



ę²čį
║Į╠ņ«aŲĘĄ─╣ż╦ć╬─╝■─┐Ū░┤¾ČÓ▓╔ė├╝ł┘|ą╬╩ĮŻ¼░┤ą═╠¢ģRŠÄ│╔āįŻ¼į┌īŹ█`ųąų▓Į╝Ü╗»║¾įĮüĒįĮ║±ĪŻ╚ńæTąįāx▒Ēčb┼õ╣ż╦ćęÄ│╠═©│Ż║±▀_Äū╩«Ēō╔§ų┴╔Ž░┘ĒōŻ¼▓╗▒Ńį┌ŠĆ▓ķķåŻ¼ī¦ų┬▀^│╠Ė·█ÖĄ─ėąą¦ąį║═īŹļH▓┘ū„Ą─ųĖī¦ąįČ╝▓╗Ė▀ĪŻ
═©▀^╣żą“Ęų╬÷Ż¼░l¼F═¼ŅÉ«aŲĘĄ─╔·«a▀^│╠┤µį┌╠½┴┐Ą─╣▓ąį╣ż╦ćŻ¼╚ńĖ„ĘNļŖ┬Ę░ÕĄ─╣ĶŽ─z═¼╗»Ż«╗“š▀╣ż╦ć╗∙▒ŠŽÓ═¼Ż¼āHģóöĄ╔Ž┤µį┌╬óąĪ▓ŅäeŻ¼╚ńėĪųŲ░ÕĄ─╚²Ę└═┐Ę¾Ż¼ė╚Ųõ╩ŪŠ▀ėąčė└mąįĄ──│ą®ŽĄ┴ąą═╠¢Ż¼╣ż╦ćĄ─└^│ąąįĖ³╩Ū├„’@ĪŻ
▒Š╬─╠Įėæ═©▀^╠ߤÆ╣▓ąį╣ż╦ćŻ¼ŠÄųŲ╣▓ąį╣żą“Ż¼▓óæ¬ė├MESŽĄĮyäōĮ©Ąõą═╣żą“ÄņŻ¼īŹ¼Fį┌ą═╠¢čąųŲ▀^│╠ųąį┌ŠĆų▒Įė▀xė├╣żą“╗“▀xė├╣żą“║¾į┘ĮøģóöĄŲź┼õąįš{š¹╝┤┐╔ųĖī¦▓┘ū„Ą─ę╗ĘN╣ż╦ć╣▄└ĒĘĮ░ĖŻ¼▀_ĄĮų¬ūR╣▓ŽĒŻ¼£p▌p╣ż╦ć╚╦åTĄ─╬─╝■ŠÄųŲÅŖČ╚Ż¼’@ų°╠ßĖ▀╔·«a┬╩║═╣ż╦ćś╦£╩╗»╦«ŲĮĄ─ą¦╣¹ĪŻ
1 MESŽĄĮyį┌╣ż╦ć╣▄└ĒųąĄ─ū„ė├
1.1 MES╗∙▒ŠįŁ└Ē┼c╣”─▄
MES╩ŪManufacturing Execution SystemĄ─ėó╬─┐sīæŻ¼ųą╬─ęŌ╦╝╩ŪųŲįņł╠ąąŽĄĮyĪŻū„×ķéĆ├µŽ“▄ćķgīėĄ─╔·«a╣▄└Ē╝╝ąg┼cīŹĢrą┼ŽóŽĄĮyŻ¼MES┐╔ęį×ķė├æ¶╠ß╣®ę╗éĆ┐ņ╦┘Ę┤æ¬ĪóėąÅŚąįĪóŠ½╝Ü╗»Ą─ųŲįņśIŁhŠ│Ż¼Ä═ų·Ų¾śIĮĄĄ═│╔▒ŠĪó░┤Ų┌Į╗žøĪó╠ßĖ▀«aŲĘĄ─┘|┴┐║═Ę■äš┘|┴┐ĪŻ─┐Ū░ć°═Ōų¬├¹Ų¾śIæ¬ė├MESŽĄĮyęčĮø│╔×ķŲš▒ķ¼FŽ¾Ż¼ć°ā╚įSČÓŲ¾śIę▓ųØuķ_╩╝▓╔ė├▀@ĒŚ╝╝ągüĒį÷ÅŖūį╔ĒĄ─║╦ą─ĖéĀÄ┴”ĪŻ
