



į┌╚╦éā╚š│Ż╔·╗ŅųąŻ¼╦▄┴ŽųŲŲĘĄ─æ¬ė├įĮüĒįĮÅVŻ¼╚╦éā▓╗āH┐┤ųž╦▄┴ŽųŲŲĘĄ─ĮøØ·īŹė├ąįŻ¼▀ĆŽŻ═¹╦▄┴ŽųŲŲĘ═Ōė^║åØŹ┴„Ģ│Īó╩ųĖą║├ĪŻę“┤╦Ż¼╬ęéāį┌─ŻŠ▀įOėŗųąŠ═ę¬┐╝æ]ĄĮ▀@ą®ę“╦žĪŻ¼Fį┌╦▄┴ŽųŲŲĘĄ─įOėŗųąėą┤¾┴┐Ą─Ū·├µįņą═Ż¼▀\ė├é„ĮyĄ─ÖCąĄ╝ė╩ų╣żĄ─ųŲ─ŻĘĮĘ©ęčĮø║▄ļy▒ŻūC─ŻŠ▀Ą─┘|┴┐Ż¼Č°öĄ┐ž╝╝ągĪóöĄ┐žÖC┤▓║═CAD/CAE/CAM▄ø╝■Ą─▓╗öÓ░lš╣Ż¼╩╣Ą├Ė▀╦┘╝ė╣ż╝╝ągį┌─ŻŠ▀ųŲįņųąæ¬ė├Ą├įĮüĒįĮÅVĘ║ĪŻ
į┌¼F┤·─ŻŠ▀ųŲįņųąŻ¼ę╗░Ń▓╔ė├┘Å┘Iś╦£╩─Ż╝▄Ą─ĘĮ╩Įęį┐sČ╠─ŻŠ▀Ą─ųŲįņų▄Ų┌ĪŻ×ķ┴╦čėķL─ŻŠ▀Ą─╩╣ė├ē█├³ĪóĮĄĄ═ųŲįņ│╔▒ŠŻ¼┐╔ęį▀xō±▓─┴Ž×ķ45#õōĄ─ś╦£╩─Ż╝▄Ż¼į┌─Ż╝▄ųąĘ┼ų├▓─┴Ž×ķ─ŻŠ▀õōĄ─ą═ąŠĶéēKĪŻ▒Š╬─ęį┤Ą’LÖC═ŌÜż─ŻŠ▀Ą─ą═ąŠĶéēK╝ė╣ż×ķ└²Ż¼ĮķĮBCAM╝╝ągį┌─ŻŠ▀ųŲįņųąĄ─æ¬ė├ĪŻ
ę╗ĪóäōĮ©╚²ŠS─Żą═
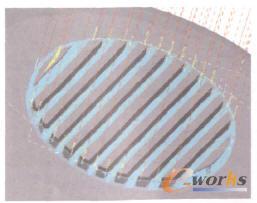
äōĮ©┤Ą’LÖC═ŌÜż╚²ŠS─Żą═Ż¼╚ńłD1╦∙╩ŠĪŻ─ŻŠ▀ą═ąŠĶéēK┴Ń╝■╚ńłD2╦∙╩ŠĪŻ├½┼„╩ŪīóĶéēKłDĄ─Ąū├µ═©▀^└Ł░╬Ą─ĘĮ╩Į«a╔·Ą─Ż¼Ė▀Č╚æ¬│¼▀^ĶéēKūŅĖ▀├µ2mmū„×ķ╝ė╣żėÓ┴┐Ż¼ęį▒ŻūCūŅĖ▀├µĄ─╝ė╣ż┘|┴┐ĪŻ

