



0 ę²čį
į┌õōĶFŲ¾śI(y©©)Ą─╔·«a(ch©Żn)▀^(gu©░)│╠ųąŻ¼¤Æõō║═▀BĶT╩Ūā╔éĆ(g©©)ĻP(gu©Īn)µI╣żą“ĪŻŲõ╔·«a(ch©Żn)┴„│╠Å═(f©┤)ļsĪó╔·«a(ch©Żn)įO(sh©©)éõČÓĪó╬’┴„┐vÖMĮ╗Õe(cu©░)Ż¼ė░Ēæų°╔·«a(ch©Żn)▀^(gu©░)│╠Ą─Ēś└¹▀M(j©¼n)ąąŻ¼ęį╝░«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ą─ĘĆ(w©¦n)Č©║═╠ßĖ▀ĪŻū„×ķõōĶFŲ¾śI(y©©)╔·«a(ch©Żn)╣▄└ĒĄ─║╦ą─ā╚(n©©i)╚▌Ż¼¤Æõō-▀BĶT╔·«a(ch©Żn)š{(di©żo)Č╚▓╗āHąĶę¬┐╝æ]õō╦«ĄĮ▀_(d©ó)Ģr(sh©¬)ķgŲ½▓ŅĪóįO(sh©©)éõ╣╩šŽĪŻČ°Ūę▀ĆąĶę¬┐╝æ]õō╦«│╔Ęų▓╗║ŽĖ±Īóõō╦«£žČ╚ča(b©│)āö?sh©┤)╚ä?d©░ng)æB(t©żi)ö_äė(d©░ng)╩┬╝■ĪŻ¤Æõō-▀BĶT╣żą“╦∙Š▀ėąĄ─Ė▀£ž▀B└m(x©┤)║═╔·«a(ch©Żn)Łh(hu©ón)Š│Ė▀Č╚äė(d©░ng)æB(t©żi)╗»Ą─╠ž³c(di©Żn)╩╣Ą├╔·«a(ch©Żn)ėŗ(j©¼)äØ┼cīŹ(sh©¬)ļHĮY(ji©”)╣¹═∙═∙ļyęį╬Ū║ŽŻ¼Å─Č°ī¦(d©Żo)ų┬▓╗▒žę¬Ą─└╦┘M(f©©i)╔§ų┴ųž┤¾ōp╩¦ĪŻ×ķ┴╦┤_▒Ż░▓╚½╔·«a(ch©Żn)Īó£p╔┘─▄į┤ōp╩¦ĪóĮĄĄ═įŁ┴ŽŽ¹║─ęį╝░▒ŻūCõōĶF┘|(zh©¼)┴┐Ż¼Į©┴ó¤Æõō-▀BĶT╔·«a(ch©Żn)┴„│╠Ę┬šµŽĄĮy(t©»ng)╩Ū╩«Ęų▒žę¬Ą─ĪŻ
RSviewSE╩Ūę╗╠ūīŻśI(y©©)Ą─HMIĘ┬šµ▄ø╝■Ż¼┼cŲõ╦¹ĮMæB(t©żi)▄ø╝■ŽÓ▒╚Ż¼RSviewSEį÷╝ė┴╦░▓╚½▒Żūo(h©┤)ĪółDą╬’@╩ŠĪó╚½Šųł¾(b©żo)Š»Īó╗Ņäė(d©░ng)╝░ł¾(b©żo)Š»ėøõøĪóTrendX┌ģä▌(sh©¼)łDĄ╚╣”─▄ĪŻŲõ║╦ą─▓┐ĘųRSviewStudioė├üĒ(l©ói)äō(chu©żng)Į©łDą╬’@╩Š├µ├µŻ¼─▄╔·äė(d©░ng)ą╬Ž¾ĄžĘ┤ė│╔·«a(ch©Żn)▀^(gu©░)│╠ĪŻĘĮ▒Ń▓┘ū„╚╦åTų▒Įėī”(du©¼)╔·«a(ch©Żn)▀^(gu©░)│╠▀M(j©¼n)ąą▓┘ū„ĪŻ▓ó─▄śO┤¾Ąž╣Ø(ji©”)╩Ī╣ż│╠įO(sh©©)ėŗ(j©¼)║═ķ_(k©Īi)░l(f©Ī)Ģr(sh©¬)ķgĪŻ┤╦═ŌŻ¼RSviewSE┐╔ęį┼cŲõ╦¹ų¦│ųFactoryTalkĄ─▄ø╝■╣▓ŽĒöĄ(sh©┤)ō■(j©┤)Ż¼▓óŪę┐╔ęį┼cROCKWELL╣½╦ŠĄ─ė▓╝■PLCĄ╚┐ņ╦┘īŹ(sh©¬)¼F(xi©żn)═©ėŹŻ¼Ė³╝ėĘĮ▒ŃÅ─¼F(xi©żn)ł÷(ch©Żng)ūx╚ĪīŹ(sh©¬)Ģr(sh©¬)öĄ(sh©┤)ō■(j©┤)ĪŻ
▒Š╬─Į©┴óĄ─¤Æõō-▀BĶT▀^(gu©░)│╠▒O(ji©Īn)┐žĘ┬šµŽĄĮy(t©»ng)į┌ī¦(d©Żo)╚ļęčŠÄųŲ╔·«a(ch©Żn)ėŗ(j©¼)äØĄ─╗∙ĄA(ch©│)╔ŽŻ¼ī”(du©¼)╔·«a(ch©Żn)ėŗ(j©¼)äØĄ─ł╠(zh©¬)ąąŪķør▀M(j©¼n)ąą▒O(ji©Īn)┐žĪŻ×ķ¤Æõō-▀BĶT╔·«a(ch©Żn)▀^(gu©░)│╠Ą─ĘĆ(w©¦n)Č©▀\(y©┤n)ąą╠ß╣®▒ŻūCĪŻ
1 ¤Æõō-▀BĶT╔·«a(ch©Żn)╣ż╦ć╝░Ę┬šµģóöĄ(sh©┤)
