



ę²čį
RFID(Radio Frequency Identification)╝╝ągŻ¼╩Ū└¹ė├¤oŠĆļŖ▓©╗“╬ó▓©─▄┴┐▀MąąĘŪĮėė|ļpŽ“═©ą┼Ż¼«ö┘NėąļŖūėś╦║ץ─┤²ūRäe╬’┴Ž│÷¼Fį┌ūxīæŲ„Ą─ūx│÷ĘČć·ā╚ĢrŻ¼ūxīæŲ„ūįäėęįĘŪĮėė|Ą─ĘĮ╩ĮīóļŖūėś╦║×ā╚Ą─╝sČ©ūRäeą┼Žó╚Ī│÷Ż¼īŹ¼F╬’┴ŽūįäėūRäe║═öĄō■Į╗ōQ╣”─▄ĪŻRFIDūįäėūRäeŽĄĮyę╗░Ńė╔ļŖūėś╦║×(Tag)ĪóūxīæŲ„(Reader)ęį╝░░l╦═Įė╩šą┼╠¢Ą─╠ņŠĆ(Antenna)▓┐ĘųĮM│╔Ż¼į┌▒Š╬─æ¬ė├ųą▀Ć░³└©ŠWĮj═©ą┼ŽĄĮyĪŻ▒Š╬─╗∙ė┌įOéõīė┼õų├Ą─╩Ū╬„ķTūėS7Ī¬300 PLC┐žųŲŻ¼įōŽĄĮyŠ▀ėąPROFIBU╝»│╔DPĮė┐┌Ż¼╦∙ęį▀xė├┼cų«ŽÓŲź┼õĄ─RF 300╔õŅlūRäeŽĄĮyŻ¼ęį▒ŃīŹ¼FŠWĮj┐žųŲĪŻRF 300Š▀ėą┐╔╣żū„ė┌É║┴ėŁhŠ│Īóūx╚ĪŠÓļx┤¾Īóūx╚ĪĘĮ▒Ń┐ņĮ▌Īó┤µā”öĄō■╚▌┴┐┤¾Īó┤µā”ą┼ŽóĖ³Ė─ūį╚ńĪóį\öÓ╣”─▄ÅŖ║═ų¦│ųPRoFIBUSĪ¬DP═©ą┼ģfūhĄ╚╠ž³cŻ¼×ķRFIDæ¬ė├ė┌FMS╬’┴ŽūįäėūRäe┼c▒O┐ž╠ß╣®┴╦æ¬ė├╗∙ĄAĪŻ
1 RFIDæ¬ė├ė┌FMSĄ─įOėŗĘĮ░Ė
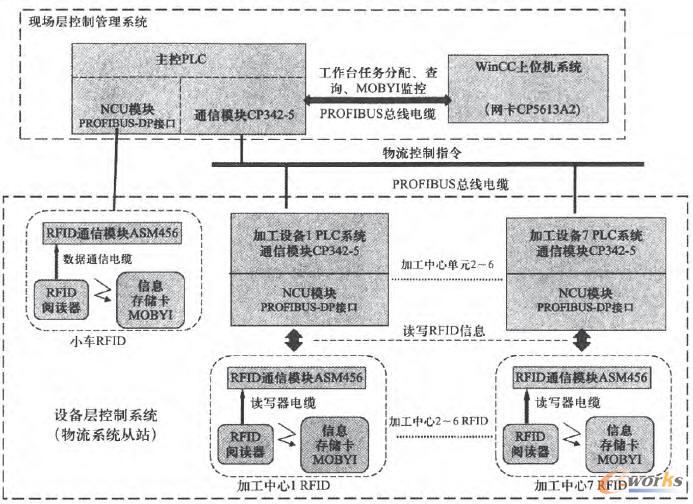
└źÖCčą░lĄ─FMSl600Žõ¾wŅÉ╚ßąįųŲįņŽĄĮy╣▓┼õų├8╠ūRFIDŽĄĮyŻ¼Ęųäe░▓čbė┌7┼_╝ė╣żų„ÖC║═╬’┴„ąĪ▄ć╔ŽŻ¼30éĆęŲäė╣żū„┼_(ęįŽ┬║åĘQ═ą▒P)░▓čbRFIDļŖūėś╦║×ĪŻįOėŗĘĮ░Ė╗∙ė┌PROHBUSŻ«DP┐éŠĆŻ¼╝»│╔RFID╝╝ągĪóPLC┐žųŲ╝╝ągŻ¼ŠWĮj═©ą┼╝╝ągŻ¼śŗĮ©RFID┼cįOéõ┐žųŲīėĪó¼Fł÷īė┐žųŲ╣▄└ĒŽĄĮyĄ─µ£ĮėŻ¼īŹ¼Fī”RFIDļŖūėś╦║ץ─ą┼ŽóūxīæĪó═ą▒PĄ─ūįäėūRäe┼c▒O┐ž╣▄└ĒĪŻįOėŗĘĮ░Ė╚ńłD1╦∙╩ŠĪŻ
