



į┌ĖéĀÄ╚šęµ╝ż┴ęĄ─╩ął÷ŁhŠ│Ž┬Ż¼£╩Ģr╗»╔·«a(Just In TimeŻ¼JIT)Ą─└Ē─Ņęč×ķć°ā╚═Ō▒ŖČÓŲ¾śIŲš▒ķĮė╩▄║═│½ī¦ĪŻ╚╗Č°Ż¼é„ĮyĄ─JITĘĮ╩Į╩ŪÅ─žS╠’Ų¹▄ć╣½╦ŠęÄ─Ż╔·«aĄ─īŹ█`ųą┐éĮY│÷üĒĄ─Ż¼Ųõ└ĒŽļĄ─╔·«aŁhŠ│╩Ū┤¾┼·┴┐ĪóųžÅ═ąį╔·«aŻ¼┼c─┐Ū░ČÓŲĘĘNĪóąĪ┼·┴┐Ą─╩ął÷ŁhŠ│┤¾▓╗ŽÓ═¼Ż¼ų▒Įė╠ūė├’@╚╗▓╗▀mę╦Ż¼ę▓▓╗┐╔─▄╚ĪĄ├│╔╣”ĪŻ
ę¬╩╣Ž╚▀MĄ─╣▄└Ē└Ē─Ņ│╔╣”▀\ė├ė┌ą┬Ą─╩ął÷ŁhŠ│Ż¼▒žĒÜ▀MąąĪ░äōą┬Ą─æ¬ė├Ī▒ĪŻīó┐┤░Õ╝╝ąg┼cą┼ŽóŽĄĮyŽÓĮY║ŽŻ¼╩Ū─┐Ū░ć°ā╚蹊┐║═æ¬ė├Ą─ą┬¤ß³cŻ¼ć°═Ō蹊┐š▀ę▓ī”JIT╔·«aĘĮ╩ĮųąĄ─┐┤░Õ╝╝ąg▀Mąą┴╦┤¾┴┐蹊┐Ż╗žS╠’╔·«aĘĮ╩Į▓╗▀m║Žė┌ČÓŲĘĘNąĪ┼·┴┐╔·«aĪŻĄ½į┌▀@ą®╬─½I蹊┐ųą§rėąī”ČÓŲĘĘNĪóąĪ┼·┴┐┐┤░ÕĘĮ╩ĮĄ─╔Ņ╚ļ蹊┐ĪŻ
▒Š╬─╠ß│÷┴╦ę╗ĘN╗∙ė┌┐╔ęĢ╗»┐┤░Õ╝╝ągĄ─ĮŌøQĘĮ░ĖŻ¼ė├ė┌ĮŌøQJITĘĮ╩Įį┌ČÓŲĘĘNĪóąĪ┼·┴┐╔·«aųąĄ─▀mė├ąįå¢Ņ}ĪŻ
1 é„Įy┐┤░Õė├ė┌ČÓŲĘĘNĪóąĪ┼·┴┐╔·«aĄ─▒ūČ╦
é„ĮyJIT╔·«aĘĮ╩Į╩ŪÅ─žS╠’Ų¹▄ć╣½╦ŠęÄ─Ż╔·«aĄ─īŹ█`ųą┐éĮY│÷üĒĄ─Ż¼ęį╝ł┘|┐┤░Õ×ķ╩ųČ╬ĪóęįąĶŪ¾×ķ“īäėĄ─Ī░└ŁäėĪ▒╩Į╔·«aĘĮ╩ĮŻ¼ė├ė┌ČÓŲĘĘNĪóąĪ┼·┴┐«aŲĘĄ─╔·«aŻ¼┤µį┌ųTČÓ▒ūČ╦ĪŻ
1)é„Įy┐┤░Õ╩ųČ╬Ą─┬õ║¾Ż¼▓╗└¹ė┌ą┼Žó╣▄└ĒĪŻé„Įy┐┤░Õ▓╔ė├╝ł┘|┐┤░ÕŻ¼ŲõöĄō■¤oĘ©ų▒Įėé„▀fĮoėŗ╦ŃÖCą┼ŽóŽĄĮyŻ¼▓╗└¹ė┌ą┼ŽóĄ─╠Ä└ĒŻ¼ī¦ų┬ėŗäØ┼cŅA£y─▄┴”▓╗ūŃĪŻ
