



1 ę²čį
┐ņ╦┘│╔ą═╩ŪĮ³─ĻüĒčĖ╦┘░lš╣ŲüĒĄ─ę╗ĘNŽ╚▀MųŲįņ╝╝ągĪŻįō╝╝ąg┐╔ęįį┌¤oąĶ╚╬║╬─ŻŠ▀ĪóĄČŠ▀║═╣żčbĄ─ŪķørŽ┬Ż¼ų▒ĮėÅ─CADöĄō■Ż¼┐ņ╦┘ųŲįņ│÷Š▀ėą╚╬ęŌÅ═ļsą╬ĀŅĄ─īŹ¾w▓┐╝■╗“─Żą═Ż¼Å─Č°īŹ¼Fą┬«aŲĘķ_░lĄ─“¤o─ŻųŲįņ”Ż¼┤¾Ę∙Č╚┐sČ╠Ųõķ_░lų▄Ų┌ĪóĮĄĄ═│╔▒ŠĪó╠ßĖ▀┘|┴┐ĪŻ─▄ē“ūįäėĪó┐ņ╦┘Ąžīóø]ėŗ╦╝Žļ╬’╗»×ķŠ▀ėąę╗Č©ĮYśŗ║═╣”─▄Ą─įŁą═╗“ų▒ĮėųŲįņ┴Ń▓┐╝■Ż¼Å─Č°┐╔ī”«aŲĘįOėŗ▀MąąĻā╦┘įuārĪóą▐Ė─ĪóęįĒææ¬╩ął÷ąĶŪ¾Ż¼╠ßĖ▀Ų¾śIĄ─ĖéĀÄ┴”ĪŻ
2 ┐ņ╦┘│╔ą═╝╝ągįŁ└Ē
┐ņ╦┘│╔ą═╩Ūę╗ĘN╗∙ė┌ļx╔óČčĘe│╔ą╬╦╝ŽļĄ─öĄūų╗»│╔ą╬╝╝ągĪŻ╦³╩Ū└¹ė├ļx╔ó/ČčĘeįŁ└Ē(╚ń─²╣╠Īó─zĮėĪó║ĖĮėĪó¤²ĮYĪóŠ█║Ž╗“Ųõ╦¹╗»īWĘ┤æ¬)üĒųŲįņ┴Ń╝■Ą─ĪŻŲõ╣żū„▀^│╠╩Ū═©▀^ļx╔ó½@Ą├ČčĘeĄ─┬ĘÅĮĪóŽ▐ųŲ║═ĘĮ╩ĮŻ¼═©▀^ČčĘeīó▓─┴Ž“»B╝ė”ŲüĒą╬│╔╚²ŠSīŹ¾wĪŻŪ§Ž╚į┌CAD▄ø╝■ŽĄĮyųą½@Ą├╚²ŠS─Żą═└ń╗“═©▀^£y┴┐āxŲ„£y╚Ī┴Ń╝■īŹ¾wĄ─▒Ē├µöĄō■Ż¼īóŲõ▐D╗»│╔╚²ŠS─Żą═Ż╗Ųõ┤╬īó─Żą═▀MąąöĄō■╠Ä└ĒŻ¼čž─│ę╗ĘĮŽ“(═©│Ż×ķZŽ“)īóCAD─Żą═ļx╔ó╗»Ż¼▀MąąŲĮ├µŪąŲ¼ĘųīėĪŻ
╚╗║¾īóļx╔óĄ├ĄĮĄ─Ęųīėą┼Žó┼c│╔ą╬╣ż╦ćģóöĄą┼ŽóŽÓĮY║ŽŻ¼▐DōQ×ķ┐žųŲ│╔ą╬ÖC╣żū„Ą─öĄ┐ž┤·┤aŻ¼═©▀^īŻė├Ą─CAMŽĄĮy┐žųŲ▓─┴ŽėąęÄ┬╔ĄžĪóŠ½┤_Ąž»B╝ėŲüĒČ°╗“ę╗éĆ╚²ŠSīŹ¾wųŲ╝■ĪŻ
3 Ąõą═┐ņ╦┘│╔ą╬╣ż╦ćĘĮĘ©
