



ę²čį
ĪĪĪĪį┌öĄ┐ž╝ė╣żųąą─ÖC┤▓╔Ž╝ė╣żM4Ī½M38 Ą─┬▌╝y┐ūĢr(DŻ╝38mm)Ż¼═©│Ż▓╔ė├╣źĮz╣╠ȩ裣hųĖ┴ŅŠÄųŲ┬▌╝y┐ū│╠ą“Ż¼└¹ė├═©ė├ĮzÕFĄČŠ▀╝ė╣żĪŻ«ö┬▌╝y┐ūų▒ÅĮ┤¾ė┌M38 Ģr(DŻŠ38mm)Ż¼ät▀mė├ė┌▓╔ė├┬▌╝yŃŖŽ„╝ė╣żŻ¼ę“×ķ┬▌╝yŃŖŽ„╩ŪŠų▓┐Įėė|Ż¼╩▄┴”ąĪŻ¼ę╗░ŃĄ─ÖC┤▓╣”┬╩Š═ūŃē“Ż¼Č°ĮzÕF╚½┬▌╝yĮėė|╩▄┴”┤¾Ż¼ę¬Ū¾┤¾╣”┬╩Ą─įOéõĪŻ┴Ē═ŌÅ─ĄČŠ▀Ą─ārĖ±üĒųvŻ¼ę╗ų╗┤¾ų▒ÅĮĄ─ĮzÕFārĖ±▓ó▓╗▒╚ę╗╠ū┬▌╝yŃŖĄČĄ═╔§ų┴Ė³Ė▀Ż¼Å─Ė„ĘĮ├µ┐╝æ]Ż¼┬▌╝yŃŖĄČĖ³▀m║ŽĪŻ┬▌╝yŃŖŽ„╩ŪĮĶų·öĄ┐ž╝ė╣żųąą─ÖC┤▓Ą─╚²▌S┬ōäė╝░G02 ╗“G03┬▌ą²ŠĆłA╗Ī▓ÕčaųĖ┴ŅŻ¼═Ļ│╔┬▌╝yŃŖŽ„╣żū„Ą─ĪŻŽ┬├µ═©▀^īŹ└²įö╝Üšō╩÷┤¾┬▌╝y┐ūŃŖŽ„║═ąĪ┬▌╝y┐ū╣źĮz╝ė╣żĄ─╣ż╦ćįOėŗ┼c│╠ą“ŠÄųŲĘĮĘ©ĪŻ
1 ┴Ń╝■Ęų╬÷
ĪĪĪĪ╚ńŽ┬łD╦∙╩ŠŻ¼┴Ń╝■×ķõX║ŽĮ▓─┘|ųąą─ėąę╗éĆM40×2┤¾┬▌╝y═©┐ūŻ¼╦─ĮŪĖ„ėąę╗éĆM4ąĪ┬▌╝y┐ūŻ¼┴Ē═Ō╦─éĆ┤╣ų▒é╚▒┌╔ŽĖ„ėąā╔éĆM6┬▌╝y┐ūĪŻé„ĮyĄ─┬▌╝y┐ū╣╠ȩ裣hųĖ┴Ņ║═└¹ė├ĮzÕFĄČŠ▀┐╔╝ė╣ż│÷Ēö├µM4╝░é╚▒┌M6Ą─ąĪ┬▌╝y┐ūŻ¼╝ė╣żļy³cį┌ė┌▒žĒÜŠÄųŲ┬▌╝yŃŖŽ„│╠ą“└¹ė├┬▌╝yŃŖĄČ╝ė╣ż│÷ųąą─M40×2Ą─┤¾┬▌╝y═©┐ūĪŻ
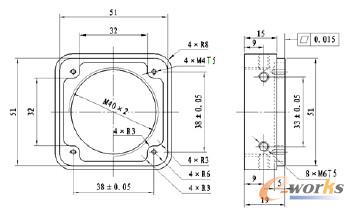
łD1 ┤¾┬▌╝y┐ū┼cąĪ┬▌╝y┐ū╝ė╣ż
