



╗∙ė┌MBDĄ─╚²ŠSöĄūų╗»čb┼õ╣ż╦ćįOėŗ╝░¼Fł÷┐╔ęĢ╗»╝╝ągæ¬ė├Ż©ę╗Ż®
2.2 PBOMöĄō■ī¦╚ļ
īóüĒūįģf═¼ŲĮ┼_Ą─XMLĖ±╩ĮĄ─PBOMī¦╚ļDELMIAĄ─DPEųąŻ¼PBOMųąĄ─┴ŃĮM╝■ą┼ŽóŻ©╣ż╦ć┬ĘŠĆĪó┼·╝▄┤╬Īó╣żĮM╝■Ą╚Ż®Ģ■═©▀^│╠ą“ūįäėĻP┬ōCGR─Żą═ĪóCATIA V5─Żą═Īósmgxml─Żą═3ĘNĖ±╩ĮĄ─öĄō■ĪŻ▓óī¦╚ļ«aŲĘ─Żą═Ą─ū°ś╦╬╗ų├ą┼ŽóĪŻį┌DPEųąśŗĮ©╚½ÖC╗“▓┐╝■Ą─PBOMĮYśŗśõĪŻöĄō■ī¦╚ļ┴„│╠╚ńłD4╦∙╩ŠĪŻ
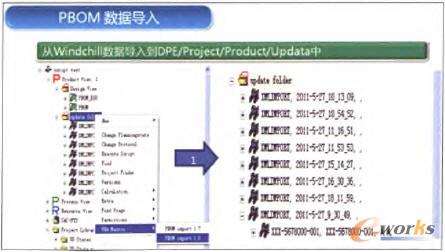
łD4 PBOMöĄō■ī¦╚ļ
2.3 ╣ż╦ćĘųļx├µĄ─äØĘų
═Ļ│╔öĄō■ī¦╚╦╣żū„║¾Ż¼į┌DELMIAŽĄĮyĄ─MA(Manufacturing Assembly)ųąĖ∙ō■╚²ŠS«aŲĘ─Żą═į┌╚²ŠSöĄūų╗»ŁhŠ│Ž┬▀Mąą╚½ÖCĪó▓┐ĮM╝■╣ż╦ćĘųļx├µĄ─äØĘųŻ¼ĮY║ŽPBOMĮYśŗśõ┤_Č©Ė„╣ż╦ćčb┼õ▓┐╝■ĪóĮM║Ž╝■ąĶę¬čb┼õĄ─ĮM╝■╝░┴Ń╝■ĒŚ─┐Ż¼śŗĮ©╣ż╦ć▓┐╝■ĪóĮM╝■─Żą═ĮYśŗĪŻį┌MAųą▀Mąą╣ż╦ćĘųļx├µäØĘų╚ńłD5╦∙╩ŠĪŻ
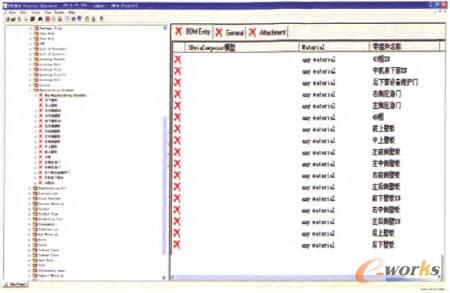
łD5 MAųą▀Mąą╣ż╦ćĘųļx├µäØĘų
2.4 ╚½ÖC╗“▓┐╝■čb┼õ╣ż╦ćĘ┬šµ
ßśī”╣ż╦ćĘųļx├µäØĘųĮY╣¹į┌DPMųą▀Mąą╚½ÖC╝░▓┐╝■╝ē╣ż╦ćĘ┬šµŻ¼“×ūC╣ż╦ćĘųļx├µäØĘųĄ─║Ž└ĒąįŻ¼▓ó▀Mąąā×╗»ĪŻ
2.5 ▓┐╝■čb┼õĘĮ░ĖĄ─įOėŗ
