



╔·«a╬’┴„╩Ū░┤šš╣żÅS▓╝ŠųĪó«aŲĘ╔·«a▀^│╠║═╣ż╦ć▀^│╠Ą─ę¬Ū¾Ż¼īŹ¼FįŁ▓─┴ŽĪó┼õ╝■Īó░ļ│╔ŲĘĄ╚╬’┴Žį┌╣żÅSā╚▓┐╣®æ¬Äņ┼c▄ćķgĪó▄ćķg┼c▄ćķgĪó╣żą“┼c╣żą“Īó▄ćķg┼c│╔ŲĘÄņų«ķg┴„▐DĄ─╬’┴„╗ŅäėĪŻ▀@ĘN╬’┴„╗Ņäė╩Ū┼cš¹éĆ╔·«a╣ż╦ć▀^│╠░ķ╔·Ą─ĪŻŲ¾śIø]ėą╔·«aŠ═ø]ėą╔·«a╬’┴„┐╔čįŻ¼╔·«a╬’┴„Ą─▓╗Ģ│═©ę▓Ģ■ī¦ų┬╔·«a═ŻŅDĪŻ
╩ął÷ĖéĀÄĄ─╝ėäĪ║═ŅÖ┐═éĆąį╗»ąĶŪ¾Ą─į÷╝ėī”ļx╔óųŲįņŲ¾śI╔·«aĄ─╚ßąįę¬Ū¾įĮüĒįĮĖ▀Ż¼╔·«a▀^│╠╣▄└ĒūāĄ├╚š┌ģÅ═ļsŻ¼į┌▀@ĘNŪķørŽ┬Ż¼ī”Ų¾śIā╚▓┐╔·«a╬’┴„╣▄└ĒĄ─ę¬Ū¾ę▓Š═įĮüĒįĮĖ▀Ż¼Č°▒ŻūC╔·«a╬’┴„Ą─▀B└mąį┼cą┼Žó┴„Ą─ę╗ų┬ąįŻ¼╩Ū£╩ĢrĮ╗žøĄ─Ū░╠ßĪŻį┌«öŪ░╣żśI╗»┼cą┼Žó╗»▓ó▀MĄ─┤¾ŁhŠ│Ž┬Ż¼┤¾ČÓöĄŲ¾śIČ╝═©▀^ą┼Žó╗»üĒ╠ß╔²Ų¾śIĄ─╣▄└Ē╦«ŲĮ║═ĖéĀÄ┴”ĪŻŽÓĻPš{▓ķ▒Ē├„Ż¼═©▀^īŹ╩®ą┼Žó╗»Ż¼┐╔╩╣Ų¾śI╣▄└Ē╚╦åT£p╔┘1Ż»5—1Ż»3Ż¼Äņ┤µš╝ė├┘YĮ£p╔┘20ŻźĪŻ╝ė░Ó£p╔┘1Ż»3Ż¼╝łŲ¼ą┼Žóå╬ō■£p╔┘50ŻźĄ╚Ą╚ĪŻ─┐Ū░ī”ļx╔óųŲįņŲ¾śI╔·«a╬’┴„ą┼Žó╗»Ą─蹊┐▌^ČÓŻ¼Ą½Č╝╚▒╔┘ī”ļx╔óųŲįņŲ¾śI╔·«a╬’┴„ą┼Žó╗»Ą─š¹¾węÄäØŻ¼╗∙ė┌┤╦Ż¼▒Š╬─Ęų╬÷śŗĮ©│÷ļx╔óųŲįņŲ¾śI╔·«a╬’┴„Ą─ą┼Žó─Żą═Ż¼ųĖī¦Ų¾śI▀Mąą╔·«a╬’┴„╣▄└Ēą┼ŽóŽĄĮyķ_░lŻ¼╝ė┐ņļx╔óųŲįņŲ¾śI╔·«a╬’┴„ą┼Žó╗»▀M│╠ĪŻ
1 ļx╔óųŲįņśI╔·«a╬’┴„ąĶŪ¾Ęų╬÷