RFID═©▀^═©ą┼─ŻēKASM456┼cöĄ┐žŽĄĮyĄ─╝»│╔DP┐┌▀BĮėŻ¼ĮøPROFIBUS┐éŠĆ▀BĮėĄĮų„┐žPLCŽĄĮyŻ¼ĮMæB×ķ╬’┴„ŽĄĮyĄ─Å─šŠĪŻwiIlCC╔Ž╬╗ÖCŽĄĮy▓╔ė├ŠWĮj═©ą┼┐©┼cų„┐žPLCęį╝░RFID═©ą┼─ŻēKASM456═©ą┼Ż¼ų„ę¬╚╬äšų«ę╗╩Ū═©▀^ų„┐žPLCŽ“įOéõ┐žųŲŽĄĮyé„▀f═ą▒P╚╬äš╝░┐žųŲųĖ┴ŅĪó▒O┐žļŖūėś╦║×MOBYĄ─╣żū„ĀŅæBĪó▒O┐ž═ą▒P«öŪ░╬╗ų├ĪŻąĪ▄ć┐žųŲŽĄĮy░┤šš╔Ž╬╗ÖCŽĄĮy×ķ═ą▒PĘų┼õĄ─╚╬äš║═┐žųŲųĖ┴ŅŻ¼┐žųŲRFIDūxīæŲ„ī”30éĆ═ą▒P╔ŽļŖūėś╦║×MOBYĄ─│§╩╝╗»ģóöĄīæ╚ļŻ¼īæ╚ļą┼Žó░³└©Ż║╣żū„ģóöĄĪó═ą▒PŠÄ┤a║═╣ż╝■ŅÉą═ŠÄ┤aĄ╚Ż¼ūįäėł╠ąą30éĆ═ą▒PĄ─ūRäe┼c░ß▀\ĪŻ╝ė╣żįOéõĄ─RFIDŽĄĮyūx╚ĪMOBYą┼ŽóŻ¼┼ąäeąĪ▄ć╦═▀_═ą▒P┼cų„┐žPLC┐žųŲųĖ┴ŅĄ─ę╗ų┬ąįŻ¼═¼Ģrę└ō■▒ŠÖC╝ė╣ż╣żą“═Ļ│╔ŪķørīŹĢrą▐Ė─MOBYĄ─╝ė╣żą┼ŽóŻ¼Ę┤üų┴╔Ž╬╗ÖC▒O┐žŽĄĮyŻ║īŹ¼FįOėŗĘĮ░Ėų„ę¬░³└©RFIDĄ─═©ą┼║═╬’┴„ūįäė╗»┐žųŲ╣”─▄Ą─īŹ¼FĪŻ
2 RFID═©ą┼
īŹ¼FRF[DŠWĮj═©ą┼ąĶę¬Įø▀^═©ą┼─ŻēKė▓╝■ŠÄ┤aĪó╣żū„ģóöĄįOų├ĪóRFIDĮMæB║═ūxīæ┐žųŲ│╠ą“ŠÄ│╠╦─éĆ▓Į¾EĪŻ
1)═©ą┼─ŻēKė▓╝■ĄžųĘŠÄ┤aŻ║PLC┐žųŲŽĄĮy┐╔ęį▀BĮėĖ„ĘNIŻ»O─ŻēKŻ¼├┐éĆ─ŻēKėą╠žČ©Ą─ūRäeŠÄ┤aŻ¼═¼└ĒŻ¼├┐éĆRFIDąĶįOų├╬©ę╗Ą─ūRäeĄžųĘĪŻ