łD1 ┤Ą’LÖC═ŌÜż┴Ń╝■łD

łD2 ─ŻŠ▀ą═ąŠĶéēK┴Ń╝■łD
Č■ĪóųŲįņ╝ė╣ż╣ż╦ć┴„│╠Ą─ųŲČ©
į┌DelcamųąŻ¼å╬ō¶─ŻēKæ¬ė├├³┴ŅŻ¼▀M╚ļPowerMILLī”įÆ┐“ųŲČ©╣ż╦ć┴„│╠Ż║
(1)Ė∙ō■┴Ń╝■Ą─╚²ŠS─Żą═▀xō±║Ž▀mĄ─╝ė╣ż─Ż╩ĮŻ╗
(2)┤_Č©╝ė╣żū°ś╦ŽĄŻ¼▀xō±ĄČŠ▀Ą─ŪąŽ„ĘĮ╩Į║═╣ż╦ćģóöĄŻ╗
(3)▀xō±╝ė╣ż▓Į¾EŻ¼«a╔·CLSFĄČŠ▀į┤╬─╝■Ż╗
(4)ę└ō■ÖC┤▓ŅÉą═▀xō±║¾╠Ä└Ē╬─╝■Ż¼╔·│╔NC╝ė╣ż│╠ą“Ż╗
(5)é„▌öNC╝ė╣ż│╠ą“ų┴ÖC┤▓Ż╗
(6)▀xō±ŖAŠ▀Ż¼░▓čb╣ż╝■Ż¼┤_Č©ÖC┤▓╝ė╣żū°ś╦ŽĄ▀Mąą╝ė╣żĪŻ
DELCAM▄ø╝■╠ß╣®Ą─╝ė╣ż─Ż╩Įų„ę¬ėąŻ║
(1)2.5Dģ^ė“ŪÕ│²─Ż╩ĮŻ¼░³└©Ų½ų├ģ^ė“ŪÕ│²╠žš„įOų├Īó▌å└¬ģ^ė“ŪÕ│²įOų├║═ŲĮąąģ^ė“ŪÕ│²╠žš„įOų├╚²ĘN─Ż╩ĮŻ╗
(2)Ų½ų├ģ^ė“ŪÕ│²─Żą═Īó▌å└¬ģ^ė“ŪÕ│²─Żą═║═ŲĮąąģ^ė“ŪÕ│²─Żą═╚²ĘN─Ż╩ĮŻ╗
(3)│Żė├Š½╝ė╣ż─Ż╩ĮŻ¼░³└©╚²ŠSŲ½ų├Š½╝ė╣żĪóĄ╚Ė▀Š½╝ė╣żĪóŲ½ų├ģ^ė“ŪÕ│²─Żą═ĪóūŅ╝čĄ╚Ė▀Š½╝ė╣żĪó▌å└¬ģ^ė“ŪÕ│²─Żą═ĪóŲĮąąģ^ė“ŪÕ│²─Żą═║═ŲĮąąŠ½╝ė╣żŲ▀ĘN─Ż╩ĮŻ╗
(4)Š½╝ė╣ż╝ė╣ż─Ż╩Į░³└©PLANER_MILL(ŲĮ├µ╝ė╣ż─Ż╩Į)ĪóCAVITY_MILL(č©ą═╝ė╣ż─Ż╩Į)║═FIX_CONTOUR(╚²▌S▀B└mŪ·├µ╝ė╣ż─Ż╩Į)╚²ĘNĪŻ
╚²Īó╝ė╣ż╣żą“Ą─įOų├
1.─ŻŠ▀├½┼„Ą─╝ė╣ż
─ŻŠ▀ą═ąŠĶéēK├½┼„▓─┴Ž╩Ū40CrŻ¼╝ė╣ż┴┐▒╚▌^┤¾Ż¼▓╔ė├Ęųīė▀MĮoŃŖŽ„ĘĮ╩Į┐╔ęį£pąĪÖC┤▓žō║╔Ż¼čėķLĄČŠ▀╩╣ė├ē█├³ĪŻ
▓╔ė├╚²ŠSģ^ė“ŪÕ│²ųąĄ─ŲĮąąģ^ė“ŪÕ│²─Żą═╝ė╣ż─Ż╩ĮŻ¼▀x╚ĪłD3╦∙╩ŠĄ─īŹ¾w─Żą═Ż¼BLANK GEOMETRY(├½┼„═Ōą╬)▀x╚Īė╔ĶéēKĄū├µ├µ└Ł░╬╦∙ą╬│╔Ą─īŹ¾wŻ¼▀xō±FLLOW PART(ę└┴Ń╝■═Ōą╬╝ė╣ż)ŪąŽ„─Ż╩ĮŻ¼╝ė╣ż│÷┴Ń╝■Ą─┤¾ų┬═Ōą╬ĪŻĄČŠ▀▀xō±ė▓┘|║ŽĮ═┐īėŃŖĄČφ10(r0.5)Ż¼▐D╦┘5900r/minŻ¼▀MĮo╦┘Č╚700mm/minŻ¼├┐īėŪą╔Ņ1mmŻ¼ĄČŠ▀▀MĮo░┘Ęų▒╚×ķ90%ĪŻ

