



ļSų°╚²ŠSCAD╝╝ąg(sh©┤)į┌Ų¾śI(y©©)öĄ(sh©┤)ūų╗»įO(sh©©)ėŗ(j©¼)┼cųŲįņųąĄ─ÅVĘ║═ŲÅV║═æ¬(y©®ng)ė├Ż¼é„Įy(t©»ng)Ą─Č■ŠSCAPPŽĄĮy(t©»ng)ęč▓╗─▄ØMūŃ╣ż╦ćįO(sh©©)ėŗ(j©¼)┼c╣▄└ĒĄ─ąĶę¬ĪŻį┌╚²ŠSŁh(hu©ón)Š│Ž┬▀M(j©¼n)ąą╣ż╦ćįO(sh©©)ėŗ(j©¼)Īó╣ż╦ć┘Yį┤╣▄└ĒĪó╣ż╦ćų¬ūR(sh©¬)▒Ē▀_(d©ó)Ą╚ęč│╔×ķŲ¾śI(y©©)╣ż╦ćą┼Žó╗»░l(f©Ī)š╣Ą─ą┬ąĶŪ¾ĪŻ░l(f©Ī)š╣3D CAPPĄ─ĻP(gu©Īn)µI╝╝ąg(sh©┤)ų«ę╗╩Ū╚²ŠS╣żą“─Żą═Ą─śŗ(g©░u)Į©║═▒Ē▀_(d©ó)ĪŻ¼F(xi©żn)ļAČ╬ßśī”(du©¼)╣żą“─Żą═▒Ē▀_(d©ó)Ą─蹊┐ų„ę¬═Ż┴¶į┌å╬ę╗Ąž▀\(y©┤n)ė├╚²ŠSCADŽĄĮy(t©»ng)Į╗╗źĮ©─ŻĄ─īė├µ╔ŽŻ¼ø](m©”i)ėąīó╣ż╦ćįO(sh©©)ėŗ(j©¼)ų¬ūR(sh©¬)│õĘų╚┌╚ļĄĮĮ©─Ż▀^(gu©░)│╠ųąŻ¼ī¦(d©Żo)ų┬Į©─Żą¦┬╩Ą═Ž┬Ż¼▓╗▒Ńė┌ą┼ŽóĄ─╝»│╔║═3D CAPP╝╝ąg(sh©┤)Ą─═ŲÅVĪŻßśī”(du©¼)╔Ž╩÷å¢(w©©n)Ņ}Ż¼╠ß│÷┴╦ę╗ĘNĮĶų·CAM╝ė╣żĘ┬šµ▄ø╝■Īó├µŽ“╣ż╦ćų¬ūR(sh©¬)▒Š¾w╔·│╔╣żą“─Żą═Ą─ĘĮĘ©ĪŻ│õĘų▀\(y©┤n)ė├▒Š¾wų¬ūR(sh©¬)ę²ī¦(d©Żo)╣żą“─Żą═Ą─śŗ(g©░u)Į©Ż¼ęį┤╦üĒ(l©ói)╠ßĖ▀╚²ŠS╣ż╦ćįO(sh©©)ėŗ(j©¼)Ą─ą¦┬╩║═╣ż╦ćą┼ŽóĄ─▒Ē▀_(d©ó)─▄┴”Ż¼×ķ3D CAPP╝╝ąg(sh©┤)Ą─蹊┐┼cæ¬(y©®ng)ė├╠ß╣®Ė³ėą└¹Ą─╝╝ąg(sh©┤)ų¦│ųĪŻ
1 ╠žš„▒Š¾wĄ─śŗ(g©░u)Į©║═▒Ē▀_(d©ó)