į┌Ų¾śI╣▄└ĒųąŻ¼MES═©▀^┼cŲ¾śIĄ─ERPĪóCAPPĪóSPCĪóAVIDMĄ╚▄ø╝■ŽĄĮy├▄ŪąĄ─ĻP┬ō┼cĮė┐┌Ż¼╣▓═¼ĮM│╔š¹éĆŲ¾śIĄ─ą┼Žó╗»ŽĄĮyŻ¼╚ńłD1╦∙╩ŠĪŻ

łD1 ╔·«a╣▄└ĒŲĮ┼_╩ŠęŌłD
MESį┌ŲõųąĄ─ū„ė├╩Ū│ą╔ŽåóŽ┬Ż¼╩╣Ī░ėŗäØĪ▒┼cĪ░╔·«aĪ▒├▄Ūą┼õ║ŽŻ¼╔·«a╗Ņäė┼c╣▄└Ē╗Ņäėą┼ŽóĒś└¹╝░Ģr£Ž═©Ż¼į┌«aŲĘÅ─╣żå╬Ž┬░lĄĮ╔·«a│╔ŲĘĄ─š¹éĆ▀^│╠ųąŻ¼░ńč▌ų°┤┘▀M╔·«a╗ŅäėūŅ╝č╗»Ą─ą┼Žóé„▀fš▀Ą─ĮŪ╔½Ż¼«ö╔·«a╩┬╝■░l╔·ĢrĪóMESĮĶų°╦∙╩š╝»Ą─╝┤Ģrą┼ŽóŻ¼ū÷│÷┐ņ╦┘Ę┤æ¬Ż¼ęį£p╔┘¤oĖĮ╝ėārųĄĄ─╔·«a╗ŅäėŻ¼╠ß╔²Ų¾śIĄ─╔·«aą¦┬╩ĪŻ
1.2 MESŽĄĮyį┌╔·«a▀^│╠ųąĄ─┐žųŲū„ė├
Ąõą═║Į╠ņå╬ÖC«aŲĘĄ─čąųŲ║═╔·«a▀^│╠╩Ūę╗éĆ░³└©«aŲĘįOėŗĪó╣ż╦ćįOėŗĪóĮYśŗ╝ė╣żĪóļŖūėčb┬ōĪóčb┼õĪóš{įćĪó£yįćų▒ĄĮĮ╗ĖČĄ─═Ļš¹▀^│╠ĪŻMESęį╣ż╦ć╣▄└ĒĪóėŗäØ╣▄└ĒĪó╬’┴Ž╣▄└Ē(░³└©╬’┴„)║═┘|┴┐╣▄└Ē×ķ║╦ą─Ż¼┐žųŲ▓óųĖę²╔·«aųŲįņĄ─╚½▀^│╠ĪŻMESŠ▀éõīŹĢr╣▄└Ē─▄┴”Ż¼═©▀^ī”╔·«aŠĆĪó╣ż╬╗Īó╚╦åTĪóŲĘ┘|Ą╚ČÓĘĮ╬╗Ą─▒O┐žĪóĘų╬÷ĪóĖ─▀MŻ«īŹ¼FŠ½╝Ü╗»Īó═Ė├„╗»Īóūįäė╗»ĪóīŹĢr╗»ĪóöĄō■╗»Īóę╗¾w╗»╣▄└ĒŻ¼īŹ¼FŲ¾śI╚ßąį╗»ųŲįņ╣▄└ĒĪŻ
į┌MESŽĄĮyųąŻ¼├┐éĆį┌ųŲŲĘČ╝ėąéĆ╬©ę╗Ą─SN╠¢Ż¼▓ó╩╣ė├Śl┤aś╦║×▀Mąąś╦ūRį┌ųŲŲĘ├┐Įø▀^ę╗éĆĻPµI╣ż╬╗Ż¼ė╔╔·«aŠĆū„śI╚╦åTÆ▀├ĶSN╠¢ś╦║ׯ¼╩š╝»╔·«aą┼ŽóŻ¼MESŽĄĮyūįäėĮ©┴ó├┐éĆį┌ųŲŲĘĄ─įö╝Ü╔·«aą┼ŽóÖn░ĖÄņĪŻ▓╗═¼«aŲĘČ©┴xŽÓæ¬Ą─╣ż╦