



ļSų°ÖCąĄųŲįņĄ─ąąśI╔²╝ēŻ¼ĖéĀÄ▓╗öÓ╝ėäĪŻ¼ė╚Ųõ╩Ū╣Pš▀╦∙į┌Ų¾śIŻ¼Ųõ«aŲĘųŲįņęįå╬╝■ąĪ┼·┴┐×ķų„Ż¼▀@Š═ę¬Ū¾╬ęéāÅ─«aŲĘįOėŗųŲįņ▀^│╠│÷░lŻ¼╝ėÅŖį┤Ņ^┐žųŲŻ¼╠ßĖ▀╔·«aą¦┬╩║═╣ż╦ć┘|┴┐Ż¼ĮĄĄ═«aŲĘųŲįņ│╔▒ŠĪŻ▒Š╬─ĮY║Ž╣żū„īŹļHŻ¼ī”æ¬ė├Š½╝Ü╗»╣ż╦ć╣▄└ĒĪóĮĄĄ═«aŲĘ│╔▒Š╔Ž╦∙▓╔╚ĪĄ─ĘĮĘ©Īó╩ųČ╬▀Mąąę╗ą®╠ĮėæĪŻ
1 └¹ė├│╔ĮM╝╝ągĮĄĄ═╣ż╦ćŽ¹║─
Ė∙ō■ĮyėŗĘų╬÷Ż¼Įyėŗ│÷«aŲĘųąĄ─ŽÓ╦Ų╝■Ż¼į┌╝ė╣żųąęį╚║¾w×ķ╗∙ĄA╝»ųąī”┤²Ż¼īóŽÓ╦Ų┴Ń╝■ĮM┐Śį┌ę╗Ų▀Mąą╔·«aĪŻęįŽÓ╦Ų«aŲĘ┴Ń╝■Ą─“»B╝ė┼·┴┐”╚Ī┤·įŁüĒĄ─å╬╝■ąĪ┼·┴┐Ż¼▓╔ė├Į³╦ŲųąĄ╚┼·┴┐╔·«aĄ─Ė▀ą¦╣ż╦ćĪóįOéõęį╝░╔·«aĮM┐Śą╬╩ĮüĒ▀Mąą╔·«aĪŻ
Š▀¾wĄ─īŹ╩®▀^│╠╩Ū░┤šš«aŲĘĄ─┴Ń╝■ą╬ĀŅĪó▓─┴ŽŻ¼╝ė╣ż╣ż╦ćĪó╝ė╣żįOéõĪó╣ż╦ćčbéõ░┤ęÄät▀MąąĘųŅÉ│╔ĮMŻ¼ĘųŅÉęÄät╩ŪŽÓ╦ŲąįįŁ└ĒŻ¼šę│÷ĮYśŗŽÓ╦ŲĪó▓─┴ŽŽÓ╦ŲĪó╣ż╦ćŽÓ╦ŲĪóįOéõęį╝░╣ż╦ćčbéõŽÓ╦ŲĄ─┴Ń╝■▀Mąą╝ė╣żųŲįņĪŻ└²╚ńį┌«aŲĘĄ─Ž┬┴ŽļAČ╬Ż¼īóŽÓ╦Ų┴Ń╝■░┤ęÄätŲ┤łD┐╔ėąą¦£p╔┘░Õ▓─ĪółA┴Ž║═ą═▓─Ą─└╦┘MŻ╗į┌ÕæįņĪóĶTįņęį╝░¤ß╠Ä└ĒļAČ╬Ż¼┐╔ĮĄĄ═ī”─ŻŠ▀Īó─▄į┤Ą─Ž¹║─Ż╗į┌┴Ń╝■Ą─┤ųĪóŠ½╝ė╣żļAČ╬ät┐╔£p╔┘▓┘ū„╣żī”╣ż╦ćĄ─╩ņŽżĢrķgęį╝░«aŲĘų▄▐D╬’┴„ĢrķgĪŻ═©▀^│╔ĮM╝ė╣żŻ¼┐╔ėąą¦ĮĄĄ═╔·«a│╔▒Š▓ó╠ßĖ▀╔·«aą¦┬╩ĪŻ
2 ųŲČ©Ąõą═╣ż╦ćŻ¼┤_Č©╣ż╦ćęÄĘČ
