



1.CAPPŽĄĮy║å╩÷
CAPP(computer aided process planningŻ¼ėŗ╦ŃÖC▌oų·╣ż╦ć▀^│╠įOėŗ)Ą─ū„ė├╩Ū└¹ė├ėŗ╦ŃÖCüĒ▀Mąą┴Ń╝■╝ė╣ż╣ż╦ć▀^│╠Ą─ųŲėåŻ¼░č├½┼„╝ė╣ż│╔╣ż│╠łD╝ł╔Ž╦∙ę¬Ū¾Ą─┴Ń╝■ĪŻ╦³╩Ū═©▀^Ž“ėŗ╦ŃÖC▌ö╚ļ▒╗╝ė╣ż┴Ń╝■Ą─Äū║╬ą┼Žó(ą╬ĀŅĪó│▀┤ńĄ╚)║═╣ż╦ćą┼Žó(▓─┴ŽĪó¤ß╠Ä└ĒĪó┼·┴┐Ą╚)Ż¼ė╔ėŗ╦ŃÖCūįäė▌ö│÷┴Ń╝■Ą─╣ż╦ć┬ĘŠĆ║═╣żą“ā╚╚▌Ą╚╣ż╦ć╬─╝■Ą─▀^│╠ĪŻ

łD1 CAPPŽĄĮyĮM│╔
2.äō│╔╩ĮCAPP╣ż╦ćöĄō■ÄņĄ─Į©┴ó
äō│╔╩ĮCAPP╣ż╦ćöĄō■Äņ░³║¼įSČÓę¬╦žŻ¼└²╚ńŻ║╝ė╣żĘĮĘ©Ż¼╝ė╣żĒśą“Ą─┤_┴óŻ¼┴Ń╝■├½┼„▓─┴ŽŻ¼╣ż╝■¤ß╠Ä└Ē╣ż╦ćŻ¼ÖC┤▓ĄČŠ▀▀xō±Ą╚Ą╚ĪŻ▒Š╬─╩Ūæ¬ė├C++ģRŠÄšZčįŻ¼╩┬Ž╚į┌ACCESSųąäōĮ©ČÓéĆöĄō■Äņ▒ĒĖ±Ż¼æ¬ė├C++Builder▄ø╝■Ż¼ī”ACCESS▀Mąąš{ė├Ż¼į┌ī”š{│÷Ą─ą┼Žó▀MąąŠÄ▌ŗ║═║Y▀x╠Ä└ĒŻ¼▀x│÷ūŅ╝č╝ė╣ż╣ż╦ćĘĮĘ©ĪŻ╝ė╣żµ£Ą─▀x╚Ī═¼Ģrģó┐╝┴╦ĮøØ·Š½Č╚Ą╚╝ē(IT)Ż¼▒Ē├µ┤ų▓┌Č╚Ra(um)║═▀mė├ĘČć·Ą─Śl╝■Ż¼▀x╚ĪūŅ╝čĄ─╝ė╣żĘĮ░ĖŻ¼Ž┬├µęįę╗éĆ═ŌłA▒Ē├µ╝ė╣żĘĮ░Ė▒ĒĖ±×ķ└²Ż║╩ūŽ╚▀M╚ļACCESS▄ø╝■Ż¼äōĮ©▒ĒŻ¼▀MąąūųČ╬įOėŗ╚ńŽ┬Ż║

łD2 ═ŌłA▒Ē├µ╝ė╣żĘĮ░Ė
3.äō│╔╩ĮCAPPŽĄĮyĄ─╣ż╦ćįOėŗ
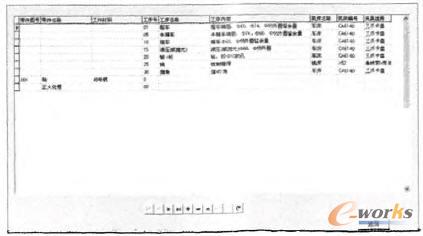
3.1 ┴Ń╝■├½┼„Ą─▀xō±
╣ż╦ćįOėŗĢrŻ¼═∙═∙╩ūŽ╚ę¬ī”┴Ń╝■Ą─├½┼„ŅÉą═ū÷│÷▀xō±Ż¼├½┼„ŅÉą═Ą─┤_Č©ų„ę¬╩▄┴Ń╝■Ą─ųž┴┐Īó┼·┴┐Īó▓─┴Ž║═ĮYśŗĄ╚ę“╦žĄ─ė░ĒæĪŻ