ć┬ĘŠĆŻ¼╣ż╬╗╚╦åTĮė╩š┤µųŲŲĘķ_╩╝ū„śIĢrÆ▀├Ķį┌ųŲŲĘSN╠¢Ż¼MESŽĄĮyĖ∙ō■į┌ųŲŲĘ╣ż╦ćĀŅæBĪó╣ż╦ć┬ĘŠĆąŻ“×╣żą“┼_Ę©ąįŻ¼╠ß╩Šū„śI╚╦åT▓ó▀Mąą┐žųŲŻ¼ū„śI═Ļ│╔║¾Ż¼╠ß╩Š╣ż╬╗╚╦åTį┌ųŲŲĘĄ─╚źŽ“Ż¼į┌ųŲŲĘ▓╗Ę¹║Žę¬Ū¾ĢrŻ¼MESś╦ūRįōSN╠¢┘|┴┐ĀŅæB×ķ▓╗┴╝ĪŻ
2 ╣▓ąį╣żą“ÄņäōĮ©╦╝┬Ę║═ĘĮĘ©
2.1 ę²╚ļ│╔ĮM╝╝ągįŁ└ĒŻ¼╠ߤÆ╣▓ąį╣ż╦ć
╣▓ąį╣ż╦ćĄ─╠ߤÆųąę²╚ļ┴╦│╔ĮM╝╝ągĄ─įŁ└ĒĪŻ│╔ĮM╝╝ągĄ─ų„ī¦╦╝Žļ╩Ūī”Ų¾śI╦∙ėą«aŲĘ▀MąąŽĄĮyĘų╬÷Ż¼╠ߤÆ║╦ą──ŻēKĪóæ╩ņ╣ŻēKŻ¼└¹ė├ŽÓ╗źų«ķgĄ─ŽÓ╦ŲąįŻ¼░┤ššę╗Č©Ą─£╩ätĘųŅÉ│╔ĮMŻ¼═¼ĮM«aŲĘ─▄ē“▓╔ė├ŽÓ═¼╗“ŅÉ╦ŲĄ─╣ż╦ćĘĮĘ©Ż¼░┤─ŻēK╗»ĮM┐Ś╔·«aĪŻ
▀@śė┐╔ęį£p╔┘įOéõ╣żčbŲĘĘNŻ¼£p╔┘ųžÅ═ąį╝╝ąg║═╣▄└Ē╣żū„Ż¼╠ßĖ▀▓┘ū„╚╦åTĄ─╝╝─▄īŻśI╗»Ż¼£p╔┘ųžÅ═ąį╝╝ąg║═╣▄└Ē╣żū„┐╔ęį╩╣┤¾▓┐Ęų╣▓ąį«aŲĘŠ▀ėą▀m┴┐ā”éõŻ¼╔┘▓┐Ęų▓╗═¼«aŲĘČ©ųŲ╚ßąį╔·«aŻ¼ęį╠ßĖ▀╔·«aą¦┬╩║═╣½╦Š╩ął÷æ¬ūā─▄┴”ĪŻ
═©▀^īó╣▓ąį╣ż╦ćīŻśI╗»Ż¼Š═┐╔ęį▀_ĄĮ┤╦ŅÉ╣żą“Ą─╔·«a┼·┴┐╗»ĪŻā╔ĘN─│å╬ÖC«aŲĘĄ─╣żą“╚ńłD2╦∙╩ŠĪŻ▒M╣▄▀@ā╔ĘN«aŲĘī┘ė┌▓╗═¼ŽĄ┴ąĄ─ą═╠¢Ż¼Ą½Å─╔·«a▀^│╠┐╔ęįų¬Ą└Ż¼ŽÓ═¼╗“ŅÉ╦Ų├¹ĘQĄ─╣▓ąį╣żą“(░³└©╣Ō┬Ęčb┼õĪóļŖ┬Ęčb┼õĄ╚)▓┘ū„ā╚╚▌╝░ę¬Ū¾╗∙▒Šę╗ų┬ĪŻīó╣ż╦ć╝╝ąg║═▓┘ū„╚╦åT░┤┤╦ŅÉ╣▓ąį╣ż╦ćĘų╣żŻ¼╣╠╗»╣ż╬╗Ż¼ätīóėąĖ³ČÓĄ─┘Yį┤┐╔ęį═Č╚ļīŻśI╝╝─▄Ą─蹊┐┼c╠ßĖ▀Ż«▓óŪę▓╗═¼«aŲĘĄĮ┤╦╣żą“Š∙┐╔ęįĮM│╔┼·ĮM╔·«aŻ¼īó’@ų°╠ßĖ▀╔·«aą¦┬╩ĪŻ
