



0 ę²čį
²X▌å╩ŪÖCąĄųŲįņųąūŅ│ŻęŖĄ─é„äė╝■ų«ę╗Ż¼²X▌åųŲįņ▀^│╠ųąŻ¼ļSų°«a(ch©Żn)ŲĘĄ─Ė³ą┬?li©ón)Q┤·Ż¼┤¾┴┐Ą─╣ż╦ćęÄ(gu©®)│╠įO(sh©©)ėŗ╣żū„┴Ņ╚╦æ¬(y©®ng)Įė▓╗ŽŠĪŻ
é„Įy(t©»ng)Ą─╣ż╦ćęÄ(gu©®)│╠Č╝╩Ūė╔ėąĮø(j©®ng)“ץ─╣ż╦ć╚╦åT╩ų╣żŠÄųŲŻ¼ę“┤╦┤µį┌╣żū„ą¦┬╩Ą═Ż¼ŠÄųŲ│÷Ą─╣ż╦ć│╩¼F(xi©żn)│÷ČÓśė╗»Ż¼ŠÄųŲĄ─┘|(zh©¼)┴┐ģó▓Ņ▓╗²RĄ╚å¢Ņ}ĪŻ╣ż╦ćŠÄųŲ╣żū„ųžÅ═(f©┤)Ę▒¼ŹŻ¼▀@śė╝╚└╦┘MĢrķgŻ¼ėųį÷╝ė┴╦╣ż╦ć╚╦åTĄ─ä┌äėÅŖČ╚Ż¼ūŅųžę¬Ą─╩Ū╣ż╦ćŠÄųŲ▀^│╠ųą║├Ą─Įø(j©®ng)“פoĘ©Ą├ĄĮé„│ąŻ¼Č°Ūę╔·«a(ch©Żn)£╩éõų▄Ų┌▌^ķLĪŻ
į┌╝ż┴ęĄ─╩ął÷ĖéĀÄŁh(hu©ón)Š│Ž┬Ż¼Ų¾śI(y©©)Ų╚ŪąąĶę¬╠ßĖ▀╣ż╦ćĘĮ├µĄ─┐ņ╦┘Ę┤æ¬(y©®ng)─▄┴”ĪŻ×ķ┴╦┐sČ╠╔·«a(ch©Żn)£╩éõų▄Ų┌Ż¼╠ßĖ▀╣ż╦ć╬─╝■┘|(zh©¼)┴┐Ż¼▓ó╩╣╣ż╦ć╚╦åTÅ─Ę▒¼Ź║═ųžÅ═(f©┤)Ą─ä┌äėųąĮŌĘ┼│÷üĒŻ¼čąŠ┐Īóķ_░l(f©Ī)║═æ¬(y©®ng)ė├ėŗ╦ŃÖC▌oų·╣ż╦ćįO(sh©©)ėŗŽĄĮy(t©»ng)╝┤CAPPŽĄĮy(t©»ng)īó╩Ūę╗ĘNĖ∙▒ŠĄ─ĮŌøQĘĮĘ©ĪŻ
1 CAPPį┌ųąąĪą═²X▌åųŲįņŲ¾śI(y©©)Ą─¼F(xi©żn)ĀŅ
╣ż╦ćįO(sh©©)ėŗ╩Ū«a(ch©Żn)ŲĘķ_░l(f©Ī)Ą─ųžę¬Łh(hu©ón)╣Ø(ji©”)Ż¼ę▓╩Ū▀BĮė╣ż│╠įO(sh©©)ėŗ║═╔·«a(ch©Żn)ųŲįņĄ─ś“┴║║═╝~ĦĪŻėŗ╦ŃÖC▌oų·╣ż╦ćįO(sh©©)ėŗ(Computer Aided Process PlanningŻ¼CAPP)╩ŪųĖĮĶų·ė┌ėŗ╦ŃÖC▄øĪóė▓╝■╝╝ąg(sh©┤)║═ų¦ō╬Łh(hu©ón)Š│Ż¼└¹ė├ėŗ╦ŃÖCĄ─öĄ(sh©┤)ųĄėŗ╦ŃĪó▀ē▌ŗ┼ąöÓ║══Ų└ĒĄ╚╣”─▄üĒųŲČ©┴Ń╝■ÖCąĄ╝ė╣ż╣ż╦ć▀^│╠ĪŻ
CAPPļm╚╗Įø(j©®ng)▀^Äū╩«─ĻĄ─░l(f©Ī)š╣Ż¼Ą½Ųõæ¬(y©®ng)ė├ĀŅøręčĮø(j©®ng)▀h▀h┬õ║¾CAD║═CAMĪŻ─┐Ū░ć°ā╚(n©©i)═Ōęčķ_░l(f©Ī)┴╦įSČÓCAPP▄ø╝■Ż¼╚ń╬õØhĄ─ķ_─┐CAPP▄ø╝■Ż¼╔Ž║ŻĄ─╦╣ŲšSIPM/CAPP▄ø╝■Ż¼├└ć°HMS▄ø╝■╣½╦ŠĄ─HMS/CAPP▄ø╝■Ż¼├└ć°CIMX╣½╦ŠĄ─CS/CAPPŽĄĮy(t©»ng)Ą╚ĪŻ╠žäe╩Ūć°ļHų°├¹Ą─ųŲįņ╣½╦Š╚ńŻ║BoeingĪóLockheadMart