Ė∙ō■įOéõ╔·«a─▄┴”╝░«aŲĘŽĄ┴ą╣ż╦ć╠ž³c▀MąąŠC║ŽĘų╬÷Ż¼ęį═©ė├ąį▌^ÅŖĄ─įńŲ┌╗∙ĄA╣ż╦毩Ųõųą┤¾▓┐Ęų╣żą“┐©×ķ═¼ÖCą═╦∙═©ė├Ż®×ķ╦{▒ŠŻ¼ĮY║ŽĮøØ·ąįĘų╬÷Ż¼▀x╚ĪūŅ╝č╣ż╦ć┬ĘŠĆŻ¼┤_Č©ūŅ║Ž└ĒĄ─╣ż╦ćĘĮ░ĖŻ¼▓óą╬│╔ś╦£╩╣ż╦ć╬─╝■Ż¼ęÄĘČ╣żū„Ż©Ųõ╦¹═¼ŽĄ┴ąÖCą═ų╗ąĶĖ∙ō■ėåå╬ę¬Ū¾Ż¼į┌┤╦╗∙ĄA╔Ž▀MąąéĆąį╗»ą▐ėåŻ®ĪŻĖ∙ō■Ąõą═╣ż╦ćĮ©┴ó┼cĖ„ŅÉ«aŲĘŽÓī”æ¬Ą─Ąõą═╣ż╦ćęÄĘČŻ©░³└©┴„│╠łD║═ī”æ¬Ą─╣żą“┐©Ż¼Ųõųą╣żą“┐©×ķĮYśŗ╗»╩ĮŻ¼┐╔╣®▓╗═¼ÖCą═┼õų├▀xė├Ż®ĪŻŲõ▓Į¾E╚ńŽ┬Ż║
1)╣ż╦ćįOėŗ╚╦åTąĶĘų╬÷«aŲĘ╝ė╣żŻ©└õĪó¤ßŻ®Īóčb┼õ╠žš„Ż¼┤_Č©«aŲĘĘČć·Ż¼ŠÄųŲĖ„ŽĄ┴ą«aŲĘĄõą═╣ż╦ćŪÕå╬ĪŻ
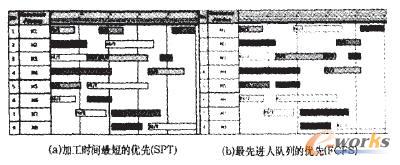
2)═©▀^ŠÄųŲ╣żą“┐©Ż¼Š½╝Ü╗»╣żą“ā╚╚▌ØMūŃ▓┘ū„╝░Öz“×╚╦åTĄ─╣ż╦ćąĶŪ¾ĪŻ
3)═©▀^ųŲČ©╣ż╦ćęÄĘČŻ©░³└©Ąõą═╣ż╦ć║═╗∙ė┌ėåå╬Ą─╣ż╦ćęÄĘČŻ®ŠÄųŲ║═╩╣ė├╣żū„┴„│╠łDĪŻ╩╣Ųš═©╣ż╦ć╝╝ąg╚╦åT╝ė┐ņī”╣ż╦ć▀^│╠Ą─╩ņŽżŻ¼ĘĮ▒ŃĘųÅS╣▄└Ēš▀Īó╔·«aĮM┐Śš▀ī”«aŲĘųŲįņ┴„│╠Ą─┴╦ĮŌŻ¼▓óØMūŃ▓┘ū„╝░Öz“×╚╦åTĄ─╣ż╦ćąĶŪ¾ĪŻ
4)ĮY║ŽPLMŽĄĮyę¬Ū¾Ż¼ųŲČ©╣żą“┐©ŠÄ┤aęÄätŻ¼īŹ¼F╣żą“ĮYśŗ╗»ĪŻ
5)╣ż╦ćįOėŗ╚╦åTæ¬Į©┴óßśī”īŻė├╣żą“▀Mąąšf├„Ą─▓Ņ«É▒ĒŻ¼ė├ė┌īŻė├╣żą“┐©Ą─ŠÄųŲ║═Ąõą═╣ż╦ćĄ─Ė─▀M╔²░µĪŻ