─┐Ū░┐ņ╦┘│╔ą╬╝╝ągĄ─╣ż╦ć┤“ĘĮĘ©ęčėą╩«ÄūĘNŻ¼╚ń╣Ō╣╠╗»Ę©Īó»BīėųŲįņĘ©Īó╝ż╣Ō¤²ĮYĘ©Īó╚█╚┌│┴ĘeĘ©Īóč┌─Ż╣╠╗»Ę©Īó╚²ŠSėĪ╦óĘ©ĪóćŖ┴ŽĘ©Ą╚ĪŻ▒╚▌^ų„┴„Ą─│╔ą═ĘĮĘ©Ęųäe╩ŪŪ░╩÷╦─ĘNĪŻ
3.1 ┴ó¾w╣Ō╣╠╗»
┴ó¾w╣Ō╣╠╗»(stereo lithography apparatusŻ¼║åĘQSLA)Ż¼ėųĘQ×ķ┴ó¾w╣Ō┐╠ĪŻSLA╣ż╦ć╩Ū╗∙ė┌ę║æB╣Ō├¶śõų¼Ą─╣ŌŠ█║ŽįŁ└Ē╣żū„Ą─ę║æB▓─┴Žį┌╠žČ©▓©ķL║═ÅŖČ╚Ą─ūŽ═Ō╣Ōšš╔õŽ┬čĖ╦┘░l╔·╣ŌŠ█║ŽĘ┤æ¬Ż¼▓─┴ŽÅ─ę║æB▐Dūā│╔╣╠æBĪŻSLA│╔ą═▀^│╠Ą─įŁ└ĒłDŻ¼╚ńłD1(a)╦∙╩ŠĪŻę║▓█ųą╩óØMę║æB╣Ō├¶śõų¼Ż¼╝ż╣Ō╩°į┌Ų½▐DńRū„ė├Ž┬Ż¼─▄į┌ę║æB▒Ē├µ╔ŽÆ▀├ĶŻ¼╣Ō³cÆ▀├ĶĄĮĄ─ĄžĘĮŻ¼ę║¾wŠ═╣╠╗»ĪŻ│╔ą═ķ_╩╝ĢrŻ¼╣żū„ŲĮ┼_į┌ę║├µŽ┬ę╗éĆ┤_Č©Ą─╔ŅČ╚Ż¼ę║├µ╩╝ĮK│÷ė┌╝ż╣ŌĄ─Š█Į╣ŲĮ├µŻ¼Š█Į╣║¾Ą─╣Ō░▀į┌ę║├µ╔ŽĮėėŗ╦ŃÖCĄ─ųĖ┴Ņų³cÆ▀├ĶĪŻ╝┤ų³c╣╠╗»ĪŻ«öę╗īėÆ▀├Ķ═Ļ│╔║¾Ż¼╬┤▒╗šš╔õĄ─ĄžĘĮ╚į╩Ūę║æBśõų¼ĪŻ╚╗║¾╔²ĮĄ┼_ĦäėŲĮ┼_Ž┬ĮĄę╗īėĖ▀Č╚Ż¼ęč│╔ą═Ą─īė├µ╔Žėų▓╝ØMę╗īėśõų¼Ż¼╣╬ŲĮŲ„īóš│Č╚▌^┤¾Ą─śõų¼ę║├µ╣╬ŲĮŻ¼╚╗║¾į┘▀MąąŽ┬ę╗īėĄ─Æ▀├ĶŻ¼ą┬╣╠╗»Ą─ę╗īė└╬╣╠Ąžš│į┌Ū░ę╗īė╔ŽŻ¼╚ń┤╦ųžÅ═ų▒ĄĮš¹éĆ┴Ń╝■ųŲįņ═Ļ«ģŻ¼Ą├ĄĮę╗éĆ╚²ŠSīŹ¾w─Żą═ĪŻ
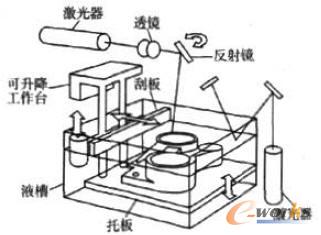
łD1(a) ┴ó¾w╣Ō╣╠╗»
SLAĘĮĘ©╩Ū─┐Ū░RP╝╝ągŅIė“ųąčąŠ┐Ą├ūŅČÓĄ─ĘĮĘ©Ż¼ę▓╩Ū╝╝ąg╔ŽūŅ×ķ│╔╩ņĄ─ĘĮĘ©ĪŻ
