



0 ę²čį
ļŖ’L╔╚╚~Ų¼╩ŪļŖ’L╔╚Ą─ų„ę¬ĮM│╔▓┐Ęųų«ę╗Ż¼╚~Ų¼Ą─Ū·├µ¼FĀŅ▌^×ķÅ═ļsŻ¼═¼Ģrę¬Ū¾╚~Ų¼┘|┴┐▌pŻ¼Ęų▓╝Š∙ä“Ż¼š¹éĆĮYśŗĄ─ī”ųąąį║├Ż¼ę“┤╦Ż¼ī”╚~Ų¼Ą─ę¬Ū¾▌^×ķć└Ė±ĪŻę╗░Ń╚~Ų¼Ą─▓─┴ŽČÓ▀xō±×ķ¤oČŠŻ¼¤o│¶Ż¼¤o╬ČĄ─Ė▀ĮYŠ¦Ą─Š█║Ž╬’ĪŻČ°Polypropylene AW564Š▀ėą┴╝║├Ą──═¤ßąįĪó╗»īWĘĆČ©ąįĪóļŖąį─▄Ą╚Ż¼╩Ū─┐Ū░╦∙ėą╦▄┴ŽųąūŅ▌pĄ─ŲĘĘNų«ę╗Ż¼ę“┤╦Ż¼╩ŪųŲįņ╚~Ų¼│Ż▀xō±Ą─▓─┴Žų«ę╗ĪŻė╔ė┌’L╔╚╚~Ų¼╔·«a┼·┴┐▌^┤¾Ż¼Č°─ŻŠ▀│╔ą═ĘĮ╩ĮŠ▀ėą╔·«aą¦┬╩Ė▀Ż¼«aŲĘ┘|┴┐ĘĆČ©Ż¼┐╔╣Ø╝s▓─┴Ž╝░╔·«a│╔▒ŠĄ╚╠ž³cŻ¼ę“┤╦╦▄┐Ų╚~Ų¼Č╝ė├ūó╦▄─Ż╔·«aĪŻé„ĮyĄ──ŻŠ▀įOėŗ┼c╝ė╣żų„ę¬╩Ūę└┐┐╣ż│╠╝╝ąg╚╦åTĄ─Įø“ׯ¼└¹ė├é„ĮyĄ─╝ė╣żĘĮĘ©Ż¼─ŻŠ▀ę¬Įø▀^ČÓ┤╬Ą─Ę┤Å═įć“×║¾▓┼─▄═Č╚ļ╔·«aŻ¼Č°ŪęųŲįņ│÷üĒĄ──ŻŠ▀Š½Č╚Ą═Ż¼įOėŗų▄Ų┌ķLŻ¼│╔▒Š▌^Ė▀ĪŻļSų°CAD/CAPP/CAM╝╝ągĄ─▓╗öÓ░lš╣Ż¼╚~Ų¼Ą─įOėŗ┼cųŲįņ╝╝ągėą┴╦║▄┤¾Ą─Ė─▀MĪŻ▒Š╬─└¹ė├ć°«aĄ─ų„┴„▄ø╝■CAXAū„×ķCAD/CAPP/CAMĄ─▄ø╝■ŁhŠ│Ż¼ī”«aŲĘ▀MąąįOėŗŻ¼ūó╦▄─Ż╔·│╔Ż¼─ŻŠ▀╝ė╣żĄ─╣ż╦ćįOėŗęį╝░Ę┬šµ╝ė╣żŻ¼£╩┤_┐╔┐┐Ż¼īŹ¼F┴╦CAD/CAPP/CAMĄ─┐ņ╦┘╗»ųŲįņ╝╝ągĪŻ
1 ╚~Ų¼┼c─ŻŠ▀ą═Ū╗Ą─CAD▀^│╠
’L╔╚╚~Ų¼Ą─«aŲĘÅ─įOėŗĄĮ╝ė╣ż▀^│╠Ą─╗∙▒Š┴„│╠╚ńłD1╦∙╩ŠĪŻ
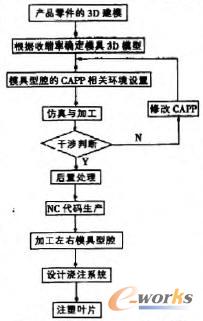
łD1 ╚~Ų¼įOėŗ┼c╝ė╣ż▀^│╠Ą─╗∙▒Š┴„│╠łD