2)ī”ąĪ┼·┴┐╔·«aŻ¼ļyęįīŹ¼Fé„ĮyĄ─└ŁäėĘĮ╩ĮĪŻė╔ė┌┼·┴┐ąĪĪó╣żą“ų▄Ų┌Č╠Ż¼─®Ą└╣żą“╔ą╬┤ķ_╩╝╔·«aŻ¼╩ūĄ└╣żą“ęč═Ļ│╔š¹éĆ┼·┴┐Ą─╔·«aŻ¼ę“┤╦¼Fł÷╚¶¤o═¼ŲĘĘNĄ─╔Ž┼·┤╬į┌ųŲŲĘ▒Ż┴¶Ż¼ät¤oĘ©ą╬│╔Ī░ąĶŪ¾└ŁäėĪ▒╩ĮĄ─╔·«aĪŻ
╚¶ę¬ė├é„Įy┐┤░ÕĘĮ╩ĮīŹ¼FąĪ┼·┴┐Ą─Ī░▀B└mĄ─Ī▒└Łäė╔·«aŻ¼Š═▒žĒÜį┌╔·«a¼Fł÷▒Ż┴¶Ė„éĆŲĘĘN«aŲĘĄ─╬’┴Ž║═į┌ųŲŲĘŻ¼▀@śėŠ═įņ│╔┴╦┤¾┴┐ČčĘeĪŻ╣╩┤¾ČÓöĄŲ¾śIĄ─ąĪ┼·┴┐ėåå╬╩Į╔·«aŻ¼╚įų„ę¬▓╔ė├═Ų╩Į╔·«aĘĮ╩ĮŻ¼╝┤╔·«aųĖ┴ŅŽ┬▀_ĄĮ├┐Ą└╣żą“Ż¼Ą½╚ń┤╦ėų¤oĘ©īŹ¼F╝░ĢrĄ─░┤ąĶ╔·«aĪŻ
3)ČÓŲĘĘNŅlĘ▒Į╗╠µ╔·«aĢrŻ¼é„Įy┐┤░ÕŅlĘ▒ŪąōQ╚▌ęū│÷ÕeŻ¼▓óŪę┐┤░ÕĄ─▒Ż╣▄ę▓╩ŪéĆå¢Ņ}ĪŻī”ė┌ėąą®«aŲĘŻ¼╔·«aę╗┤╬║¾ķgĖ¶║▄ķLĢrķg▓┼Ģ■į┘┤╬╔·«aŻ¼┐┤░ÕĄ─▒Ż╣▄║═╩╣ė├▒╚▌^┬ķ¤®ĪŻ
4)╚▒Ę”ī”╚½Šų┐┤░Õą┼ŽóĄ─šŲ╬šŻ¼¤oĘ©╠ß╣®╚½├µĄ─ĪóīŹĢrĄ─╔·«a¼Fł÷┐┤░Õ┴„│╠║═Ė„╣żą“┐┤░ÕĀŅæBĄ─š¹¾w├Ķ╩÷Ż¼į┌ŲĘĘNĪó┼·┤╬ŅlĘ▒ŪąōQĄ─╔·«aŁhŠ│Ž┬╚▌ęū│÷¼F╗ņüyĪŻ
2 īŹ¼FČÓŲĘĘNĪóąĪ┼·┴┐JIT╔·«aĄ─ĮŌøQĘĮ░Ė
2.1 ┐╔ęĢ╗»┐┤░ÕŽĄĮyĄ─æ¬ė├ł÷Š░
┐╔ęĢ╗»┐┤░ÕŽĄĮyė╔ą┼ŽóŽĄĮyĪóļŖūė┐┤░Õ║═Ślą╬┤aÆ▀├Ķ▌ö╚ļĮKČ╦ĮM│╔ĪŻŲõųąĄ─ą┼ŽóŽĄĮy╩Ū╚┌║Ž┴╦Š½ęµ╔·«aĘĮ╩ĮĄ─ERPŽĄĮyŻ¼į┌┤╦╗∙ĄA╔Žą┬į÷┴╦┐╔ęĢ╗»┐┤░Õ─ŻēKĪŻ
