▀Mę╗▓Įū÷│÷╚ńŽ┬╝┘įOŻ║(1)¤²ĮY▄ćķgųą├┐éĆ┴Žé}ųą┤µĘ┼║╬ĘN╬’┴Ž×ķęčų¬Ż╗(2)ėŗäØĢrČ╬Ģ║▓╗┐╝æ]įOéõėŗäØŠSą▐ŪķørĪŻ
2)öĄīW─Żą═
Ė∙ō■å¢Ņ}├Ķ╩÷ęį╝░╔Ž╬─Č©┴xĄ─Ę¹╠¢Ż¼Į©┴ó╚ńŽ┬öĄīW─Żą═Ż║

─Żą═×ķīŹöĄĘČć·ā╚Ą─ęÄäØå¢Ņ}Ż¼ŲõųąŻ¼╩Į(1)─┐ś╦║»öĄųą░³└©╬’┴Ž▀\▌öĢrķg║═╬’┴ŽĘNŅÉŪąōQĢrķgŻ╗╩Į(2)Īó╩Į(3)Īó╩Į(4)×ķ╚ĪųĄ╝s╩°Ż╗╩Į(5)×ķ┴Žé}╣®┴Ž╔ŽŽ▐╝s╩°Ż╗╩Į(6)×ķ╬’┴Ž╣®æ¬ØMūŃąĶŪ¾┴┐╝s╩°Ż╗╩Į(7)×ķ╬’┴Ž╣®æ¬┐éĢrķg╝s╩°Ż╗╩Į(8)╝s╩°×ķę╗┤╬ūŅČÓų╗─▄Įoę╗éĆ┴Žé}▀Mąą╣®┴ŽŻ╗╩Į(9)╝s╩°×ķį┌╣®┴ŽėŗäØųą├┐éĆ┴Žé}ūŅČÓų╗─▄░▓┼┼ę╗┤╬╣®┴ŽŻ╗╩Į(10)┴Žé}▓╗─▄×ķ┐šĪŻ
3)─Żą═Ū¾ĮŌ
▒Š╬─ųą╦∙├Ķ╩÷Ą─¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ėŗäØŠÄųŲ─Żą═×ķę╗éĆīŹöĄĘČć·ā╚Ą─ęÄäØ─Żą═Ż¼║═╗ņ║ŽĪ░0Ī¬1Ī▒ęÄäØå¢Ņ}śO×ķŽÓ╦ŲĪŻ×ķ┴╦─▄ē“ĮoŪ¾ĮŌĦüĒĘĮ▒ŃŻ¼į┌ę╗Č©Ą─Śl╝■Ž┬Ż¼ŽĄĮyīó─Żą═▐DōQ│╔┴╦╗ņ║ŽĪ░0Ī¬1Ī▒ęÄäØ─Żą═Ż¼▓ó▓╔ė├┴╦ę╗ĘNåó░l╩Į╦ŃĘ©┼c╚╦ÖCĮ╗╗źŽÓĮY║ŽĄ─ėŗäØŠÄųŲĘĮĘ©Ż¼▒ŻūC┴╦ėŗäØŠÄųŲĄ─ėąą¦ąį║═┐╔ąąąįŻ¼▓óŪęįōĘĮĘ©ę▓│õĘų└¹ė├┴╦¼Fł÷š{Č╚╚╦åTžSĖ╗Ą─Įø“×ĪŻÅ──│ĘNĘĮ├µšfŻ¼ŽĄĮyĄ─Ū¾ĮŌŠ▀ėąę╗Č©Ą─ųŪ─▄ąįĪŻ
3 Ę┬šµīŹ“×
─│õōĶFÅS╩Ūę╗éĆŠC║Žūįäė╗»╦«ŲĮ▌^Ė▀Ż¼╔·«aęÄ─Ż×ķųąĄ╚╦«ŲĮĄ─ųąą═õōĶFŲ¾śIĪŻĄ½Ųõ¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚╚į╩Ūęį╚╦╣ż×ķų„Ż¼╚╦╣żŠÄųŲįŁ┴Ž╣®æ¬š{Č╚ū„śIėŗäØą¦┬╩Ą═Ż¼ļyęįØMūŃ¼Fł÷īŹļH╔·«aĀŅørĄ─ąĶŪ¾ĪŻ═¼Ģrę▓▓╗└¹ė┌Ų¾śIā╚▓┐MESĄ─īŹ¼FĪó▓╗└¹ė┌Ų¾śIš¹¾w╣▄└Ē╦«ŲĮĄ─╠ßĖ▀ĪŻ▒Š╬─╦∙├Ķ╩÷Ą─├µŽ“MESĄ─¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŽĄĮy┐╔Ä═ų·Ų¾śIĮŌøQ▒Š╬─ųąöó╩÷Ą─Ų¾śI╦∙ė÷ĄĮĄ─å¢Ņ}ĪŻ