ļSų°ŅÖ┐═éĆąį╗»ąĶŪ¾Ą─į÷╝ėŻ¼¼F┤·ļx╔óųŲįņŲ¾śI╔·«aė╔įŁŽ╚Ą─┤¾┴┐╔·«aųØu▐D×ķČÓŲĘĘN│╔┼·╔·«aĪŻ╔·«aĄ─ŲĘĘNČÓŻ¼┼·┴┐║═Į╗žøŲ┌ėųĖ„▓╗ŽÓ═¼Ż¼═∙═∙ČÓéĆėåå╬ĪóČÓĘN│╔ŲĘĮ╗▓µ╔·«aŻ¼╣ż╦ć┬ĘŠĆ║═įOéõ┼õų├ĘŪ│Żņ`╗ŅŻ¼ėą┼RĢr▓Õå╬╗“╚ĪŽ¹ėåå╬¼FŽ¾Ż¼ī¦ų┬╔·«a╬’┴„╣▄└Ē╚š┌ģÅ═ļsĪŻ╚ń╣¹╔·«a╬’┴„▓╗Ģ│═©Š═┐╔─▄░l╔·═Ż╣ż┤²┴ŽŻ¼│÷¼FįOéõ«a─▄▀^╩Ż╗“▓╗ūŃŻ¼╚╦åT╝ė░ÓŻ¼╔·«a│╔▒ŠĖ▀Ą╚å¢Ņ}ĪŻę“┤╦Ż¼Ų¾śIžĮąĶ═©▀^īŹĢršŲ╬š╔·«a¼Fł÷╬’┴„┴„▐DĄ─īŹļHŪķørŻ¼Ė∙ō■Ų¾śIā╚▓┐╚╦ĪóÖCĪó┴ŽĄ─ĀŅæBęį╝░ėåå╬Ą─ł╠ąąŪķørŻ¼┼cŲõ╦¹▓┐ķTģfš{Ż¼ūŅĮKīŹ¼FŲ¾śI╔·«a▀^│╠Ą─Ė▀ą¦ĪóĢ│═©ĪŻ
╔·«a╬’┴„╣▄└ĒŽĄĮy▓ó▓╗╩Ūę╗éĆ╣┬┴óĄ─ŽĄĮyŻ¼łD1Ę┤ė│┴╦╦³┼cŲ¾śIā╚▓┐Ųõ╦¹ūėŽĄĮyų«ķgĄ─ą┼ŽóĮ╗ōQĻPŽĄĪŻ╔·«a╬’┴„╩Ūė╔╔·«aėŗäØ┼cš{Č╚ŽĄĮy«a╔·Ą─ū„śIėŗäØ║═╝ė╣ż╣żŲ▒“īäėŻ¼Č°PLMIS═©▀^Įyėŗ╣żŲ▒ą┼ŽóŻ¼Ę┤ü╝ė╣ż▀MČ╚Īóėåå╬▀MČ╚Īó╚╦Ż»ÖCą┼ŽóĄĮėŗäØŽĄĮyŻ¼Å─Č°╩╣ėŗäØ▓┐ķT─▄ē“Ė∙ō■¼Fł÷╝ė╣ż▀MČ╚ĪóįOéõ└¹ė├┬╩Ą╚īŹļHŪķør╝░Ģrš{š¹ėŗäØŻ╗PLMIS╠ß╣®Ą─ėåå╬▀MČ╚ą┼ŽóŻ¼▒ŻūCśIäš╚╦åT┼c┐═æ¶Ą─īŹĢr£Ž═©Ż╗«aŲĘįOėŗ╝░╣ż╦接Įy×ķPLMIS╠ß╣®╣żĢrČ©Ņ~Īó▓─┴ŽČ©Ņ~╗∙ĄAöĄō■Ż¼PLMIS×ķŪ░š▀╠ß╣®╣ż╚╦╣żĢrą┼ŽóŻ¼ū„×ķęį║¾ą▐Ė─╣żĢrČ©Ņ~Ą─ģó┐╝ę└ō■Ż