į┌╣ż╦ćĘųļx├µäØĘųā×╗»Ą─╗∙ĄA╔ŽŻ¼į┌DPEĄ─PROCESSĮYśŗśõ╔Žī”Ė„╣ż╦ć▓┐╝■▀Mąąčb┼õ┴„│╠įOėŗŻ¼äØĘųŽ┬ę╗╝ēĮM╝■čb┼õå╬į¬Ż¼┤_Č©į┌Ė„ĮM╝■čb┼õĄ─┴ŃĮM╝■ĒŚ─┐Ż¼śŗĮ©ĒöīėMBOMĮYśŗśõŻ¼ĻP┬ōüĒūį╣ż╦ć▓┐╝■Ą─ĮM╝■čb┼õ╣ż╦ć─Żą═ĪŻ┤_Č©čb┼õ╣ż╦ć╗∙£╩║═čb┼õČ©╬╗ĘĮĘ©Ż¼▓óęÄäØĖ„ĮM╝■ų«ķgĄ─čb┼õ┴„│╠ĪŻ
2.6 ▓┐ĪóĮM╝■čb┼õAOĄ─┤_Č©
į┌▓┐ĪóĮM╝■äØĘųĄ─╗∙ĄA╔ŽŻ¼ę└ō■Ęų┼õĄĮ▓┐ĪóĮM╝■ĒŚ─┐Ą─čb┼õ╣ż╦ć─Żą═į┌DPEĄ─PROCESSĮYśŗśõ╔Ž▀Mę╗▓Į▀Mąą▓┐ĪóĮM╝■čb┼õ▀^│╠įOėŗŻ¼┤_Č©Ė„▓┐ĪóĮM╝■╦∙ī┘┴ŃĮM╝■Ą─čb┼õĒśą“Ż¼ęÄäØ═Ļ│╔čb┼õĄ─AOĒŚ─┐Ż¼ŠÄųŲAO╠¢Ż¼ĻP┬ō├┐▒ŠAOąĶę¬čb┼õĄ─┴ŃĮM╝■ĒŚ─┐ĪŻ
2.7 ╣żčbėåžøå╬Ą─ŠÄųŲ╝░╣żčbįOėŗ
╣ż╦ć▓┐ķTę└ō■╣ż╦ćįOėŗā╚╚▌╠ß│÷čb┼õ╣żčbĪóŖAŠ▀ĪóĄČŠ▀Ą─ėåžø╝╝ągę¬Ū¾ĪŻ╣żčb▓┐ķTĖ∙ō■ėåžø╝╝ągę¬Ū¾Ż¼įOėŗčb┼õą═╝▄ĪóĄž├µįOéõĪóīŻė├╣żĪóĄČĪó┴┐Š▀Ą─╚²ŠSöĄ─ŻĪŻ
2.8 ╣żčböĄō■Ą─ī¦╚ļ
īóüĒūįė┌Ų¾śIģf═¼ŲĮ┼_Ą─╣żčbĄ╚┘Yį┤╚²ŠS─Żą═öĄō■ĘųäeęįCATIA V5─Żą═║═Ė±╩Įī¦╚ļDELMIAŽĄĮyŻ¼Į©┴ó┘Yį┤ĮYśŗśõŻ¼▓óĘųäeĻP┬ōĄĮPROCESS╣ż╦ćįOėŗĮYśŗśõ╔ŽĄ─▓┐ĮM╝■čb┼õĒŚ─┐╔ŽĪŻ
2.9 įö╝Ü╣ż╦ćįOėŗ
į┌╚²ŠSöĄūų╗»ŁhŠ│Ž┬┤_Č©įōčb┼õ╣ż╦ć▀^│╠┴ŃĮM╝■Īóś╦£╩╝■Īó│╔ŲĘĄ╚čb┼õĒśą“Ż¼├„┤_čb┼õ╣ż╦ćĘĮĘ©Īóčb┼õ▓Į¾EŻ¼▀MąąAOŽ┬╣ż▓ĮĄ─įö╝ÜįOėŗŻ¼═Ļ│╔▒Ščb┼õ▀^│╠Ą─╣ż▓ĮęÄäØįOėŗŻ¼▓óīó«aŲĘ┴ŃĮM╝■║═╣ż▓ĮĻP┬ōĪŻ▀xČ©įōčb┼õ▀^│╠╦∙ąĶꬥ─╣żčbĪóŖAŠ▀Īó╣żŠ▀Īó▌oų·▓─┴ŽĄ╚ę╗ŽĄ┴ąĄ─ųŲįņ┘Yį┤Ż¼▓óīó╣żčb┼c╣ż╬╗ĻP┬ōĪŻę└ō■«aŲĘ▀BĮėČ©┴xĘų┼õįō▀^│╠╦∙ąĶꬥ─ś╦£╩╝■Ż¼ą╬│╔ė├ė┌ųĖī¦╔·«aĄ─AOčb┼õą┼ŽóĪŻ