3 ķ_═ž╣ż╦ćäōą┬Ż¼ĮĄĄ═ųŲįņ│╔▒Š
×ķĮĄĄ═«aŲĘ│╔▒ŠŻ¼æ¬šę│÷ė░Ēæā×╗»╣ż╦ćĄ─Ų┐Ņiå¢Ņ}Ż¼ųž³c▀Mąą¼FėąĄ─╣ż╦ćĖ─▀MŻ¼▓╗öÓ╠į╠Ł║─Ģr║─┴”Ą─┬õ║¾╣ż╦ćĘĮĘ©Ż¼Ė³ą┬Ė▀║─┬õ║¾Ą─įOéõŻ¼▓╔ė├Ė▀ą¦Ą═║─Ą─╣ż╦ćĘĮ░ĖŻ¼į┌┤┘▀M╣ż╦ćäōą┬Ą─═¼ĢrŻ¼─▄ē“ėąą¦ĮĄĄ═«aŲĘųŲįņ│╔▒ŠĪŻ
Š▀¾wüĒšf┐╔═©▀^š{š¹╣ż╦ć▓Į¾EĪóĮĄĄ═╝ė╣żŚl╝■Īó▓╔ė├ą┬Ą─╝ė╣ż╩ųČ╬ĪóįOėŗ╣ż╦ćčbéõ└¹ė├¼FėąįOéõŻ¼ęį╝░į┌ØMūŃ«aŲĘįOėŗę¬Ū¾Ą─Ū░╠ߎ┬Ė─ūā«aŲĘĮYśŗĄ╚ĘĮĘ©║Ž└Ēā×╗»╣ż╦ćĘĮ░ĖŻ¼▓ó▓╔ė├┤ų╝ė╣ż═Ō░³Ą╚ĘĮ╩ĮĮĄĄ═▒ŠŲ¾śIÖC┤▓╝ė╣żŠ½Č╚Ą─║─ōpĪŻ
└²╚ńī”│ą▌d▌^ąĪŻ¼▒Ē├µŠ½Č╚ę¬Ū¾ŽÓī”▌^Ą═Ą─²X▌å(Ra1.6)Ż¼┐╔ė├ė▓²X├µ╣╬Ž„Ą─╩ųČ╬┤·╠µöĄ┐ž─ź²XĄ──źŽ„╣ż╦ćŻ╗╚ń│▀┤ń▌^┤¾Ą─ŃT║Ė╝■ąĶę¬║Ė║¾š¹¾w╝ė╣żŻ¼┐╔į┌Ęų╬÷Ą─╗∙ĄA╔Ž▓╔ė├ĮM╝■│§║Ė╝ė╣żŻ¼ĮM║Ė║¾į┘Š½╝ė╣żĄ─ĘĮ╩ĮĮĄĄ═ī”įOéõĄ─ę¬Ū¾Ż╗ėų╚ń╔ŅķL┐ū«Éą═┴Ń╝■Ż¼▓┐Ęųā╚┐ū▒Ē├µŠ½Č╚ę¬Ū¾▌^Ė▀Ra1.6Ż¼║Ž└ĒįOėŗ╣żčb╝┤┐╔ė├Ųš═©┼P▄ć┤·╠µ┤¾ą═ńM┤▓╝ė╣żā╚┐ūĪŻ═¼ĢrŻ¼ą┬╣ż╦ćĄ─╩╣ė├═¼śė┐╔ęįśO┤¾ĮĄĄ═«aŲĘ│╔▒ŠŻ¼└²╚ńųž▌d²X▌åę╗░Ń▓╔ė├ØB╠╝┤Ń╗Ą─¤ß╠Ä└Ē╣ż╦ć╩ųČ╬üĒ╠ßĖ▀²X├µė▓Č╚Ż¼▓ó«a╔·║Ž└Ēė▓Č╚╠▌Č╚ĪŻ└¹ė├╝ż╣Ō┤Ń╗╣ż╦ć╩ųČ╬═¼śė┐╔ęį▀_ĄĮęį╔Ž─┐Ą─Ż¼Ą½¤ošō╩Ū╣żĢr▀Ć╩Ū┘Mė├Č╝ŽÓī”ꬥ═ĪŻėųęį║ĖĮė╣ż╦ć×ķ└²Ż¼ųąąĪą═┴Ń╝■Ą─║ĖĮėųØu│»ūįäė║ĖĘĮŽ“░lš╣Ż¼╣Pš▀╦∙ī┘Ų¾śIš²į┌▀MąąĖ▀ŅlļŖūĶ║ĖĪó─”▓┴║Ėęį╝░ļŖūė╝Ē║ĖĄ─æ¬ė├蹊┐Ż¼═©▀^ą┬║ĖĮė╩ųČ╬Ą─æ¬ė├Ż¼┐╔ĮĄĄ═╣żū„ÅŖČ╚Īó╠ßĖ▀║ĖĮė┘|┴┐▓ó£p╔┘ŁhŠ│╬█╚ŠĪŻ