inĪóAirbusĄ╚į┌╣ż╦ć┼c▀^│╠╣▄└ĒĄ─╝»│╔╝░ā×(y©Łu)╗»ĘĮ├µŻ¼ķ_░l(f©Ī)║═╝»│╔┴╦┤¾┴┐Ą─CAPP▄ø╝■ĪŻĄ½╩Ūī”ė┌ųąąĪą═²X▌åųŲįņŲ¾śI(y©©)Ż¼ė╔ė┌▀@ą®╔╠ė├CAPP▄ø╝■ārĖ±░║┘FŪę▄ø╝■ŽĄĮy(t©»ng)▀^ė┌Å═(f©┤)ļsŻ¼ę“┤╦╩╣ė├▀@ą®Å═(f©┤)ļsĄ─CAPPŽĄĮy(t©»ng)▓╗ę╗Č©╩ŪūŅ║├Ą─▀xō±ĪŻ╦∙ęįŻ¼ßśī”ųąąĪą═²X▌åųŲįņŲ¾śI(y©©)Ż¼į┌┴”Ū¾īŹė├Ą─╗∙ĄA(ch©│)╔ŽŻ¼ķ_░l(f©Ī)²X▌åCAPPŽĄĮy(t©»ng)’@Ą├ė╚×ķųžę¬ĪŻ▒Š╬─ęį─│²X▌åųŲįņŲ¾śI(y©©)Ą─«a(ch©Żn)ŲĘ×ķ└²Ż¼▀MąąCAPPŽĄĮy(t©»ng)Ą─蹊┐Īóķ_░l(f©Ī)┼cæ¬(y©®ng)ė├ĪŻ
2 ²X▌åCAPPŽĄĮy(t©»ng)╣”─▄┼cĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ
¼F(xi©żn)į┌║▄ČÓ«a(ch©Żn)ŲĘįO(sh©©)ėŗė╚Ųõ╩ŪÖCąĄ«a(ch©Żn)ŲĘĄ─įO(sh©©)ėŗČ╝╩ŪĖ─▀Mą═Ą─«a(ch©Żn)ŲĘįO(sh©©)ėŗŻ¼Č°ŪęįŁ╩╝«a(ch©Żn)ŲĘ70%ū¾ėęĄ─įO(sh©©)ėŗą┼ŽóĢ■į┌ą┬«a(ch©Żn)ŲĘųą└¹ė├Ż¼▀@Š═×ķ²X▌åCAPPŽĄĮy(t©»ng)ķ_░l(f©Ī)╠ß╣®┴╦▒Ń└¹ĪŻ
─│²X▌åųŲįņŲ¾śI(y©©)Ą─«a(ch©Żn)ŲĘų„ę¬ėąŻ║▓±ė═ÖC²X▌åĪó═Ž└ŁÖC²X▌åĪó▐r(n©«ng)ė├▄ć²X▌åĪóŲ¹▄ć²X▌åŻ¼ęį╝░┤¼ė├ūā╦┘Žõ²X▌åĄ╚ĪŻ└²╚ń┼·┴┐▌^┤¾Ą─▓±ė═ÖC²X▌åŻ¼░┤šš▓±ė═ÖC▓╗═¼Ą─ŽĄ┴ąėųĘų×ķŻ║S195Ż¼S1100Ż¼D180Ż¼R180Ż¼D185Ż¼ZS1110Ż¼SQD186NŻ¼SQD192NŻ¼N285QŻ¼N385QŻ¼N485QŻ¼CC4105QĄ╚ŽĄ┴ą²X▌åĪŻ└¹ė├VB6.O▄ø╝■Ż¼╗∙ė┌ActiveX Automation╝╝ąg(sh©┤)Ż¼╣Pš▀ķ_░l(f©Ī)┴╦ę╗éĆ╩╣ė├“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēKĄ─Ė▀ą¦īŹė├Ą─²X▌åCAPP▄ø╝■ŽĄĮy(t©»ng)ĪŻ
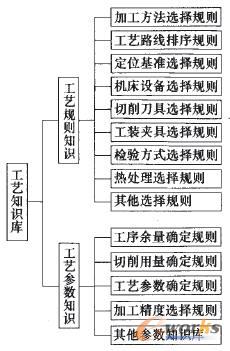
²X▌åŅÉ┴Ń╝■ī┘╗ž▐D(zhu©Żn)¾w┴Ń╝■Ż¼īó²X▌å┴Ń╝■░┤šš«a(ch©Żn)ŲĘą═╠¢ĪóĮY(ji©”)śŗ(g©░u)║═╣ż╦ć╠ž³cĄ╚▀MąąĘųŅÉš¹└ĒŻ¼ą╬│╔²X▌åĖ„éĆ“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēKĪŻ▒ŠCAPP▄ø╝■ŽĄĮy(t©»ng)Ż¼▓╔ė├“«a(ch©Żn)ŲĘŅÉą═▀xō±┼cÖz╦„”─ŻēKüĒ═Ļ│╔²X▌å«a(ch©Żn)ŲĘŅÉą═▀xō±╝░²X▌å«a(ch©Żn)ŲĘ╗∙▒ŠģóöĄ(sh©┤)Ą─Öz╦„┼cš{(di©żo)ė├Ż╗ęį²X▌å┴Ń╝■Ą─ĮY(ji©”)śŗ(g©░u)ģóöĄ(sh©┤)Īó─ŻöĄ(sh©┤)┤¾ąĪ║═┬▌ą²ĮŪ┤¾ąĪĄ╚×ķę└ō■(j©┤)Ż¼▓╔ė├“╣ż╦ćģóöĄ(sh©┤)▀xō±┼cÖz╦„”─ŻēKüĒ╠ß╣®²X▌å╣ż╝■Ą─╣ż╦ćģóöĄ(sh©┤)ą┼ŽóŻ╗└¹ė├SQL