ę╗░Ńīė║±ūĪ(0.1Ī½0.15)mmŻ¼│╔ą╬Ą─┴Ń╝■Š½Č╚▌^Ė▀ĪŻČÓ─ĻĄ─蹊┐Ė─▀M┴╦Įž├µÆ▀├ĶĘĮ╩Į║═śõų¼│╔ą╬ąį─▄Ż¼╩╣įō╣ż╦ćĄ─╝ė╣żŠ½Č╚─▄▀_ĄĮ0.1mmŻ¼¼Fį┌ūŅĖ▀Š½Č╚ęč─▄▀_ĄĮ0.05mmĪŻĄ½▀@ĘNĘĮĘ©ę▓ėąūį╔ĒĄ─ŠųŽ▐ąįŻ¼▒╚╚ńąĶę¬ų¦ō╬Īóśõų¼╩š┐sī¦ų┬Š½Č╚Ž┬ĮĄŻ¼╣Ō├¶śõų¼ėąę╗Č©Ą─ČŠąįĄ╚ĪŻ
3.2 ĘųīėīŹ¾wųŲįņ
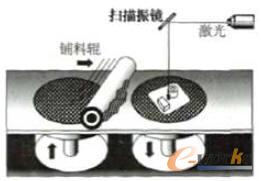
ĘųīėīŹ¾wųŲįņ╝╝ąg(laminated object manufacturingŻ¼║åĘQLOM)╩Ū═©▀^ī”▓Šą╬▓─┴Ž(╚ńĄū├µ═┐─zĄ─╝ł)▀Mąą╝ż╣ŌŪąĖŅ┼cš│║ŽĄ─ĘĮ╩ĮüĒą╬│╔┴Ń╝■Ą─Ż¼ėųĘQ×ķ»BīėīŹ¾wųŲįņĪŻ
╚ńłD1(b)╦∙╩ŠŻ¼Ųõ╣ż╦ć╩ŪŽ╚īóå╬├µ═┐ėą¤ß╚█─zĄ─╝ł═©▀^╝ė¤ß▌ü╝ėē║š│ĮYį┌ę╗ŲŻ¼┤╦Ģr╬╗ė┌Ųõ╔ŽĘĮĄ─╝ż╣ŌŲ„░┤ššĘųīėCAD─Żą═╦∙½@Ą├Ą─öĄō■Ż¼īó—īė╝łŪąĖŅ│╔┴Ń╝■Ą─ā╚═Ō▌å└╚Ż¼╚╗║¾ą┬Ą─ę╗īė╝łį┘»B╝ėį┌╔Ž├µŻ¼═©▀^¤ßē║čbų├Ż¼īóŽ┬├µęčĮøŪąĖŅĄ─īėš│║Žį┌ę╗ŲŻ¼╝ż╣Ōį┘┤╬▀MąąŪąĖŅĪŻ

łD1(b) ĘųīėīŹ¾wųŲįņ
ŪąĖŅĢr╣żū„┼_▀B└mŽ┬ĮĄŻ¼ŪąĖŅĄ¶Ą─╝łŲ¼╚į┴¶į┌įŁ╠ÄŻ¼Ųų¦ō╬║═╣╠╗»ū„ė├Ż¼╝łŲ¼Ą─ę╗░Ń║±Č╚(0.07Ī½0.1)mmĪŻįōĘĮĘ©╠ž³c╩Ū│╔ą═╦┘┬╩Ė▀Ż¼│╔▒ŠĄ═┴«ĪŻLOM╣ż╦ćų╗ĒÜį┌Ų¼▓─╔ŽŪąĖŅ│÷┴Ń╝■Įž├µĄ─▌å└¬Ż¼Č°▓╗ė├Æ▀├Ķš¹éĆĮž├µĪŻ
ę“┤╦│╔ą╬║±ĶĄ┴Ń╝■Ą─╦┘Č╚▌^┐ņŻ¼ęūė┌ųŲįņ┤¾ą═┴Ń╝■ĪŻ┴Ń╝■Ą─Š½Č╚▌^Ė▀(Ż╝0.15mm)ĪŻ╣ż╝■═Ō┐“┼cĮž├µ▌å└¬ų«ķgĄ─ČÓėÓ▓─┴Žį┌╝ė╣żųąŲĄĮ┴╦ų¦ō╬ū„ė├Ż¼╦∙ėąLOM╣ż╦ć¤oąĶ╝ėų¦ō╬ĪŻ
3.3 ▀xō±ąį╝ż╣Ō¤²ĮY