4 ęÄĘČ╗»╣żčbŻ¼ĄČŠ▀║═╣żŠ▀Ą─╩╣ė├
Š½╝Ü╗»╣ż╦ć╣▄└Ē═¼śėę¬║Ž└ĒĄ─▀xė├ĄČŠ▀ĪóįOėŗ╣żčbŻ¼ęÄĘČ╗»╣żŠ▀Ą─╩╣ė├Ż¼▓óį┌╣ż╦ć▀^│╠┐žųŲųą╝ėęį═ŲÅVĪŻ▀@ą®╣ż╦ć╩ųČ╬┐╔ėąą¦ĮĄĄ═ä┌äėÅŖČ╚Īó╠ßĖ▀╝ė╣żą¦┬╩║═┘|┴┐Ż¼Å─Č°ĮĄĄ═«aŲĘ│╔▒ŠĪŻŠ▀¾w╚ńŽ┬Ż║
1)ßśī”įOéõ╝ė╣ż╠žš„Ż¼ĮY║Žę¬╝ė╣żĄ─Įī┘▓─┴ŽŪąŽ„╠žąįęį╝░ĮøØ·ąį║Ž└Ē▀xą═ĄČŠ▀Ż¼┴ąųŲĄČŠ▀▀xė├═Ų╦]ŪÕå╬Ż¼╩╣¼FėąįOéõ│õĘų░lō]ū„ė├ĪŻ
2)Å─▒ŻūC╝ė╣żčb┼õŠ½Č╚│÷░lŻ¼▓óęį¾w¼Fį┌▓┐╝■╔ŽĄ─┴Ń╝■┴”īWąį─▄×ķę└ō■╝ėÅŖ╣ż╬╗Ų„Š▀Ą─æ¬ė├蹊┐┼c═ŲÅVŻ¼£p▌pä┌äėÅŖČ╚Ż¼┤_▒Ż╝ė╣żčb┼õŲĘ┘|ĪŻ
3)Ė∙ō■«aŲĘ╠ž³c╝ėÅŖ╣żčbįOėŗŻ¼╠ßĖ▀╣żū„ą¦┬╩┼c«aŲĘ┘|┴┐ĪŻ
5 ║Ž└Ēā×╗»╣żķg▓╝ŠųŻ¼£p╔┘╬’┴„║─ōp
ųŲįņŽĄĮyųąŻ¼▓╝Šų▓╗╩Ū╣┬┴óĄ─Ż¼Š½╝Ü╗»╣ż╦ć╣▄└ĒŠ═ę¬Ė∙ō■Ė„┴Ń▓┐╝■Ą─«aŲĘįŁätĪó╣ż╦ćįŁätęį╝░│╔ĮMįŁätŻ¼ĮY║ŽįŁ┴Ž▀MÅSĪó┤µā”Īó╝ė╣żĪóųŲįņĪóčb┼õĪó├µŲßęį╝░░³čb░l▀\▀^│╠ųą«a╔·Ą─╬’┴Ž┴„▐DŻ¼ī”ųŲįņ┘Yį┤Ż©▓┘ū„╚╦åTĪóÖCŠ▀║═╬’┴ŽŻ®║Ž└ĒįOėŗ╬’┴„ŽĄĮyŻ¼į┌┐šķg╔Ž├▄ŪąėąÖC┼õ║ŽŻ¼Ģrķg╔Ž▀m«ö▀BĮėĪó£p╔┘░ß▀\Ż¼£p╔┘ūįųŲ╝■║══Ō┘Å╝■Ą─ōpē─Ż¼ĮĄĄ═▀\▌ö│╔▒ŠŻ¼╝ė┐ņ╔·«a┴„│╠Ż©ęŖłD1Ż®ĪŻ