¤Æõō-▀BĶT╔·«a(ch©Żn)▀^(gu©░)│╠ų„ę¬╩Ū═©▀^(gu©░)▐D(zhu©Żn)ĀtŻ¼░čÅ─Ė▀ĀtüĒ(l©ói)Ą─ĶF╦«ę▒¤Æ│╔õō╦«Ż¼Ą╣╚ļ▐D(zhu©Żn)ĀtŽ┬┼_(t©ói)▄ć╔ŽĄ─õō░³ā╚(n©©i)ĪŻ═©▀^(gu©░)┼_(t©ói)▄ć║═Ą§▄ćĄ─ū„śI(y©©)ĪŻ░čõō╦«░³▀\(y©┤n)╦═ĄĮŠ½¤ÆįO(sh©©)éõ╠ÄŻ¼į┘═©▀^(gu©░)Š½¤ÆįO(sh©©)éõŠ½¤Æõō╦«ĪŻęį╩╣Ųõ▀_(d©ó)ĄĮŽ┬Ą└╣żą“ę¬Ū¾Ą─õō╦«│╔Ęų║═£žČ╚Ż¼░┤╣ż╦ćę¬Ū¾Ą─Š½¤Æū„śI(y©©)╚½▓┐═Ļ│╔║¾ĪŻį┘═©▀^(gu©░)┼_(t©ói)▄ć║═Ą§▄ćŻ¼░čõō╦«░³▀\(y©┤n)╦═ĄĮ▀BĶTÖC(j©®)īŹ(sh©¬)╩®Ø▓ĶTŻ¼ą╬│╔▀BĶT░Õ┼„ĪŻ
1.1 ╔·«a(ch©Żn)╣ż╦ć╠ž³c(di©Żn)
¤Æõō-▀BĶT╔·«a(ch©Żn)╣ż╦ć╠ž³c(di©Żn)┐╔ęįÜw╝{╚ńŽ┬Ż║
(1)ķgą¬┼c▀B└m(x©┤)ĘĮ╩ĮŽÓ╗ņļsĄ─ČÓļAČ╬╗ņ║Ž┴„│╠╩Į╔·«a(ch©Żn)▀^(gu©░)│╠ĪŻ▐D(zhu©Żn)ĀtĪ󊽤ÆįO(sh©©)éõ×ķķgą¬ū„śI(y©©)ĘĮ╩ĮŻ¼×ķ╠ßĖ▀ū„śI(y©©)ą¦┬╩ĪóĮĄĄ═ÖC(j©®)Ų„įO(sh©©)ų├┤╬öĄ(sh©┤)║═╔·«a(ch©Żn)│╔▒ŠŻ¼▀BĶTÖC(j©®)į┌Ųõųąķg░³ē█├³ų«ā╚(n©©i)×ķ▀B└m(x©┤)ū„śI(y©©)ĘĮ╩ĮĪŻ╔·«a(ch©Żn)Ą─┐é┴„│╠×ķĶF╦«ŅA(y©┤)╠Ä└Ē-¤Æõō-Š½¤Æ-▀BĶTĪŻ░³└©ČÓéĆ(g©©)╔·«a(ch©Żn)╣żą“Ż¼Ė„╣żą“ėų┤µį┌ų°ČÓéĆ(g©©)╔·«a(ch©Żn)įO(sh©©)éõŻ¼╔·«a(ch©Żn)▀^(gu©░)│╠×ķČÓļAČ╬╗ņ║Ž┴„│╠╩ĮĪŻ
(2)╬’┴„ŃĢĮėŠo├▄Ż¼Š▀ėą£╩(zh©│n)Ģr(sh©¬)ųŲę¬Ū¾ĪŻ▀BĶT╔·«a(ch©Żn)╣ż╦ćę¬Ū¾į┌ę╗éĆ(g©©)▀B└m(x©┤)╔·«a(ch©Żn)ų▄Ų┌ā╚(n©©i)Ø▓ĶTĄ─õō╦«│╔Ęų║═£žČ╚ØMūŃę╗Č©Ą─╣ż╦ćŽ▐ųŲŚl╝■ĪŻ▒žĒÜģf(xi©”)š{(di©żo)ķgą¬╩Į║═▀B└m(x©┤)╩Įū„śI(y©©)╣żą“Ą─╔·«a(ch©Żn)╣Ø(ji©”)ūÓŻ¼╩╣╣żą“ķg╬’┴„é„▀fØMūŃš²┤_│╔ĘųĪó£žČ╚║═Ģr(sh©¬)┐╠Ą─ę¬Ū¾Ż¼▒ŻūC╔·«a(ch©Żn)Ą─│ų└m(x©┤)ąįĪŻ
(3)«a(ch©Żn)ŲĘĘNŅÉęÄ(gu©®)Ė±Ę▒ČÓŻ¼ĮY(ji©”)śŗ(g©░u)Å═(f©┤)ļsĪŻĶT┼„«a(ch©Żn)ŲĘõōĘNęÄ(gu©®)Ė±Ę▒ČÓŻ¼øQČ©┴╦«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)Ą─Å═(f©┤)ļsąįĪŻ
(4)╔·«a(ch©Żn)╣▄└Ē┼c┐žųŲČÓĘNą┼ŽóĪóČÓĘN╣”─▄╝»│╔ĪŻ¤Æõō-▀BĶT╔·«a(ch©Żn)▀^(gu©░)│╠š{(di©żo)Č╚╣▄└Ēę¬Ū¾īŹ(sh©¬)Ģr(sh©¬)▒O(ji©Īn)ęĢĖ„įO(sh©©)éõū„śI(y©©)ĀŅæB(t©żi)ĪóĖ·█ÖĖ„╣żą“╬’┴„ĀŅæB(t©żi)ĪŻį┌┤╦╗∙ĄA(ch©│)╔Žį┌ŠĆŠÄųŲ║═š{(di©żo)š¹š{(di©żo)Č╚ėŗ(j©¼)äØĪŻīŹ(sh©¬)¼F(xi©żn)š¹éĆ(g©©)╔·«a(ch©Żn)▀^(gu©░)│╠Ą─äė(d©░ng)æB(t©żi)╣▄└Ē║═┐žųŲĪŻüĒ(l©ói)į┤ė┌╣▄└Ē╝ē(j©¬)Īó▀^(gu©░)│╠ūįäė(d©░ng)╗»╝ē(j©¬)Īó╗∙ĄA(ch©│)ūįäė(d©░ng)╗»╝ē(j©¬)Ą─ČÓĘNąį┘|(zh©¼)ĪóŅlČ╚Īóė├═Š╝░Ēææ¬(y©®ng)Ģr(sh©¬)ķgĄ─▓╗═¼ą┼Žóį┌ŽĄĮy(t©»ng)ųąėąÖC(j©®)╝»│╔Ż¼ØMūŃ╔·«a(ch©Żn)▀^(gu©░)│╠▒O(ji©Īn)ęĢĪóš{(di©żo)Č╚ėŗ(j©¼)äØŠÄųŲĪóįO(sh©©)éõ╣▄└ĒĪóöĄ(sh©┤)ō■(j©┤)▓ķįāĮy(t©»ng)ėŗ(j©¼)ł¾(b©żo)▒ĒĄ╚╣”─▄ąĶŪ¾ĪŻ