2 ╣ż╦ćįOėŗ
ĪĪĪĪ╩ūŽ╚ĮķĮBę╗Ž┬┬▌ą²ŠĆłA╗Ī▓ÕčaųĖ┴Ņ┼c╣źĮz╣╠ȩ裣hųĖ┴ŅĪŻ
ĪĪĪĪ2.1 ┬▌ą²ŠĆłA╗Ī▓ÕčaųĖ┴Ņ
ĪĪĪĪ┬▌ą²ŠĆĄ─ą╬│╔╩ŪĄČŠ▀ū„łA╗Ī▓Õča▀\äėĄ─═¼Ģr┼cų«═¼▓ĮĄžū„▌SŽ“▀\äėŻ¼ŲõųĖ┴ŅĖ±╩Į×ķŻ║

╩ĮųąŻ║G02ĪóG03 ×ķ┬▌ą²ŠĆĄ─ą²Ž“Ż¼ŲõČ©┴x═¼łA╗ĪŻ╗XĪóYĪóZ ×ķ┬▌ą²ŠĆĄ─ĮK³cū°ś╦Ż╗IĪóJ ×ķłA╗ĪłAą─į┌XŻŁY ŲĮ├µ╔ŽXĪóY ▌S╔ŽŽÓī”ė┌┬▌ą²ŠĆŲ³cĄ─ū°ś╦Ż╗R ×ķ┬▌ą²ŠĆį┌XŻŁY ŲĮ├µ╔ŽĄ─═Čė░░ļÅĮŻ╗K ×ķ┬▌ą²ŠĆĄ─ī¦│╠Ż¼╚ńłD2 ╦∙╩ŠĪŻ
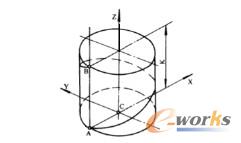
łD2 łA╗Ī▓Õča╩ŠęŌłD
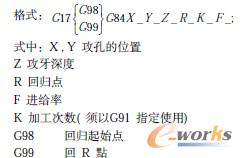
ĪĪĪĪ2.2 ╣źĮz╣╠ȩ裣hųĖ┴ŅŻ©G84Ż®
ĪĪĪĪ2.3 ╝ė╣ż╣ż╦ćįOėŗ
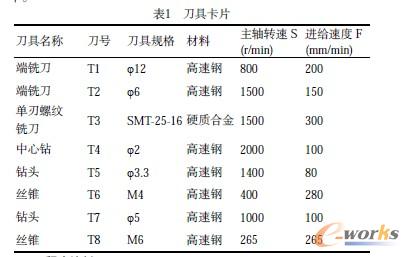
ĪĪĪĪ╩ūŽ╚Ż¼Ž╚╝ė╣żš²ĘĮ¾w▒│ŲĮ├µ╝░═Ōą╬ų┴│▀┤ń╝░ą╬╬╗╣½▓Ņę¬Ū¾ĪŻĮėŽ┬üĒīó┴Ń╝■▒│├µ│»Ž┬Č■┤╬čbŖAŻ¼ŃŖŽ„╔ŽŲĮ├µų┴║±Č╚│▀┤ń19mmŻ╗ŃŖŽ„51×51ĘĮą╬═╣┼_Ż╗32×32 ╔Ņ5 ░╝ą╬▓█Ż╗╝ė╣żM40×2 Ąū┐ūų┴φ38mm ┐ū┐┌Ą╣ĮŪŻ╗ė├å╬╚ą┬▌╝yŃŖĄČ┬▌ą²ŠĆ▓Õča╣”─▄ŃŖŽ„M40×2 ┬▌╝y┐ūų┴│▀┤ńę¬Ū¾Ż╗Ń@4×M4 ųąą─┐ūφ2ĪóŃ@Ąū┐ūφ3.3Īó╣źĮz4×M4 ┬▌┐ūŻ╗╦─é╚├µĘųäečbŖAšęš²Ż¼Ń@8×M6 ųąą─┐ūφ2ĪóŃ@Ąū┐ūφ5Īó╣źĮz8×M6 ┬▌┐ūŻ╗Ė„õJ▀ģĄ╣Ōg╝ė╣ż═Ļ«ģĪŻ