╗PLMIS┼c╣żčbįOéõ╣▄└ĒŽĄĮy╠Ä└Ē═¼▓ĮĖ³ą┬ĀŅæBŻ╗╬’┘YŽĄĮy×ķPLMIS╠ß╣®╬’┴ŽŻ¼PLMIS░l¼F╚▒┴Ž¼FŽ¾æ¬╝░Ģr░l╦═ų┴╬’┘YŽĄĮyŻ¼▒ŻūC╬’┘Y╣®ĮoŻ╗žöäš▓┐ķT└¹ė├╣żĢrą┼Žóėŗ╦Ń╔·«a│╔▒ŠŻ╗╚╦┴”┘Yį┤▓┐ķT└¹ė├╣żĢrą┼Žó╝░╣ż╚╦╝ė╣żŪķørįuČ©ąĮ┘Y╝░¬äĮĪŻ

łD1 PLMIS┼cŲõ╦¹ŽĄĮy╝»│╔┐“╝▄
2 ŽĄĮy╣”─▄Į©─Ż
╬’┴Ž▀M╚ļ▄ćķg║¾Ż¼ęįį┌ųŲŲĘĄ─ą╬╩ĮĮø▀^░ß▀\ĪóĄ╚┤²Īó╝ė╣żĪó═Ļ╣żÖz“ץ╚╗Ņäė▓╗öÓĄž┴„▐DŻ¼║ŽĖ±į┌ųŲŲĘ▐D╚ļŽ┬Ą└╣żą“Ż¼▓╗║ŽĖ±į┌ųŲŲĘ▐D╚ļ┤╬ŲĘ╠Ä└Ē┴„│╠ĪŻ«öį┌ųŲŲĘąĶę¬╚ļÄņĢrŻ¼ĘQ┤╦ĢrĄ─é}Äņ×ķųąķgÄņŻ¼▀M╚ļųąķgÄņĄ─į┌ųŲŲĘĘQ×ķ░ļ│╔ŲĘŻ¼┤╦═Ō«ö╔·«a─▄┴”▓╗ūŃĢrŻ¼╔·«a▓┐ķT┐╔─▄╔Ļšł═Ōģf╝ė╣żŻ¼īó▓┐Ęų╔·«a╚╬äš═Ō░³Ż¼═Ōģf╝■═Ļ╣żę▓╚ļųąķgÄņĪŻĮø▀^ČÓĄ└╝ė╣ż╣żą“Ż¼▀M╚ļ▄ćķgĄ─╬’┴Ž(įŁ▓─┴ŽĪó░ļ│╔ŲĘĪó═Ōģf╝■Ą╚)ūŅĮK│╔×ķ│╔ŲĘŻ¼ĮøÖz“×║ŽĖ±║¾╚ļ│╔ŲĘÄņŻ¼▓╗║ŽĖ±ŲĘ▐D╚ļ┤╬ŲĘ╠Ä└Ē┴„│╠ĪŻ
═©▀^╔Ž╩÷ī”ļx╔óųŲįņŲ¾śI╔·«a╬’┴„▀^│╠╗ŅäėĄ─╩ß└Ē║═Ęų╬÷Ż¼Ą├│÷ļx╔óųŲįņŲ¾śI╔·«a╬’┴„╣▄└Ēą┼ŽóŽĄĮy╣”─▄─Żą═(ęŖłD2)ĪŻŠ▀¾wĘų╬÷╚ńŽ┬Ż║
(1)▄ćķg╣▄└Ē
ó┘į┌ųŲŲĘ╣▄└Ē░³└©į┌ųŲŲĘĀŅæBöĄ┴┐Ė·█ÖĪóį┌ųŲŲĘ▒P³cĪóį┌ųŲŲĘ▐DĮ╗╣▄└ĒĪŻīŹ¼F▄ćķgį┌ųŲŲĘĄ─═Ė├„╗»Ż¼▒Ńė┌š{Č╚▓┐ķT╝░ĢrĘ┤ü¼Fł÷Ūķør║═ėŗäØ▓┐ķTū÷│÷ŽÓæ¬Ą─ėŗäØš{š¹ĪŻ