Server 2008öĄ(sh©┤)ō■(j©┤)ÄņŲĮ┼_Į©┴óöĄ(sh©┤)ō■(j©┤)ÄņŻ©²X▌å«a(ch©Żn)ŲĘöĄ(sh©┤)ō■(j©┤)ÄņĪó╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)ÄņĪó╣ż╦ć╬─╝■öĄ(sh©┤)ō■(j©┤)ÄņŻ®║═╣ż╦ćų¬ūRÄņŻ¼╣®CAPP▄ø╝■š{(di©żo)ė├Ż¼▓ó═©▀^Öz╦„“╣ż╦ćų¬ūRÄņ”Ż¼┼ąöÓ²X▌å╣ż╦ćģóöĄ(sh©┤)╚ĪųĄĄ─║Ž└ĒąįŻ╗╗∙ė┌“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēKŻ¼CAPPŽĄĮy(t©»ng)ūįäė▀Mąą╣ż╦ćęÄ(gu©®)│╠Öz╦„Ż¼▓óĖ∙ō■(j©┤)╣ż╦ćģóöĄ(sh©┤)ą┼Žó▀Mąą╣ż╦ćęÄ(gu©®)│╠ą▐Ė─Ż¼╔·│╔²X▌å┴Ń╝■Ą─ÖCąĄ╝ė╣ż“╣ż╦ćęÄ(gu©®)│╠╬─╝■”Ż¼Ųõ┐é¾w╣”─▄ĮY(ji©”)śŗ(g©░u)┐“╝▄╚ńłD1╦∙╩ŠĪŻ

łD1 ²X▌åCAPPŽĄĮy(t©»ng)┐é¾w╣”─▄ĮY(ji©”)śŗ(g©░u)┐“╝▄
3 ²X▌åCAPPŽĄĮy(t©»ng)Ą─ĻP(gu©Īn)µI╝╝ąg(sh©┤)蹊┐
3.1 öĄ(sh©┤)ō■(j©┤)Äņ┼c╣ż╦ćų¬ūRÄņ
į┌²X▌åCAPPŽĄĮy(t©»ng)īŹ╩®▀^│╠ųąŻ¼²X▌åĄ─Ė„ŅÉöĄ(sh©┤)ō■(j©┤)š¹└Ē║═Č©┴x╩Ūʱ£╩┤_Īó│õĘųŻ¼īóų▒Įėė░ĒæĄĮæ¬(y©®ng)ė├Ą─ą¦╣¹ĪŻÅ─²X▌åĄ─įO(sh©©)ėŗĪó²X▌å╣ż╦ćŠÄųŲ║═²X▌å╝ė╣ż▀^│╠ųą«a(ch©Żn)╔·Ą─öĄ(sh©┤)ō■(j©┤)╩ŪĘŪ│ŻÅ═(f©┤)ļsĄ─Ż¼Ė„ŅÉöĄ(sh©┤)ō■(j©┤)Ą─Å═(f©┤)ļsąįų„ę¬▒Ē¼F(xi©żn)į┌ĮY(ji©”)śŗ(g©░u)Å═(f©┤)ļsĪóĻP(gu©Īn)ŽĄÅ═(f©┤)ļsĪóöĄ(sh©┤)ō■(j©┤)Ą─ę╗ų┬ąįę¬Ū¾ć└Ė±Īó╩╣ė├Å═(f©┤)ļsŻ¼ęį╝░╣▄└ĒÅ═(f©┤)ļsĄ╚ĪŻį┌²X▌åCAPPŽĄĮy(t©»ng)Č©ųŲ▀^│╠ųąŻ¼▓╗āHąĶę¬ī”╦∙ėą²X▌å╝ė╣żĄ─╣ż╦ćą┼Žó▀Mąą│õĘųĄžš¹└Ē║═Üw╝{Ż¼▀ĆąĶę¬ĮY(ji©”)║Žėŗ╦ŃÖC╣▄└ĒĄ─╠ž³cī”¼F(xi©żn)ėąĄ─²X▌å╣ż╦ćś╦£╩▀MąąĖ─▀M║═╠ßĖ▀ĪŻ