▀xō±ąį╝ż╣Ō¤²ĮY(selective laser sinteringŻ¼║åĘQSLS)┼cSLA╣ż╦ćį┌▓─┴ŽĪó╝ż╣ŌŲ„║═▓─┴Ž▀MĮoĘĮ╩Į╔Žėą▌^┤¾Ą─ģ^äeĪŻSLS│╔ą═▀^│╠Ą─įŁ└ĒłDŻ¼╚ńłD1(c)╦∙╩ŠĪŻ
łD1(c) ▀xō±ąį╝ż╣Ō¤²ĮY
į┌īė├µųŲįņ┼cųīėČčĘeĄ─▀^│╠ųąŻ¼ė├╝ż╣Ō╩°ėą▀xō±Ąžīó┐╔╚█╗»š│ĮYĄ─Įī┘Ę█─®╗“ĘŪĮī┘Ę█─®(╚ń╩»Ž×Īó╦▄┴ŽĪóśõų¼╔│Īó─ß²łĄ╚)ę╗īėīėĄžÆ▀├Ķ╝ė¤ßŻ¼╩╣Ųõ▀_ĄĮ¤²ĮY£žČ╚▓ó¤²ĮY│╔ą╬ĪŻ«öę╗īė¤²ĮY═Ļ║¾Ż¼╣ż╝■┼_ĮĄŽ┬ę╗īėĄ─Ė▀Č╚Ż¼õüŽ┬ę╗īėĄ─Ę█─®Ż¼į┘▀MąąĄ┌Č■īėĄ─Æ▀├ĶŻ¼ą┬¤²ĮYĄ─ę╗īė└╬╣╠Ąžš│ĮYį┌Ū░ę╗īėŻ¼╚ń┤╦ųžÅ═Ż¼ūŅ║¾¤²ĮY│÷┼cCAD─Żą═ī”æ¬Ą─╚²ŠSīŹ¾wĪŻ
▀@ĘN╣ż╦ćę¬ī”īŹą─▓┐Ęų▀Mąą╠Ņ│õ╩ĮÆ▀├Ķ¤²ĮYŻ¼ę“┤╦│╔ą╬Ģrķg▌^ķLĪŻ┐╔¤²ĮYĖ▓─ż╠š┤╔Ę█║═Ė▓─żĮī┘Ę█Ż¼Ą├ĄĮ│╔ą╬╝■║¾Ż¼īóųŲ╝■ų├ė┌╝ė¤ßĀtųąŻ¼¤²Ą¶ŲõųąĄ─š│ĮY䮯¼▓óį┌┐ūŽČųąØB╚ļ╠Ņ│õ╬’ĪŻ╦³Ą─ūŅ┤¾ā׳cį┌ė┌▀mė├▓─┴Ž║▄ÅVŻ¼╚ń─ß²łĪóŽ×ĪóABSĪóśõų¼Ė▓─ż╔░ĪóŠ█╠╝╦ßų¼ĪóĮī┘║═╠š┤╔Ę█─®Ą╚Č╝┐╔ęįū„×ķ¤²ĮYī”Ž¾ĪŻ
3.4 ╚█╚┌│┴Ęe│╔ą═
╚█╚┌│┴Ęe│╔ą═(fused deposition modelingŻ¼║åĘQFDM)ę▓ĘQĮzĀŅ▓─┴Ž▀xō±ąį╚█Ė▓Ż¼╗∙▒ŠįŁ└Ē╩ŪŻ║╝ė¤ßćŖŅ^į┌ėŗ╦ŃÖCĄ─┐žųŲŽ┬Ż¼Ė∙ō■Įž├µ▌å└¬ą┼Žóū„XYŲĮ├µ▀\äė║═Ė▀Č╚ZĘĮŽ“Ą─▀\äėĪŻĮz▓─(╚ń╦▄┴ŽĮzĪó╩»┼DĮzĄ╚)ė╔╣®ĮzÖCśŗ╦═ų┴ćŖŅ^Ż¼į┌ćŖŅ^ųą╝ė¤ßĪó╚█╗»Ż¼╚╗║¾▀xō±ąįĄž═┐Ė▓į┌╣żū„┼_╔ŽŻ¼┐ņ╦┘└õģs║¾ą╬│╔ę╗īėĮž├µ▌å└¬Ż¼īėīė»B╝ėūŅĮK│╔×ķ┐ņ╦┘įŁą═Ż¼│╔ą═▀^│╠Ą─įŁ└ĒŻ¼╚ńłD1(d)╦∙╩ŠĪŻė├┤╦Ę©┐╔ęįųŲū„Š½├▄ĶTįņė├Ž×─ŻĪóĶTįņė├─Ė─ŻĄ╚ĪŻ