3.2 ┴Ń╝■╠žš„Ą─äØĘų
ī”┴Ń╝■łDĄ─Ęų╬÷Ż¼ūŅųžę¬Ą─Š═╩Ūī”┴Ń╝■╠žš„Ą─įö╝ÜäØĘųŻ¼ę“×ķ┴Ń╝■Ą─╠žš„ų▒Įėī”æ¬ų°║¾└mĄ─┴Ń╝■╝ė╣żµ£Ą─╔·│╔ĪŻę└šš┴Ń╝■łDŻ¼ī”┴Ń╝■▀Mąąįö╝ÜĄ─╠žš„äØĘųŻ¼▓╗ę¬▀z┬®ĪŻ
3.3 ┴Ń╝■Äū║╬ą┼ŽóĄ─ŅA╠Ä└Ē
ų„ꬥ─ŅA╠Ä└Ē╩ŪŻ║īó▌ö╚ļ┴Ń╝■┐é¾wą┼Žóųą▌SŽ“ūŅ┤¾│▀┤ńĪóÅĮŽ“ūŅ┤¾│▀┤ń║═▓─┴Ž├▄Č╚▐DōQ│╔╣ż╦ćøQ▓▀╦∙ąĶĄ─┴Ń╝■ųž┴┐┤·╠¢║═ķLÅĮ▒╚Ż╗▓─┴ŽŅÉą═▐DōQ│╔ŽÓæ¬Ą─▓─┴ŽŅÉą═┤·╠¢Ż╗īó▌ö╚ļ┴Ń╝■Äū║╬ą┼ŽóųąĄ─│▀┤ń╣½▓Ņ░┤ć°ś╦▐DōQ│╔ś╦£╩╣½▓ŅĄ╚╝ēĪŻ
3.4 ╝ė╣żµ£Ą─╔·│╔
ī”Ą┌ę╗éĆ▒Ē├µ╠žš„ŲĮ├µüĒ▀Mąą╝ė╣żµ£╔·│╔ĪŻ
ĘĮĘ©Ż║╩ūŽ╚╩Ūį┌ACCESSųąäōĮ©ŲĮ├µ╝ė╣żĘĮ░ĖŻ¼▒Ż┤µĪŻ▀M╚ļC++Builder▄ø╝■▀\ė├c++ģRŠÄšZčįŻ¼üĒ═Ļ│╔╝ė╣żµ£Ą─š{ė├ĪŻ
ė├ifšZŠõŻ¼į┌ī”įÆ┐“ųą░▓čb┴Ń╝■ą┼Žó║═ę¬Ū¾▌ö╚ļ┴Ń╝■Ą─ą┼ŽóŻ¼³cō¶╝ė╣żĘĮ░Ė░┤ŌoŻ¼╝╚┐╔ūįäė╔·«aī”æ¬Ą─╝ė╣żµ£Ż¼į┌³cō¶š{╚╦╣ż╦ć┐©Ż¼ätįō╝ė╣żµ£┐╔┤µ╚╦╣ż╦ć┐©ųąĪŻ╚ń╚¶▌ö╚ļÕeš`Ż«┐╔³cō¶ųžą┬▌ö╚ļ░┤ŌoŻ¼į┘┤╬▌ö╚ļöĄō■ĪŻ═Ļ│╔║¾Ż¼┐╔³cō¶ĘĄ╗ž░┤ŌoŻ¼ĘĄ╗žĄĮų„Ēō├µĪŻ
3.5 ╝ė╣żļAČ╬Ą─äØĘų
┬ĘŠĆ░┤╣żą“ąį┘|Ą─▓╗═¼Ż¼ę╗░Ń┐╔äØĘų×ķ╦─éĆ╝ė╣żļAČ╬Ż¼╝┤┤ų╝ė╣żļAČ╬Īó░ļŠ½╝ė╣żļAČ╬ĪóŠ½╝ė╣żļAČ╬║═│¼Š½╝ė╣żļAČ╬ĪŻ┴Ń╝■ę└┤╬░┤ļAČ╬╝ė╣żŻ¼ėą└¹ė┌Ž¹│²╗“£p╔┘ūāą╬ī”Š½Č╚Ą─ė░ĒæŻ¼▒▄├Ōęč╝ė╣ż▒Ē├µ╩▄ĄĮōpé¹Ż¼▒Ńė┌╝░įń░l¼F╣ż╝■ā╚▓┐╚▒Ž▌Ż¼║Ž└Ē▀xō±įOéõ▓óėą└¹ė┌▄ćķgįOéõĄ─▓╝ų├ĪŻ╣ż╦ć┬ĘŠĆ╩ŪʱäØĘųļAČ╬Ż¼ęį╝░äØĘųĄ─ć└Ė±│╠Č╚Ż«ų„ę¬ė╔╣ż╝■Ą─ūāą╬ī”Š½Č╚Ą─ė░Ēæ│╠Č╚üĒ┤_Č©Ż¼į┌äØĘų┴╦╝ė╣żļAČ╬║¾Ż¼Š═┤_Č©┴╦Ė„▒Ē├µ╝ė╣żĘĮĘ©Ą─┤¾ų┬Ēśą“ĪŻ
3.6 ╝ė╣ż╗∙£╩Ą─┤_Č©
į┌įOėŗ╣ż╦ć┬ĘŠĆĢrŻ¼ųžę¬å¢Ņ}ų«ę╗╩Ūę¬┐╝æ]╬╗ų├Š½Č╚Ą─▒ŻūCå¢Ņ}Ż¼į┌┴Ń╝■łDųąŻ¼═©▀^įOėŗ╗∙£╩║═įOėŗ│▀┤ńüĒ▒Ē▀_Ė„▒Ē├µĄ─╬╗ų├ę¬Ū¾ĪŻį┌╝ė╣żĢrŻ¼╩Ū═©▀^įŁ╩╝╗∙£╩╝░įŁ╩╝│▀┤ńüĒ▒ŻūC▀@ą®╬╗ų├ę¬Ū¾Ą─Ż¼Č°įŁ╩╝│▀┤ńĘĮŽ“╔ŽĄ─╬╗ų├Ż¼į┌╝ė╣żĢrė╔Č©╬╗╗∙£╩üĒ┤_Č©Ą─Ż╗╝ė╣ż║¾╣ż╝■╔ŽĖ„▒Ē├µķgĄ─╬╗ų├╩Ū═©▀^£y┴┐╗∙£╩üĒ▀MąąÖz“ץ─ĪŻę“┤╦Ż¼╗∙£╩▀xō±ų„ę¬čąŠ┐Ą─╩Ū╝ė╣ż▀^│╠Ą─▒Ē├µ╬╗ų├Š½Č╚╝░Ųõ▒ŻūCĘĮĘ©ĪŻī”ė┌╗ž▐D¾w┴Ń╝■Č°čįŻ¼Č©╬╗╗∙£╩Ą─▀xō±ę╗░ŃꬊC║Ž┐╝æ]┴Ń╝■Ą─Š▀¾wŅÉą═Īó╝ė╣ż▒Ē├µ▒ĒŅÉą═╝░╦∙╠ÄĄ─╝ė╣żļAČ╬üĒ┤_Č©ĪŻ
3.7 ╣żą“╝»ųą┼cĘų╔ó
é„ĮyĄ─ęįīŻė├ÖC┤▓ĪóĮM║ŽÖC┤▓×ķų„¾wĮMĮ©Ą─┴„╦«╔·«aŠĆĪóūįäė╔·«aŠĆ╗∙▒Š╩Ū░┤╣żą“Ęų╔óįŁätĮM┐Ś╣ż╦ć▀^│╠Ą─Ż¼▀@ĘNĮM┐ŚĘĮ╩Į┐╔ęįīŹ¼FĖ▀╔·«a┬╩╔·«aŻ¼Ą½ī”«aŲĘĖ─ą═Ą─▀mæ¬ąį▌^▓ŅŻ¼▐D«a▒╚▌^└¦ļyĪŻ▓╔ė├öĄ┐žÖC┤▓║═╝ė╣żųąą─╝ė╣ż┴Ń╝■Č╝░┤╣żą“╝»ųąįŁätĮM┐Ś╣ż╦ć▀^│╠Ż¼ļm╚╗įOéõĄ─ę╗┤╬ąį═Č┘Y▌^Ė▀Ż¼Ą½ė╔ė┌┐╔ųžĮM╔·«aĄ──▄┴”▌^ÅŖŻ¼╔·«a▀mæ¬ąį║├Ż¼▐D«aŽÓī”╚▌ęūŻ¼╚į╚╗╩▄ĄĮįĮüĒįĮČÓĄ─ųžęĢĪŻ