1.1 ╚~Ų¼Ą─Į©─Ż ╚~Ų¼Į©─ŻĄ─ų„ę¬å¢Ņ}╩Ū╚~Ų¼Ą─┐šķgĮYśŗ¼FĀŅŻ¼ī”ė┌┐šķgūįė╔Ū·├µŻ¼┐╔└¹ė├žÉČ„╦╣╠ž(Bernstein)╗∙║»öĄĪŻ
╚²┤╬BezierŪ·ŠĆČ╬▒Ē╩Š×ķ
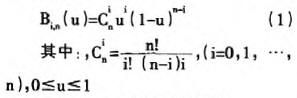
└¹ė├žÉČ„╦╣╠ž╗∙║»öĄBiŻ¼n(u)Ż¼BjŻ¼m(V)Ż¼┐╔śŗ│╔ę╗ÅłŪ·├µŻ¼įōŪ·├µ×ķn×mŠSBezierŪ·├µĪŻūįė╔Ū·├µĄ─Į©─ŻŠ═╩Ū░┤šš╔Ž╩÷įŁ└ĒīóŪ·├µ▀MąąäØĘų×ķę╗ŽĄ┴ąŪ·├µŲ¼Ż¼└¹ė├▀BĮėŚl╝■╔·│╔š¹¾wŪ·├µŻ¼į┘└¹ė├CAXAųŲįņ╣ż│╠Ĥ╗“CAXAīŹ¾wįOėŗ▄ø╝■(ęįŽ┬Ą─įOėŗČ╝╩ŪęįCAXAųŲįņ╣ż│╠Ĥ▄ø╝■×ķŲĮ┼_)Ż¼┐╔ęį║▄┐ņĄ─░č’L╔╚Ą─╚²ŠSŪ·├µ┼cīŹ¾w▀MąąĮ©─Ż(─Żą═╚ńłD2╦∙╩Š)Ż¼Į©─Ż▀^│╠║åå╬Īó┐ņĮ▌ĪŻ
łD2 ’L╔╚Ą─╚²ŠS─Żą═
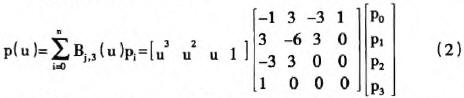
1.2 ─ŻŠ▀╔ŽŽ┬ą═Ū╗Ą─╔·│╔ └¹ė├Ū·├µ┼cīŹ¾wįņą═Ż¼Ė∙ō■ę¬Ū¾▀MąąįOėŗŻ¼įOėŗ║├Ą─╚~Ų¼Ż¼└¹ė├įō▄ø╝■┐╔ęį▀Mąą─ŻŠ▀Ą─ūįäė╔·«aŻ¼į┌╔·│╔─ŻŠ▀Ū░Ż¼ė╔ė┌╦▄┴ŽųŲŲĘį┌ūó╚ļą═Ū╗└õģs║¾ėąę╗Č©Ą─╩š┐s┬╩Ż¼ę“┤╦Ż¼į┌ųŲéõą═Ū╗Ģr(ęįŽ┬Č╝ęį─ŻŠ▀Ą─ū¾ą═Ū╗×ķ└²)Ż¼ī”įOėŗ║├Ą─╚~Ų¼▀MąąĘ┼śėĪŻ▓╗═¼Ą─▓─┐ŲŻ¼Ųõ╩š┐s┬╩▓╗═¼Ż¼▒Ē1Įo│÷┴╦▓┐Ęų│Żė├╦▄┴ŽĄ─╩š┐s┬╩ĪŻī”Ę┼śė║¾Ą─┴Ń╝■┼cįOėŗ║├Ą─├½┼„Ż¼└¹ė├▄ø╝■ųąūįĦĄ─▓╝Ā¢▀\╦ŃŻ¼┐╔ęįūįäėĄ─╔·│╔─ŻŠ▀Ą─╔ŽŽ┬ą═Ū╗Ż¼╗“Ž╚╔·│╔░³║¼įOėŗ║├Ą─┴Ń╝■├½┼„Ż¼└¹ė├▄ø╝■ųąŠ▀ėąĄ─ķ_─Ż╣”─▄Ż¼ūįäė╔·│╔╔ŽŽ┬ą═Ū╗Ż¼─ŻŠ▀Ą─╔ŽŽ┬ą═Ū╗╚ńłD3ĪółD4╦∙╩ŠĪŻ