2)╣żū„ģóöĄįOų├Ż║FSMĒŚ─┐═©▀^═©ą┼╣”─▄ēK│╠ą“(FC45)×ķASM456īæ╚ļ╣żū„ģóöĄŻ¼įOų├ą┼Žó░³└©Ż║RFIDĄ─ŅÉą═Īóį┌PLC┐žųŲŲ„ųąĄ─IŻ»OĄžųĘĪó═©ą┼═©Ą└Īó╝mÕe┤aĘĮ╩ĮĪó╣żū„ĘĮ╩Į5ĪóūxīæöĄō■Ą─ūų╣ØĪóųĖČ©ūxīæöĄō■┤µĘ┼Ą─ĄžųĘ(öĄō■ēK)║═į\öÓą┼ŽóĄ╚ĪŻ
łD1 RFIDæ¬ė├ė┌FMSĄ─įOėŗĘĮ░Ė
3)RFIDĮMæBŻ║╩ūŽ╚īóRFIDĄ─GSD╬─╝■(GSD╬─╝■╠ß╣®┴╦RFIDĄ─▀xą═║═ĮMæBą┼Žó)░▓čbĄĮs7 projectĮMæB▄ø╝■ęÄČ©Ą─┬ĘÅĮŽ┬Ż¼ą┬Į©SIMATIC_▓Õ╚ļproject_▓Õ╚ļšŠ_▓Õ╚ļRACK-300-▓Õ╚ļRail╚~▓Õ╚ļļŖį┤─ŻēKPS307(╚ń╣¹┼õų├┴╦įōė▓╝■)-▓Õ╚ļCPU─ŻēK╔ļļpō¶ė▓╝■ę╗ėęµI³cō¶DP_Add Master system-▀xPROFIBUS-«a╔·ę╗ŚlŠĆProfiBus(1)DP master system(1)-╣Ō▒Ēī”£╩▀@ŚlŠĆ╔ļėęµI³cō¶ę╗Insert object-Additional Field-ID systems-ASM456┤ńOKŠ═▓Õ╚ļ┴╦ASM456ĮMæBĪŻ
ĮMæB═Ļ│╔Ż¼Ęų┼õ┴╦FPOFlBuS┐éŠĆ═©ą┼Ą─IPĄžųĘ║═į\öÓĄžųĘŻ¼FMS╣▓8╠ūRFIDŻ¼šš┤╦ĘĮĘ©ę╗ę╗ĮMæBĄĮFPOFIBUS┐éŠĆŻ¼╦∙ėąRFID═Ļ│╔ĮMæBĄ─┐éŠĆ▀BĮė╚ńłD3ųąĄ─ASM456Ż¼PLCī”MOBYĄ─ūxīæ═©▀^ASM456═©ą┼─ŻēKīŹ¼FöĄō■µ£ĮėĪŻ