3.8 ╔·│╔╣ż╦ć▀^│╠┐©
«öęį╔ŽĖ„▓Į¾Eł╠ąą═Ļ║¾Ż¼ąĶę¬▀Mąą╝ė╣żĒśą“Ą─░▓┼┼ęįūŅĮK▌ö│÷╣ż╦ć▀^│╠╬─╝■ĪŻ├┐éĆ╠žš„ī”æ¬Ą─╝ė╣żµ£╔·│╔║¾Ż¼ęčĮøų▒Įėīóī”æ¬Ą─╝ė╣żµ£š{╚ļĄĮACCESSųąę╗éĆ┐š░ūĄ─ą┬▒ĒĪČ╣ż╦ć┐©ĪĘųąŻ¼▓ó▀x╚ļ┴╦ŽÓæ¬Ą─ÖC┤▓║═╦∙╝ė╣żą╬├µĄ─├¹ĘQĪóŠÄ┤a┼cīė┤╬╠¢ĪŻĄ½╩Ū╝ė╣żµ£ųą▀Ć╩ŪėąųžÅ═║═ø_═╗Ą─▓┐ĘųŻ¼▀@▀Ć╩Ūę¬═©▀^Ė³Ė▀╝ēĄ─öĄō■ÄņüĒ▀Mąąā׎╚Ą╚╝ēĄ─┼ąöÓŻ¼▀@└’ė╔ė┌╝╝ąg╦∙Ž▐Ż¼▀Ć▓╗─▄ĄĮ▀_ūŅā×┼┼┴ąĪŻ┴Ń╝■Ą─╝ė╣ż╩Ūė╔┤ųĄĮŠ½Ą─▀^│╠Ż¼ė├üĒųĖī¦┴Ń╝■╝ė╣żĄ─╣ż╦ćęÄ│╠╬─╝■Ż¼▓╗āHę¬ęÄČ©├┐ę╗Ą└Ż¼ÅSą“Ą─ā╚╚▌Č°Ūęę¬ųĖ├„Ė„įŌ╣żą“ķgŽ╚║¾Ēśą“ĪŻūŅĮK▀Ć╩Ūę¬ī”╝ė╣żĄ─Ēśą“║═├┐┤╬╝ė╣żĄ─ā╚╚▌▀Mąą╚╦╣żŠÄ▌ŗŻ¼▀_ĄĮūŅā×╣ż╦ć┐©Ą─╔·│╔ĪŻ
4.ŽĄĮyĄ─▀\ąą║═įuār
4.1 ŽĄĮyĄ─▀\ąą
┤“ķ_C++Builder▄ø╝■Ż¼┐╔Ė∙ō■┴Ń╝■ą┼Žó▀xō±╣żŠ▀Ö┌ųąĖ„éĆ▀xĒŚŻ¼▀M╚ļ╝ė╣żµ£╔·│╔┤░┐┌Ż¼░┤šš┴Ń╝■łD╔Ž╦∙Įo│÷Ą─┴Ń╝■ą┼Žóī”Įń├µ▌ö╚ļ╦∙ąĶą┼ŽóŻ¼╔·│╔å╬éĆĄ─╠žš„╦∙ī”æ¬Ą─╝ė╣żµ£Ż¼³cō¶š{╚╦öĄō■ÄņbuttonŻ¼īó╔·│╔Ą─╝ė╣żµ£ėøõøĄĮ╣ż╦ć┐©ųąŻ¼╚ń▌ö╚ļ│÷ÕeŻ¼┐╔³cō¶ųžą┬▌ö╚ļbuttonŻ¼═Ļ│╔║¾┐╔³cō¶ĘĄ╗žbuttonŻ¼ĘĄ╗žĄĮŲ╩╝┤░┐┌Ż¼į┘ī”Ž┬ę╗éĆ╠žš„▀Mąą═¼śėĄ─▓┘ū„ĪŻ
łD3 ūŅĮK╔·│╔Ą─╣ż╦ć┐©
4.2 ŽĄĮyĄ─įuār