ó┌╔·«aĖ·█Ö┼c┐žųŲ░³└©ī”╝ė╣ż▀MČ╚Īó┼õ╠ūąįĖ·█ÖĪóįOéõĀŅæBĪó╣ż╚╦ĀŅæBĄ─īŹĢrĖ·█ÖĪŻ½@Ą├Ą─ą┼ŽóĘ┤üĮo¼Fł÷š{Č╚╚╦åTŻ¼š{š¹ā×╗»╔·«a▀^│╠ĪŻ
ó█╔·«aĮyėŗ░³└©Č©å╬▀MČ╚Īó«a┴┐ĪóĘĄą▐ĘĄ╣żĮyėŗĪóÅUŲĘĮyėŗĪóįOéõ╣żĢrĪóįOéõ└¹ė├┬╩Īó╣ż╚╦╣żĢrĪó╣ż╚╦╝ė╣ż▓╗┴╝┬╩ĮyėŗŻ¼×ķõN╩█▓┐ķTĪóžöäš▓┐ķTĪó╚╦┴”┘Yį┤▓┐ķT║═┘|┴┐╣▄└ĒĄ╚▓┐ķT╠ß╣®╝░Ģr£╩┤_Ą─╗∙ĄAöĄō■ĪŻ
(2)ųąķgé}Äņ╣▄└Ē
ų„ę¬╩Ūī”▀M╚ļųąķgÄņĄ─═Ōģf╝■Īó░ļ│╔ŲĘ▀Mąą╣▄└ĒĪŻ═©▀^ī”ųąķgÄņĄ─╣▄└ĒŻ¼ī”ė┌▀^Ų┌Īó│¼ā”Īó┤¶┴Ž╝░ĢrŅAŠ»Ż¼▒ŻūC╬’┴Ž┐ņĮ▌ĪóĖ▀ą¦│÷╚ļÄņŻ¼īŹ¼F╔·«a▀^│╠Ą─Ģ│═©ĪŻ
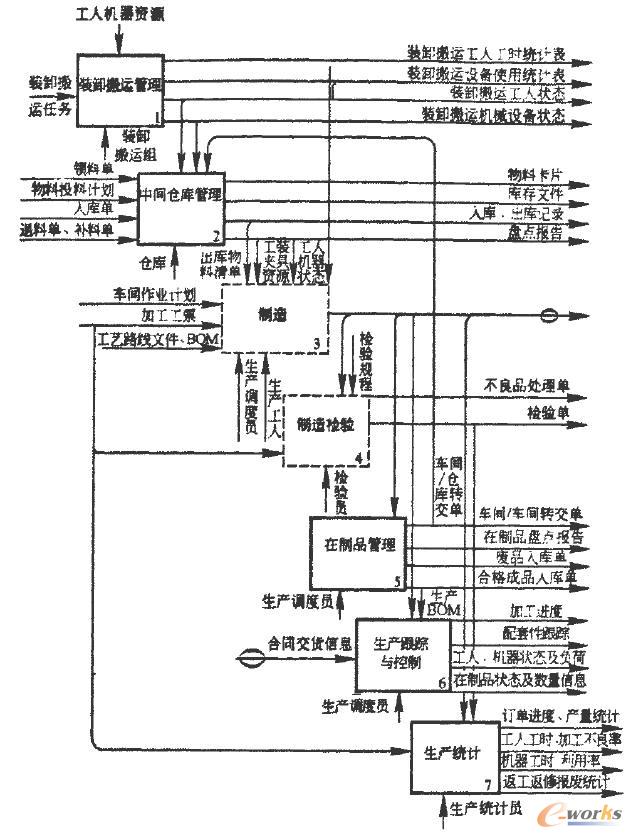
łD2 ļx╔óųŲįņŲ¾śI╔·«a╬’┴„╣▄└Ēą┼ŽóŽĄĮy╣”─▄─Żą═
ó┘║ŽĖ±░ļ│╔ŲĘĪó═Ōģf╝■║═ÅUŲĘĄ─╚ļÄņ╣▄└Ēī”╚ļÄņĄ─╬’┴Ž▀Mąą├„╝ÜėøõøŻ¼░³└©╚ļÄņŅÉą═ĪóĢrķgĪóöĄ┴┐Īó┼·┤╬Īóžø╬╗Īó╦═┴Ž╚╦Ą╚ą┼ŽóĪŻ
ó┌╬’┴ŽĄ─│÷Äņ╣▄└Ēų„ę¬ėøõø│÷Äņ├„╝ÜŻ¼░³└©│÷ÄņĢrķgĪóöĄ┴┐Īó┼·┤╬ĪóŅI┴Ž╚╦Ą╚ą┼ŽóĪŻ
ó█Äņ┤µ╣▄└Ē┐╔ęį░┤▓ķįāŚl╝■(╚ń┼·┤╬ĪóĢrķgČ╬Īó«aŲĘĄ╚)ĮyėŗÄņ┤µöĄ┴┐Ż¼ī”ė┌▀^Ų┌Īó│¼ā”Īó┤¶┴Ž╝░ĢrŅAŠ»ĪŻ
ó▄▒P³cł¾ĖµĄ─ĄŪėøī”▒P³cĄ─īŹļHĮY╣¹║═ėøõøĄ─ļŖ─XÄż▀Mąąī”ÄżŻ¼╔·│╔▒P³cł¾ĖµŻ¼░l¼Få¢Ņ}╝░Ģr╠Ä└ĒĪŻ