2.10 ▓┐ĪóĮM╝■čb┼õĘ┬šµ
«aŲĘ╝░┘Yį┤╚²ŠS─Żą═į┌╣ż▓Į╔ŽĻP┬ō║¾Ż¼ę└ō■AOā╚╚▌╝░įOėŗ║├Ą─čb┼õ╣ż╦ć┴„│╠Ż¼į┌DPMųą═©▀^ī”├┐éĆ┴Ń╝■Īó│╔ŲĘ║═ĮM╝■Ą─ęŲäėĪóČ©╬╗ĪóŖAŠoĄ╚▓┘ū„▀Mąą«aŲĘ┼c«aŲĘĪó«aŲĘ┼c╣żčbĄ─Ė╔╔µÖz▓ķŻ¼«öŽĄĮy░l¼F┤µį┌Ė╔╔µŪķørĢrł¾Š»Ż¼▓ó’@╩Š│÷Ė╔╔µģ^ė“║═Ė╔╔µ┴┐Ż¼ęįÄ═ų·╣ż╦ćįOėŗ╚╦åT▓ķšę║═Ęų╬÷Ė╔╔µįŁę“ĪŻ═¼Ģr═©▀^ī”«aŲĘčb┼õ║═▓ąČ▀^│╠▀Mąą╚²ŠSäėæBĘ┬šµŻ¼┐╔ęį“×ūC├┐éĆ┴Ń╝■░┤╣ż╦ćįOėŗĄ─čb┼õĒśą“╩Ūʱ─▄¤oūĶĄKĄ─čb┼õ╔Ž╚źŻ¼ęį░l¼F╣ż╦ćįOėŗ▀^│╠ųąčb┼õĒśą“įOėŗĄ─║Ž└ĒąįĪŻī”ė┌ķ_│©ąįĪó┐╔ęĢąįĪó┐╔▀_ąįĪó┐╔▓┘ū„ąį▌^▓ŅĄ─▓┐╬╗┐╔ęįīóś╦£╩╚╦¾wĄ─╚²ŠS─Żą═Ę┼╚╦╠ōöMčb┼õŁhŠ│ųą▀Mąą╚╦ÖC╣ż│╠Ę┬šµŻ¼─ŻöM▓┘ū„š▀Ą─▓┘ū„▀^│╠ęį▒Ń░l¼F▓┘ū„┐šķg┤¾ąĪ╩ŪʱØMūŃčb┼õąĶ꬯¼▓┘ū„š▀╔Ē¾w╗“ų½¾w─▄ʱĄĮ▀_čb┼õ╬╗ų├Īó╩Ūʱ┐┤Ą├ęŖĄ╚å¢Ņ}ĪŻĘ┬šµĮY╣¹═©▀^Ę┬šµł¾Ėµ╠ßĮ╗«aŲĘįOėŗĪó╣żčbįOėŗĄ╚▓┐ķT▀Mąąā×╗»ĪŻ
2.11 ╚²ŠSčb┼õųĖ┴ŅŠÄųŲ
═©▀^▓┐ĪóĮM╝■čb┼õĘ┬─»Ż¼ī”«aŲĘĪó╣żčbĪóAOā╚╚▌╝░čb┼õĒśą“Ą╚▀Mąąā×╗»║¾Ż¼ę└ō■ā×╗»║¾Ą─╣ż╦ćįOėŗĮY╣¹▀M╚ļDELMIAĄ─WKC(Work Instruction Composer)ųą▀MąąĖ„╣ż▓Į╚²ŠS┐╔ęĢ╗»ęĢłDįOėŗŻ¼īó├┐éĆ╣ż▓Į╦∙ę¬▒Ē▀_Ą─╣ż╦ćą┼Žó═©▀^╚²ŠS▌p┴┐╗»ęĢłD▒Ē▀_Ż¼░³└©ś╦£╩╝■ą┼ŽóĪóčb┼õ│▀┤ńś╦ūóĪóųŲ┐ūę¬Ū¾ĪóČ©╬╗ę¬Ū¾Īó╣żčb╩╣ė├ę¬Ū¾Ż¼Ųõą╬╩Į╚ńłD6╦∙╩ŠĪŻ