ęįļŖūė«aŲĘ×ķ└²Ż¼łD1×ķ┐╔ęĢ╗»┐┤░ÕŽĄĮyį┌╔·«a¼Fł÷Ą─æ¬ė├ł÷Š░ĪŻ
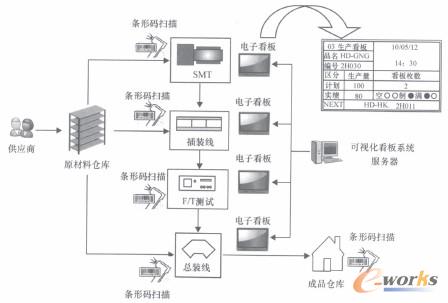
łD1 ęįļŖūė«aŲĘ╔·«a×ķ└²Ą─┐╔ęĢ╗»┐┤░ÕŽĄĮyæ¬ė├ł÷Š░łD
2.2 ┐╔ęĢ╗»┐┤░ÕŽĄĮy▀\ąą┴„│╠
▀mė├ė┌ČÓŲĘĘNĪóąĪ┼·┴┐ėåå╬╔·«aĄ─┐╔ęĢ╗»┐┤░ÕŽĄĮyĄ─▀\ąą┴„│╠╚ńłD2╦∙╩ŠŻ¼łDųąĻÄė░▓┐Ęų×ķERPŽĄĮyųąĄ─MRPó“═Č«aĒśą“ėŗäØ─ŻēKĪŻ
ęįłD1ųąSMT╣żą“Ą─ļŖūė┐┤░Õ×ķ└²Ż¼Ųõ▀\ąą┴„│╠╚ńŽ┬ĪŻ
1)ė╔MRP-ó“╔·│╔ūįųŲ╝■(PWBA░Õ)Ą─Ī░═Č«aĒśą“ėŗäØĪ▒Ż¼░▓┼┼1ų▄Ą─ČÓŲĘĘN═Č«aĒśą“║═öĄ┴┐ĪŻ
2)▓╔ė├┐╔ęĢ╗»┐┤░Õ╝╝ągŻ¼▀Mąąįō╣żą“Ą─┐┤░Õ┼┼│╠Ż¼░▓┼┼╣żą“ū„śIĒśą“ĪŻ
3)╔·│╔ą┬Ą─Ī░┐šĪ▒╔·«a┐┤░Õ(Production KanbanŻ¼PK)Ż¼═©▀^ļŖūė┐┤░ÕŽ┬▀_ĄĮ╣żą“¼Fł÷Ż╗Æ▀├Ķų„╝■PCBŚlą╬┤aŻ¼ķ_╩╝╔·«aŻ¼┤╦Ģr┐┤░ÕĀŅæB×ķĪ░į┌ųŲĪ▒ĪŻ
4)«öęÄČ©öĄ┴┐Ą─ųŲŲĘ╔·«a═Ļ│╔Ż¼Æ▀├ĶŚlą╬┤aŻ¼ätįō├Č┐┤░ÕĄ─ĀŅæBūā×ķĪ░ØMĪ▒ĪŻ
5)«öĪ░ØMĪ▒┐┤░Õ├ČöĄ▀_ĄĮęÄČ©öĄ┴┐ĢrŻ¼įō┐┤░ÕĄ─╔·«aĢ║═ŻŻ¼ų▒ĄĮėąą┬Ą─Īóča│õĪ░┐šĪ▒┐┤░ÕŽ┬▀_▓┼į┘┤╬Ųäėįō┐┤░ÕĄ─╔·«aĪŻ┼cé„Įy┐┤░Õ▓╗═¼Ą─╩ŪŻ¼┤╦ĢrŽĄĮy┐╔ęįĖ∙ō■┐┤░Õ┼┼│╠Ą─Ēśą“Ż¼Įėų°Ž┬▀_┴Ēę╗ėåå╬Ą─Ī░┐šĪ▒┐┤░ÕŻ¼ŲäėŲõ╔·«aĪŻ
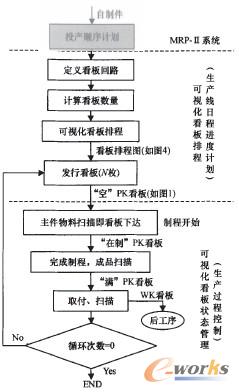
łD2 ┐╔ęĢ╗»ļŖūė┐┤░Õ▀\ąą┴„│╠łD