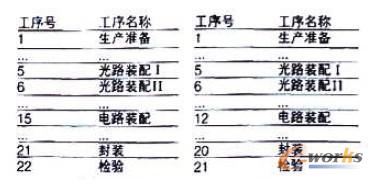
łD2 ā╔ĘN─│«aŲĘ╔·«a╣żą“╩ŠęŌłD
2.2 ╣▓ąį╣ż─▓Ęų╬÷
2.2.1Å─«aŲĘĮYśŗ«É═¼Ęų╬÷ųą║Y▀x╣▓ąį╣ż╦ć
ĮYśŗŽÓ═¼╗“ŽÓ╦ŲĄ─«aŲĘŻ¼╣ż╦ćę╗░ŃĢ■┌ģė┌ŽÓ═¼╗“ŽÓĮ³ĪŻīó«aŲĘ(░³└©┴Ń▓┐ĮM╝■)Ė∙ō■┼õ╠ūĻPŽĄų╝ē▀MąąĮYśŗ«É═¼ąįĘų╬÷Ż¼Å─ųą║Y▀xŽÓ═¼╗“ŽÓ╦ŲĄ─╣ż╦ćŻ¼Å─Č°īó╔·«a╣ż╦ćūÕ╗»ĪŻ
ęį╣Ō└w╚█Įė╣ż╦ćūÕ×ķ└²ĪŻ╣Ō└w╗∙▒Š│╔Ę▌ŽÓ═¼Ż¼Č╝░³└©└wąŠĪó░³īėĪó═┐Ė▓īėĄ╚Ż¼Ą½ę“ŲõĮYśŗ┤µį┌├„’@▓╗═¼Č°Ęų×ķå╬─Ż╣Ō└w║═▒ŻŲ½╣Ō└wŻ¼į┬▒ŻŲ½╣Ō└w┤µ┤µČÓĘNĮž├µęÄĖ±Ż¼░³└©ÖEłA░³īėą═ĪóŅIĮYą═Īóą▄žłą═ĪóņńÖEłA░³īėą═Ą╚ĪŻė╔ė┌ć°ā╚į¬Ų„╝■ąį─▄Ą─ąĶę¬▓ó╩▄ŲõųŲįņ╦«ŲĮĄ─ė░ĒæŻ¼═∙═∙į┌ę╗éĆ╣Ō└w═ė┬▌įOėŗųąŠ═╩╣ė├┴╦ČÓĘN╣Ō└wĪŻ╚ńłD3╦∙╩ŠĄ─╗ņ║Ž╣Ō┬Ę╝╝ągĘĮ░ĖųąĪŻŠ═ėąå╬─Ż(±Ņ┼_Ų„╣Ō└w)Īóą▄žłą═╗“ŅIĮYą═(Y▓©ī¦Īó╣Ōį┤Īó╠Į£yŲ„╣Ō└w)Īó▒ŌÖEłAą═(╣Ō└wŁh╣Ō└w)Ą╚Ż¼╔§ų┴┐╔─▄▀Ćė├ĄĮ╝ÜÅĮ╣Ō└wĪŻ
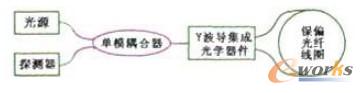
łD3 ę╗ĘN╗ņ║Ž╣Ō┬Ę╝╝ągĘĮ░Ė
▒M╣▄▓╗═¼╣Ō└w═ė┬▌Ą─╣ŌīWŲ„╝■┼┼▓╝┐╔─▄┤µį┌▌^┤¾▓ŅäeŻ¼╣ŌīWŲ„╝■╦∙ė├╣Ō└wĄ─ŅÉäe║═ĮYśŗ▓╗▒MŽÓ═¼Ż¼Ą½╦∙ėą╣Ō└wų„å¢Ą─╚█Įė╣ż╦ćŻ¼▓╗šō╩Ū═¼ĘN╣Ō└wų«ķgĄ─╚█Įė▀Ć╩Ū▓╗═¼╣Ō└wĄ─╚█ĮėČ╝┐╔ęįÜw×ķūÕŻ¼Č╝░³└©┴╦═┐Ę¾īėäāļxĪóČ╦Ņ^ŪÕ└ĒĪóČ╦├µŪąĖŅī”▌S¤²ĮYĪó╚█Įė³c▒ŻūoĄ╚ÄūéĆ▓Į¾EĪŻ