łD6 WKCųą╚²ŠS┐╔ęĢ╗»╬─╝■ŠÄųŲ
3 ¼Fł÷┐╔ęĢ╗»╝╝ągæ¬ė├
3.1 ¼Fł÷┐╔ęĢ╗»╬─╝■▌ö│÷Īó╣▄└Ē
ė╔ė┌▓╔ė├MBD╝╝ągęį║¾Ż¼╔·«a¼Fł÷▓╗į┘░lĘ┼Č■ŠSłD╝łŻ¼×ķ┴╦ØMūŃčb┼õ╔·«aąĶ꬯¼ųą║Į╣żśIĻā’w▓╔╚Ī┴╦└¹ė├čb┼õĘ┬šµęĢŅlĪóAO║═╚²ŠS╣ż▓ĮęĢłDųĖī¦¼Fł÷čb┼õū„śIĄ─ĮŌøQĘĮ░ĖŻ¼Š▀¾wĘĮĘ©╩Ūīóį┌DPEųą═Ļ│╔Ą─▓┐ĮM╝■╣ż╦ćęÄäØĪóįOėŗā╚╚▌╠ß╚ĪĄĮCAPPųąĄ─AO─Ż░ÕųąŻ¼░³└©AOā╚╚▌ĒōĪó▌o▓─┼õ╠ū▒ĒĪóś╦£╩╝■┼õ╠ū▒ĒĪó┴Ń╝■┼õ╠ū▒ĒĄ╚╬─Öną┼ŽóŻ¼═¼Ģr▌ö│÷DPMųą▓┐ĮM╝■Ą─Ę┬šµęĢŅl║═WKCųąĄ─╚²ŠS╣ż▓ĮęĢłDŻ¼═©▀^Windchillģf═¼ųŲįņŲĮ┼_▀MąąīÅ║×░lĘ┼║═╣▄└ĒĪŻ
3.2 ¼Fł÷┐╔ęĢ╗»æ¬ė├
═©▀^čb┼õ¼Fł÷┐╔ęĢ╗»╝╝ągŻ¼╩╣MBD╝╝ągį┌▄ćķgĪ░┬õĄžĪ▒Ż¼╦³╩Ūīó«aŲĘĄ─čb┼õĘ┬šµ“×ūC╬─╝■Īó╚²ŠS╣żū„ųĖ┴Ņęį╝░╣ż╦ćįOėŗ╬─╝■Ą╚╣ż╦ćą┼Žóé„▀fī¦╚ļĄĮŲ¾śIĄ─MESŽĄĮyŻ¼░l╦═ĄĮ▄ćķg¼Fł÷Ż¼▓┘ū„╚╦åT═©▒▄¼Fł÷ė|├■Ų┴Ż¼į┌MESŽĄĮy└’▓ķįā«aŲĘ╣ż╦ćčb┼õą┼ŽóŻ¼┐╔ęįų▒Įė▓ķ┐┤╚²ŠSčb┼õųĖ┴Ņ╝░ŽÓĻP╚²ŠSĘ┬šµŻ¼ęįĖ³ų▒ė^Ą─ĘĮ╩Į┴╦ĮŌ«aŲĘĄ─čb┼õī┘ąįŻ¼└ĒĮŌ«aŲĘĄ─čb┼õ╣ż╦ć║═╣ż╦ć┴„│╠Ż¼Å─Č°╠ßĖ▀čb┼õ╣żū„ą¦┬╩║═£╩┤_ąįĪŻ