3 │╠ą“ŠÄųŲ
ĪĪĪĪ▒Š╬─ų╗ŠÄųŲš²├µM40×2 ┤¾┬▌╝y┐ūŃŖŽ„│╠ą“║═4×M4 ąĪ┬▌╝y┐ū╣źĮz╝ė╣ż│╠ą“▀Mąąī”▒╚Ż¼┴Ń╝■Ųõ╦³╝ė╣ż│╠ą“┬įĪŻ
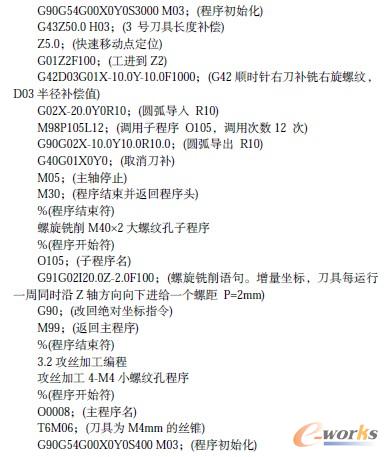
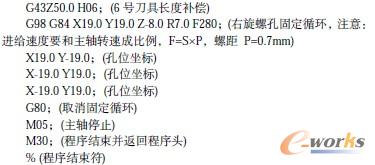
ĪĪĪĪ3.1 ┬▌╝yŃŖŽ„ŠÄ│╠
4 ┐éĮY
ĪĪĪĪį┌┤¾ą═░lļŖĪóę▒ĮįOéõ╝ė╣żąąśIŻ¼▒├Īóķy╝ė╣żąąśIĄ╚Ż¼┬▌╝yŃŖŽ„╝╝ągĮŌøQ┴╦┤¾ų▒ÅĮ┬▌╝yĄ─╝ė╣żļyŅ}Ż¼│╔×ķĖ▀ą¦┬╩ĪóĄ═│╔▒ŠĄ─└ĒŽļ╝ė╣żĘĮĘ©ĪŻ┬▌╝yŃŖĄČ╩╣ė├ņ`╗ŅŻ¼┐╔ęį▀mė├ČÓĘN╣żørŻ¼ė├═¼ę╗░č┬▌╝yŃŖĄČ╝┤╝ė╣żū¾ą²┬▌╝yŻ¼ę▓┐╔ęį╝ė╣żėęą²┬▌╝yŻ╗╝╚┐╔ęį╝ė╣ż═Ō┬▌╝yŻ¼ę▓┐╔ęį╝ė╣żā╚┬▌╝yĪŻ┬▌╝yŃŖŽ„╝╝ągū„×ķę╗ĘNĮ³─ĻüĒ┐ņ╦┘░lš╣Ą─Ž╚▀M╝ė╣ż╝╝ągŻ¼š²įĮüĒįĮÅVĘ║Ąž▒╗Ų¾śI╦∙Įė╩▄Ż¼▓ó▒Ē¼F│÷ū┐įĮĄ─╝ė╣żąį─▄Ż¼│╔×ķŲ¾śIĮĄĄ═┬▌╝y╝ė╣ż│╔▒ŠĪó╠ßĖ▀ą¦┬╩ĪóĮŌøQ┬▌╝y╝ė╣żļyŅ}Ą─ėą┴”╬õŲ„ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║┬▌╝yŃŖŽ„öĄ┐ž╝╝ąg┼c╣źĮz╝ė╣żį┌╔·«aųąĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/support/11121510756.html






