─┐Ū░ėąįSČÓöĄ(sh©┤)ō■(j©┤)Äņ«a(ch©Żn)ŲĘŻ¼Ąõą═Ą─öĄ(sh©┤)ō■(j©┤)ÄņėąACCESSŻ¼SYBASEŻ¼ORACLEŻ¼SQL ServerĪóVisual FoxPro║═My SQLĄ╚ĪŻė╔ė┌ūŅą┬░µ▒ŠĄ─SQL Server 2008╩Ūę╗éĆ╚½├µĄ─öĄ(sh©┤)ō■(j©┤)ÄņŲĮ┼_Ż¼╦³Š▀ėą┐╔┐┐ąįĪó┐╔╔ņ┐sąįĪó┐╔ė├ąį║═┐╔╣▄└ĒąįĄ╚╠ž³cŻ¼╩╣ė├╝»│╔Ą─╔╠śI(y©©)ųŪ─▄(BI)╣żŠ▀╠ß╣®┴╦Ų¾śI(y©©)╝ēĄ─öĄ(sh©┤)ō■(j©┤)╣▄└ĒŻ¼×ķė├æ¶╠ß╣®═Ļš¹Ą─öĄ(sh©┤)ō■(j©┤)ÄņĮŌøQĘĮ░ĖŻ¼ę“┤╦▒ŠCAPPŽĄĮy(t©»ng)Ą─öĄ(sh©┤)ō■(j©┤)Äņ└¹ė├SQL Server 2008Į©┴ó┴╦²X▌åCAPPĄ─«a(ch©Żn)ŲĘą┼ŽóöĄ(sh©┤)ō■(j©┤)ÄņĪó╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)ÄņĪó╣ż╦ć╬─╝■öĄ(sh©┤)ō■(j©┤)Äņ║═╣ż╦ćų¬ūRÄņŻ¼╣®²X▌åCAPP▄ø╝■š{(di©żo)ė├ĪŻöĄ(sh©┤)ō■(j©┤)ÄņĮė┐┌▓╔ė├╬ó▄øĄ─öĄ(sh©┤)ō■(j©┤)ÄņįLå¢╝╝ąg(sh©┤)(ActiveX Data ObjectsŻ¼ADO)║═ķ_Ę┼öĄ(sh©┤)ō■(j©┤)Äņ╗ź┬ō(li©ón)(Open DataBase ConnectivityŻ¼ODBC)╝╝ąg(sh©┤)Ż¼Š▀¾w░³└©╚ńŽ┬ā╚(n©©i)╚▌ĪŻ
1)²X▌åCAPPĄ─«a(ch©Żn)ŲĘą┼ŽóöĄ(sh©┤)ō■(j©┤)ÄņŻ¼ų„ę¬ė├üĒ┤µā”Ė„ŽĄ┴ą²X▌å«a(ch©Żn)ŲĘśė▒ŠųąĄ─╗∙▒ŠöĄ(sh©┤)ō■(j©┤)ą┼ŽóĪŻ
2)²X▌åCAPPĄ─╣ż╦ć┘Yį┤öĄ(sh©┤)ō■(j©┤)ÄņŻ¼╦³╩ŪCAPPŽĄĮy(t©»ng)Ą─╗∙ĄA(ch©│)Ż¼ė├ė┌┤µĘ┼²X▌å╝ė╣ż╣ż╦ćś╦£╩Īó╣ż╦ćöĄ(sh©┤)ō■(j©┤)╩ųāįĪó╣ż╦ćą┼Žó╠Ä└ĒĄ─ŽÓĻP(gu©Īn)╦ŃĘ©║═╣żŠ▀Ą╚Ż¼╚ń╝ė╣żĘĮĘ©Īó┼┼ą“ęÄ(gu©®)ätĪóÖC┤▓ĪóĄČŠ▀ĪóŖAŠ▀Īó┴┐Š▀Īó▌oŠ▀Īó╣ż╝■▓─┴ŽĪó├½┼„ĪóŪąŽ„ė├┴┐Īó╣żą“ėÓ┴┐Ęų┼õĪó╣żĢrČ©Ņ~Īó│╔▒Š║╦╦ŃĪóś╦£╩╣żą“║═╣ż╦ćęÄ(gu©®)ĘČĪó╣ż╦ćś╦£╩Ą╚╣ż╦ć┘Yį┤ą┼ŽóŻ¼ęį╣®╣ż╦ć╚╦åT▀Mąą╣ż╦ćŠÄųŲĢrģó┐╝ĪŻ
3)²X▌åCAPPĄ─╣ż╦ć╬─╝■öĄ(sh©┤)ō■(j©┤)ÄņŻ¼ų„ę¬ė├üĒ┤µā”╣ż╦ćįO(sh©©)ėŗ▀^│╠ųą«a(ch©Żn)╔·Ą─╚½▓┐╣ż╦ćą┼ŽóĪŻ╦³╩Ūį┌Ęų╬÷╣ż╦ćęÄ(gu©®)│╠ā╚(n©©i)▓┐īė┤╬ĻP(gu©Īn)ŽĄĄ─╗∙ĄA(ch©│)╔ŽĮ©┴óŲüĒĄ─Ż¼²X▌åCAPP▄ø╝■ūįäė╔·│╔Ą─╣ż╦ćęÄ(gu©®)│╠ą┼Žó┐╔ęįė├╣ż╦ć╬─╝■öĄ(sh©┤)ō■(j©┤)Äņą╬╩Į╝ėęį┤µā”Ż¼ęįéõš{(di©żo)ė├ĪŻ
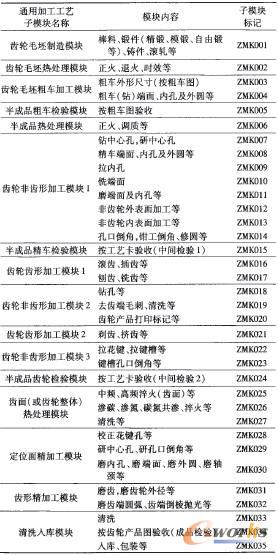