1.2 ▀^(gu©░)│╠ģóöĄ(sh©┤)
¤Æõō-▀BĶT╣żą“Š▀ėąĖ▀£ž▀B└m(x©┤)Ą─╠ž³c(di©Żn)Ż¼╔·«a(ch©Żn)┴„│╠Å═(f©┤)ļsĪŻģóöĄ(sh©┤)▒ŖČÓŻ¼ŲõųąūŅų„ꬥ─ģóöĄ(sh©┤)ėąĢr(sh©¬)ķgĪó£žČ╚║═│╔ĘųĪŻ
1.2.1 Ģr(sh©¬)ķg
Ģr(sh©¬)ķgų„ę¬░³└©╣żą“Ģr(sh©¬)ķg║═▀\(y©┤n)▌öĢr(sh©¬)ķgĪŻ
╣żą“Ģr(sh©¬)ķg╩ŪõōĶFųŲįņŽĄĮy(t©»ng)ųąĄ─ę╗éĆ(g©©)ųžę¬ģóöĄ(sh©┤)ĪŻ╦³į┌õōĶFųŲįņ┴„│╠ųą╩ŪęįĢr(sh©¬)ķg³c(di©Żn)Īó╣żą“╬╗ĪóĢr(sh©¬)ķgą“Īóų▄Ų┌Ą╚ą╬╩Į▒Ē¼F(xi©żn)│÷üĒ(l©ói)ĪŻ░³└©ĮM╣▐Īó├ō┴“Īó╠ßŌCĪó▐D(zhu©Żn)Āt¤ÆõōĪó┤ĄÜÕ╬╣ĮzĪóLFŠ½¤ÆĪóRHŠ½¤ÆĪóĘĮ┼„╗“░Õ┼„▀BĶT╣żą“Ą─ū„śI(y©©)ķ_(k©Īi)╩╝ĪóĮY(ji©”)╩°/ļxķ_(k©Īi)Ģr(sh©¬)ķg³c(di©Żn)Īóę▒¤ÆĪ󊽤ÆĪóØ▓ūóĢr(sh©¬)ķgĄ─ķL(zh©Żng)Č╠(Ģr(sh©¬)ķgė“)Ż¼Ė„éĆ(g©©)╣żą“╚šĪó░Ó│÷õōĀtöĄ(sh©┤)Īó▀BØ▓ĀtöĄ(sh©┤)Ą╚Ģr(sh©¬)ķg╣Ø(ji©”)ūÓ(Ģr(sh©¬)ķgŅl)Ż¼ŽÓÓÅ╣żą“ķgĄ─ĻP(gu©Īn)ŽĄ║═Ģr(sh©¬)ķgą“Ą─░▓┼┼║═š{(di©żo)┐žĄ╚ĪŻ
▀\(y©┤n)▌öĢr(sh©¬)ķg═¼śėę▓╩ŪõōĶF╔·«a(ch©Żn)▀^(gu©░)│╠ųąĄ─ę╗ĘNųžę¬Ą─Ģr(sh©¬)ķgģóöĄ(sh©┤)ĪŻĖ„╣żą“ķgĄ─▀\(y©┤n)▌öŁh(hu©ón)╣Ø(ji©”)ų„ę¬░³└©├ō┴“╣żą“Īó╠ßŌC╣żą“Īó▐D(zhu©Żn)Āt¤Æõō╣żą“ĪóĀt║¾┤ĄÜÕ╬╣ĮzĪóLF╠Ä└ĒĪó▀BĶTĄ╚╣żą“ĪŻŲõųąŠ½¤ÆĄĮ░Õ┼„▀BĶT▓╔ė├▄ēĄ└▀\(y©┤n)▌öĪŻŲõ╦¹╣żą“▓╔ė├╠ņ▄楧▀\(y©┤n)ĪŻ
1.2.2 £žČ╚
£žČ╚╩ŪõōĶFųŲįņ┴„│╠ČÓŠS╬’┴„╣▄ųŲĄ─ųžę¬╣ż╦ćģóöĄ(sh©┤)ų«ę╗ĪŻ═©▀^(gu©░)ī”(du©¼)¤ÆõōÅS╔·«a(ch©Żn)┴„│╠Ą─ų„ę¬£žČ╚ģóöĄ(sh©┤)▀M(j©¼n)ąąĮŌ╬÷Ż¼į┌ĮY(ji©”)║ŽĢr(sh©¬)ķgģóöĄ(sh©┤)ā×(y©Łu)╗»Ą─╗∙ĄA(ch©│)ų«╔ŽŻ¼Į©┴ó║Ž└ĒĄ─£žČ╚ųŲČ╚ĪŻęį▒ŻšŽ╚½ÅS╬’┴„Ą─ĒśąąĪŻĮY(ji©”)║Ž¤ÆõōÅSĄ─īŹ(sh©¬)ļHŪķørĪŻīŹ(sh©¬)£y(c©©)£žČ╚ėą▐D(zhu©Żn)Āt£žČ╚ĪóÜÕŪ░£žČ╚ĪóÜÕ║¾£žČ╚Īó┤¾░³ĄĮ▀BĶTŲĮ┼_(t©ói)£žČ╚║═ųąķg░³£žČ╚Ą╚ĪŻ
1.2.3 │╔Ęų