▒Ē1 │Żė├╦▄┴ŽĄ─╩š┐s┬╩
łD3 ─ŻŠ▀╔Žą═Ū╗
łD4 ─ŻŠ▀Ž┬ą═Ū╗
2 ─ŻŠ▀ą═Ū╗Ą─CAPP
ą═Ū╗Ą─CAPP▀^│╠╩ŪĖ∙ō■įOėŗ│÷«aŲĘĄ─ĮY╣¹Ż¼ī”«aŲĘĄ─╝ė╣żĘĮĘ©┼c╝ė╣ż▀^│╠Ą─įOėŗĪŻę╗░ŃüĒšfŻ¼CAPPįOėŗ░³║¼ęįŽ┬Ą─ā╚╚▌Ż║├½┼„Ą─įOėŗĪó╝ė╣żĘĮĘ©Ą─▀xō±Īó╣żą“įOėŗĪó╣ż╦ć┬ĘŠĆųŲČ©Ą╚ĪŻŲõųąŻ¼╣żą“įOėŗ░³║¼╝ė╣żįOéõ║═╣żčbĄ─▀xė├Īó╝ė╣żėÓ┴┐ĪóŪąŽ„ė├┴┐ĪóÖC┤▓┼cĄČŠ▀Ą─▀xō±Ą╚ĪŻ
2.1 ├½┼„Ą─įOėŗ ├½┼„ą╬╩Įų„ę¬Ęų×ķįŁą═▓─ĪóÕæįņ╝■ĪóĶTįņ╝■Īó║ĖĮė╝■Īóø_ē║╝■Ą╚Ż¼Ė∙ō■įō─ŻŠ▀Ą─┴”īWąį─▄ĪóĮYśŗą╬ĀŅ║══Ō└¬│▀┤ńęį╝░╔·«aĄ─┼·┴┐Ą─ę¬Ū¾Ą╚Ż¼įō─ŻŠ▀ę¬Ū¾Š½Č╚▌^Ė▀Ż¼ę“┤╦Ż¼└¹ė├8CRMn║ŽĮõōĄ─Õæ╝■×ķ├½┼„╝■Ż¼├½┼„Ą─¼FĀŅ┼c│▀┤ńĖ∙ō■įOėŗĄ─«aŲĘ┤¾ąĪŻ¼ģóšš─ŻŠ▀įOėŗ╩ųāį┤_Č©ĪŻį┌įOėŗųąŻ¼└¹ė├▄ø╝■▒Š╔ĒĄ─╣”─▄┼cŽÓĻPģóöĄĄ─Ė─ūāüĒ═Ļ│╔├½┼„Ą─įOėŗĪŻįOėŗ║├Ą─├½┼„ū„×ķ╔·«a├½┼„└¬ą╬┼c│▀┤ńĄ─ę└ō■ĪŻ
2.2 ╝ė╣żĘĮĘ©Ą─▀xō± Ė∙ō■┴Ń╝■Ą─╝ė╣żąį┘|║═ū„ė├▓╗═¼Ż¼╣ż╦ć▀^│╠ę╗░ŃĘų×ķ┤ų╝ė╣żĪó░ļŠ½╝ė╣żĪóŠ½╝ė╣ż┼c╣Ōš¹╝ė╣żÄūéĆļAČ╬Ż¼į┌▄ø╝■ŽĄĮyųąŻ¼ėą┤ų╝ė╣żĪóŠ½╝ė╣żĄ╚ČÓĘN╝ė╣żŅÉą═Ż¼├┐ĘNŅÉą═ųąėų┤µį┌ČÓĘN╝ė╣żĘĮĘ©ĪŻĖ∙ō■╝ė╣żĄ─╠ž³c░┤šš╝ė╣żļAČ╬äØĘųŻ¼▀Mąą╝ė╣żĘĮĘ©▀xō±Ż¼╝ė╣żųąąĶę¬▀Mąą┤ų╝ė╣żŻ¼į┘▀MąąŠ½╝ė╣żĪŻČ■ĘN╝ė╣żŅÉą═ųąŻ¼░┤šš┴Ń╝■Ą─¼FĀŅ┼c╠ž³c▀Mąą▀xō±Ż¼į┌┤ų╝ė╣żļAČ╬▀xō±Ą╚Ė▀┤ų╝ė╣żŻ¼Š½╝ė╣żļAČ╬▀xō±Ą╚Ė▀Š½╝ė╣żĪŻ