MBD╝╝ąg¼Fł÷Š▀¾wæ¬ė├▀^│╠╩ŪŻ¼╩ūŽ╚▀\ąąMESŽĄĮyŻ¼═©▀^▓ķįā╣ż╬╗įOéõ╠¢Ż¼┤_šJ─│éĆ▓┐╝■Ą─čb┼õ╣ż╬╗Ż¼▓ķ┐┤AO╬─╝■├¹ĘQĪó╬─╝■╠¢ęį╝░čb┼õįō▓┐╝■Ą─╣ż╦ćčbéõŻ¼╚╗║¾▌ö╚ļžōž¤įō▓┐╝■čb┼õ╣żū„Ą─▓┘ū„š▀ūC╝■╠¢Ż¼▀M╚ļįō«aŲĘĄ─Š▀¾w╔·«aą┼ŽóĮń├µŻ¼ī”æ¬AO├¹ĘQ║═╬─╝■╠¢Ż¼▓ķ┐┤«aŲĘĄ─čb┼õĘ┬šµ“×ūCäė«ŗŻ¼ų▒ė^Ąž╚½├µ┴╦ĮŌ«aŲĘĄ─čb┼õ┴„│╠Ż¼▓ķ┐┤╚²ŠS╣żū„ųĖ┴ŅŻ¼½@╚Ī«aŲĘĄ─Č©╬╗Īóčb┼õ│▀┤ńĄ╚čb┼õą┼ŽóŻ¼▓ķ┐┤AO╬─╝■Ż¼½@╚Ī«aŲĘĄ─čb┼õ┴Ń╝■╝░įö╝Ü╣żū„ā╚╚▌Ż¼ūŅĮK═Ļ│╔«aŲĘĄ─čb┼õŻ¼╚ńłD7╦∙╩ŠĪŻ
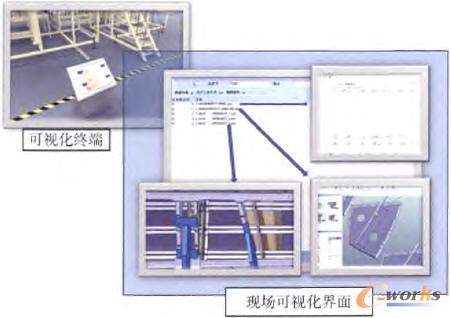
łD7 ¼Fł÷┐╔ęĢ╗»
4 ĮYšō
═©▀^╗∙ė┌MBDĄ─╚²ŠSöĄūų╗»čb┼õ╣ż╦ćįOėŗ╝░¼Fł÷┐╔ęĢ╗»╝╝ągæ¬ė├蹊┐╝░īŹ╩®Ż¼┤“═©┴╦╗∙ė┌MBDĄ─«aŲĘįOėŗ┼c╣ż╦ćįOėŗ╝░¼Fł÷┐╔ęĢ╗»čb┼õĄ─╝╝ąg┬ĘŠĆĪŻÅ─īŹ╩®Ūķør┐┤╚²ŠSöĄūų╗»čb┼õ╣ż╦ćįOėŗ╝░¼Fł÷┐╔ęĢ╗»ŽĄĮyį┌öĄūų╗»ųŲįņųąėąęįŽ┬ā׳cŻ║
(1)īŹ¼F┴╦«aŲĘįOėŗĪó╣ż╦ćįOėŗĪó╣żčbįOėŗĄ─▓óąą╣ż│╠Ż¼┐sČ╠┴╦«aŲĘčąųŲų▄Ų┌Ż¼£p╔┘┴╦ķ_░l│╔▒ŠĪŻ
(2)═©▀^čb┼õ▀^│╠╚²ŠSĘ┬šµ“×ūCŻ¼╝░Ģr░l¼F┴╦«aŲĘįOėŗĪó╣ż╦ćįOėŗĪó╣żčbįOėŗ┤µį┌Ą─å¢Ņ}Ż¼ėąą¦Ąž▒ŻūC┴╦«aŲĘčb┼õĄ─┘|┴┐ĪŻ
(3)═©▀^¼Fł÷┐╔ęĢ╗»ŽĄĮyĄ─æ¬ė├Ż¼╚²ŠSčb┼õĘ┬šµ═©▀^╚²ŠSöĄō■ų▒ė^Ąž’@¼F┴╦čb┼õ▀^│╠Ż¼╩╣čb┼õ▓┘ū„š▀Ė³╚▌ęū└ĒĮŌčb┼õ╣ż╦ćŻ¼£p╔┘┴╦čb┼õ▀^│╠ųąĄ─Ę┤Å═║═╚╦×ķ▓ŅÕeĪŻ
(4)╩╣╣ż╦ćčąųŲĖ³▒ŃĮ▌ĪóĖ³ų▒ė^Ż¼╠žäeį┌ą┬«aŲĘčąųŲųąŻ¼═©▀^╚²ŠSöĄūų╗»čb┼õ╣ż╦ćįOėŗ╩╣Ą├╣ż╦ćĘĮ░ĖĄ─ųŲČ©Īó╝╝ągøQ▓▀Ė³£╩┤_Īó▒ŃĮ▌ĪŻ