4)ŠÄ│╠ūxīæ┐žųŲ│╠ą“Ż║ŠÄīæRFIDūxīæ┐žųŲ│╠ą“╣”─▄ēKFC45Ż¼FC45Ą─▒│Š░öĄō■ēK╩ŪDB45(ė├ė┌┤µā”MOBYģóöĄ)Ż¼DB45ųąā╚ŪČš{ė├DB47(ė├ė┌┤µā”MOBYĄ─├³┴Ņ)║═DB48(ė├ė┌┤µā”ę¬ūxīæĄ─öĄō■)Ż«ĪŻį┌╝ė╣żįOéõĪó╬’┴„ąĪ▄ć║═ų„┐žPLCŽĄĮy┐žųŲŽĄĮyĘųäe┐žųŲFC45╣”─▄ēKŻ¼╝┤īŹ¼F┴╦ļŖūėś╦║ץ─ūxīæ╣”─▄ĪŻūxīæ│╠ą“╚ńłD4╦∙╩ŠĪŻ
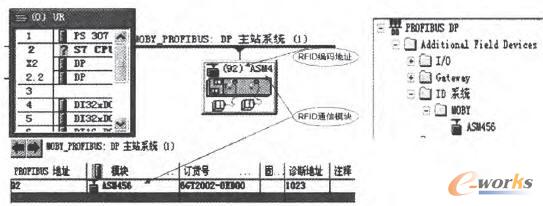
łD2 å╬éĆRFID═©ą┼─ŻēKĮMæB

łD3 MOBYį┌PROFIBUS┐éŠĆĮMæBłD

łD4 ūxīæ│╠ą“
«ö░ß▀\╗“Į╗ōQ═ą▒PĢrŻ¼═ą▒P╔ŽĄ─ļŖūėś╦║×▀M╚ļūxīæŲ„Ėąæ¬ģ^ė“Ż¼ūxīæŲ„▒╗╝ż░lŻ¼ūx╚ĪMOBYś╦║׹┼Žóé„▀fĮoPLC┐žųŲŽĄĮyĪŻąĪ▄接Įy║═╝ė╣żŽĄĮyīóūx╚Ī═ą▒Pś╦║×╔ŽĄ─öĄō■┼cų„┐žPLCĄ─┐žųŲųĖ┴Ņū÷ę╗ų┬ąį▒╚ī”Ż¼öĄō■╬Ū║ŽąĪ▄ćł╠ąą░ß▀\Ż¼╝ė╣żŽĄĮył╠ąą╝ė╣ż╗“═ą▒PĢ║┤µ╠Äų├Ż¼Ę±ätŽ“ų„┐žPLC░l│÷Õeš`ą┼ŽóŻ¼ĮKų╣░ß▀\╗“═╦╗žš`╦══ą▒PĪŻ
3 ╔Ž╬╗ÖCŽĄĮy┼cPROFIBUSĪ¬DPÅ─šŠĄ─═©ą┼▀BĮė
FMS╬’┴„ŽĄĮyĄ─═ą▒P╚╬äšĘų┼õĪó═ą▒Pš{Č╚Īó▀\ąą┐žųŲęį╝░ī”═ą▒Pą┼ŽóĄ─ūxīæ║═▒O┐žŻ¼╩Ū═©▀^śŗĮ©¼Fł÷īė┐žųŲŽĄĮy┼cįOéõīė┐žųŲŽĄĮyų«ķgĄ─ŠWĮj═©ą┼µ£ĮėīŹ¼FĄ─ĪŻų„ę¬Įø▀^PROFIBUSų„┐žšŠ║═Å─šŠĄ─ė▓╝■ĮMæBĪóŽĄĮyģóöĄ┼õų├ĪóäōĮ©╚╬äšūā┴┐▒Ē(Č©┴xų„Ż»Å─šŠų«ķg┐žųŲą┼╠¢Įė┐┌ĄžųĘ║═┐žųŲ╣”─▄)║═äōĮ©ęĢ┤░╚╬䚥╚▓Į¾EŻ¼═Ļ│╔╬’┴„ŽĄĮyų„Ż¼Å─šŠų«ķgĄ─═©ą┼µ£ĮėĪŻ