╣ż╦ćų¬ūR(sh©¬)Ą─ėąą¦ĮM┐Ś║═╣▄└Ē╩ŪĖ▀ą¦śŗ(g©░u)Į©╣żą“─ŻĄ─ųžę¬Ū░╠ßĪŻū„š▀▓╔ė├╗∙ė┌ųŲįņ╠žš„Ą─╣ż╦ćų¬ūR(sh©¬)╣▄└ĒĘĮĘ©Ż¼į┌ī”(du©¼)Ų¾śI(y©©)«a(ch©Żn)ŲĘ┴Ń╝■╠žš„▀M(j©¼n)ąąĘų╬÷ĪóÜw╝{Ą─╗∙ĄA(ch©│)╔ŽŻ¼īó┴Ń╝■Ą─ųŲįņ╠žš„▀M(j©¼n)ąąĘųŅÉ(l©©i)╣▄└ĒŻ¼äō(chu©żng)Į©Ų¾śI(y©©)Ą─┴Ń╝■╠žš„Äņ(k©┤)ĪŻ╚╗║¾į┘ī”(du©¼)Ų¾śI(y©©)Ą─╣ż╦ćų¬ūR(sh©¬)▀M(j©¼n)ąąĮM┐ŚĪóĘųŅÉ(l©©i)Ż¼īóųŲįņ╠žš„┼cįō╠žš„ŽÓĻP(gu©Īn)Ą─╣ż╦ćų¬ūR(sh©¬)ŽÓĻP(gu©Īn)┬ō(li©ón)Ż¼▓óīóĄõą═╠žš„╝░ŲõĻP(gu©Īn)┬ō(li©ón)Ą─╣ż╦ćų¬ūR(sh©¬)ĘŌčb×ķ╠žš„▒Š¾wĪŻ═©▀^(gu©░)śŗ(g©░u)Į©╠žš„▒Š¾wüĒ(l©ói)ĮM┐Ś║═▒Ē▀_(d©ó)╣ż╦ćų¬ūR(sh©¬)ĪóĘ┤ė│╣ż╦ćų¬ūR(sh©¬)ų«ķgĄ─┬ō(li©ón)ŽĄŻ¼▓óęį┤╦üĒ(l©ói)ę²ī¦(d©Żo)╣żą“─Żą═Ą─śŗ(g©░u)Į©ĪŻ╠žš„▒Š¾w╩Ūī”(du©¼)╠žš„╣ż╦ćų¬ūR(sh©¬)Ą─├Ķ╩÷║═┐éĮY(ji©”)ĪŻ╠žš„▒Š¾wĄ─śŗ(g©░u)Į©▀^(gu©░)│╠Š═╩ŪÅ─╣ż╦ćų¬ūR(sh©¬)ųą╠ß╚Ī┼cųŲįņ╠žš„ŽÓĻP(gu©Īn)┬ō(li©ón)Ą─Ė┼─ŅĪóĻP(gu©Īn)ŽĄ║═ī┘ąįŻ¼▓ó║Ž└ĒĄžĮM┐Ś║═▒Ē▀_(d©ó)Ą─▀^(gu©░)│╠ĪŻ╠žš„▒Š¾wĄ─ĮY(ji©”)śŗ(g©░u)┐╔ė╔ę╗éĆ(g©©)╦─į¬ĮM▒Ē╩ŠŻ║
Feature ontology={FIŻ¼CŻ¼RŻ¼A}
FI▒Ē╩Š╠žš„Ą─ś╦(bi©Īo)ūR(sh©¬)ą┼ŽóŻ¼░³└©╠žš„╦∙ī┘┴Ń╝■Īó╠žš„ID╠¢(h©żo)Īó╠žš„╝ė╣ż┤╬ą“Ą╚╗∙▒Šą┼ŽóĪŻC▒Ē╩Š╠žš„╝ė╣żŅI(l©½ng)ė“Ą─ŽÓĻP(gu©Īn)Ė┼─Ņ╝»║ŽŻ¼░³└©╠žš„╝ė╣żĘĮĘ©ŅÉ(l©©i)ĪóÖC(j©®)┤▓ŅÉ(l©©i)ĪóŖAŠ▀ŅÉ(l©©i)ĪóĄČŠ▀ŅÉ(l©©i)Ą╚ĪŻR×ķ╦∙Č©┴xĖ┼─ŅķgĄ─ĻP(gu©Īn