4)²X▌åCAPPĄ─╣ż╦ćų¬ūRÄņ╚ńłD2╦∙╩ŠŻ¼ų„ę¬┤µā”Ė„ĘN╣ż╦ćęÄ(gu©®)ätų¬ūR║═╣ż╦ćģóöĄ(sh©┤)ų¬ūRŻ¼ė├ė┌▌oų·²X▌å╝ė╣ż╣ż╦ć┬ĘŠĆĄ─øQ▓▀ĪŻ
łD2 ²X▌åCAPPĄ─╣ż╦ćų¬ūRÄņ
3.2 ═©ė├╣ż╦ćęÄ(gu©®)│╠─ŻēK
═©▀^ī”▓╗═¼«a(ch©Żn)ŲĘą═╠¢Īó«a(ch©Żn)ŲĘŅÉą═²X▌åĄ─Ąõą═╣ż╦ć▀Mąą╔Ņ╚ļĘų╬÷Ż¼ĘųäeÜw╝{│÷Ųõ╣ż╦ć╠žš„Ż¼▓ó║Ž└ĒĄžįO(sh©©)ų├├┐ĘN╣ż╦ć╠žš„Ą─═©ė├╝ė╣ż╣ż╦ć╝░Ųõ╣ż╦ćģóöĄ(sh©┤)ūā┴┐Ż¼ģóšš╣ż╦ćęÄ(gu©®)│╠ā╚(n©©i)▓┐īė┤╬ĻP(gu©Īn)ŽĄŻ¼ī”▓╗═¼ĮY(ji©”)śŗ(g©░u)ŅÉą═Ą─²X▌å┴Ń╝■▀Mąą═©ė├╣ż╦ć╠žš„ĮM║ŽŻ¼ūŅĮKĮ©┴ó²X▌åCAPPĄ─“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēKŻ¼▒Ż┤µį┌╣ż╦ć╬─╝■öĄ(sh©┤)ō■(j©┤)ÄņųąŻ¼╣®²X▌åCAPP▄ø╝■Öz╦„┼cš{(di©żo)ė├ĪŻ²X▌å┴Ń╝■“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēK╩Ūį┌ęčėąĄ─²X▌å╝ė╣żĮø(j©®ng)“×╗∙ĄA(ch©│)╔ŽųŲČ©Ą─Ż¼╦³░³║¼┴╦ŽÓ╦Ų┴Ń╝■╝ė╣żĄ─╦∙ėąĄõą═╣żą“ĪŻ
Į©┴ó²X▌å“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēKĄ─▓Į¾E╚ńŽ┬ĪŻ
1)Ęų╬÷▓╗═¼«a(ch©Żn)ŲĘą═╠¢Īó▓╗═¼«a(ch©Żn)ŲĘŅÉą═Ą─²X▌å┴Ń╝■ĪŻ
2)ī”²X▌å┴Ń╝■Ą─╣ż╦ć╠žš„▀MąąĘųŅÉ┼cś╦ėøĪŻ
3)ŠÄųŲ├┐ĘN╣ż╦ć╠žš„Ą─═©ė├╝ė╣ż╣ż╦毩ūė─ŻēKŻ®ĪŻ
4)║Ž└ĒįO(sh©©)ų├├┐ĘN╣ż╦ć╠žš„Ą─╣ż╦ćģóöĄ(sh©┤)ūā┴┐ĪŻ
5)Ė∙ō■(j©┤)╣ż╦ć┬ĘŠĆ▀Mąą╣ż╦ć╠žš„Ą─ĮM║ŽŻ©ūė─ŻēKĄ─ĮM║ŽŻ®ĪŻ
└²╚ńŻ║S195-05009Ū·▌Sš²Ģr²X▌å╔µ╝░Ą─ūė─ŻēKėąęįŽ┬▓┐Ęųā╚(n©©i)╚▌Ż║²X▌å²Xą╬╝ė╣ż─ŻēK1ųąĄ─ØL²X╣ż╦ćŻ╗²X▌å²Xą╬╝ė╣ż─ŻēK2ųąĄ─╠Ļ²X╣ż╦ćŻ╗ØL²X╣ż╦ćģóöĄ(sh©┤)įO(sh©©)ų├Ż║─ŻöĄ(sh©┤)m=3Ż¼²XöĄ(sh©┤)Z=18Ż¼ē║┴”ĮŪα=20°Ż¼²X▌å╣½Ę©ŠĆķLČ╚W=22.850-0.03mmŻ¼┐ń²XöĄ(sh©┤)K=3Ż¼²X▌åÅĮŽ“╠°äėš`▓ŅFr=0.040mmŻ¼²X▌å╣½Ę©ŠĆķLČ╚ūāäėš`▓ŅFW=0.022mmŻ¼²X▌å²Xą╬š`▓Ņff=0.025mmŻ¼²X▌å²XŠÓśOŽ▐Ų½▓ŅfPt=±0.013mmŻ¼²X▌å²XŽ“š`▓ŅFβ=0.015mmĪŻ╠Ļ²X╣ż╦ćģóöĄ(sh©┤)įO(sh©©)ų├Ż║m=3Ż¼Z=18Ż¼α=20°Ż¼F(xi©żn)r=0.040Ż¼F(xi©żn)w=0.025Ż¼ff=0.010Ż¼fpt=±0.012Ż¼F(xi©żn)β=0.010ĪŻ