łD3 ├½┼„╝ė╣żĄČ┬ĘłD
×ķ┴╦£pąĪĄČŠ▀─źōpŻ¼ĄČŠ▀Ž┬ĄČĘĮ╩Į▓╔ė├ų▒ŠĆ▀MĄČŻ¼į┌├½┼„╔Žæ¬┴¶ėąŅAŃ@┐ūĪŻŅAŃ@┐ūĄ─╬╗ų├ęį▓╗ė░Ēæ╝ė╣ż┘|┴┐×ķŪ░╠߯¼┐╔ęįūįąąįOų├ĪŻ
2.ą═ąŠ▒Ē├µ╝ė╣ż
ę“×ķį┌PowerMILL╝ė╣ż─Ż╩ĮųąŻ¼Ęųīė╝ė╣ż┴óŃŖĄČĢ■┴¶ėąļA╠▌ĀŅĄČ║█Ż¼╦∙ęį╬ęéāę╗░Ńį┌│§▓Į╝ė╣ż▀^Ū·├µ║¾į┘▓╔ė├Š½╝ė╣żĄ─╝ė╣żĘĮ╩ĮŠ½ą▐Ū·├µ║═╦∙ėą▀ģĮŪŻ¼ęį╠ßĖ▀╣ż╝■Ą─▒Ē├µ┘|┴┐ĪŻ
į┌╩╣ė├ūŅ╝čĄ╚Ė▀Š½╝ė╣ż─Ż╩Įųą▀xō±ą═ąŠĄ─▒Ē├µ×ķ╝ė╣żģ^ė“Ż¼ĄČŠ▀▀xō±ė▓┘|║ŽĮ═┐īėŃŖĄČφ6(Ū“ĄČ)Ż¼▐D╦┘8000r/minŻ¼▀MĮo╦┘Č╚700mm/minŻ¼ĄČŠ▀▀MĮo░┘Ęų▒╚×ķ85%ĪŻ
3.▀M’L┐┌╝ė╣ż
╚ńłD4╦∙╩ŠŻ¼ė╔ė┌▀M’L┐┌×ķ¬MķLą═ąĪŲĮ├µŻ¼│▀┤ń▌^ąĪŻ¼╦∙ęįį┌Ū░ā╔Ą└╣żą“ųą¤oĘ©═Ļ│╔ĪŻ▓╔ė├ŲĮąą╝ė╣ż─Ż╩ĮŻ¼▀xō±ZIG_ZAG(ŲĮąąŠ½╝ė╣żū▀ĄČ)ŪąŽ„─Ż╩ĮĪŻę“×ķ«ö▓╔ė├▀@ĘNŪąŽ„ĘĮ╩ĮĢrŻ¼Delcam▄ø╝■╦∙äōĮ©Ą─ĄČŠ▀┬ĘÅĮīóęįŽÓ╗źŲĮąąŪę▀B└m▓╗╠ߥȥ─ĘĮ╩Į«a╔·Ż¼┤╦Ģr╦³╩ŪūŅĮøØ·ĪóūŅ╣Ø╩ĪĢrķgĄ─ĘĮ╩ĮĪŻ

łD4 ą═ąŠ▒Ē├µ╝ė╣żĄČ┬ĘłD
ė░Ēæ─ŻŠ▀ųŲŲĘ═Ōė^┘|┴┐Ą─ę╗éĆųžę¬ę“╦ž╩Ū─ŻŠ▀Ą─łAĄ╣ĮŪ║═╣šĮŪŻ¼ūóęŌ▓╗─▄╩╣ė├ŽÓ═¼ų▒ÅĮĄ─ĄČŠ▀ų▒Įė╝ė╣żĪŻ╚ń╣¹╩╣ė├▀@ĘNĘĮĘ©Ż¼ätĄČŠ▀ų▒ĮėŪą▀M╝ŌõJ╣šĮŪŻ¼╩╣ĄČŠ▀žō║╔╝▒äĪį÷╝ėČ°░l╔·š╠°Ż¼ė░Ēæ╝ė╣ż▒Ē├µ═Ōė^┘|┴┐║═Š½Č╚ĪŻæ¬▀xė├ų▒ÅĮąĪė┌łAĄ╣ĮŪÄū║╬│▀┤ń70%Ą─ĄČŠ▀Ż¼▓╔ė├ūįäėŪÕĮŪ╝ė╣ż╗“š▀╩╣ė├ČÓ╣PŪÕĮŪ╝ė╣żŻ¼╩╣╣šĮŪ╠ÄĄ─ĄČŠ▀┬ĘÅĮĖ³╝ėŲĮĒśŻ¼Å─Č°ĮĄĄ═ĄČŠ▀žō║╔ĪŻ
į┌PLANER_MILL╝ė╣ż─Ż╩Įųą▀xō±▀M’L┐┌Ą─▒Ē├µ×ķ╝ė╣żģ^ė“Ż¼ĄČŠ▀▀xō±φ1.2ė▓┘|║ŽĮŃŖĄČŻ¼▐D╦┘20000r/minŻ¼▀MĮo╦┘Č╚600mm/minŻ¼├┐īėŪą╔Ņ0.2mmŻ¼ĄČŠ▀▀MĮo░┘Ęų▒╚×ķ70%,╚ńłD5╦∙╩ŠĪŻ
łD5 ▀M’L┐┌╝ė╣żĄČ┬ĘłD
4.░┤µI┐ū╝ė╣ż
ļŖ┤Ą’L░┤µI┐ū×ķĘĮą╬Ż¼į┌Ą┌Č■▓Į╝ė╣ż▀^│╠ųąėąφ6Ū“ŃŖĄČŪąŽ„▓╗ĄĮĄ─╦└ĮŪŻ¼Č°┤╦ą═ąŠĄ─░┤µI▒Ē├µ┼cą═Ū╗Ą─▒Ē├µ×ķŪ·├µŽÓĮėŻ¼×ķ▒▄├Ō’w▀ģĄ─«a╔·Ż¼┤╦╠ÄĄ─▒Ē├µŠ½Č╚ę¬Ū¾║▄Ė▀Ż¼╦∙ęįąĶę¬▀Mę╗▓ĮŠ½ą▐░┤µI▒Ē├µĪŻ
▓╔ė├FIX_CONTOUR╝ė╣ż─Ż╩ĮŻ¼▀x╚Ī░┤µIģ^ė“Ą─╚²ŠSŪ·├µ×ķ╝ė╣żģ^ė“Ż¼▀xō±FOLLOW PARTŪąŽ„─Ż╩ĮŻ¼ĄČŠ▀▀xō±φ1.5(r0.75)ė▓┘|║ŽĮŃŖĄČŻ¼▐D╦┘14854r/minŻ¼▀MĮo╦┘Č╚297mm/minŻ¼ĄČŠ▀▀MĮo░┘Ęų▒╚×ķ10%Ż¼╚ńłD6╦∙╩ŠĪŻ