)ŽĄ╝»║ŽŻ¼░³└©└^│ąĻP(gu©Īn)ŽĄĪó▓ó┴ąĻP(gu©Īn)ŽĄęį╝░╠žš„╝ė╣żĢr(sh©¬)╦∙╔µ╝░Ą─╗∙£╩(zh©│n)ĻP(gu©Īn)ŽĄĪóČ©╬╗ĻP(gu©Īn)ŽĄĪó╝s╩°ĻP(gu©Īn)ŽĄĄ╚ĪŻA×ķĖ┼─Ņ║═ĻP(gu©Īn)ŽĄĄ─ī┘ąį╝»║ŽŻ¼ī┘ąį╩Ūī”(du©¼)╦∙Č©┴xŅÉ(l©©i)Ą─ąį┘|(zh©¼)├Ķ╩÷Ż¼╚ńÖC(j©®)┤▓Ą─╗∙▒Šī┘ąį░³└©ÖC(j©®)┤▓ŠÄ╠¢(h©żo)Īó├¹ĘQ(ch©źng)Īóų„▌S▐D(zhu©Żn)╦┘ĪóūŅ┤¾╣”┬╩Ą╚ĪŻ
╗∙ė┌╔Ž╩÷╦╝Žļ═Ļ│╔Ąõą═┴Ń╝■╠žš„▒Š¾wĄ─äō(chu©żng)Į©Ż¼▓ó═©▀^(gu©░)OWL(ontology Web Consortium)▒Š¾w├Ķ╩÷šZ(y©│)čįī”(du©¼)╠žš„▒Š¾w▀M(j©¼n)ąąŠÄ┤aŻ¼īó▒Š¾wųąČ©┴xĄ─Ė┼─ŅĪóĻP(gu©Īn)ŽĄ║═ī┘ąįė│╔õĄĮŠ▀¾wĄ─╣ż╦ćų¬ūR(sh©¬)▌d¾wųąŻ¼╚ńöĄ(sh©┤)ō■(j©┤)Äņ(k©┤)╬─╝■ĪŻĄ├ĄĮĄ─▒Š¾wė│╔õ╬─╝■┐╔ęį▌oų·CAM╝ė╣żĘ┬šµ▄ø╝■▀M(j©¼n)ąą╠žš„Į©─Ż▓┘ū„Ż¼īŹ(sh©¬)¼F(xi©żn)╠žš„▒Š¾wą┼ŽóŽ“ÖC(j©®)╝ė╣ż▓┘ū„Ą─ė│╔õŻ¼×ķ╚²ŠS╣żą“─Żą═Ą─╔·│╔╠ß╣®▌oų·ų¦│ųĪŻ
2 ╚²ŠS╣żą“─Żą═Ą─śŗ(g©░u)Į©┴„│╠
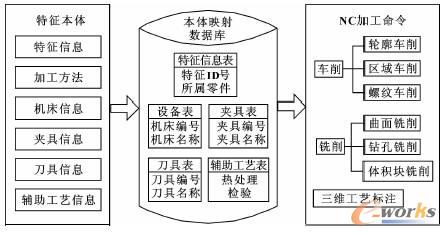
╣żą“─Żą═Ą─╔·│╔▀^(gu©░)│╠Š═╩Ūę╗ĘN╚²ŠS─Żą═ļS╣żą“ā╚(n©©i)╚▌▓╗öÓč▌ūāĄ─äė(d©░ng)æB(t©żi)äō(chu©żng)│╔▀^(gu©░)│╠ĪŻ═©▀^(gu©░)╠žš„▒Š¾wą┼ŽóĄ─ę²ī¦(d©Żo)ĪóĮĶų·CAM▄ø╝■Ą─Į©─ŻĘ┬šµ╣”─▄īŹ(sh©¬)¼F(xi©żn)╣żą“─Żą═Ą─╔·│╔ĪŻ╚²ŠS╣żą“─Żą═š¹¾wśŗ(g©░u)Į©┐“╝▄╚ńłD1╦∙╩ŠĪŻ

łD1 ╚²ŠS╣żą“─Żą═š¹¾wśŗ(g©░u)Į©┐“╝▄