ūė─ŻēKĄ─ĮM║ŽŻ©▓┐Ęųā╚(n©©i)╚▌Ż®Ż║
╣żą“90Ż║ZMK016 ØL²X
╣żą“100Ż║ZMK022 └ŁµI▓█
…
╣żą“150Ż║ZMK021 ╠Ļ²X
6)Ą├ĄĮ▓╗═¼ĮY(ji©”)śŗ(g©░u)Ą─²X▌å┴Ń╝■“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēKĪŻ
7)īó²X▌å┴Ń╝■Ą─“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēK▒Ż┤µį┌╣ż╦ć╬─╝■öĄ(sh©┤)ō■(j©┤)ÄņųąŻ¼╣®²X▌åCAPP▄ø╝■Öz╦„┼cš{(di©żo)ė├ĪŻ
ę╗░ŃŪķørŽ┬²X▌å┴Ń╝■Ą─╣ż╦ć╠žš„╔µ╝░Ą─═©ė├╝ė╣ż╣ż╦ć─ŻēK░┤╝ė╣ż╣ż╦ćļAČ╬┐╔äØĘų│╔ūė─ŻēKŻ©ūė─ŻēKĖ∙ō■(j©┤)īŹļHąĶę¬┐╔ęį└^└m(x©┤)ĘųīėŻ®Ż¼╚ń▒Ē1╦∙╩ŠŻ¼Ė„ŅɲX▌åį┌ĮY(ji©”)śŗ(g©░u)ĪóŠ½Č╚║═ė▓Č╚Ą╚ĘĮ├µĢ■ėą▓Ņ«ÉŻ¼╔µ╝░Ą─═©ė├╝ė╣ż╣ż╦ćūė─ŻēKėąČÓėą╔┘Ż¼═Ļš¹Ą─╝ė╣ż╣ż╦ć┬ĘŠĆ╝┤×ķĖ„ūė─ŻēKĄ─ĮM║ŽŻ¼═©▀^┐éĮY(ji©”)Üw╝{²X▌å┴Ń╝■Ą─Ąõą═╣ż╦ćŻ¼┤_Č©╣ż╦ćĄ─ĻP(gu©Īn)µIģóöĄ(sh©┤)Ż¼Į©┴ó²X▌åĄ─ģóöĄ(sh©┤)╗»Ąõą═╣ż╦ćöĄ(sh©┤)ō■(j©┤)Äņ╝┤“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēKŻ¼īŹ¼F(xi©żn)╗∙ė┌┴Ń╝■╣ż╦ćģóöĄ(sh©┤)Ą─Öz╦„įO(sh©©)ėŗĪŻ
▒Ē1 ²X▌å┴Ń╝■╣ż╦ć╠žš„Ą─═©ė├╝ė╣ż╣ż╦ćūė─ŻēK
3.3 ╣ż╦ćģóöĄ(sh©┤)▀xō±┼cÖz╦„
Ė∙ō■(j©┤)ė├æ¶▌ö╚ļĄ─┴Ń╝■ą┼ŽóŻ¼ęį²X▌å┴Ń╝■Ą─ĮY(ji©”)śŗ(g©░u)ģóöĄ(sh©┤)Īó─ŻöĄ(sh©┤)┤¾ąĪ╝░┬▌ą²ĮŪ┤¾ąĪĄ╚×ķę└ō■(j©┤)Ż¼╗∙ė┌╣ż╦ć╠žš„ģóöĄ(sh©┤)╗»╦╝ŽļŻ¼▓╔ė├VB6.0Ą─ActiveX Automation╝╝ąg(sh©┤)Ż¼═©▀^įLå¢╔╠ė├CADā╚(n©©i)▓┐Ą─łDą╬īŹ¾wī”Ž¾Ż¼╗∙ė┌“╣ż╦ćģóöĄ(sh©┤)▀xō±┼cÖz╦„”─ŻēKŻ¼üĒīŹ¼F(xi©żn)²X▌å╣ż╦ćģóöĄ(sh©┤)ą┼ŽóĄ─Öz╦„Īó╠ß╚Ī┼cą▐Ė─ĪŻ