2.2.2 Å─╠žąį╠Ä└Ēę¬Ū¾Ęų╬÷ųą╠ߤÆ╣▓ąį╣żą“
Ęų╬÷╣▓ąį╣ż╦ćĄ─╠žąį╠Ä└Ēę¬Ū¾Ż¼šę│÷ĻPµI╝╝ąg╠žąįŻ¼╠ߤÆ│÷╣▓ąį╣żą“ĪŻ
═¼ūÕ╣ż╦ćųąŻ¼▓┘ū„ī”Ž¾ĮYśŗŽÓĮ³Ż¼▓┘ū„▓Į¾EŽÓĮ³Ż¼Ą½«aŲĘąį─▄ę¬Ū¾║═┘|┴┐┐žųŲ³cėąŲ½ųžŻ¼╝╝ąg╠Ä└Ē╔Ž┐╔─▄┤µį┌├„’@▓Ņ«ÉŻ¼ąĶ▀Mę╗▓Į╠ß¤ÆŻ¼ĘųĮŌ╣żą“╗“╣ż▓ĮŻ¼╝╝│÷═Ļ╚½ŽÓ═¼╗“āHģóöĄŲź┼õ▓╗═¼Ą─╣▓ąį╣żą“ĪŻ╚ń╣Ō└w╚█Įė╣ż╦ćūÕųąŻ¼ė╔ė┌ŽÓ╗źī”ĮėĄ─╣Ō└wąį─▄▓╗═¼Ż¼į┌╝╝ąg╠Ä└Ē║═įOéõ▀xė├╔Ž┤µį┌▓Ņ«ÉĪŻ┐╔ęįĖ∙ō■═┐Ę¾īėäāļx╩ųČ╬Ą╚Ą─▓╗═¼Ż¼▀Mę╗▓ĮĘųĮŌ│÷╚¶Ė╔Ą└╣▓ąį╣żą“Ż¼░³└©ÖCąĄ╩Į└õäāļx╚█ĮėĪóÖCąĄ╩Į¤ßäāļx╚█ĮėĪó╗»īWĮ■┼▌╩Įäāļx╚█ĮėĄ╚ĪŻ
3 ═©▀^MESŽĄĮyäōĮ©Ąõą═╣żą“Äņ
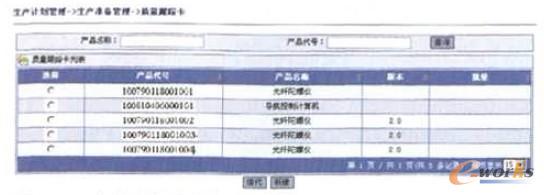
└¹ė├MESŽĄĮyī”«aŲĘ╔·«a▀^│╠Ą─┐žųŲū„ė├Ż¼īó╣▓ąį╣żą“ęĢ═¼«aŲĘŻ¼▓óį┌Ųõ┘|┴┐§į█Ö┐©ųą╝Ü╗»▓┘ū„▓Į¾EĪóę¬Ū¾Ą╚Ż¼ŅÉ═¼«aŲĘöĄō■░³╝{╚ļ«aŲĘöĄō■╣▄└Ē▄ø╝■(╚ńAVIDM)ųąÜwÖnĪŻÅ─Č°īŹ¼Fį┌«aŲĘ╔·«a▀^│╠ųąļSĢr▓ķšęĪóį┌ŠĆę²ė├Ż¼īŹ¼F╣▓ąį╣żą“ÄņĪŻ
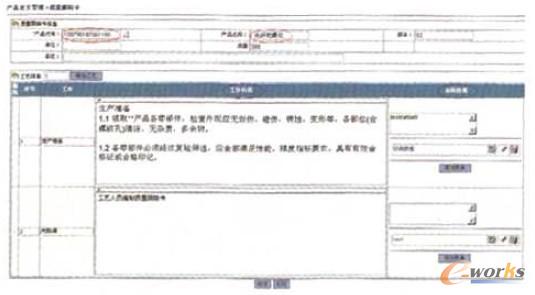
į┌MESŽĄĮyųąŻ¼╦∙ėą«aŲĘŠ∙ėą╬©ę╗Ą─«aŲĘ┤·╠¢(SN╠¢)Ż¼Ė∙ō■ę╗Č©Ą─ęÄätė╔ŽĄĮyļSÖCĘų┼õŻ¼┴„╦«╔·│╔Ż¼╚ńłD4╦∙╩ŠŻ¼Ą½«aŲĘ├¹ĘQ┐╔ęįŽÓ═¼╗“ŽÓ╦ŲŻ¼░┤ėąĻPįOėŗ╬─╝■ł╠ąąŻ¼┐╔ęį┴Ē═ŌųĖČ©ĪŻ╣▓ąį╣żą“Ą─SN╠¢æ¬╝╚Ę¹║Ž│ŻęÄ«aŲĘ┤·╠¢Ęų┼õęÄätŻ¼ėųėą├„’@īŻė├╠ž╔½Ż¼╚ńīó15╬