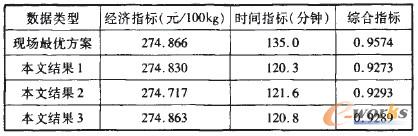
į┌¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚╣▄└ĒųąŻ¼¼Fł÷ūŅ×ķĻPą─Ą─ā╔ĒŚųĖś╦×ķŻ║į┌ØMūѤ²ĮYĄV╗»īW│╔Ęųę¬Ū¾Ą─Ū░╠ߎ┬ŲõįŁ┴Ž│╔▒Š╝░ę╗┤╬įŁ┴Ž╣®æ¬╦∙ė├Ą─ĢrķgĪŻ╗∙ė┌ęį╔Žā╔éĆųĖś╦æ¬ė├¼Fł÷īŹļHöĄō■ī”ŽĄĮy▀Mąą┴╦ļxŠĆĘ┬šµīŹ“ׯ¼▓ó┼c¼Fł÷ūŅā×ĘĮ░Ė▀Mąą┴╦ī”▒╚Ż¼═¼Ģr▓╔ė├Üwę╗╗»╝ėÖÓŪ¾║═Ą─ĘĮ╩Įī”ā╔ĒŚųĖś╦▀Mąą┴╦ŠC║ŽųĖś╦įuārĪŻ▒Š╬─ĮY╣¹║═¼Fł÷ūŅā×ĘĮ░ĖĄ─ī”▒╚ĮY╣¹╚ń▒Ē1╦∙╩ŠĪŻ
▒Ē1 ŽĄĮyųĖś╦įuār
ĮYšZ
▒Š╬─Į©┴ó┴╦├µŽ“MESĄ─õōĶF¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŽĄĮyĄ─¾wŽĄĮYśŗĪŻŽĄĮyā╚▓┐▓╔ė├┴╦öĄō■╝»│╔╝╝ągĪó─Żą═╝╝ąg║═╚╦ÖCĮ╗╗źĄ╚ČÓĘN╝╝ągŻ¼Į©┴ó┴╦ę╗éĆīŹė├ņ`╗ŅĄ─š{Č╚ŽĄĮyĪŻ┐vŽ“╦³─▄ī”╔ŽīėERP║═Ž┬īėPCSé„╚ļŽĄĮyĄ─ą┼Žó╝░Ģrū÷│÷æ¬┤Ż¼ÖMŽ“ŅA┴¶┴╦┼c╔Žė╬╣żą“║═Ž┬ė╬╣żą“Ą─╣▄└ĒŽĄĮy╝»│╔Ą─Įė┐┌ĪŻ╦┘Č╚┐ņĪóą¦┬╩Ė▀Ż¼─▄×ķš{Č╚╚╦åT╠ß╣®ųŪ─▄Ą─øQ▓▀ų¦│ųĪŻŽĄĮyĄ─čą░l▓╗āHĮoŲ¾śIĦüĒ┴╦ĮøØ·ą¦ęµŻ¼ī”═¼ąąśIŲõ╦¹¤²ĮYÅSā╚▓┐MESŽĄĮyĄ─īŹ¼FŠ▀ėąųžę¬Ą─ģó┐╝ārųĄĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║├µŽ“MESĄ─õōĶF¤²ĮY╔·«aįŁ┴Ž╣®æ¬š{Č╚ŽĄĮy
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401932629.html






