│╔Ęų╩ŪõōĶFųŲįņ┴„│╠ųąĄ─ę╗éĆ(g©©)ųžę¬╣ż╦ćģóöĄ(sh©┤)ĪŻ╦³▓╗āHė░Ēæ╣ż╦ć┴„│╠Ż¼Č°Ūęė░Ēæõō▓─Ą─╠žąįĪŻį┌ĶF╦«ŅA(y©┤)╠Ä└Ē▀^(gu©░)│╠ųąąĶę¬▀M(j©¼n)ąą├ō┴“Īó├ō┴ūŻ╗▐D(zhu©Żn)Āt¤Æõō┴„│╠ųąę¬▀M(j©¼n)ąą├ō╠╝Ż║Š½¤Æ▀^(gu©░)│╠ųąę¬░ķļSų°├ōč§Īó├ōĄ¬Īó├ōÜõęį╝░║ŽĮ╗»▓┘ū„ĪŻīŹ(sh©¬)ļH╔·«a(ch©Żn)ųąŻ¼╬ęéāąĶę¬ī”(du©¼)õō╦«ųąĄ─CĪóSiĪóMnĪóPĪóSĪóOĄ╚į¬╦žĄ─║¼┴┐▀M(j©¼n)ąą▒O(ji©Īn)£y(c©©)ĪŻ
2 ŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)ĘĮ░Ė
¤Æõō-▀BĶTĘ┬šµŽĄĮy(t©»ng)▓╔ė├Ęų▓╝╩ĮĮY(ji©”)śŗ(g©░u)Ż¼Ęųäe─ŻöM╔·«a(ch©Żn)▀^(gu©░)│╠Ą─▓╗═¼Łh(hu©ón)╣Ø(ji©”)Ż¼═©▀^(gu©░)ą┼ŽóĮ╗ōQš¹¾wģf(xi©”)š{(di©żo)Ż¼╣▓═¼─ŻöMš¹éĆ(g©©)õōÅSĄ─╔·«a(ch©Żn)╗Ņäė(d©░ng)▀^(gu©░)│╠ĪŻ¤Æõō-▀BĶT╔·«a(ch©Żn)▀^(gu©░)│╠░³└©¤ÆõōĪ󊽤ÆĪó▀BĶT3éĆ(g©©)ļAČ╬ĪŻüĒ(l©ói)ūįĖ▀ĀtĄ─ĶF╦«Įø(j©®ng)ę▒¤Æ╝ė╣ż║¾▐D(zhu©Żn)ūā?y©Łu)ķõō╦«Ż¼═©▀^(gu©░)Š½¤Æ╠Ä└Ē▒ŻūC╦∙ąĶꬥ─╗»īW(xu©”)│╔Ęų║═£žČ╚Ż¼╚╗║¾į┌▀BĶTÖC(j©®)Ø▓ūó│╔ęÄ(gu©®)Č©ęÄ(gu©®)Ė±░Õ┼„╣®▄łųŲ╣żą“╩╣ė├ĪŻę“┤╦ŽĄĮy(t©»ng)╣▓░³└©3éĆ(g©©)─ŻēKŻ¼╝┤¤Æõō─ŻēKĪ󊽤Æ─ŻēK║═▀BĶT─ŻēKĪŻš¹éĆ(g©©)▒O(ji©Īn)┐žŽĄĮy(t©»ng)Ą─ĮY(ji©”)śŗ(g©░u)╚ńłD1╦∙╩ŠĪŻ
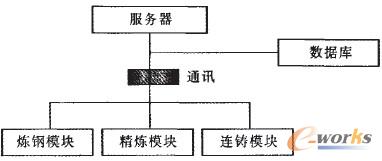
łD1 ŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)
▒O(ji©Īn)┐žŽĄĮy(t©»ng)ę¬Ū¾═Ļ│╔Ž┬├µĄ─╣żū„Ż║
(1)ą┼╠¢(h©żo)▓╔╝»Ż║ī”(du©¼)¼F(xi©żn)ł÷(ch©Żng)Ą─£žČ╚Īóę║╬╗Īó┴„┴┐Īó╚█¤ÆĢr(sh©¬)ķgĄ╚ą┼╠¢(h©żo)▀M(j©¼n)ąą▓╔╝»ĪŻ▓ó▀M(j©¼n)ąą╠Ä└Ē║═▀\(y©┤n)╦ŃĪŻ▀@ą®ą┼╠¢(h©żo)ė╔╔·«a(ch©Żn)¼F(xi©żn)ł÷(ch©Żng)Įø(j©®ng)Öz£y(c©©)ūā╦═Łh(hu©ón)╣Ø(ji©”)ūā│╔ś╦(bi©Īo)£╩(zh©│n)ą┼╠¢(h©żo)Ę┤üų┴ControlLogixŽĄĮy(t©»ng)ųąĪŻRSViewĮMæB(t©żi)▄ø╝■ąĶÅ─ControlLogix┐žųŲŲ„ųą½@╚ĪöĄ(sh©┤)ō■(j©┤)ĪŻā╔š▀ų«ķgę¬▓╔ė├OPC═©ą┼ĘĮ╩ĮĪŻ
(2)▒O(ji©Īn)┐ž▓┘ū„Ż║═Ļ│╔ŽĄĮy(t©»ng)▓┘ū„┐žųŲĪóģóöĄ(sh©┤)įO(sh©©)Č©║═ŽĄĮy(t©»ng)Ą─åóäė(d©░ng)║══Żų╣ĪŻ
(3)äė(d©░ng)æB(t©żi)’@╩ŠŻ║ęįłDą╬║═Ū·ŠĆĄ╚ą╬╩Į’@╩Š¤Æõō-▀BĶT┴„│╠Ą─äė(d©░ng)æB(t©żi)«ŗ(hu©ż)├µĪó┌ģä▌(sh©¼)łDĪół¾(b©żo)Š»Ą╚ĪŻ
(4)▓┘ū„«ŗ(hu©ż)├µŻ║═©▀^(gu©░)▓┘ū„«ŗ(hu©ż)├µ▓ķįāīŹ(sh©¬)Ģr(sh©¬)öĄ(sh©┤)ō■(j©┤)║═Üv╩ĘöĄ(sh©┤)ō■(j©┤)Ż¼▓ó┤“ėĪīŹ(sh©¬)Ģr(sh©¬)ł¾(b©żo)▒Ē║═Üv╩Ęł¾(b©żo)▒ĒĪŻ
(5)ŽĄĮy(t©»ng)Š▀éõ┐╔öU(ku©░)š╣ąįĪŻ
2.1 Ę┬šµ┴„│╠