2.3 ╣żą“įOėŗ ó┘ÖC┤▓Ą─▀xō±Ż║▀xō±ÖC┤▓Ģræ¬┐╝æ]ęįŽ┬ÄūĘĮ├µŻ║1)ÖC┤▓Ą─╝ė╣żĘČć·æ¬┼c┴Ń╝■Ą─═Ō└¬│▀┤ńŽÓ▀mæ¬Ż╗2)ÖC┤▓Ą─╣żū„Š½Č╚ę¬┼c▒Š╣żą“Ą─╝ė╣żŠ½Č╚ŽÓ▀mæ¬Ż║3)ÖC┤▓Ą─╔·«aą¦┬╩æ¬┼c┴Ń╝■Ą─╔·«aŅÉą═ŽÓ▀mæ¬Ż╗4)▀xō±ÖC┤▓įOéõę¬ęį▄ćķgĄ─¼FėąįOéõ×ķų„ĪŻ╝ė╣żųą▀xō±Ą─ÖC┤▓╩Ū┼c▄ø╝■╣”─▄ŽÓ┼õ╠ūĄ─öĄ┐žŃŖ┤▓Ż¼ÖC┤▓┼cCAD/CAPP/CAMŽĄĮyų«ķg┐╔═©▀^¤oŠĆ▀BĮėŻ¼īŹ¼FŠWĮj╗»DNC╣”─▄ĪŻó┌ŖAŠ▀Ą─▀xō±Ż║į┌╔·«a┼·┴┐▓╗┤¾Ą─ŪķørŽ┬Ż¼æ¬▒M┴┐▀xė├═©ė├ŖAŠ▀Ż¼╚ń╩Ū┤¾┼·Īó╚«┴┐╔·«aĢrŻ¼æ¬░┤╣żą“ę¬Ū¾Ż¼įOėŗŽÓæ¬Ą─īŻė├ŖAŠ▀ĪŻ─ŻŠ▀╝ė╣żī┘ė┌å╬╝■╔·«aŅÉą═Ż¼ę“┤╦▀xō±═©ė├Ą─ŖAŠ▀ĪŻó█╝ė╣żėÓ┴┐Ż║╝ė╣żėÓ┴┐Ęų╣żą“ėÓ┴┐┼c╝ė╣ż┐éėÓ┴┐Ż¼╝ė╣ż┐éėÓ┴┐╩Ū├½┼„│▀┤ń┼c┴Ń╝■łDĄ─įOėŗ│▀┤ńų«▓ŅŻ¼ė├zbo▒Ē╩ŠŻ¼╣żą“ėÓ┴┐╩ŪŽÓÓÅā╔╣żą“Ą─│▀┤ńų«▓ŅŻ¼ė├zbi▒Ē╩ŠŻ¼╣żą“ėÓ┴┐┼c┐é┼c┴┐ķgĄ─ĻPŽĄ×ķ

╩ĮųąŻ║n-╣żą“╗“╣ż▓ĮĄ─öĄ─┐ĪŻ
╣żą“│▀┤ńĪó├½┼„│▀┤ń╝░┐éėÓ┴┐Ą─ėŗ╦Ń┐╔ęįģóššÖCąĄųŲįņ╣ż╦ćįOėŗ║å├„╩ųāįĪŻį┌CAD/CAPP/CAMŽĄĮyųąŻ¼▀xō±╝ė╣żŅÉą═┼c╝ė╣żĘĮĘ©Ż¼Ž╚▀xō±┤ų╝ė╣żĄ─Ą╚Ė▀ŠĆ┤ų╝ė╣żŻ¼į┘▀xō±Š½╝ė╣żĄ─Ą╚Ė▀ŠĆŠ½╝ė╣żĪŻīó╝ė╣żģóöĄĪóŪąŽ„ė├┴┐Īó╝ė╣ż▀ģĮńĪóŪą╚ļŪą│÷ĪóĄČŠ▀ģóöĄ┼cŽ┬ĄČĘĮ╩ĮĄ╚ā╚╚▌░┤šš╣ż╦ćę¬Ū¾▀Mąą┤_Č©═Ļ│╔Ż¼CAPPĄ─įOėŗ▀^│╠ę▓ŽÓæ¬Ą─═Ļ│╔Ż¼ŽÓæ¬Ą─ĄČŠ▀▄ē█E┐╔ę╗▓ó╔·│╔ĪŻ