┤╦═ŌŻ¼į┌▄ćķg║═ųąķgé}Äņ╣▄└ĒĄ─▀^│╠ųąČ╝░ķėąčbąČ░ß▀\ū„śIĪŻąĶę¬Ė∙ō■╚╦åTęį╝░įOéõĄ─īŹĢrĀŅæBĘų┼õ╚╬䚯¼▀@ą®╚╦åT║═įOéõĄ─╣żĢrĮyėŗöĄō■ū„×ķ╬’┴„│╔▒ŠĪó«aŲĘ│╔▒Š║═╣ż╚╦╣ż┘Y║╦╦ŃĄ─╗∙ĄAöĄō■ĪŻ
3 ŽĄĮyöĄō■Į©─Ż
īóöĄō■Ęų×ķę╗┤╬öĄō■║═Č■┤╬öĄō■ĪŻę╗┤╬öĄō■╝┤įŁ╩╝öĄō■Ż¼ųĖų▒Įėėøõø╔·«a▀^│╠Ą─öĄō■Ż¼ę╗░Ńęįå╬ō■Ą─ą╬╩Į┤µį┌Ż¼╚ń╚ļÄņå╬Īó│÷Äņå╬Īó╔·«a╣żŲ▒Ą╚Ż╗Č■┤╬öĄō■ųĖīóę╗┤╬öĄō■Įø▀^ĘųŅÉĪóģR┐éų«║¾«a╔·Ą─öĄō■Ż¼ę╗░Ńęįł¾▒ĒĄ─ą╬╩Į┤µį┌Ż¼╚ńĘ┤ė│╬’┴ŽÄņ┤µĀŅørĄ─Äņ┤µ├„╝ÜÄżĪŻ╦∙śŗĮ©Ą─╔·«a╬’┴„╣▄└ĒĄ─öĄō■─Żą═╚ńłD3╦∙╩ŠĪŻ
łD3öĄō■─Żą═Ą─Į©┴ó×ķ╣▓ŽĒöĄō■ÄņĄ─įOėŗ║═ą┼ŽóŽĄĮyĄ─╝»│╔╠ß╣®öĄō■╣▄└Ē║═┐žųŲĪŻ╔·«a╬’┴„╣▄└ĒĻPŽĄ─Żą═╚ńŽ┬Ż║
RŻ«╚ļÄņå╬(╣ż│╠╠¢Ż║┼·┤╬╠¢Ż║┴Ń▓┐╝■╠¢Ż¼╚ļÄņå╬╠¢Ż¼╚ļÄņŅÉą═Ż¼╚ļÄņĢrķgŻ¼╚ļÄņöĄ┴┐Ż¼é}ÄņŠÄ╠¢Ż¼╦═┴Ž╚╦ŠÄ╠¢Ż¼žø╬╗╠¢Ż¼é}╣▄åT╣ż╠¢Ż¼...)Ż╗
RŻ«│÷Äņå╬(╣ż│╠╠¢Ż¼┼·┤╬╠¢Ż¼┴Ń▓┐╝■╠¢Ż¼│÷Äņå╬╠¢Ż¼│÷ÄņŅÉą═Ż¼│÷ÄņĢrķgŻ¼│÷ÄņöĄ┴┐Ż¼é}ÄņŠÄ╠¢Ż¼ŅI┴Ž╚╦ŠÄ╠¢Ż¼žø╬╗╠¢Ż¼é}╣▄åT╣ż╠¢Ż¼...)Ż╗
├±▒P³cå╬(╣ż│╠╠¢Ż¼┼·┤╬╠¢Ż¼┴Ń▓┐╝■╠¢Ż¼Äņ┤µ┴┐Ż¼▒P³c╚╦Ż¼▒P³cĢrķgŻ¼é}ÄņŠÄ╠¢Ż¼...)Ż╗
RŻ«╣żŲ▒(╣ż│╠╠¢Ż¼┼·┤╬╠¢Ż¼┴Ń▓┐╝■╠¢Ż¼╣żŲ▒ŠÄ╠¢Ż¼═Č╚ļöĄ┴┐Ż¼åT╣żŠÄ╠¢Ż¼įOéõŠÄ╠¢Ż¼╣żčbŠÄ╠¢Ż¼...)Ż╗