Ę┬šµĄ─┴„│╠╚ńłD2╦∙╩ŠŻ¼ŽĄĮy(t©»ng)åóäė(d©░ng)║¾Ż¼╩ūŽ╚│§╩╝╗»Ę┬šµģóöĄ(sh©┤)Ż¼╚ńĘ┬šµķ_(k©Īi)╩╝Ģr(sh©¬)┐╠ĪóĘ┬šµĢr(sh©¬)ķgĄ╚Ż¼╚╗║¾▌ö╚ļ╔·«a(ch©Żn)ėŗ(j©¼)äØ▓óĘ┼ąą║¾Ż¼ķ_(k©Īi)╩╝▀M(j©¼n)ąą╔·«a(ch©Żn)┴„│╠Ę┬šµŻ¼═¼Ģr(sh©¬)╩š╝»╣ż╦ćģóöĄ(sh©┤)ęį▀M(j©¼n)ąąėŗ(j©¼)äØĄ─äė(d©░ng)æB(t©żi)š{(di©żo)š¹ĪŻ
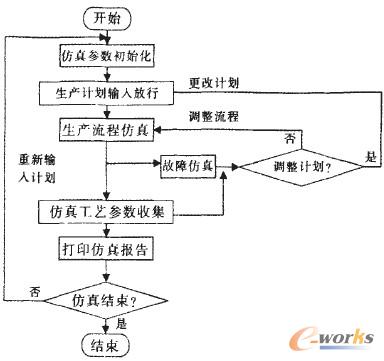
łD2 ŽĄĮy(t©»ng)Ę┬šµ┴„│╠
2.2 ė▓╝■┼õų├
¤Æõō-▀BĶT╔·«a(ch©Żn)▀^(gu©░)│╠Ę┬šµŽĄĮy(t©»ng)╩Ūę╗éĆ(g©©)╝»║Ž┴╦ę▒Į╣ż╦ć╝╝ąg(sh©┤)Īóėŗ(j©¼)╦ŃÖC(j©®)╝╝ąg(sh©┤)ĪóŠW(w©Żng)Įj(lu©░)╝╝ąg(sh©┤)ĪóöĄ(sh©┤)ō■(j©┤)Äņ(k©┤)╣▄└Ē╝╝ąg(sh©┤)Ą─ėąÖC(j©®)š¹¾wĪŻŽĄĮy(t©»ng)▄øė▓╝■ŲĮ┼_(t©ói)Ą─▀xė├ĪŻ▒žĒÜ─▄ūŅ┤¾Ž▐Č╚Ąž├Ķ╩÷╔·«a(ch©Żn)▀^(gu©░)│╠Ą─īŹ(sh©¬)ļHŪķørŪę─▄ØMūŃŽĄĮy(t©»ng)Ą─┐é¾wĮ©įO(sh©©)─┐ś╦(bi©Īo)║═æ¬(y©®ng)ė├ąĶŪ¾ĪŻŽĄĮy(t©»ng)Ą─ė▓╝■įO(sh©©)éõų„ę¬Ęų×ķ3éĆ(g©©)▓┐ĘųŻ║╔Ž╬╗ÖC(j©®)ŽĄĮy(t©»ng)ĪóŽ┬╬╗ÖC(j©®)ŽĄĮy(t©»ng)║═ŠW(w©Żng)Įj(lu©░)ĮY(ji©”)śŗ(g©░u)ĪŻ
(1)╔Ž╬╗ÖC(j©®)ŽĄĮy(t©»ng)ĪŻ╔Ž╬╗ÖC(j©®)ŽĄĮy(t©»ng)žō(f©┤)ž¤(z©”)öĄ(sh©┤)ō■(j©┤)Ą─’@╩Š║═╠Ä└ĒŻ¼░³└©1┼_(t©ói)▀\(y©┤n)ąąFaetoryTalk DirectoryĄ─ėŗ(j©¼)╦ŃÖC(j©®)Īó2┼_(t©ói)░▓čb┴╦RSView SE Server▄ø╝■Ą─╚▀ėÓėŗ(j©¼)╦ŃÖC(j©®)Īó2┼_(t©ói)▀\(y©┤n)ąąöĄ(sh©┤)ō■(j©┤)Ę■äš(w©┤)Ų„Ą─╚▀ėÓėŗ(j©¼)╦ŃÖC(j©®)Īó1┼_(t©ói)▀\(y©┤n)ąąRSView StudioĄ─ķ_(k©Īi)░l(f©Ī)ėŗ(j©¼)╦ŃÖC(j©®)Īó1┼_(t©ói)▀\(y©┤n)ąąRSViewSEClientĄ─┐═æ¶Č╦ėŗ(j©¼)╦ŃÖC(j©®)ęį╝░1┼_(t©ói)▀\(y©┤n)ąąRSView Administration ConsoleĄ─╣▄└Ēėŗ(j©¼)╦ŃÖC(j©®)ĪŻ
(2)Ž┬╬╗ÖC(j©®)ŽĄĮy(t©»ng)ĪŻŽ┬╬╗ÖC(j©®)ŽĄĮy(t©»ng)žō(f©┤)ž¤(z©”)öĄ(sh©┤)ō■(j©┤)Ą─▓╔╝»Ż¼▓╔ė├AB╣½╦ŠĄ─ControlLogix┐žųŲŽĄĮy(t©»ng)Ż¼ł╠(zh©¬)ąąė├æ¶┐žųŲ│╠ą“Ż¼═Ļ│╔öĄ(sh©┤)ō■(j©┤)▓╔╝»Īó▌ö│÷┐žųŲĪó┼c╔Ž╬╗ÖC(j©®)▀M(j©¼n)ąą═©ėŹĄ╚╚╬äš(w©┤)ĪŻ
(3)ŠW(w©Żng)Įj(lu©░)ĮY(ji©”)śŗ(g©░u)ĪŻė╔ė┌¤Æõō-▀BĶT╔·«a(ch©Żn)ŽĄĮy(t©»ng)Ą─▒O(ji©Īn)┐ž║═öĄ(sh©┤)ō■(j©┤)▓╔╝»Š▀ėąīŹ(sh©¬)Ģr(sh©¬)ąįĄ─ę¬Ū¾Ż¼ę“┤╦ŽĄĮy(t©»ng)ī”(du©¼)ė┌ėŗ(j©¼)╦ŃÖC(j©®)ŠW(w©Żng)Įj(lu©░)é„▌öąį─▄ėą▌^Ė▀Ą─ę¬Ū¾ĪŻę“┤╦Ż¼ŽĄĮy(t©»ng)▓╔ė├┐éŠĆą═╣żśI(y©©)ęį╠½ŠW(w©Żng)(10M/100M)ŠW(w©Żng)Įj(lu©░)═ž?f©┤)õĮY(ji©”)śŗ(g©░u)ĪŻį┌▀@ĘNŠW(w©Żng)Įj(lu©░)ĮY(ji©”)śŗ(g©░u)ųąŻ¼Ė„éĆ(g©©)╣Ø(ji©”)³c(di©Żn)ų«ķg╩ŪŲĮĄ╚Ą─Ż¼╚╬ęŌā╔éĆ(g©©)╣Ø(ji©”)³c(di©Żn)ų«ķgĄ─═©ą┼┐╔ęįų▒Įė═©▀^(gu©░)ŠW(w©Żng)Įj(lu©░)▀M(j©¼n)ąąĪŻČ°▓╗ąĶę¬═©▀^(gu©░)Ųõ╦¹╣Ø(ji©”)³c(di©Żn)Ą─Įķ╚ļĪŻ
2.3 ▄ø╝■┼õų├
į┌┤╦ŽĄĮy(t©»ng)ųąų„ę¬ī”(du©¼)╔Ž╬╗ÖC(j©®)▀M(j©¼n)ąą▄ø╝■┼õų├ĪŻ╔Ž╬╗ÖC(j©®)ŽĄĮy(t©»ng)░▓čb┴╦Windows 2003▓┘ū„ŽĄĮy(t©»ng)Ż¼ĮMæB(t©żi)▄ø╝■×ķROCKWELL╣½╦ŠĄ─RSView SEĪŻ┤╦═ŌŻ¼╔Ž╬╗ÖC(j©®)▀ĆčbėąRSLinx═©ą┼▄ø╝■║═RSLogix5000ŠÄ│╠▄ø╝■ĪŻ
3 ŽĄĮy(t©»ng)īŹ(sh©¬)¼F(xi©żn)
3.1 ▒O(ji©Īn)┐žĮń├µ
Ė∙ō■(j©┤)ŽĄĮy(t©»ng)Ą─ę¬Ū¾Ż¼ę¬Ū¾ī”(du©¼)¤Æõō▀BĶT┴„│╠ųąĻP(gu©Īn)µI▀^(gu©░)│╠ģóöĄ(sh©┤)▀M(j©¼n)ąąį┌ŠĆ▒O(ji©Īn)ęĢŻ¼▀^(gu©░)│╠▒O(ji©Īn)ęĢ░³└©▐D(zhu©Żn)Āt¤ÆõōĪóĀt═ŌŠ½¤ÆĪó▀BĶTųąĻP(gu©Īn)µI▀^(gu©░)│╠ģóöĄ(sh©┤)ĪŻ▒ŠŽĄĮy(t©»ng)Į©┴óį┌C/SŠW(w©Żng)Įj(lu©░)Ą─╗∙ĄA(ch©│)╔ŽĪŻį┌Ė„Łh(hu©ón)╣Ø(ji©”)Č╝░▓čbėąöĄ(sh©┤)ō■(j©┤)▓╔╝»šŠŻ¼ę“┤╦┐╔ęįīŹ(sh©¬)¼F(xi©żn)¤Æõō▀BĶTĖ„Łh(hu©ón)╣Ø(ji©”)Ą─öĄ(sh©┤)ō■(j©┤)▒O(ji©Īn)┐žĪŻ
(1)¤ÆõōöĄ(sh©┤)ō■(j©┤)▒O(ji©Īn)┐žĮń├µĪŻĮń├µĄ─ųąčļ╩Ū▐D(zhu©Żn)Āt▒Š¾wŻ¼į┌▐D(zhu©Żn)ĀtĄ─╔ŽĘĮ╩ŪĖ„įŁ┴ŽĄ─¼F(xi©żn)ėą┴┐║═ęč╝ė╚ļĄ─┴┐Ż╗ū¾é╚(c©©)’@╩ŠĄ─╩Ū£žČ╚ģóöĄ(sh©┤)Ż¼░³└©ÜÕŪ░£žČ╚ĪóÜÕ║¾£žČ╚ĪóĮK³c(di©Żn)£žČ╚ĪŻėęé╚(c©©)’@╩Š║─č§²ö║═╣®č§ÅŖ(qi©óng)Č╚Ą─öĄ(sh©┤)ųĄĪŻ╦∙ėąĄ─ģóöĄ(sh©┤)Š∙ė╔öĄ(sh©┤)ō■(j©┤)šŠ▓╔╝»Ż¼Ę┤ė│┴╦īŹ(sh©¬)ļH╔·«a(ch©Żn)Ą─öĄ(sh©┤)ō■(j©┤)ĪŻ
(2)Š½¤ÆöĄ(sh©┤)ō■(j©┤)▒O(ji©Īn)┐žĮń├µĪŻų„ę¬ė├ė┌▒O(ji©Īn)┐žŠ½¤Æ▀^(gu©░)│╠ųąĄ─ę╗ą®ģóöĄ(sh©┤)Ż¼░³└©SĪóOĪóHĪóNĄ─│╔Ęų║¼┴┐ęį╝░õō╦«£žČ╚ĪŻė╔ė┌▀@ą®į¬╦žų▒Įėė░ĒæĄĮõō«a(ch©Żn)ŲĘĄ─┘|(zh©¼)┴┐Ż¼ę“┤╦ąĶę¬ī”(du©¼)▀@ą®ģóöĄ(sh©┤)įO(sh©©)ų├ł¾(b©żo)Š»Ż¼«ö(d©Īng)Ė„ģóöĄ(sh©┤)Ą─║¼ļm│¼▀^(gu©░)Š»ĮõųĄĢr(sh©¬)Ż¼ŽĄĮy(t©»ng)Š═Ģ■(hu©¼)ł¾(b©żo)Š»ĪŻ