2.1 įO(sh©©)ėŗ(j©¼)─Żą═Ž“├½┼„─Żą═Ą─▐D(zhu©Żn)ōQ
╚²ŠS╣żą“─Żą═Ą─╔·│╔╩╝ė┌├½┼„─Żą═Ż¼įO(sh©©)ėŗ(j©¼)─Żą═Ž“├½┼„─Żą═Ą─▐D(zhu©Żn)ōQ╩ŪįO(sh©©)ėŗ(j©¼)─Żą═Ž“╣żą“─Żą═▐D(zhu©Żn)ōQĄ─Ą┌ę╗▓ĮŻ¼ę▓╩Ū╔·│╔╚²ŠS╣żą“─Żą═Ą─ĻP(gu©Īn)µI╝╝ąg(sh©┤)ų«ę╗ĪŻÅ─ųŲū„Ą─ĮŪČ╚üĒ(l©ói)┐╝æ]Ż¼┴Ń╝■─Żą═┐╔ęį┐┤│╔╩Ūė╔ę╗ŽĄ┴ą╝ė╣ż╗Ņäė(d©░ng)ų▓Įī”(du©¼)├½┼„─Żą═▀M(j©¼n)ąąŪąŽ„╝ė╣ż║¾ą╬│╔Ą─ĪŻįO(sh©©)Mb┤·▒Ē├½┼„ųŲįņ─Żą═Ż¼Md┤·▒Ē┴Ń╝■įO(sh©©)ėŗ(j©¼)─Żą═Ż¼Pij×ķĄ┌iĄ└╣żą“╝ė╣ż│÷Ą─Ą┌jéĆ(g©©)ųŲįņ╠žš„Ż¼n┤·▒Ē┐éĄ─╣żą“öĄ(sh©┤)Ż¼Si×ķĄ┌iĮM╣żą“╝ė╣ż│÷Ą─╠žš„öĄ(sh©┤)Ż¼Mbk┤·▒Ēųąķg╣żą“─Żą═Ż¼ät┴Ń╝■Ą─╝ė╣żųŲįņ▀^(gu©░)│╠┐╔▒Ē▀_(d©ó)×ķŻ║
Ą┌kĄ└╣żą“Ą─╣żą“─Żą═Ż║

╔·│╔╣żą“─Żą═Ą─▀^(gu©░)│╠Š═╩ŪŽ╚═©▀^(gu©░)įO(sh©©)ėŗ(j©¼)─Żą═Ū¾ĮŌ├½┼„─Żą═Ż¼į┘ė╔├½┼„─Żą═▀ĆįŁįO(sh©©)ėŗ(j©¼)─Żą═Ż¼▓óį┌▀ĆįŁįO(sh©©)ėŗ(j©¼)─Żą═Ą─▀^(gu©░)│╠ųąĮY(ji©”)║Ž╠žš„▒Š¾wą┼Žó═Ļ│╔╝ė╣ż╠žš„äō(chu©żng)Į©Ż¼╔·│╔ųąķg╣żą“─Żą═ĪŻ╬─ųą▀xō±Pro/ENGINEER▄ø╝■ųąĄ─öĄ(sh©┤)┐ž╝ė╣ż─ŻēKŻ©Pro/NC─ŻēKŻ®ū„×ķCAMĮ©─ŻĘ┬šµŲĮ┼_(t©ói)īŹ(sh©¬)¼F(xi©żn)įO(sh©©)ėŗ(j©¼)─Żą═Ž“├½┼„─Żą═Ą─▐D(zhu©Żn)ōQĪŻPro/NC─ŻēK┐╔ęį╠ß╣®▄ć(ch©ź)Ž„ĪóŃŖŽ„ĪóŃ@Ž„ĪóŠĆŪąĖŅĄ╚ČÓĘNĘ┬šµ╝ė╣ż║═ŠÄ│╠╣”─▄ĪŻį┌äō(chu©żng)Į©ųŲįņ─Żą═ĘĮ├µ╠ß╣®┴╦╠žš„“ī(q©▒)äė(d©░ng)ĪóīŹ(sh©¬)¾w“ī(q©▒)äė(d©░ng)ĪóŪ·├µ“ī(q©▒)äė(d©░ng)Ą╚CAM“ī(q©▒)äė(d©░ng)─Żą═Ż¼─▄╩╣╝ė╣ż─Żą═Ą─Į©┴ó║═ĄČŠ▀▄ē█EĄ─ŠÄ▌ŗą▐Ė─īŹ(sh©¬)¼F(xi©żn)ģóöĄ(sh©┤)╗»ĪŻę“┤╦Ż¼ĮĶų·Pro/NC─ŻēKüĒ(l©ói)▌oų·╔·│╔╚²ŠS╣żą“─Żą═─▄▀_(d©ó)ĄĮ┴╝║├Ą─æ¬(y©®ng)ė├ą¦╣¹ĪŻ═©▀^(gu©░)Pro/NC─ŻēK▐D(zhu©Żn)ōQĄ├ĄĮĄ─├½┼„─Żą═─▄ē“└^│ąįŁįO(sh©©)ėŗ(j©¼)─Żą═ųąĄ─ą┼ŽóŻ¼į┘ĮĶų·Č■┤╬ķ_(k©Īi)░l(f©Ī)Ą─╚²ŠS╣żą“─Żą═▌oų·╔·│╔╣żŠ▀ī”(du©¼)įŁ─Żą═Ą─│▀┤ń▀ģĮńĪó╣½▓Ņ╝░ę╗ą®öĄ(sh©┤)┐ž╠žš„▀M(j©¼n)ąąą▐š²Ż¼╝┤┐╔▒ŻūCCAD║═CAMų«ķgą┼ŽóĄ─ėąą¦╝»│╔║═╣▓ŽĒĪŻ
2.2 ╗∙ė┌╠žš„▒Š¾wą┼ŽóĄ─NC╝ė╣ż▓┘ū„įO(sh©©)ų├
═©▀^(gu©░)Č■┤╬ķ_(k©Īi)░l(f©Ī)╚²ŠS╣żą“─Żą═▌oų·╔·│╔╣żŠ▀Ż¼ĮĶų·═Ō▓┐öĄ(sh©┤)ō■(j©┤)Äņ(k©┤)╬─╝■┼cPro/NC─ŻēKų«ķgäō(chu©żng)Į©Įė┐┌Ą─Pro/Toolkitæ¬(y©®ng)ė├│╠ą“┐╔ęįīŹ(sh©¬)¼F(xi©żn)╠žš„▒Š¾wė│╔õ╬─╝■Ą─š{(di©żo)ė├Ż¼▌oų·Pro/NC─ŻēK╝ė╣ż▓┘ū„Ą─įO(sh©©)ų├ĪŻ└²╚ń═©▀^(gu©░)ĄČŠ▀æ¬(y©®ng)ė├╣▄└Ē│╠ą“Ż¼┐╔╦č╦„ŪąŽ„ĄČŠ▀▓óīó║═ĄČŠ▀ŽÓĻP(gu©Īn)Ą─ģóöĄ(sh©┤)╝░╝ė╣żöĄ(sh©┤)ō■(j©┤)Å─═Ō▓┐ĄČŠ▀öĄ(sh©┤)ō■(j©┤)Äņ(k©┤)é„▀fĄĮPro/NC─ŻēKŻ¼▀M(j©¼n)Č°īŹ(sh©¬)¼F(xi©żn)▒Š¾w╬─╝■ą┼ŽóŽ“NCųŲįņ▓┘ū„Ą─ė│╔õĪŻ╠žš„▒Š¾wųąĄ─╝ė╣żĘĮĘ©┐╔ęįė│╔õ×ķPro/NC─ŻēKųąĄ─▄ć(ch©ź)Ž„ĪóŃŖŽ„Ą╚╝ė