6)«ö║¾Ą└╣żą“Ī░╚Īū▀Ī▒╬’┴ŽŻ¼┤╦Ģr╚¶įōėåå╬Ą─┐é┴┐╔ą╬┤═Ļ│╔Ż¼ätūįäė░ląąča│õöĄ┴┐Ą─ą┬Ī░┐šĪ▒┐┤░ÕŻ╗╚¶ęč═Ļ│╔Ż¼ätįō╔·«a┐┤░ÕĄ─裣h╚½▓┐Ī░ĮY╩°Ī▒Ż¼ĮėŽ┬üĒ░┤šš┼┼│╠Ž┬▀_┴Ēę╗ėåå╬Ą─ą┬Ī░┐šĪ▒┐┤░ÕĪŻ
7)╚¶║¾Ą└╣żą“│÷¼F«É│ŻŪķørī¦ų┬ī”╬’┴ŽĄ─Ž¹║─Ģ║═ŻĢrŻ¼┐┤░ÕĀŅæB╩╝ĮK×ķĪ░ØMĪ▒Ż¼ät▓╗Ģ■ėąįō╬’┴ŽĄ─ą┬Ī░┐šĪ▒╔·«a┐┤░ÕŽ┬▀_Ż¼╔·«aĢ║═ŻŻ¼Å─Č°▒▄├Ō┴╦¼Fł÷į┌ųŲŲĘĄ─ČčĘeĪŻ
╣żą“ķg╚Ī┴Ž┐┤░Õ(Withdrawing KanbanŻ¼WK)Ą─ų„ę¬ū„ė├╩ŪŅIė├ča│õ╬’┴ŽĢrųĖ╩Š╚ĪžøĄ─Ąž³c║═öĄ┴┐ĪŻ╦³═©│Ż┐╔ęį▒╗Ę┤Å═╩╣ė├Ż¼▓óŪę╚Ī┴Ž▀^│╠┐╔ęį▓╗š╝ė├╣żą“ā╚ĢrķgŻ¼ę“┤╦Ż¼┐╔ęĢ╗»┐┤░ÕŽĄĮyųą╚Ī┴Ž┐┤░ÕĄ─ą╬╩Į╚į┐╔ęį▓╔ė├┤“ėĪĄ─ĪóĦŚlą╬┤aĄ─╝ł┘|┐┤░ÕŻ¼░┤ššé„ĮyĘĮ╩Į▀\ąą┴„▐DĪŻ«ö╚╗ę▓┐╔ęį▓╔ė├╗∙ė┌RFIDĄ─ļŖūė┐┤░ÕĪŻ
2.3 ┐╔ęĢ╗»┐┤░ÕŽĄĮyĄ─ĻPµI╝╝ąg
╦∙ų^┐╔ęĢ╗»┐┤░ÕŻ¼╩Ū▓╔ė├┐╔ęĢ╗»╝╝ągŻ¼─▄īŹ¼FļŖūė┐┤░ÕĄ─┐╔ęĢ╗»┼┼│╠╣▄└Ē║═┐┤░ÕĀŅæB╣▄└ĒĄ─Ī░ą┼Žó╗»Ī▒┐┤░ÕŻ¼▓ó┐╔ęį═©▀^┐┤░ÕĄ─ĀŅæBų▒ė^Ąž┐┤ĄĮ┴Ń▓┐╝■║═«aŲĘĄ─Äņ┤µ┴┐ĪŻ┐╔ęĢ╗»┐┤░ÕīóŠ½ęµ╔·«a╣▄└Ē┼cERPą┼ŽóŽĄĮy╚┌║ŽŲüĒŻ¼└¹ė├łDą╬╝╝ągīŹ¼FĪ░┐╔ęĢĄ─Ī▒┐┤░Õ┴„▐D▀^│╠ĪŻ
1)┐╔ęĢ╗»┐┤░ÕūėŽĄĮyĄ─ĮYśŗĮM│╔ĪŻ
┐╔ęĢ╗»┐┤░ÕŽĄĮyĄ─╣”─▄ĮYśŗ╚ńłD3╦∙╩ŠĪŻė╔╗∙ĄAöĄō■įOų├Īó┐┤░Õėŗ╦Ń║═╔·│╔Īó╔·«a┐┤░Õ┼┼│╠║═┐┤░ÕĀŅæBłDĄ╚ų„ę¬─ŻēKĮM│╔Ż¼▓óŪę┼cERPŽĄĮyųąĄ─MRP-ó“═Č«aĒśą“ėŗäØ─ŻēKŽÓ▀BĮė½@╚ĪöĄō■ĪŻ