RŻ«Öz“×ėøõø(╣ż│╠╠¢Ż¼┼·┤╬╠¢Ż¼┴Ń▓┐╝■╠¢Ż¼Öz“×å╬╠¢Ż¼╣żą“╠¢Ż¼Öz“×ĒŚ─┐Ż¼┘|ÖzåTŠÄ╠¢Ż¼Öz“×įOéõŠÄ╠¢Ż¼║ŽĖ±öĄ┴┐Ż¼┤╬ŲĘöĄ┴┐Ż¼ÅUŲĘöĄ┴┐Ż¼...)Ż╗
RŻ«▄ćķg▐DĮ╗å╬(╣ż│╠╠¢Ż║┼·┤╬╠¢Ż║┴Ń▓┐╝■╠¢Ż¼╣żą“╠¢Ż¼öĄ┴┐Ż¼...)Ż╗
R.═╦┴Žča┴Žå╬(╣ż│╠╠¢Ż¼┼·┤╬╠¢Ż¼┴Ń▓┐╝■╠¢Ż¼╣żą“╠¢Ż¼═╦┴ŽöĄ┴┐Ż¼ča┴ŽöĄ┴┐Ż¼...)Ż╗
R.ÅUŲĘĮyėŗ(╣ż│╠╠¢Ż║┴Ń▓┐╝■╠¢Ż║┼·┤╬╠¢Ż¼╣żą“╠¢Ż¼═Č╚ļöĄ┴┐Ż¼ÅUŲĘöĄ┴┐Ż¼ÅUŲĘ┬╩Ż¼...)ĪŻ
4 ŽĄĮyīŹ¼FĻPµI╝╝ąg
4Ż«1 ūįäėūRäe╝╝ąg
ūįäėūRäe╝╝ąg─▄ē“┐ņ╦┘Īó£╩┤_Ąž╠ß╣®Ų¾śI╣▄└Ēą┼ŽóŽĄĮy╦∙ąĶĄ─╔·«a¼Fł÷ą┼ŽóĪŻ╚½Ū“ÖÓ═■╩ął÷š{čąÖCśŗGartner╣½╦ŠšJ×ķŻ¼ūįäėūRäe╝╝ąg─▄ē“Ä═ų·ERPŽĄĮy╠ßĖ▀50ŻźĄ─ą¦ęµĪŻ
─┐Ū░╩╣ė├Ą─ūįäėūRäe╝╝ągėąŚlą╬┤a║═RFID¤oŠĆ╔õŅlūRäe╝╝ągĪŻŚlą╬┤a╝╝ąg╩ŪīóöĄō■ŠÄ┤a│╔┐╔ęįė├╣ŌīWĘĮ╩ĮķåūxĄ─Ę¹╠¢Ż¼Įø▀^ėĪ╦ó╝╝ąg╔·│╔ÖCūxĄ─Ę¹╠¢Ż¼Č°─▄▒╗Æ▀├ĶŲ„║═ĮŌ┤aŲ„ūRäeĄ─ę╗ĒŚūįäėūRäe╝╝ągĪŻRFID╝╝ąg╩Ūę╗ĘNĘŪĮėė|ĘĮ╩ĮūįäėūRäe╝╝ągŻ¼Ąõą═Ą─RFIDŽĄĮyė╔╔õŅlļŖūėś╦║×(Tag)ĪóūxīæŲ„╗“ķåūxŲ„(Reader)ęį╝░æ¬ė├ŽĄĮy(░³└©▀BĮėŠĆ┬Ę)3▓┐Ęųśŗ│╔ĪŻļŖūėś╦║×ųąę╗░Ń▒Ż┤µėą╠žČ©Ė±╩ĮĄ─ļŖūėöĄō■ĪŻķåūxŲ„┐╔¤oĮėė|ūx╚Ī▓óūRäeļŖūėś╦║×ųą╦∙▒Ż┤µĄ─ļŖūėöĄō■Ż¼╚╗║¾═©▀^ėŗ╦ŃÖC╝░ŠWĮjīŹ¼Fī”«aŲĘūRäeą┼ŽóĄ─▓╔╝»Īó╠Ä└Ē╝░▀h│╠é„╦═Ą╚╣▄└Ē╣”─▄(ęŖłD4)ĪŻ