(5)═©▀^ČÓéĆŽĄĮyĄ─╝»│╔Ż¼╩╣įOėŗĪó╣ż╦ćĪó╔·«aĄ─ą┼Žó┐╔ęįĖ³ĘĮ▒Ń▒╗š{ė├Ż¼öĄō■┴„═©Ė³╝ėĢ│═©ĪŻ
(6)×ķŲ¾śI╠ß╣®┴╦│ą╔ŽåóŽ┬Ą─╣ż╦ćįOėŗŲĮ┼_Ż¼▒Ńė┌į┌┤╦╗∙ĄA╔Ž▀Mąąäōą┬ķ_░lŻ¼×ķŲ¾śIĄ─┘|┴┐╣▄└ĒĪó╔·«a╣▄└ĒĄ╚ŽĄĮy╠ß╣®╔Žė╬╣ż╦ćą┼ŽóĪŻ
æ¬ė├ųąĄ─▓╗ūŃų«╠ÄŻ║
(1)─┐Ū░╚╦ÖCĘ┬šµ▓┘ū„▒╚▌^Ę▒¼ŹĪŻ
(2)čb┼õĘ┬šµĢr─Żą═ū„×ķäéąį╝■╠Ä└ĒŻ¼¤oĘ©─ŻöMĘ┬šµ┴ŃĮM╝■ūāą╬║¾Ą─čb┼õŪķørŻ¼ų„ę¬Ę┤ė│į┌─│ą®ŌkĮ┴Ń╝■Ą─Ę┬šµęį╝░▓┐ĮM╝■ūįųžę²ŲĄ─ūāą╬š{š¹Ą─Ę┬šµĪŻ
(3)─┐Ū░▓╔ė├Ą─¼Fł÷┐╔ęĢ╗»ĘĮ░Ėļm╚╗ĮŌøQ┴╦MBD╝╝ągĄ─¼Fł÷æ¬ė├Ż¼Ą½į┌¼Fł÷æ¬ė├ųąė╔ė┌┐╔ęĢ╗»ĮKČ╦įOéõŽÓī”╣╠Č©Ż¼▓┘ū„š▀į┌’wÖCā╚▓┐╗“ŠÓļxĮKČ╦įOéõ▌^▀hĄ─▓┐╬╗▓┘ū„Ģr▓╗ĘĮ▒ŃŻ¼▀ĆąĶ蹊┐ķ_░l▒Ńöy╩Į┐╔ęĢ╗»ĮKČ╦įOéõ╝░ŲõöĄō■╣▄└ĒĘĮ╩ĮĪŻ
5 ĮY╩°šZ
╗∙ė┌MBDĄ─╚²ŠSöĄūų╗»čb┼õ╣ż╦ćįOėŗ╝░¼Fł÷┐╔ęĢ╗»╝╝ąg╩Ū¼F┤·║Į┐šöĄūų╗»ųŲįņųąĄ─ę╗ķTą┬┼dīW┐ŲŻ¼įōĒŚ╝╝ągĄ─æ¬ė├īóę²░l’wÖCčb┼õĄ─Üv╩ĘąįūāĖ’Ż¼īóį┌╝╝ąg║═ĮøØ·ĘĮ├µ╚ĪĄ├Š▐┤¾Ą─ą¦ęµŻ¼×ķŲ¾śI╠ß╔²Ų¾śIĄ─║╦ą─ĖéĀÄ┴”ĄņČ©łįīŹĄ─╗∙ĄAĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌MBDĄ─╚²ŠSöĄūų╗»čb┼õ╣ż╦ćįOėŗ╝░¼Fł÷┐╔ęĢ╗»╝╝ągæ¬ė├Ż©Č■Ż®
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401936183.html






