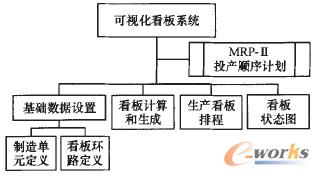
łD3 ┐╔ęĢ╗»┐┤░ÕŽĄĮy╣”─▄ĮYśŗ
2)┐╔ęĢ╗»┐┤░ÕĄ─┼┼│╠ĪŻ
┐╔ęĢ╗»┐┤░ÕĄ─┼┼│╠Ż¼ų„ę¬╩ŪęįłDą╬š╣╩Š╔·«aå╬į¬Ą─╔·«a┐┤░Õ┼┼ĻĀĒśą“║═╚š│╠░▓┼┼Ą╚ŪķørŻ¼▓ó─▄īŹ¼F╚╦ÖCĮ╗╗źŻ¼ĘĮ▒Ń╣▄└Ē╚╦åTĖ∙ō■╔·«a¼Fł÷Ą─īŹļHŪķør╩ųäė▀Mąą┼┼│╠ĪŻ└²╚ńŻ¼łD4ųą╦∙╩Š─│╔·«aå╬į¬WD02╣żū„╚šĄ─╔·«a┐┤░Õ┼┼│╠łDŻ¼įōå╬į¬▌åĘ¼╔·«a2éĆ┐┤░ÕŁh┬ĘĄ─«aŲĘŻ¼╔Ž╬ń░▓┼┼┴╦ėåå╬S001Ą─4éĆ┐┤░ÕĄ─╔·«a(Ųõųąęč═Ļ│╔3éĆ┐┤░ÕŻ¼1éĆ┐┤░Õį┌ųŲ)Ż¼Ž┬╬ń░▓┼┼┴╦ėåå╬S002Ą─4éĆ┐┤░ÕĄ─╔·«aĪŻ
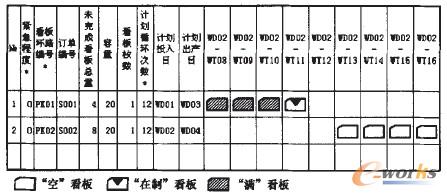
łD4 ┐╔ęĢ╗»┐┤░Õ┼┼│╠łD
«öąĶ꬚{š¹┐┤░Õ┼┼│╠ĢrŻ¼╣▄└Ē╚╦åT┐╔ęį═©▀^═ŽäėłDś╦ĘĮ▒ŃĄžĖ─ūā┐┤░ÕĄ─Ēśą“Ż╗ę▓┐╔ęį═©▀^³cō¶Ž┬ĘĮĄ─łD└²░┤ŌoŻ¼Ė─ūā«öŪ░╬╗ų├╠ÄĄ─┐┤░ÕĀŅæBĪŻ
3)┐╔ęĢ╗»┐┤░ÕĄ─░ląą┼cĀŅæB╣▄└ĒĪŻ
╔·«a┐┤░ÕęįļŖūė┐┤░ÕĄ─ą╬╩Į░l▓╝Īóé„▀_ĄĮĖ„╣żą“Ż¼▓óŪęĖ∙ō■┐┤░ÕĄ─ł╠ąąŪķørŻ¼╝░ĢrūāĖ³┐╔ęĢ╗»┐┤░ÕŽĄĮyųąĄ─┐┤░ÕĀŅæBĪŻ
╚ńłD5╦∙╩ŠŻ¼┐╔ęĢ╗»ŽĄĮyųąĄ─┐┤░ÕĀŅæBĘų×ķ3ĘNŻ¼Ęųäe╩Ū┐šĪóį┌ųŲ║═ØMĪŻŲõųąĪ░┐šĪ▒▒Ē╩Šą┬ąĶŪ¾Ą─«a╔·Ż¼Ī░į┌ųŲĪ▒▒Ē╩Š╔·«aå╬į¬ęčåóäė╔·«aŻ¼Ī░ØMĪ▒▒Ē╩Š┐┤░Õ╔·«aęč═Ļ│╔Ż¼ŽÓ«öė┌é„Įy┐┤░ÕęčĪ░ÆņĪ▒į┌┴╦«aŲĘ╔ŽĪŻ