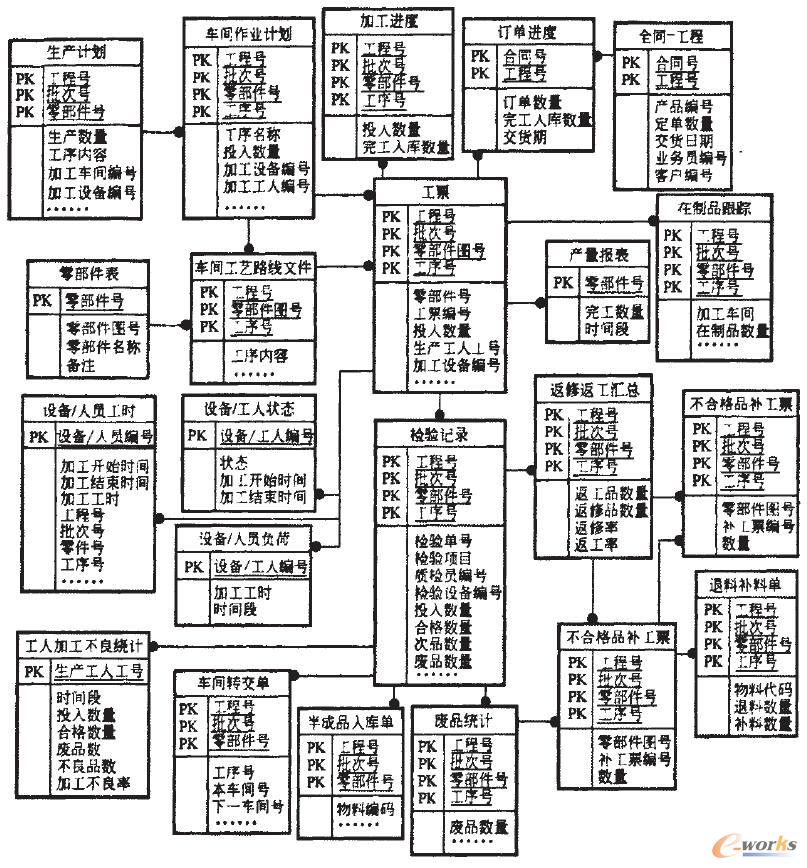
łD3 ╔·«a╬’┴„╣▄└Ēą┼ŽóŽĄĮyöĄō■─Żą═
RFID╝╝ągŽÓī”ė┌Ślą╬┤a╝╝ągėąęįŽ┬ā׳cŻ║
(1)RFIDūxīæŲ„┐╔═¼Ģr▒µūRūx╚ĪöĄéĆRFIDś╦║ׯ¼Ślą╬┤aät1┤╬ų╗─▄Æ▀├Ķ1éĆŻ╗
(2)RFIDś╦║×¾wĘeąĪŻ¼ą╬ĀŅČÓśėŻ╗
(3)RFIDś╦║×─═Š├ąįÅŖŻ¼ī”╦«Īóė═║═╗»īW╦ÄŲĘĄ╚╬’┘|Š▀ėąÅŖ┐╣╬█╚Š─▄┴”Ż¼Ślą╬┤aĄ─╝łÅł▌d¾wätśOęū▒╗╬█╚ŠĪó├ō┬õ╗“š█ōpŻ╗
(4)RFIDś╦║×ā╚ā”┤µĄ─öĄō■┐╔ęįųžÅ═ą┬į÷Īóą▐Ė─Īóäh│²Ż¼Ślą╬┤aėĪ╦óų«║¾ät¤oĘ©Ė³Ė─Ż╗(5)RFID╝╝ąg─▄┤®═Ėąį═©ą┼Ż¼Č°Ślą╬┤aÆ▀├Ķāx▒žĒÜį┌ø]ėą╬’¾wūĶō§Ą─Į³ŠÓļx▓┼┐╔ūRäeŻ¼ąĶę¬╚╦╣żģó┼cŻ╗
(6)RFIDś╦║×ūŅ┤¾╚▌┴┐┐╔Å─ÄūéĆūų╣ØĄĮöĄšūūų╣ØŻ¼Č°Ūę▀Ćį┌▓╗öÓöU┤¾Ż¼ę“┤╦┐╔ęį▒Ē╩ŠČÓĒŚą┼ŽóŻ¼┐╔├ōļx║¾┼_öĄō■Äņ┐ņ╦┘£╩┤_Ąžé„▀fą┼ŽóĪŻ

łD4 RFIDŽĄĮy
4Ż«2╝╝ąg┬ĘŠĆ
ą┼Žó▓╔╝»Č╦═©▀^RS232╗“RS485═©ėŹĮė┐┌┼c╔Ž╝ēėŗ╦ŃÖCŽÓ▀BĪŻīóRFIDļŖūėś╦║×ĘŌčb║¾┘Nį┌ļS╬’┴Ž┴„▐DĄ─═ą▒P╔ŽŻ¼į┌ś╦║×ųąīæ╚ļįō┼·╬’┴Ž╦∙ī”æ¬Ą─╣ż│╠╠¢Īó┼·┤╬╠¢Īó┴Ń▓┐╝■╠¢Īó═Č╚ļöĄ┴┐ęį╝░╣ż╦ć┬ĘŠĆĄ╚ą┼ŽóŻ╗į┌ę╗Ą└╣żą“ķ_╩╝ĢrŻ¼╩ūŽ╚ūx╚Īś╦║×ųąĄ─╣ż╦ćą┼ŽóŻ¼║╦ī”╣żą“┼cöĄ┴┐¤oš`║¾ķ_╩╝╝ė╣żŻ¼╣żą“═Ļ╣żÖz“×║¾Ż¼īæ╚ļįōĄ└╣żą“╠¢ĪóÖz“×ĮY╣¹ą┼ŽóĄ╚Ż╗į┌╚ļÄņĢrąĶę¬īæ╚ļ╦═┴Ž╚╦Īóžø╬╗ĪóöĄ┴┐Īó░ß▀\ÖCŲ„Ą╚ą┼ŽóŻ¼│÷ÄņĢrŽ╚ūx╚Īś╦║×ā╚ą┼Žó┼c│÷Äņå╬║╦ī”Ż¼║╦īŹų«║¾į┘ūx╚Īžø╬╗ą┼ŽóŻ¼Ė³ą┬║¾┼_öĄō■ÄņųąĄ─žø╬╗ĀŅæBŻ¼īæ╚ļŅI┴Ž╚╦ĪóĢrķgĄ╚ą┼ŽóĪŻ├┐┤╬▓┘ū„Š∙ąĶīóūxīæŲ„ūx╚Ī║═īæ╚ļĄ─ą┼Žóé„ų┴║¾┼_öĄō■ÄņųąŻ¼╝░ĢrĖ³ą┬öĄō■ÄņųąĄ─ą┼ŽóŻ¼ĘĮ▒ŃŽÓĻP╚╦åT▀Mąą▓ķįāĪóģR┐éĪŻŽĄĮy▓╔ė├CŻ»S─Ż╩ĮŻ¼┼cBŻ»S─Ż╩ĮŽÓ▒╚Š▀ėąĮ╗╗źąįÅŖĪóĒææ¬╦┘Č╚┐ņĪó┤µ╚Ī─Ż╩Į░▓╚½Ą─╠ž³cĪŻęįSQL 8erver 2005ū„×ķ║¾┼_öĄō■ÄņŻ¼æ¬ė├│╠ą“ķ_░l▓╔ė├┐ņ╦┘ķ_░l╣żŠ▀Delphi7Ż«0ĪŻ
5 ĮY╩°šZ
Į©┴ó┴╦ļx╔óųŲįņŲ¾śIĄ─╔·«a╬’┴„╣▄└Ēą┼ŽóŽĄĮyą┼Žó─Żą═Ż¼ĮY║ŽŽ╚▀MĄ─RFID╝╝ągĮo│÷ŽĄĮyīŹ╩®Ą─╝╝ąg┬ĘŠĆŻ¼ęį┤╦ųĖī¦ķ_░lą┼ŽóŽĄĮyĪŻ╦∙ķ_░lą┼ŽóŽĄĮy─▄ē“ī”Ų¾śI┘Yį┤(╚╦ĪóÖCĪó┴Ž)▀MąąīŹĢrĖ·█Ö║═▓ķįāŻ¼×ķ╔·«a╝░Ųõ╦¹╣▄└Ē▓┐ķT╠ß╣®╝░ĢrĪó£╩┤_Ą─Ę┤üą┼ŽóŻ¼īŹ¼F╬’┴„┼cą┼Žó┴„Ą─Įyę╗Ż¼╠ßĖ▀Ų¾śIĄ─╣▄└Ē╦«ŲĮ║═╩ął÷ĖéĀÄ┴”ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ļx╔óųŲįņśI╔·«a╬’┴„╣▄└Ēą┼Žó─Żą═蹊┐
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401936644.html






