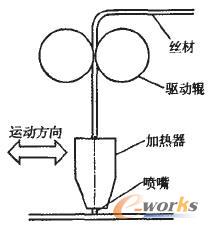
łD1(d) ╚█╚┌│┴ĘeųŲįņ
į┌CADįOėŗųąŻ¼┐╔ęįįOėŗ│÷ę╗éĆ═Ļš¹Ą─Ų„╝■Ż¼Ų„╝■ųąĄ─┴Ń╝■ė╔▓╗═¼▓─┴ŽĮM│╔Ż¼Ęųīė║¾Ą─▓─┴Žą┼Žóīóį┌├┐éĆīė├µųą¾w¼F│÷üĒĪŻį┌├┐ę╗īė├µ╔ŽŻ¼Ė∙ō■Ė„▓┐Ęų╦∙ąĶꬥ─▓─┴Žę¬Ū¾Ż¼ĘųäećŖ╔Ž╦∙ąĶ▓─┴ŽŻ¼▀@śėųīėųŲįņŠ═┐╔│╔ą╬│÷—éĆČÓĘN▓─┴ŽĄ─╚²ŠSīŹ¾wŲ„╝■ĪŻ▀@ĘN╝╝ąg┐╔į┌ę╗ą®ąĪą═Å═ļsĮYśŗŲ„╝■Ą─ę╗┤╬š¹¾wųŲįņųą╩╣ė├Ż¼Č°¤oąĶĘų╝■╝ė╣ż║═čb┼õŻ¼╩Ūę╗éĆ▓─┴Ž┼cĮYśŗę╗¾w╗»Ą─ĘĮĘ©Ż¼╩Ū░lš╣╬óÖCąĄųŲįņĄ─ę╗Ślėąą¦═ŠÅĮĪŻ
4 ė░Ēæ│╔ą═Š½Č╚Ą─╣ż╦ćę“╦ž
─┐Ū░Ąõą═Ą─╦─ĘN│╔ą═ųŲįņ╣ż╦ćŻ¼Ųõ╝ė╣żŠ½Č╚ę╗░Ńį┌±(0.1Ī½0.3)mmų«ķgŻ¼ų╗▀m║Žė┌ę¬Ū¾▓╗╩Ū║▄Ė▀Ą─ĄžĘĮŻ¼╚ńę╗░ŃĄ─ĶT╝■─Żą═ĪŻ▀@╦─ĘNĘĮĘ©Ė„ėąā׳cŻ¼ßśī”▓╗═¼▓─┴ŽŻ¼▀mæ¬▓╗═¼Ą─╝ė╣żŚl╝■Ż¼Ą½ę▓┤µį┌Ė„ūįĄ─╚▒Ž▌ĪŻ
SIA└¹ė├ūŽ═Ō╝ż╣Ō╩°šš╔õ▓ó╣╠╗»╣Ō├¶śõų¼ę║¾wĪŻŲõ╚▒³cų„ę¬╩ŪŻ║
╝ė╣żųąėą╬’ŽÓūā╗»Ż¼ę“Č°ūāą╬┤¾Ż╗ę║¾wųą│╔ą═┴Ń╝■ąĶę¬ų¦ō╬Ż¼╩╣╣ż╦ć▀^│╠Å═ļs╗»Ż╗ę║æBśõų¼│╔▒Š▌^Ė▀ĪŻ
LOM└¹ė├CO2╝ż╣Ō╩°ŪąĖŅ╝ł╗“Ųõ╦¹▓Ł▓─Ż¼▀@ĘN╣ż╦ćīėķgš│║Ž╦┘Č╚┬²Ż¼ė░Ēæ│╔ą═ą¦┬╩Ż╗Ūą╝łĢr╚▌ęū«a╔·╚╝¤²Ż¼«a╔·¤¤ēm╬█╚Š▓óė░Ēæ╝ė╣żŠ½Č╚Ż╗ÅU┴Ž▓╗ęūŪÕ│²Ż╗▓─┴Žōp║─║▄┤¾ĪŻ