(3)▀BĶTöĄ(sh©┤)ō■(j©┤)▒O(ji©Īn)┐žĮń├µĪŻ─▄ē“ŪÕ╬·ĄžĘ┤ė││÷▀BĶTųąõō╦«Įø(j©®ng)õō░³Īóųąķg░³ĪóĮY(ji©”)Š¦Ų„ĪóČ■└õĄ╚įO(sh©©)éõĄ─┴„│╠Ż¼▓ó▀M(j©¼n)ąąŽÓæ¬(y©®ng)öĄ(sh©┤)ō■(j©┤)Ą─▓╔╝»ĪŻŽĄĮy(t©»ng)×ķČ■┴„▀BĶTŽĄĮy(t©»ng)Ż¼▒O(ji©Īn)┐žģóöĄ(sh©┤)░³└©£žČ╚Īóē║┴”Īó╦«┴„┴┐Īó£ž▓ŅĄ╚ģóöĄ(sh©┤)Ż¼▓óī”(du©¼)▀BĶT▀^(gu©░)│╠▀M(j©¼n)ąą┴╦äė(d©░ng)æB(t©żi)─ŻöMŻ¼─ŻöMäė(d©░ng)ū„┼cįO(sh©©)éõ¼F(xi©żn)ł÷(ch©Żng)┴„│╠▒Ż│ųę╗ų┬Ż¼┐╔ęį▀_(d©ó)ĄĮ║▄║├Ą─▒O(ji©Īn)┐žą¦╣¹ĪŻ
3.2 ┌ģä▌(sh©¼)łD
į┌õōĶF╔·«a(ch©Żn)ųąŻ¼ėąįSČÓģóöĄ(sh©┤)Ģ■(hu©¼)ė░Ēæõō▓─┘|(zh©¼)┴┐║═ąį─▄Ż¼╚ń£žČ╚Īóõō╦«ųąĄ─│╔ĘųĄ╚Ż¼ę“┤╦ąĶę¬ī”(du©¼)Ė„ģóöĄ(sh©┤)▀M(j©¼n)ąąīŹ(sh©¬)Ģr(sh©¬)Ė·█ÖĪŻ┌ģä▌(sh©¼)łD╩ŪīŹ(sh©¬)Ģr(sh©¬)öĄ(sh©┤)ō■(j©┤)╗“Üv╩Ęś╦(bi©Īo)║×öĄ(sh©┤)ō■(j©┤)Ą─ę╗ĘN┐╔ęĢ╗»▒Ē╩ŠŻ¼┐╔ęįÄ═ų·▓┘ū„åTĖ·█Ö╣żÅSųąš²į┌░l(f©Ī)╔·Ą─╗Ņäė(d©░ng)Ż¼═©▀^(gu©░)ī”(du©¼)ų„ę¬ģóöĄ(sh©┤)ūā╗»┌ģä▌(sh©¼)Ą─├Ķ╩÷Ż¼Ę┤ė││÷š¹éĆ(g©©)ŽĄĮy(t©»ng)▀\(y©┤n)ąąĄ─║├ē─ĪŻ
3.3 ł¾(b©żo)Š»
į┌¤Æõō▀BĶT╔·«a(ch©Żn)┴„│╠ųąŻ¼ę“?y©żn)ķŽĄĮy(t©»ng)Å═(f©┤)ļsŻ¼┐╝æ]Ą─ę“╦ž║▄ČÓŻ¼╦∙ęįąĶę¬įO(sh©©)ų├╣╩šŽł¾(b©żo)Š»Ą─╬╗ų├ę▓▌^ČÓŻ¼▒╚╚ńŠ½¤ÆĀtųąSĪóOĪóHĪóNĄ─║¼┴┐Ż¼│÷õōõō╦«Ą─£žČ╚Ą╚ĪŻ└¹ė├Įń├µł¾(b©żo)Š»Ę¹╠¢(h©żo)üĒ(l©ói)▒O(ji©Īn)ęĢł¾(b©żo)Š»ą┼ŽóŻ¼ėąų·ė┌▒▄├Ōė╔ė┌╔·«a(ch©Żn)═Ż╣żÄ¦üĒ(l©ói)Ą─Š▐┤¾ōp╩¦ĪŻ×ķ┴╦ūŅ┤¾Ž▐Č╚Ąž£p╔┘ōp╩¦▓ó▒Ńė┌ūĘį┌ōp╩¦Ą─įŁę“Ż¼į┌š¹éĆ(g©©)╔·«a(ch©Żn)▀^(gu©░)│╠ųąŻ¼ę¬╩╝ĮKė^▓ņ║═Ė·█ÖŽĄĮy(t©»ng)ųą│÷¼F(xi©żn)Ą─╩┬╝■ĪŻ
4 ═©ėŹįO(sh©©)ų├
═©ėŹį┌ĮMæB(t©żi)▄ø╝■ųąŲų°ĘŪ│Żųžę¬Ą─ū„ė├Ż¼ŠW(w©Żng)Įj(lu©░)ųąėŗ(j©¼)╦ŃÖC(j©®)ų«ķgĄ─įLå¢(w©©n)Īó╔Ž╬╗ÖC(j©®)║═Ž┬╬╗ÖC(j©®)ų▒ĮėĄ─öĄ(sh©┤)ō■(j©┤)Į╗ōQČ╝ļx▓╗ķ_(k©Īi)═©ėŹŻ¼╦³īóš¹éĆ(g©©)ŽĄĮy(t©»ng)▀B│╔ę╗éĆ(g©©)Įy(t©»ng)ę╗Ą─ėąÖC(j©®)š¹¾wĪŻę╗░ŃüĒ(l©ói)šf(shu©Ł)Ż¼═©ėŹąĶę¬įO(sh©©)ų├FactoryTalk DirectoryĪóOPCĘ■äš(w©┤)Ų„Ą╚ĪŻ
4.1 FactoryTalk Directory
FaetoryTalk Directory─▄ē“Ä═ų·æ¬(y©®ng)ė├ĒŚ(xi©żng)─┐Ą─Ė„éĆ(g©©)ĮM│╔▓┐Ęųį┌å╬┼_(t©ói)ėŗ(j©¼)╦ŃÖC(j©®)╗“š▀ŠW(w©Żng)Įj(lu©░)╔ŽšęĄĮī”(du©¼)ĘĮĪŻė├æ¶ę▓┐╔ęįįO(sh©©)ų├ŠW(w©Żng)Įj(lu©░)ĪŻęį▒ŃČÓéĆ(g©©)æ¬(y©®ng)ė├ĒŚ(xi©żng)╚š╣▓ŽĒę╗┼_(t©ói)FactoryTalk Directoryėŗ(j©¼)╦ŃÖC(j©®)ĪŻ╗“š▀ČÓéĆ(g©©)æ¬(y©®ng)ė├ĒŚ(xi©żng)─┐╩╣ė├ČÓ┼_(t©ói)FactoryTalkDirectoryėŗ(j©¼)╦ŃÖC(j©®)ĪŻ▒ŠŽĄĮy(t©»ng)╩╣ė├ę╗┼_(t©ói)FactoryTalk Directoryėŗ(j©¼)╦ŃÖC(j©®)ĪŻ