łD5 ┐┤░ÕĀŅæBĄ─ūāĖ³
┐┤░ÕĀŅæBĄ─Ė─ūāŻ¼╩Ūė╔╔·«a¼Fł÷Ą─Ślą╬┤aÆ▀├Ķčbų├üĒė|░lĪŻ«öųŲ│╠ķ_╩╝Ż¼Æ▀├ĶŚlą╬┤aŻ¼öĄō■Ę┤üĄĮ┼┼│╠─ŻēKŻ¼┐┤░ÕĀŅæBūā×ķĪ░į┌ųŲĪ▒Ż╗ųŲ│╠ĮY╩°Ż¼į┘┤╬Æ▀├ĶŻ¼┐┤░ÕĀŅæBūā│╔┴╦Ī░ØMĪ▒Ż╗«aŲĘ▒╗╚Īū▀Ż¼Æ▀├ĶŚl┤aŻ¼┐┤░Õ1┤╬裣hĮY╩°Ż¼═Ļ│╔ŲĘöĄ┴┐ŽÓæ¬į÷╝ėĪŻ
2.4 ┐╔ęĢ╗»┐┤░ÕŽĄĮyĄ─ŁhŠ│Śl╝■
┐╔ęĢ╗»┐┤░ÕŽĄĮy▓╗āH▀mė├ė┌ųžÅ═ąįĪóĘĆČ©ąįĄ─ŁhŠ│Śl╝■Ž┬Ą─┤¾┼·┴┐╔·«aŻ¼Č°Ūę▀mė├ė┌ęįŽ┬ŁhŠ│Śl╝■Ž┬Ą─ČÓŲĘĘNĪóąĪ┼·┴┐Ą─ėåå╬╔·«aĪŻęįļŖūė«aŲĘ×ķ└²Ż¼Ųõ▀mė├Ą─ŁhŠ│Śl╝■╚ńŽ┬ĪŻ
1)«aŲĘŽĄ┴ą╗»│╠Č╚▌^Ė▀ĪŻ└²╚ń─│Ų¾śI╔·«aļŖįÆÖCĪóĮ╗ōQÖCĪóHuB║═ļŖ─XĮKČ╦Ą╚ČÓĘNŽĄ┴ąĄ─═©ą┼ŅÉ«aŲĘĪŻ
2)═¼ę╗ŽĄ┴ąĄ─ļŖūė«aŲĘŻ¼Ųõ╣ż╦ć┬ĘŠĆ┤¾═¼ąĪ«ÉĪŻ▓╗═¼ŽĄ┴ąĄ─ļŖūė«aŲĘŻ¼Ųõ╣ż╦ćĄ─ų„ę¬▓Ņ«É¾w¼Fį┌ąį─▄£yįć║═š¹ÖCĄ─ĮMčb╣żą“Ż¼ļŖ┬Ę░ÕĄ─čb┼õ(PWBAŻ¼Printed Wire Board Assembly)╣żą“▓Ņ«É▓╗╠½┤¾ĪŻ
3)×ķ┐sČ╠╔·«aų▄Ų┌Īó▒Ż│ų╔·«aĄ─┴„Ģ│ąįŻ¼╔·«aŽĄĮyų„ę¬▓╔ė├ųŲįņå╬į¬Ą─ĮM┐Śą╬╩ĮĪŻī”ė┌ĮYśŗą╬╩Į▓Ņ«É▌^┤¾Ą─«aŲĘŻ¼įOų├īŻė├Ą─å╬į¬▀Mąą╔·«aĪŻ
4)ęį«aŲĘ×ķī¦Ž“Ą─ųŲįņå╬į¬į÷ČÓŻ¼Ģ■╩╣įOéõĄ─ųžÅ══Č╚ļę▓į÷ČÓĪŻ┐╔ęį═©▀^ĻPµIįOéõĄ─┐ņ╦┘ęŲäė║═Įė╚ļŻ¼üĒīŹ¼F═¼ę╗┼_įOéõį┌▓╗═¼å╬į¬ųąĄ─╩╣ė├ĪŻ