▒ŠŽĄĮyęį╗ž▐D¾w┴Ń╝■×ķ└²Ż¼įOėŗųą░³║¼┴╦ŲĮ├µ╝ė╣żŻ¼═ŌłA▒Ē├µ╝ė╣żŻ¼ā╚┐ū▒Ē├µ╝ė╣żŻ¼Ą╣ĮŪ║═µI╝ė╣żŻ¼┐╔ęįØMūŃ║åå╬Ą─▌S┴Ń╝■Ą─╣ż╦ć╔·│╔ĪŻ
ŽĄĮyĮYśŗįOėŗ║Ž└ĒŻ¼▀\ąąĘĆČ©Ė▀ą¦ĪŻ╚╦ÖCĮń├µėč║├Ż¼▓┘ū„║å▒ŃŻ¼─▄▌oų·│§╝ē╦«ŲĮĄ─╣ż╦ć╚╦åT═Ļ│╔▌^Ė▀╦«ŲĮĄ─╣ż╦ćįOėŗĪŻŽĄĮy╣ż╦ćøQ▓▀▀^│╠Č°Ž“ė├æ¶Ż¼═Ė├„ąį║├Ż¼▒Ńė┌ė├æ¶ī”øQ▓▀▀^│╠Ą─Ė╔ŅAŻ¼╣ż╦ćöĄō■ÄņöU│õŠSūoĘĮ▒ŃĪŻ─▄ØMūŃ▓╗═¼╝ė╣żŁhŠ│Ž┬╗ž▐D¾w┴Ń╝■╣ż╦ćęÄ│╠įOūįäė╗»Ą─ę¬Ū¾Ż¼╚ßąį╗»│╠Č╚Ė▀ĪŻ▓╗▀^ė╔ė┌─▄┴”╦∙Ž▐Ż¼─┐Ū░ŽĄĮy▀Ćų╗╩ŪąĪ┴Ń╝■Ą─įOėŗŻ¼ī”Å═ļsĄ─┴Ń▓┐╝■Ż¼įōŽĄĮy▀Ćėą┤²ė┌▀Mę╗▓ĮĄ─ķ_░lŻ¼ī”öĄō■Ą─ča│õŻ¼ŽĄĮy┼ąøQĄ─ā×╗»Ą╚Ą╚ĪŻ
5.ĮYšō
äō│╔╩ĮCAPPŽĄĮy─▄║▄ĘĮ▒ŃĄžįOėŗ│÷ą┬┴Ń╝■Ą─╣ż╦ćęÄ│╠Ż¼ėą║▄┤¾Ą─╚ßąįŻ¼▀mæ¬ĘČć·ÅVŻ¼ę╗░ŃĘų×ķ╗ž▐D¾w┴Ń╝■║═ĘŪ╗ž▐D¾w┴Ń╝■ā╔┤¾ŅÉĪŻ┴Ē═Ō▀Ć┐╔ęį║═CADŽĄĮyęį╝░ūįäė╗»Ą─╝ė╣żŽĄĮyŽÓ▀BĮėŻ¼īŹ¼FCAD/CAE/CAMĄ─ę╗¾w╗»ĪŻäō│╔╩ĮCAPPŽĄĮyĄ─ķ_░lŻ¼┐╔ęįÅ─ę╗▓┐Ęų╔Ž┤·╠µ╚╦╣żüĒ═Ļ│╔ī”┴Ń▓┐╝■▀Mąą╣ż╦ćįOėŗŻ¼▓óŪęļSų°ī”ŽĄĮyĄ─öĄō■ÄņĄ─▓╗öÓ╠Ņ│õŻ¼┐╔╩╣ŽĄĮyųØu┌ģė┌═Ļ╔ŲŻ¼▀_ĄĮī”╣ż╦ć╔·│╔Ą─╩ĪĢrŻ¼╩Ī┴”Ż¼Ė▀ą¦Ż¼£╩┤_ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╗ž▐D¾wäō│╔╩ĮCAPPŽĄĮyĄ─蹊┐┼cæ¬ė├
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401938684.html






