1)ė▓╝■ĮMæBŻ║į┌wincCé╚ė▓╝■ĮMæB╩Ū═©▀^ĮMæB▄ø╝■Ż¼▓Õ╚ļPC STATIONŻ¼╠Ē╝ėCP5613A2─ŻēKŻ¼▓óīóŲõįO×ķDP-MASTER(ų„šŠ)Ż╗PROFIBUSÅ─šŠĮMæBŻ║╠Ē╝ėCP342-5─ŻēKŻ¼▓óīóŲõįO×ķDPĪ¬SLEVER(Å─šŠ)ĪŻĮMæB═Ļ│╔Ż¼īóĮMæBŽ┬▌dĄĮPCSTATIONŻ¼į┌WinCCé╚╠Ē╝ėPRROFIBUSĪ¬DPģfūhŻ¼į┌DPģfūhŽ┬Ż¼įOų├▀BĮėÅ─šŠĄžųĘĪŻ
2)┼õų├ŽĄĮyģóöĄŻ║ĘųäeįOų├ų„šŠ║═Å─šŠĄ─ą┼╠¢▌ö╚ļŻ»▌ö│÷ĄžųĘŻ¼ų┴┤╦═Ļ│╔┴╦WinCC┼c╬’┴„Å─šŠų«ķgĄ─PRROFIBUS-DPµ£ĮėĪŻ
3)äōĮ©╚╬äšūā┴┐▒ĒŻ║╦∙ų^ūā┴┐▒ĒŠ═╩ŪįOėŗ╚╬äšęĢ┤░╩╣ė├Ą─╚╬äš▒ĒŻ¼╩ŪęįwinCC║═öĄ┐žŽĄĮyČ╝┐╔ęįūRäe║═æ¬ė├Ą─Ę¹╠¢▒ĒĪó╣▓ŽĒöĄō■ēKDB║═╣”─▄│╠ą“ēK▒Š╔Ēę¬ė├Ą─▒│Š░öĄō■ēKDBĄ─ą╬╩ĮČ©┴x║═ŠÄ▌ŗĄ─ĪŻ═©▀^╚╬äš▒ĒŻ¼īŹ¼F╣▄└Ēą┼Žó┼c┐žųŲą┼ŽóĄ─ī”ĮėĪŻ
╚ńłD5╦∙╩ŠŻ¼wincc═©▀^ūā┴┐╣▄└ĒŲ„╠Ä└Ēūā┴┐Ą─╝»ųą╣▄└Ē║═winCCĒŚ─┐«a╔·Ą─öĄō■║═┤µā”į┌ĒŚ─┐öĄō■ÄņųąĄ─öĄō■ĪŻį┌WinCCĮMæB▄ø╝■Ą─▀\ąą ŁhŠ│Ž┬Ż¼¼Fł÷ĀŅørīóīŹĢrĄžĘ┤ė│į┌ūā┴┐Ą─öĄųĄųąŻ¼▓┘ū„╚╦åT▒O┐ž▀^│╠öĄō■Ż¼ęį╝░į┌WinCCęĢ┤░╔ŽįOų├Ą─┐žųŲųĖ┴Ņ═©▀^ūā┴┐é„╦═Įo¼Fł÷PLC┐žųŲŽĄĮyŻ¼╦∙ėąĄ─┐žųŲ│╠ą“Č╝ęįWinCCūā┴┐Ą─ą╬╩ĮÅ─ūā┴┐╣▄└ĒŲ„ųąšłŪ¾öĄō■Ż¼▀@ą®öĄō■░³└©łDą╬▀\ąąŽĄĮyĪół¾Š»ėøõø▀\ąąŽĄĮy║═ūā┴┐ėøõø▀\ąąŽĄĮyĄ╚ĪŻ
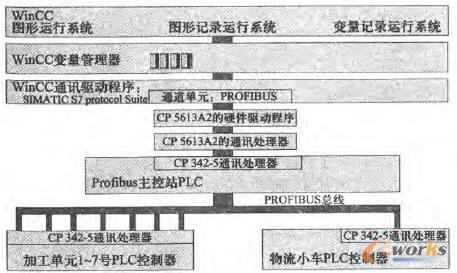