5)═©▀^į÷╝ėš²╩Įėåå╬Ū░Ą─Ī░ŅAėåĪ▒Łh╣Ø╝ėÅŖąĶŪ¾╣▄└ĒŻ¼ęįæ¬ī”▓©äė▌^┤¾Ą─ąĶŪ¾ĪŻī”ė┌śO▓╗ęÄätĄ─Ī░▓ÕĻĀĪ▒ėåå╬Ż¼┐╔▓╔ė├Ęų┼·Į╗žøĄ─ĘĮ╩ĮŻ¼Ž╚ęĢ╬’┴ŽÄņ┤µ║═▓╔┘ÅŪķør╔·«aĪ░æ¬╝▒┼·┴┐Ī▒Ż¼Č°║¾į┘ėąėŗäØĄžĘų┼·Į╗žøŻ¼Ę±ätīŹ╩®ąĶŪ¾└Łäė╩Į╔·«aŠ═┤µį┌Øōį┌Ą─└¦ļyĪŻ
3 ┐╔ęĢ╗»┐┤░ÕŽĄĮyĄ─╠ž³c
┼cé„Įy┐┤░ÕĘĮ╩ĮŽÓ▒╚▌^Ż¼┐╔ęĢ╗»┐┤░ÕŽĄĮyŠ▀ėąęįŽ┬╠ž³cĪŻ
1)─▄▀m欫aŲĘŲĘĘNŅlĘ▒Ė³╠µĄ─ėåå╬╔·«aŁhŠ│ĪŻ
┐╔ęĢ╗»┐┤░ÕŽĄĮyĮĶų·ą┼ŽóŽĄĮyŻ¼─▄Ė∙ō■ėåå╬ę¬Ū¾┐ņ╦┘Č©┴xą┬Ą─┐┤░ÕŁh┬ĘŻ¼ėŗ╦Ń│÷┐┤░ÕöĄ┴┐Ż¼░l▓╝ļŖūė┐┤░ÕŻ¼ÅžĄūĖ─ūā┴╦╩╣ė├é„Įy┐┤░ÕĢrę“ĘNŅÉĘ▒ČÓĪóŅlĘ▒ūāĖ³Č°ļyęį╣▄└ĒĄ─¼FŽ¾ĪŻ
2)─▄īŹ¼FąĪ┼·┴┐Ą─└Łäė╩Į▌åĘ¼╔·«aĪŻ
┐╔ęĢ╗»┐┤░ÕŽĄĮy┐╔═©▀^┼┼│╠Ż¼Ī░╠ßŪ░Ī▒░▓┼┼║═Ž┬▀_╬’┴ŽĄ─ąĶŪ¾ųĖ┴ŅŻ¼īŹ¼F┼·┤╬Į╗╠µĢr╬’┴ŽĄ─▀B└m╣®æ¬Ż¼▒▄├Ō┴╦į┌ųŲŲĘ║═╬’┴ŽĄ─▀^Č╚ČčĘeŻ╗═¼Ģrėų┐╔ęį═©▀^┐┤░ÕĄ─╣”─▄Ż¼Ė∙ō■ąĶŪ¾š{š¹╔·«aĄ─╣ØūÓŻ¼└²╚ń║¾╣żą“│÷¼F«É│ŻŻ¼ø]ėą╝░ĢrĪ░╚Īū▀Ī▒ųŲŲĘĢrŻ¼▒Š╣żą“┐┤░Õ╩╝ĮK×ķĪ░ØMĪ▒Ż¼ŽĄĮyīó▓╗Ģ■Ž┬▀_ą┬┐┤░ÕŻ¼╔·«aĢ║═ŻĪŻ
3)┼cą┼ŽóŽĄĮyŽÓĮY║ŽŻ¼Š▀éõ─ŻöM║═ŅA£y╣”─▄Ż¼╠ßĖ▀┴╦ėŗäØ─▄┴”ĪŻ