īŹ╩®²X▌å╣ż╦ćģóöĄ(sh©┤)▀xō±┼cÖz╦„Ą─▓Į¾E╚ńŽ┬Ż║1)▌ö╚ļą┬Ą─²X▌å┴Ń╝■ą┼ŽóĪŻ2)Öz╦„▓óš{(di©żo)ė├²X▌å“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēKĪŻ3)į┌╔╠ė├CAD▄ø╝■ųą╔·│╔ą┬²X▌åĄ─═©ė├╣ż╦ćęÄ(gu©®)│╠ĪŻ4)▓╔ė├VB6.0Ż¼įLå¢CADā╚(n©©i)▓┐łDą╬Ż¼śŗ(g©░u)įņ“▀xō±╝»”(SelectionSet)ĪŻ5)▒ķÜv“▀xō±╝»”ī”Ž¾ųąĄ─├┐ę╗łDį¬ī”Ž¾(Entity)ĪŻ6)Ė∙ō■(j©┤)Ė„łDį¬ī”Ž¾ŅÉą═╗“├¹ĘQŻ¼┼ąöÓįō“łDį¬ī”Ž¾”╩Ūʱ×ķ╣ż╦ćģóöĄ(sh©┤)ī”Ž¾ĪŻ7)╚¶▓╗╩ŪŻ¼ųžą┬įLå¢CADā╚(n©©i)▓┐łDą╬Ż¼ųžą┬śŗ(g©░u)įņ“▀xō±╝»”ī”Ž¾ĪŻ8)╚¶╩ŪŻ¼ätūx╚Ī“łDį¬ī”Ž¾”ŽÓæ¬(y©®ng)²X▌å╣ż╦ćģóöĄ(sh©┤)ą┼Žó▓ó┤µā”ĄĮī”æ¬(y©®ng)Ą─öĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)ųąĪŻ9)▒ķÜv═Ļ│╔║¾Ż¼Įy(t©»ng)ę╗▀Mąą“═©ė├╣ż╦ćęÄ(gu©®)│╠”ųąĄ─╣ż╦ćģóöĄ(sh©┤)Ųź┼õ║═╠µōQŻ¼īŹ¼F(xi©żn)²X▌å╣ż╦ćģóöĄ(sh©┤)ą┼ŽóĄ─Öz╦„Īó╠ß╚Ī┼cą▐Ė─ĪŻ10)ūįäė╔·│╔ą┬Ą─²X▌å┴Ń╝■Ą─ÖCąĄ╝ė╣ż╣ż╦ćęÄ(gu©®)│╠╬─╝■ĪŻ
4 æ¬(y©®ng)ė├īŹ└²
ßśī”╚ńłD3╦∙╩ŠĄ──│²X▌åųŲįņŲ¾śI(y©©)Ą─S195 05009Ū·▌Sš²Ģr²X▌å«a(ch©Żn)ŲĘŻ¼╗∙ė┌²X▌å“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēKĄ─╣ż╦ć╠žš„ģóöĄ(sh©┤)╗»╦╝ŽļŻ¼└¹ė├VB6.0Ą─ActiveX Automation╝╝ąg(sh©┤)│╔╣”ķ_░l(f©Ī)│÷ę╗éĆĖ▀ą¦īŹė├Ą─CAPP▄ø╝■ĪŻ

łD3 5195-05009Ū·▌Sš²Ģr²X▌å«a(ch©Żn)ŲĘłD
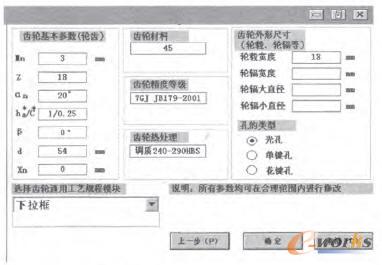
łD4╦∙╩Š×ķ«a(ch©Żn)ŲĘŅÉą═▀xō±Įń├µŻ¼╦³×ķė├æ¶╠ß╣®«a(ch©Żn)ŲĘŽĄ┴ąĪó²X▌åé„äėŅÉą═Īó²X▌åĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗĪó┴Ń╝■łD╠¢Īó┴Ń╝■├¹ĘQ║═²X▌åĮM║Ž╠žš„Ą╚Ą─▀xō±ĪŻ

łD4 «a(ch©Żn)ŲĘŅÉą═▀xō±Įń├µ
łD5╦∙╩Š×ķ«a(ch©Żn)ŲĘ═©ė├╣ż╦ćęÄ(gu©®)│╠ī”įÆ┐“Įń├µŻ¼ė├ė┌’@╩ŠĪóąŻ║╦²X▌å╗∙▒ŠģóöĄ(sh©┤)Īó²X▌å▓─┴Ž║═²X▌劽Č╚Ą╚╝ēĄ╚«a(ch©Żn)ŲĘą┼Žó╝░╣ż╦ć─ŻēKĄ─Öz╦„ĪŻ
łD5 «a(ch©Żn)ŲĘ═©ė├╣ż╦ćęÄ(gu©®)│╠ī”įÆ┐“Įń├µ
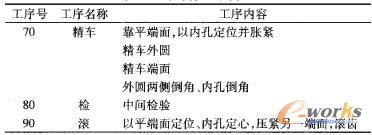
łD6╦∙╩Š×ķįōCAPP▄ø╝■ūįäė╔·│╔Ą─╣ż╦ćęÄ(gu©®)│╠Ż©▓┐Ęųā╚(n©©i)╚▌Ż®ĪŻ