FDM╩Ūę╗ĘNĘŪ╝ż╣Ō│╔ą═╝╝ągŻ¼╦³ė├ćŖūņćŖ│÷╚█╚┌ĀŅæB▓─┴Ž│õ╠ŅŲĮ├µČ°ą╬│╔Ų¼īėŻ¼ę“┤╦ćŖūņų▒ÅĮ║═ćŖ╔õ░l╔óĮŪų▒Įėė░Ēæ╝ė╣żŠ½Č╚Ż¼ćŖūņ╚▌ęūČ┬╚¹ł¾ÅUĪŻ
SLS└¹ė├CO2╝ż╣Ō╩°╚█╚┌ėąÖCĘ█─®▓─┴ŽŻ¼└õģs║¾╣╠╗»│╔īŹ¾wĪŻ╦³╦∙▀mė├Ą─▓─┴ŽÅVČ°ārĄ═Ż¼š²į┌╩▄ĄĮ╚╦éāįĮüĒįĮČÓĄ─ųžęĢĪŻĄ½╩Ū─┐Ū░ć°ā╚═ŌSLSČ╝▓╔ė├³cÆ▀├Ķ¤²ĮYĘĮ╩ĮŻ¼┤µį┌╝ė╣żą¦┬╩Ą═Ż╗╝ė╣żŠ½Č╚Ą═Īó▓╗─▄╝ė╣ż┤¾│▀┤ń╣ż╝■Ą╚╚▒³cĪŻ
╣ż╦ć║═įOéõā╔éĆĘĮ├µ╩Ū┐ņ╦┘│╔ą═Š½Č╚«a╔·š`▓ŅįOéõĄ─ų„ę¬üĒį┤Ż¼─┐Ū░ęčĮø▀Mąą┴╦ī”▒╚蹊┐Ż¼šęĄĮ┴╦ė░Ēæ│╔ą═Š½Č╚Ą─╣ż╦ć╝░įOéõę“╦žŻ¼╚ń▒Ē1Īó▒Ē2╦∙╩ŠĪŻ
▒Ē1 ė░Ēæ│╔ą═Š½Č╚Ą─╣ż╦ć╝░įOéõę“╦ž
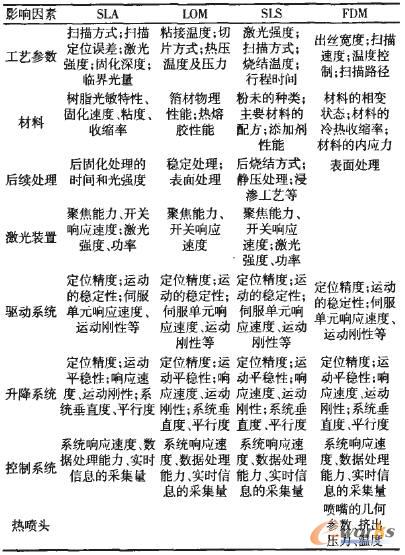
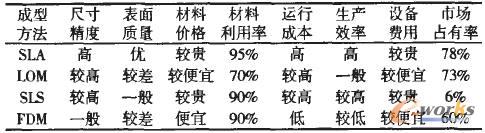
▒Ē2 ╦─ĘN│Żė├┐ņ╦┘│╔ą═╣ż╦ćĄ─▒╚▌^
5 ĮYšō
╩ūŽ╚ĮķĮB┴╦┐ņ╦┘│╔ą═ŅIė“╦─ĘNų„┴„Ą─╝ė╣żĘĮ░Ė╝░Ųõī”æ¬Ą─╝ė╣żįŁ└ĒŻ¼įö╝ÜĻU╩÷┴╦Ųõ╝ė╣ż▀^│╠ųą╦∙Š▀éõĄ─┐ņ╦┘ąį║═Ė▀Č╚╚ßąįĄ╚¼F┤·╗»ųŲįņ╠ž³cĪŻ╔Ņ╚ļ▒╚▌^┴╦╦─ĘNĄõą═│╔ą═╣ż╦ćĄ─▀mė├ŅIė“Īó╝ė╣ż│╔▒Š║═╝╝ągģóöĄĄ╚ųĖś╦Ż¼šę│÷ė░Ēæ│╔ŲĘŠ½Č╚Ą─╣ż╦ć╝░įOéõĘĮ├µę“╦ž▓óĘų╬÷Ė„ĘN│╔ą═╝╝ągĄ─ā׳c║═╚▒³cĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║┐ņ╦┘│╔ą═╝╝ąg╣ż╦ć╠ž³c╝░ė░Ē抽Č╚Ą─ę“╦ž
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401937108.html






