┐╔ęĢ╗»┐┤░Õ┼cą┼ŽóŽĄĮyŠo├▄ĮY║ŽŻ¼▓╔ė├ļŖūė┐┤░Õ░l▓╝ĪóŚl┤aÆ▀├ĶĘ┤üŻ¼öĄō■ų▒Įė┼cą┼ŽóŽĄĮyŽÓĻP┬ōŻ¼═©▀^ą┼ŽóŽĄĮyųąĄ──Żą═Ż¼─▄▀MąąŅA£yĪóėŗäØĪó─ŻöMĪóĮyėŗ║═╚½├µĄ─Ęų╬÷ĪŻ
4)┐┤░Õ┴„│╠║═ĀŅæBĄ─═Ė├„╗»Īóų▒ė^╗»ĪŻ
┐╔ęĢ╗»┐┤░Õ▓╔ė├łDą╬╝╝ągŻ¼┐╔ęį╚½├µĪóīŹĢrĄž’@╩ŠĖ„╣żą“┐┤░ÕĄ─īŹļHĀŅæBŻ╗«ö¼Fł÷░l╔·ūā╗»ĢrŻ¼┐╔ęį═©▀^┴╝║├Ą─╚╦ÖCĮ╗╗źĮń├µŻ¼š{š¹┐┤░Õ┼┼│╠Ż¼╠ßĖ▀æ¬ī”Ą─ėąą¦ąįĪŻ
4 ĮYšō
═©▀^╔Ž╩÷Ęų╬÷Ż¼┐╔ęįĄ├│÷ęįŽ┬ĮYšōĪŻ
1)┐╔ęĢ╗»┐┤░ÕŽĄĮy═©▀^ļŖūė┐┤░ÕĪóą┼ŽóŽĄĮyĪóŚlą╬┤aÆ▀├Ķčbų├Ą─ų¦│ųŻ¼┐╔ęįīŹ¼F┐┤░ÕĄ─┐ņ╦┘ūāōQĪóé„▀fĪóĀŅæBĄ─Ė·█Ö║═╬’┴ŽĄ─╝░Ģr╣®æ¬Ż¼Ė─ūā┴╦é„Įy┐┤░Õļyęįæ¬ī”ČÓŲĘĘNąĪ┼·┴┐╔·«aĄ─▒ū▓ĪŻ╗
2)┐╔ęĢ╗»┐┤░ÕŽĄĮy▓╔ė├łDą╬╝╝ągīŹ¼F┐┤░Õ┼┼│╠║═┐┤░ÕĀŅæBĄ─┐╔ęĢ╗»Ż¼╩╣Ą├┐┤░Õ┴„▐D▀^│╠═Ė├„╗»Īóų▒ė^╗»Ż¼īŹ¼F┴╦ī”╚½Šų┐┤░Õą┼ŽóĄ─šŲ┐žŻ╗
3)┐╔ęĢ╗»┐┤░ÕŽĄĮyīó┐┤░Õ╣▄└Ē╝╝ąg┼cERPą┼ŽóŽĄĮyŽÓ╚┌║ŽŻ¼īŹ¼F┴╦┐┤░ÕöĄō■Ą─ą┼Žó╗»Ż¼ę“Č°─▄īŹ¼FöĄō■Ą─ĮyėŗĪóĘų╬÷ĪóŅA£yĪó─ŻöMĄ╚Ż¼┐╦Ę■┴╦╝ł┘|┐┤░Õ¤oĘ©┼cą┼ŽóŽĄĮyŽÓĮY║ŽĄ─ę╗┤¾╚▒³cĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ę╗ĘNīŹ¼FąĪ┼·┴┐£╩Ģr╗»╔·«aĄ─┐╔ęĢ╗»ļŖūė┐┤░ÕŽĄĮy
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/support/1112184632.html






