─┐Ū░įōCAPP▄ø╝■ęčĮø(j©®ng)│╔╣”▀\ė├ė┌╔·«a(ch©Żn)īŹļHŻ¼ė├æ¶Ę┤ė│įō▄ø╝■▓┘ū„ĘĮ▒ŃŻ¼╣ż╦ćŠÄųŲą¦┬╩Ė▀Ż¼╦∙╔·│╔Ą─╣ż╦ć┬ĘŠĆ║Ž└ĒĪóęÄ(gu©®)ĘČŻ¼┐sČ╠┴╦╔·«a(ch©Żn)£╩éõų▄Ų┌Ż¼╩╣╣ż╦ć╚╦åTÅ─Ę▒¼Ź║═ųžÅ═(f©┤)Ą─ä┌äėųąĮŌĘ┼│÷üĒĪŻ

łD6 Ū·▌Sš²Ģr²X▌åĄ─╣ż╦ćęÄ(gu©®)│╠Ż©▓┐Ęųā╚(n©©i)╚▌Ż®
īŹ╩®²X▌å╣ż╦ćģóöĄ(sh©┤)▀xō±┼cÖz╦„Ą─▓Į¾E╚ńŽ┬Ż║1Ż®▌ö╚ļ²X▌å┴Ń╝■Ż║łD╠¢S195-05009ĪŻ2Ż®Öz╦„▓óš{(di©żo)ė├²X▌åĄ─“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēKĪŻ3Ż®į┌╔╠ė├CAD▄ø╝■ųą╔·│╔ą┬²X▌åĄ─═©ė├╣ż╦ćęÄ(gu©®)│╠ĪŻą┬²X▌åĄ─╣żą“ā╚(n©©i)╚▌ęŖ▒Ē2Ż©▓┐Ęųā╚(n©©i)╚▌Ż®ĪŻ
▒Ē2 ą┬²X▌å╣żą“ā╚(n©©i)╚▌
5 ĮY(ji©”)šZ
▒Š╬─▓╔ė├├µŽ“?q©▒)”Ž¾Ą─ActiveX Automation╝╝ąg(sh©┤)Ż¼╗∙ė┌“═©ė├╣ż╦ćęÄ(gu©®)│╠”─ŻēKĄ─╣ż╦ć╠žš„ģóöĄ(sh©┤)╗»╦╝ŽļŻ¼ķ_░l(f©Ī)┴╦ę╗ĘNĖ▀ą¦īŹė├Ą─²X▌åCAPPŽĄĮy(t©»ng)Ż¼┐╦Ę■┴╦é„Įy(t©»ng)╩ų╣ż╣ż╦ćŠÄųŲĘĮ╩ĮĄ─╚▒Ž▌Ż¼£p╔┘┴╦ųžÅ═(f©┤)ŠÄīæ╣ż╦ć╬─╝■Ą─╣żū„┴┐Ż¼ėąų·ė┌╠ßĖ▀╣ż╦ćįO(sh©©)ėŗĄ─┘|(zh©¼)┴┐║═ą¦┬╩ĪŻįōŽĄĮy(t©»ng)į┌Ų¾śI(y©©)Ą─│╔╣”▀\ąąŻ¼šf├„CAPPŽĄĮy(t©»ng)Ą─ķ_░l(f©Ī)ę¬├µŽ“Ų¾śI(y©©)Ą─īŹļHŻ¼CAPPŽĄĮy(t©»ng)Ą─æ¬(y©®ng)ė├Å─«a(ch©Żn)ŲĘ╣ż╦ćįO(sh©©)ėŗĮŪČ╚│÷░l(f©Ī)Ż¼▀@śė▓┼─▄╩╣CAPPŽĄĮy(t©»ng)│╔×ķ╣ż╦ćįO(sh©©)ėŗ╚╦åTĄ─▌oų·╣żŠ▀ĪŻæ¬(y©®ng)ė├īŹ└²▒Ē├„Ż¼įōŽĄĮy(t©»ng)╦∙╔·│╔Ą─╣ż╦ć┬ĘŠĆ║Ž└ĒŻ¼Ė±╩ĮęÄ(gu©®)ĘČĪŻ²X▌åCAPPŽĄĮy(t©»ng)Ą─æ¬(y©®ng)ė├╠ßĖ▀┴╦Ų¾śI(y©©)╣ż╦ć▓┐ķTĄ─╣żū„ą¦┬╩║═Ų¾śI(y©©)Ą─š¹¾wą¦ęµĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║CAPPŽĄĮy(t©»ng)į┌ųąąĪą═²X▌åųŲįņŲ¾śI(y©©)Ą─蹊┐┼cæ¬(y©®ng)ė├
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/solutions/1401936438.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