3 Ę┬šµ┼c╝ė╣ż
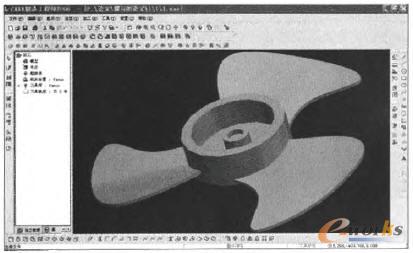
░┤ššęį╔ŽĄ─▀^│╠Ż¼┐╔ęį╔·│╔─ŻŠ▀┴Ń╝■Ą─╝ė╣ż▄ē█EŻ¼×ķ┴╦Ė³║├Ą─š╣╩ŠīŹļH╝ė╣ż│÷Ą──ŻŠ▀ą¦╣¹Ż¼┐╔ęį▀Mę╗▓Į▀Mąą─ŻöMĘ┬šµŻ¼łD5×ķĄČŠ▀Ą─╝ė╣ż▄ē█EŻ¼łD6×ķ┤ų╝ė╣żĘ┬šµĮY╣¹Ż¼łD7×ķŠ½╝ė╣żĘ┬šµĮY╣¹Ż¼į┌╝ė╣żĘ┬šµ▀^│╠ųąŻ¼┐╔▀MąąĄČŠ▀╝ė╣żĄ─Ė╔╔µÖz▓ķŻ¼╚ńėąĖ╔╔µŻ¼ųžą┬▀xō±CAPPĄ─▀^│╠Ż¼╚ń▓╗┤µį┌Ė╔╔µŻ¼į┘Įø║¾ų├╠Ä└ĒŻ¼ų▒Įė╔·│╔NC┤·┤a(ė╔ė┌šZŠõ╠½ČÓŻ¼╣╩╩Ī┬į)Ż¼▀Mąą«aŲĘ╝ė╣żĪŻ
łD5 Ę┬šµ╝ė╣żĄ─ĄČŠ▀▄ē█E

łD6 ─ŻŠ▀┤ų╝ė╣żĘ┬šµ
łD7 ─ŻŠ▀Š½╝ė╣żĘ┬šµ
ęį╔Ž╩Ūęį╣╠Č©Ą─ū¾ą═Ū╗×ķ└²Ż¼ī”ėęą═Ū╗Ż¼┐╔ęį░┤šš═¼śėĄ─▀^│╠┼cĘĮĘ©Ż¼Ą├│÷Ųõ╝ė╣ż┼cĘ┬šµĮY╣¹Ż¼łD8╝ė╣ż║¾─ŻŠ▀ęį╝░«aŲĘĄ─ą¦╣¹łDĪŻ
łD8 ╝ė╣żčb┼õą¦╣¹łD
4 ĮYšō
═©▀^ęįć°ā╚ų„┴„Ą─CAXA▄ø╝■Ż¼└¹ė├ėąĻP└ĒšōŻ¼ī”ÖCąĄ«aŲĘ▀MąąįOėŗŻ¼╣ż╦ć▀xō±┼c╝ė╣ż┼cĘ┬šµŻ¼īŹ¼F┴╦CAD/CAPP/CAMę╗¾w╗»Ą─▀^│╠Ż¼į┌ą┬«aŲĘķ_░lųąŻ¼┼cīŹļH╔·«a╝ė╣żęį╝░ŽÓ▒╚Ż¼╣Ø╝s┴╦ĢrķgŻ¼═¼Ģr╩╣įOėŗĮY╣¹Ė³╝ėŠ½┤_Ż¼═Ļ├└ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌CAXAŁhŠ│Ž┬ļŖ’L╔╚╚~Ų¼CAD/CAPP/CAM╝╝ąg蹊┐
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401937307.html






