łD5 WinCC┼c╬’┴„Å─šŠ═©ą┼ĮYśŗ
4 ╬’┴„ā”▀\ŽĄĮyūįäė╗»┐žųŲ╣”─▄Ą─īŹ¼F
▒ŠĒŚ─┐╬’┴„ų„┐žŽĄĮy╩ŪęįWinCC╔Ž╬╗ÖC║═ų„┐žPLC┐žųŲŽĄĮy×ķ║╦ą─Ż¼╝»│╔╝ė╣żå╬į¬Īó╬’┴„ąĪ▄ćĄ─┐žųŲŽĄĮyĪóPROFIBUSĪ¬DP¼Fł÷┐éŠĆĪóRFIDĪóų„Ż»Å─šŠŽĄĮyĮMæB╝░ŠWĮj═©ą┼Ą╚╝╝ągĮM│╔Ą─¼Fł÷┐žųŲ╣▄└ĒŽĄĮyĪŻ╬’┴„ā”▀\ŽĄĮyĄ─ūįäė╗»┐žųŲ┼c╣▄└Ē╣”─▄ų„ę¬░³└©Ż║═ą▒P╚╬äšĘų┼õĪó═ą▒Pš{Č╚┼cą┼Žó▒O┐žĪó═ą▒Pā”▀\┐žųŲĪóRFIDŽĄĮy▒O┐žĪŻ▒O┐ž╣▄└Ē╚╬äš╚ńŽ┬Ż║
1)Ęų┼õ═ą▒P╚╬䚯║ė╔ė┌╚ßąįųŲįņŠĆ┐╔īŹ¼FČÓŅÉą═╣ż╝■╗ņŠĆ╝ė╣żŻ¼ę“┤╦╔Ž╬╗ÖCŽĄĮyī”╣ż╝■├¹ĘQ║═ŅÉą═▀MąąČ©┴xĪóūRäeŠÄ┤aĪó▒Ńė┌┐žųŲŽĄĮyūRäe║═▒O┐žĪŻ
2)įOų├═ą▒Pą┼ŽóŻ║ąĶę¬ūRäeĄ─ą┼Žó░³└©═ą▒P╔Žėą¤o╣ż╝■Īó╣ż╝■ŅÉą═Īó╣ż╝■╩Ūʱęč╝ė╣ż═Ļ│╔Īó═ą▒P«öŪ░į┌╬’┴„ŠĆ╔ŽĄ─╬╗ų├ĪŻWinCC╔Ž╬╗ÖCĘų┼õ═ą▒P╚╬䚥─═¼Ģr┘xėĶ┴╦═ą▒P│ą▌d╣ż╝■Ą─╠žš„ą┼ŽóŻ¼ęį▒Ń═ą▒PĄ─░ß▀\┐žųŲ║═Ė·█ÖėøõøĪŻ╚½ŠĆūįäė▀\ąąĢrŻ¼═ą▒PļŖūėś╦║ץ─ą┼Žó▒╗īŹĢrĖ³ą┬ĪŻWinCC’@╩ŠĄ─═ą▒Pą┼Žó┼cīŹļHŪķør│÷¼FŲ½▓ŅĢrŻ¼Įø╩┌ÖÓ┐╔ęįī”═ą▒PĄ─ą┼Žó▀Mąą╩ųäėą▐Ė─ĪŻ
3)▒O┐žMOBYĀŅæBŻ║RFIDĄ─ųŪ─▄ą┼Žó┤µā”┐©MOBYĄ─╣żū„ĀŅæBī”▒ŠĒŚ─┐FMSĄ─╬’┴ŽūįäėūRäeĪóš{Č╚Īó╣▄└ĒĄ─┐╔┐┐ąįėąų°ų┴ĻPųžę¬Ą─ū„ė├ĪŻ×ķ┤╦īŻķTčą░l┴╦ÖC┤▓MOBYĀŅæB▒O┐žęĢ┤░ĪŻWinCC═©▀^įOų├Ą─═Ō▓┐ūā┴┐Å─┐žųŲŽĄĮyĄ─ą┼Žóé„▀f═©Ą└½@╚ĪRFIDĀŅæBą┼ŽóŻ║├┐┼_╝ė╣żįOéõ║═ąĪ▄ć╔ŽĄ─RFIDūxīæŲ„╩Ūʱ£╩éõŠ═ŠwĪó╩Ūʱėą╣╩šŽĪó30éĆ═ą▒P╔ŽĄ─MOBYą┼ŽóĪŻ