4.2 OPC═©ėŹ
OPC╩ŪOLEforProcess ControlĄ─║å(ji©Żn)ĘQŻ¼┐╔ęį═©▀^(gu©░)▓╗═¼ÅS╔╠╠žČ©Ą─OPCĘ■äš(w©┤)Ų„īóRSViewSE▀BĮėĄĮ═©ėŹįO(sh©©)éõĪŻė╔ė┌▒ŠŽĄĮy(t©»ng)▓╔ė├Ą─╩ŪAB╣½╦ŠĄ─ControlLogix┐žųŲŽĄĮy(t©»ng)Ż¼Č°RSLinx╩ŪROCKWELL╣½╦ŠīŻķT(m©”n)×ķŲõ«a(ch©Żn)ŲĘ╔·«a(ch©Żn)Ą─OPCĘ■äš(w©┤)Ų„Ż¼Ūęų¦│ųOPC-DA 2.0Ż¼ę“┤╦ŽĄĮy(t©»ng)╩╣ė├RSLinxū„×ķOPCĘ■äš(w©┤)Ų„Ż¼╩╣RSViewSE─▄ē“Å─Contml Logix┐žųŲŲ„įO(sh©©)éõ½@╚Īś╦(bi©Īo)║×öĄ(sh©┤)ųĄĪŻ
×ķ┴╦╠ßĖ▀ŽĄĮy(t©»ng)Ą─░▓╚½ąį║═ĘĆ(w©¦n)Č©ąįŻ¼ŽĄĮy(t©»ng)▀Ć╠ß╣®öĄ(sh©┤)ō■(j©┤)įLå¢(w©©n)╚▀ėÓĪŻį┌┴Ēę╗┼_(t©ói)ėŗ(j©¼)╦ŃÖC(j©®)╔ŽĮ©┴ó┴Ēę╗éĆ(g©©)OPCĘ■äš(w©┤)Ų„Ż¼╚╗║¾į┌ų„öĄ(sh©┤)ō■(j©┤)Ę■äš(w©┤)Ų„╔Ž▀M(j©¼n)ąą╚▀ėÓįO(sh©©)ų├Ż¼╩╣Ą├į┌ų„öĄ(sh©┤)ō■(j©┤)Ę■äš(w©┤)Ų„╩¦ą¦Ģr(sh©¬)┐═æ¶Č╦─▄ē“ųĖŽ“Å─Ę■äš(w©┤)Ų„ĪŻ
5 ĮY(ji©”)╩°šZ(y©│)
ė╔ė┌¤Æõō-▀BĶT╣żą“Š▀ėąĖ▀£ž▀B└m(x©┤)Īó╔·«a(ch©Żn)Łh(hu©ón)Š│Ė▀Č╚äė(d©░ng)æB(t©żi)╗»Ą─╠ž³c(di©Żn)Ż¼╚ń║╬ī”(du©¼)Ųõ▀M(j©¼n)ąąīŹ(sh©¬)Ģr(sh©¬)ėąą¦Ą─▒O(ji©Īn)┐ž╩ŪõōĶFŲ¾śI(y©©)╔·«a(ch©Żn)╣▄└ĒųąĄ─ųžę¬å¢(w©©n)Ņ}ĪŻ▒Š╬─Ęų╬÷┴╦¤Æõō-▀BĶT╔·«a(ch©Żn)▀^(gu©░)│╠Ą─╣ż╦ć┴„│╠Ż¼į┌Üw╝{Ųõ╣ż╦ć╠ž³c(di©Żn)Ą─╗∙ĄA(ch©│)╔ŽŻ¼┤_Č©┴╦Ę┬šµŽĄĮy(t©»ng)ģóöĄ(sh©┤)Ż╗Å─ŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)ĪóĘ┬šµ┴„│╠ĪóŽĄĮy(t©»ng)ė▓╝■║═▄ø╝■┼õų├Ą╚ĘĮ├µ╠ß│÷ŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)ĘĮ░ĖŻ¼▀\(y©┤n)ė├RSViewSE▄ø╝■Ż¼Į©┴ó░³└©öĄ(sh©┤)ō■(j©┤)▓╔╝»ĪóĖ„ŅÉģóöĄ(sh©┤)┐žųŲĪół¾(b©żo)Š»┐žųŲęį╝░įO(sh©©)éõŲ═Ż┐žųŲĄ╚╣”─▄Ą─¤Æõō-▀BĶT▀^(gu©░)│╠▒O(ji©Īn)┐žĘ┬šµŽĄĮy(t©»ng)ĪŻŽĄĮy(t©»ng)ī¦(d©Żo)╚ļīŹ(sh©¬)ļH╔·«a(ch©Żn)öĄ(sh©┤)ō■(j©┤)║¾Ż¼▀\(y©┤n)ąąš²│ŻĪŻ▀_(d©ó)ĄĮŅA(y©┤)Ų┌ą¦╣¹ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╗∙ė┌RSView SEĄ─¤Æõō-▀BĶT▀^(gu©░)│╠▒O(ji©Īn)┐žĘ┬šµŽĄĮy(t©»ng)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/solutions/1401934298.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")