╣ż├³┴ŅŻ¼╣ż╦ćģóöĄ(sh©┤)┐╔ęįė│╔õ×ķNCĮ©─ŻÄū║╬ģóöĄ(sh©┤)Ż¼╣ż╦ćę¬Ū¾║═▌oų·╣ż╦ć┐╔ęįė│╔õ×ķ╚²ŠSŁh(hu©ón)Š│Ž┬Ą─╣ż╦ćą┼Žóś╦(bi©Īo)ūóĪŻį┌╠žš„▒Š¾wė│╔õ╬─╝■Ą─ę²ī¦(d©Żo)Ž┬Ż¼▓╔ė├╠žš„ĘųĮŌįņą═ĘĮĘ©Ż¼═©▀^(gu©░)į┌├½┼„─Żą═╔Ž▀M(j©¼n)ąąę╗ŽĄ┴ąĄ─▓╝Ā¢£p▓┘ū„Ż¼ę▓Š═╩Ūį┌Pro/NC─ŻēKŽ┬═©▀^(gu©░)äō(chu©żng)Į©┼c▓─┴ŽŪą│²▀^(gu©░)│╠ŽÓī”(du©¼)æ¬(y©®ng)Ą─╝ė╣ż╠žš„īó├½┼„─Żą═▐D(zhu©Żn)ōQ×ķĖ„╣żą“─Żą═ĪŻ═Ļ│╔ŽÓæ¬(y©®ng)╠žš„Ą─NCą“┴ąįO(sh©©)ų├║¾Ż¼Pro/NC─ŻēKĢ■(hu©¼)Ė∙ō■(j©┤)ęÄ(gu©®)äØ║├Ą─╝ė╣ż▀^(gu©░)│╠Ż¼ūįäė(d©░ng)╔·│╔ĄČŠ▀▄ē█EöĄ(sh©┤)ō■(j©┤)Ż¼▓ó┐╔īŹ(sh©¬)¼F(xi©żn)öĄ(sh©┤)┐ž╝ė╣ż│╠ą“Ą─▌ö│÷ĪŻ╠žš„▒Š¾wą┼ŽóŽ“NC▓┘ū„├³┴ŅĄ─ė│╔õ╚ńłD2╦∙╩ŠĪŻ
łD2 ╠žš„▒Š¾wą┼ŽóŽ“NC▓┘ū„├³┴ŅĄ─ė│╔õ
2.3 ╣żą“─Żą═┼õų├╣▄└Ē
╚²ŠS╣żą“─Żą═╩Ū╝ė╣żųąķgĀŅæB(t©żi)─Żą═Ą─ėąŽ“ą“┴ąĪŻ×ķ┴╦īŹ(sh©¬)¼F(xi©żn)Ū░║¾╣żą“─Żą═ķgĄ─ėąą¦ŃĢĮė║═č▌╗»Ż¼└¹ė├Pro/ENGINEER▄ø╝■Ą─┼õų├╣▄└Ē╣”─▄Ż¼═©▀^(gu©░)│╠ą“┐žųŲ║═╠žš„╗ž═╦╝╝ąg(sh©┤)ŽÓĮY(ji©”)║ŽĄ─ĘĮ╩ĮŻ¼Į©┴ó┼õų├┼c╠žš„Ą─ī”(du©¼)æ¬(y©®ng)ĻP(gu©Īn)ŽĄĪŻę╗éĆ(g©©)╣żą“─Żą═┐╔─▄ī”(du©¼)æ¬(y©®ng)ę╗éĆ(g©©)╗“ÄūéĆ(g©©)╝ė╣ż╠žš„ĪŻ└¹ė├╣żą“─Żą═║═╝ė╣ż╠žš„╣Ø(ji©”)³c(di©Żn)Ą─ī”(du©¼)æ¬(y©®ng)ĻP(gu©Īn)ŽĄŻ¼š{(di©żo)š¹│╠ą“įO(sh©©)ėŗ(j©¼)ųĖßś╗ž═╦ĄĮųĖČ©Ą─╠žš„╣Ø(ji©”)³c(di©Żn)╠ÄŻ¼ęį┤╦üĒ(l©ói)ļ[║¼╗“ļ[▓ž╣Ø(ji©”)³c(di©Żn)║¾├µĄ─╠žš„╔·│╔«ö(d©Īng)Ū░╣żą“Ą─╣żą“─Żą═ĪŻ░┤┤╦ĘĮĘ©┼õų├Ą─╣żą“─Żą══Ļ╚½╩Ū░┤šš┴Ń╝■Ą─ÖC(j©®)ąĄ╝ė╣żą“Å─├½┼„─Żą═ųą┼╔╔·│÷Ą─Ż¼─▄ē“?q©▒)Ź¼F(xi©żn)įO(sh©©)ėŗ(j©¼)║═ųŲįņą┼ŽóĄ─ėąą¦╝»│╔║═╣▓ŽĒĪŻ
3 īŹ(sh©¬)└²Ęų╬÷
╗∙ė┌╔Ž╩÷ĘĮĘ©Ż¼ķ_(k©Īi)░l(f©Ī)┴╦╚²ŠS╣żą“─Żą═▌oų·╔·│╔─ŻēKŻ¼▓óęį─│▌SŅÉ(l©©i)┴Ń╝■×ķ└²üĒ(l©ói)“×(y©żn)ūC╔·│╔╚²ŠS╣żą“─Żą═Ą─┐╔ąąąįĪŻŽ╚═©▀^(gu©░)─Żą═▐D(zhu©Żn)ōQ╔·│╔▌SŅÉ(l©©i)┴Ń╝■Ą─├½┼„─Żą═Ż¼╚╗║¾į┌Pro/NC─ŻēKŽ┬š{(di©żo)š¹├½┼„│▀┤ńŻ¼ģóšš▌SŅÉ(l©©i)┴Ń╝■╠žš„▒Š¾wė│╔õ╬─╝■═Ļ│╔NC╝ė╣żįO(sh©©)ų├Ż¼ę└┤╬äō(chu©żng)Į©▌SŅÉ(l©©i)┴Ń╝■Ė„╝ė╣ż╠žš„ĪŻ
ĮĶų·╚²ŠS╣żą“─Żą═▌oų·╔·│╔─ŻēK║═Pro/ENGINEER▄ø╝■Ą─┼õų├╣”─▄Ż¼ęįéõ┴Ž├½┼„×ķ│÷░l(f©Ī)³c(di©Żn)Ż¼ģóšš▌SŅÉ(l©©i)┴Ń╝■╝ė╣ż╠žš„┼c╣żą“─Żą═ķgĄ─ī”(du©¼)æ¬(y©®ng)ĻP(gu©Īn)ŽĄäØĘų┼õų├Ż¼├┐éĆ(g©©)┼õų├Ž┬Ą─╠žš„Š═╩Ū▀@Ą└╣żą“Ą─╝ė╣żā╚(n©©i)╚▌Ż¼╚ń“└Ł╔ņ6”╠žš„Š═╩ŪŃŖµI▓█╣żą“?q©▒)”æ?y©®ng)Ą─╝ė╣żā╚(n©©i)╚▌ĪŻįō┴Ń╝■Ą─╠žš„┼õų├Įń├µ╚ńłD3╦∙╩ŠĪŻ

łD3 ▌SŅÉ(l©©i)┴Ń╝■Ą─╠žš„┼õų├Įń├µ
═©▀^(gu©░)┼õų├╝ė╣ż╠žš„┼c╣żą“─Żą═Ą─ī”(du©¼)æ¬(y©®ng)ĻP(gu©Īn)ŽĄ╝┤┐╔ĮĶų·│╠ą“┐žųŲ╔·│╔ų╗░³║¼«ö(d©Īng)Ū░╝ė╣ż╠žš„Ą─╣żą“─Żą═ĪŻ▌SŅÉ(l©©i)┴Ń╝■╠žš„▒Š¾wą┼Žó╝░ī”(du©¼)æ¬(y©®ng)Ą─╣żą“─Żą═╚ń▒Ē1╦∙ĪŻ