╗SNųąĄ─Ą┌2║═Ą┌3╬╗ęįūų─ĖGX╠µ┤·░ó└Ł▓«öĄūųŻ¼ŲõĪ░«aŲĘ├¹ĘQĪ▒ų▒Įė▓╔ė├ĦĻPµIėŅĄ─╣żą“├¹ĘQĪŻ└¹ė├«aŲĘĮĶ┤·ęÄätĪŻį┌«aŲĘ╔·«a▀^│╠ųą╝┤┐╔īó╣▓ąį╣żą“Ą─Š▀¾w▓┘ū„ųĖī¦║═ę¬Ū¾╚┌╚ļ«aŲĘ▀^│╠öĄō■░³Ż¼Å─Č°▒▄├Ō┴╦ųžÅ═ąį╣żą“▀^│╠┐©Ų¼Ą─ŠÄųŲŻ¼╚ń═¼5╦∙╩ŠĪŻ
łD4 MESųąĄ─┘|┴┐Ė·█Ö┐©┴ą▒Ē
łD5 MESųąĄ─┘|┴┐Ė·█Ö┐±╩ŠęŌłD
MESŽĄĮyųąŻ¼├┐ŅÉŹÅ╬╗Ęų┼õ┴╦ć└Ė±Ą─▓┘ū„ÖÓŽ▐Ż¼«aŲĘĮĶ┤·ų╗╩┌ÖÓ╣ż╦ć╚╦åT▓┘ū„Ż¼▓óį╩įSį┌ĮĶ┤·║¾ą▐Ė─┘|┴┐Ė·█Ö┐©Ż¼Å─Č°īŹ¼Fę²ė├╣▓ąį╣ż╦ć║¾╚į┐╔ęįĮY║Ž«aŲĘīŹļH╔·«a▀^│╠Ż¼╠Ē╝ė(ą┬Į©)Ųõ╦¹╣żą“ę¬Ū¾║═īŹ£yėøõøĄ╚Ż¼▒ŻūC«aŲĘ╔·«a▀^│╠öĄō■░³Ą─═Ļš¹ąįĪŻ
4 ĮYšō
▒Š╬─═©▀^ī”Ąõą═║Į╠ņå╬ÖC«aŲĘ╣▓ąį╣ż╦ć║═MESŽĄĮy╗∙▒ŠįŁ└Ē┼c╣”─▄Ą─Ęų╬÷Ż¼ę²╚╦│╔ĮM╝╝ągįŁ└ĒŻ¼╠ß│÷┴╦╣▓ąį╣ż╦ćĄ─╠ߤÆĘĮĘ©║═└¹ė├MESŽĄĮyīŹ¼F╣▓ąį╣żą“ÄņĄ─ę╗ĘN╣ż╦ć╣▄└ĒĘĮ░ĖĪŻ
┤╦ĘĮ░ĖųąŻ¼╣ż╦ć║═▓┘ū„╚╦åTĘųäe░┤īŻśI╝╝ąg▀MąąĘų╣żŻ«╣▓ąį╣żą“╣ż╦ć┐©Ų¼į┌ŠĆīŹĢrę²ė├ĪŻĖ„ŅÉ«aŲĘį┌╣▓ąį╣żą“ųą│╔ĮM╔·«aŻ¼Å─Č°╠ßĖ▀Ų¾śI╔·«a┴”žō║╔Ą─Š∙║ŌąįĪŻÅ─š¹éĆŲ¾śI┐┤Ż¼▀@╩ŪīŹ¼FĮĄĄ═╔·«a│╔▒ŠĪó╠ßĖ▀╔·«aą¦┬╩Ą─ėąą¦═ŠÅĮĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ė├MESŽĄĮyäōĮ©╣▓ąį╣żą“ÄņĄ─ĘĮ░Ė╠Įėæ
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401934374.html






