4)▒O┐ž═ą▒PęŲäė╬╗ų├Ż║Ė∙ō■RFIDą┼ŽóĄ─Ė·█ÖėøõøŻ¼▒O┐žÖC┤▓ļp╣ż╬╗═ą▒P╝▄╔Žėą┼_╗“¤o┼_Īó╩Ūę¬╝ė╣ż▀Ć╩ŪĢ║┤µĄ─╣ż╝■Īó╔ŽŽ┬┴ŽšŠ║═ŠÅ┤µšŠ╔ŽĘ┼Ą─╩Ūā║╠¢┼_ą┼Žóęį╝░╬’┴„ąĪ▄ć│ą▌d═ą▒Pą┼ŽóĄ─▒O┐žĪŻ
ŠC╔Ž╦∙╩÷Ż¼╗∙ė┌RFID╝╝ągĄ─čą░læ¬ė├Ż¼╬’┴„ā”▀\ŽĄĮyĄ─╣żū„▀^│╠╩ŪūįäėĄ─Ż¼¤oąĶ╚╦╣żģó┼cŻ¼▒ŻūC┴╦═ą▒Pą┼Žó▓╔╝»ĪóūRäe║═╠Ä└ĒĄ─īŹĢrąį╝░£╩┤_ąįŻ¼īŹ¼F┴╦═ą▒PŠWĮj╗»ūįäėš{Č╚║═╣▄└Ē╣”─▄ĪŻ
5 ĮY╩°šZ
═©▀^PROFIBUS¼Fł÷┐éŠĆ║═ĮMæB╝╝ągŻ¼RFIDūxīæ┐žųŲĪó╬’┴„ų„Ż¼Å─šŠ═©ą┼┼c┐žųŲ║═WinCC╔Ž╬╗ÖCŽĄĮyģfš{╣żū„Ż¼īŹ¼F┴╦╬’┴„┐žųŲŽĄĮyī”╦∙ėąRFlDą┼ŽóĄ─ūįäė½@╚ĪĪó┤µā”║═į┌ŠĆĖ³Ė─╣”─▄ĪŻīóRFIDæ¬ė├ė┌FMS╬’┴„ŽĄĮyŻ¼īŹ¼F╬’┴ŽĄ─ūįäėūRäeĪóš{Č╚║═┐╔ęĢ╗»▒O┐ž╣”─▄ĪŻĮøīŹļH╩╣ė├“×ūCŻ¼╠ßĖ▀┴╦═ą▒Pš{Č╚Ą─£╩┤_ąįĪó┐╔┐┐ąį║═┐╔ŠSūoąįŻ¼ęį╝░╬’┴Ž░ß▀\║═┤µā”Ą─ą¦┬╩ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║RFIDį┌Žõ¾wŅÉ╚ßąįųŲįņŽĄĮyųąĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401935614.html






