▒Ē1 ╠žš„▒Š¾wą┼Žó┼c╣żą“─Żą═ī”(du©¼)šš▒Ē

4 ĮY(ji©”)╩°šZ(y©│)
«a(ch©Żn)ŲĘ╚½╚²ŠS╣żą“─Żą═Ą─śŗ(g©░u)Į©╝╝ąg(sh©┤)╩Ū╚²ŠS╝»│╔╗»CAPPŽĄĮy(t©»ng)蹊┐Ą─ųžę¬ā╚(n©©i)╚▌ų«ę╗Ż¼╩ŪīŹ(sh©¬)¼F(xi©żn)CAD/CAPP/CAM╝»│╔Ą─ĻP(gu©Īn)µIę╗Łh(hu©ón)ĪŻ═©▀^(gu©░)śŗ(g©░u)Į©╠žš„▒Š¾wīŹ(sh©¬)¼F(xi©żn)╣ż╦ćų¬ūR(sh©¬)Ž“Pro/NC─ŻēK╠žš„Į©─Ż▓┘ū„Ą─▐D(zhu©Żn)╗»Ż¼ĻU╩÷┴╦╚²ŠS╣żą“─Żą═Ą─śŗ(g©░u)Į©▀ē▌ŗ║═Į©─Ż┴„│╠Ż¼▓óęį▌SŅÉ(l©©i)┴Ń╝■×ķ└²▀M(j©¼n)ąą┴╦“×(y©żn)ūCĪŻĮY(ji©”)╣¹▒Ē├„įōĮ©─ŻĘĮĘ©Š▀ėąę╗Č©Ą─īŹ(sh©¬)ė├ąįŻ¼ī”(du©¼)3D CAPPŽĄĮy(t©»ng)Ą─蹊┐Š▀ėąĮĶĶbęŌ┴xĪŻīŹ(sh©¬)¼F(xi©żn)╚²ŠS╣żą“─Żą═Ą─śŗ(g©░u)Į©▒Ē▀_(d©ó)║¾Ż¼ęį║¾Ą─蹊┐ųž³c(di©Żn)īó╩Ū╣żą“─Żą═Ą─╚²ŠS╣ż╦ćą┼Žóś╦(bi©Īo)ūó╝░┐╔ęĢ╗»░l(f©Ī)▓╝╝╝ąg(sh©┤)Ż¼ęį▒Ń×ķ║¾└m(x©┤)╚²ŠS╣ż╦ć╝╝ąg(sh©┤)Ą─īŹ(sh©¬)ļH╔·«a(ch©Żn)æ¬(y©®ng)ė├ĄņČ©╗∙ĄA(ch©│)ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╗∙ė┌╠žš„▒Š¾wĄ─╚²ŠS╣żą“─Żą═╔·│╔ĘĮʩ蹊┐
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/support/11121512964.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I(m©Żi)")
æ(zh©żn)┬į║Žū„")