łD6 ░┤µI┐ū╝ė╣żĄČ┬ĘłD
╦─Īó▌ö│÷æ¬ė├į┤│╠ą“
æ¬ė├PowerMILL╝ė╣ż─ŻēKŻ¼«a╔·NC│╠ą“Ż¼ų„ę¬░³└©ęįŽ┬▓Į¾EŻ║
(1)Ė∙ō■▌ö╚ļĄ──Żą═ĪóČ©┴xĄ─├½┼„║═ĄČŠ▀Ż¼▀xō±║Ž└ĒĄ─╝ė╣ż▓▀┬į╔·│╔ĄČŠ▀┬ĘÅĮŻ╗
(2)ėęµIå╬ō¶╔·│╔Ą─├┐éĆĄČŠ▀┬ĘÅĮŻ¼į┌ÅŚ│÷Ą─▓╦å╬ųą▀xō±“«a╔·¬Ü┴óĄ─NC│╠ą“”Ż╗╗“š▀ėęµIå╬ō¶PowerMILL×gė[Ų„ųąĄ─“NC│╠ą“”Ż¼į┌ÅŚ│÷Ą─▓╦å╬ųą▀xō±“«a╔·NC│╠ą“”Ż¼╚╗║¾ėęµIå╬ō¶╔·│╔Ą─├┐éĆĄČŠ▀┬ĘÅĮŻ¼į┌ÅŚ│÷Ą─▓╦å╬ųą▀xō±“į÷╝ėĄĮNC│╠ą“▀xĒŚ”Ż╗
(3)ėęµIå╬ō¶╔·│╔Ą─├┐éĆNC│╠ą“Ż¼į┌ÅŚ│÷Ą─▓╦å╬ųą▀xō±“īæ╚ļ”Ż╗╗“š▀ėęµIå╬ō¶PowerMILL×gė[Ų„ųąĄ─“NC│╠ą“”Ż¼į┌ÅŚ│÷Ą─▓╦å╬ųą▀xō±“╚½▓┐īæ╚ļ”▀xĒŚĪŻ
Ž┬├µ╩ŪĖ∙ō■ęį╔Ž▓Į¾EŻ¼▌ö│÷Ą─įō─Żą═Ą─NC│╠ą“ĪŻ

╬ÕĪóĮY╩°šZ
īŹ█`ūC├„Ż¼Delcam╠ß╣®Ą─CAMĖ▀Č╦╝╝ąg┐╔ęįĖ∙ō■┴Ń╝■Ą─Š▀¾wą╬ĀŅ▀xō±▓╗═¼Ą─╝ė╣ż─Ż╩ĮęįäōĮ©ŽÓæ¬Ą─ĄČŠ▀┬ĘÅĮŻ¼ī”▀MąąÅ═ļs╚²ŠSą═├µĄ─öĄ┐ž╝ė╣żŻ¼ėąų°śOĖ▀Ą─╝ė╣żą¦┬╩║═╝ė╣ż┘|┴┐Ż¼▓ó─▄ĮoŲ¾śIĦüĒĘŪ│Ż├„’@Ą─ĮøØ·ą¦ęµĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌Delcam PowerMILLĄ─öĄ┐ž╝ė╣ż╝╝ągį┌╦▄┴Ž─ŻŠ▀ųŲįņųąĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401936328.html






