łD1 ū„śIėŗäØ┼┼ą“Ė╩╠žłD
į┌īŹ█`╔Žæ¬Ė∙ō■╦∙╝ė╣ż«aŲĘĄ─╣ż╦ć┴„│╠ĪóĖ„ŅÉ«aŲĘ╝ė╣ż╦∙ąĶ╣żĢręį╝░įOéõ─▄┴”£y╦ŃĘų╬÷░³└©¼FėąįOéõŽÓæ¬─▄┴”╣żĢrĪóų„ę¬┴Ń╝■╝░░┤ėŗäØ«a─▄╦∙ąĶ┼õ╝■öĄ┴┐Ż¼ėŗ╦ŃĖ„╣ż╦ćŁh╣ØĄ─«a─▄ŪķørŻ¼┤_Č©Ė„╣żą“─▄┴”╣żĢrĄ╚▌ö╚ļŚl╝■Ż¼ĮY║ŽĖ„ŅÉ┴Ń╝■Ą─┴„▐D▀^│╠▀MąąĘų╬÷Ż¼┤_Č©Ņ~═Ō«a╔·Ą─╬’┴„ĪŻĖ∙ō■ÖC┤▓▓╝ų├įŁätīó╣ż╦ć─▄┴”ŽÓ═¼Ą─ÖC┤▓ĮM║Ž│╔ÖC┤▓ĮMŻ¼×ķ╣ż╝■▀xō±║Ž▀mĄ─ÖC┤▓üĒ═Ļ│╔ŽÓæ¬Ą─╣żą“Ż¼▓óĖ∙ō■▓╗═¼Ą─ā׎╚ęÄätī”╣ż╝■╝ė╣ż▀Mąą┼┼ą“Ż¼╚ńėęé╚Ė╩╠žłD╦∙╩ŠŻ¼ūŅ║¾Ė∙ō■┘Yį┤▀xō±å¢Ņ}║═ā׎╚š{Č╚å¢Ņ}▀MąąųžĮMŻ©ęŖłD2Ż®ĪŻ
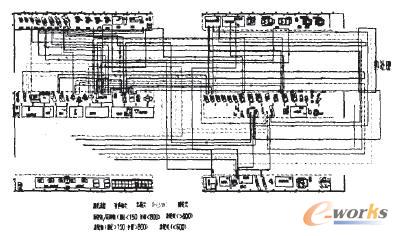
łD2 ųžĮM║¾╣żķg▓╝ŠųłD
6 ═Ļ╔Ųįu╣└ĘĮĘ©Ż¼äōą┬╣żū„ÖCųŲ
Š½╝Ü╗»╣ż╦ć╣▄└ĒąĶę¬į┌╣ż╦ćīŹ╩®ę╗Č╬Ģrķg║¾Ż¼į┘┤╬ū÷│÷įu╣└Ż¼Ęų╬÷│╔ą¦Ą├╩¦ĪŻī”▓╗═Ļ╔ŲĄ─ĄžĘĮ╝ėęįĖ─▀MŻ¼ū÷ĄĮ裣h▀f▀MŻ¼┬▌ą²╔Ž╔²Ż¼ūŅĮKą╬│╔│ų└mĖ─▀MĪó▓╗öÓäōą┬Ą─╣żū„ÖCųŲĪŻŠ▀¾wĘĮĘ©╚ńŽ┬Ż║
1)┐éĮYīŹ╩®▀^│╠ųą▒®┬ČĄ─å¢Ņ}Ż¼ī”Ąõą═╣ż╦ć▀Mąą╔²░µĪŻ
2)╣ż╦ć┴„│╠Ą─ā×╗»ĪŻ
3)▀Mę╗▓Į═©ė├╗»ĪŻę╗╩Ū═©▀^╣ż╦ćįOėŗĄ─Ė─▀MŻ¼īóĄõą═╣ż╦ćųąĄ─īŻė├╣żą“┐©▐DōQ×ķ═©ė├╣żą“┐©Ż¼ūŅĮKīŹ¼FĄõą═╣ż╦ć═©ė├╗»Ż©×ķ═¼ŽĄ┴ą╦∙ėąÖCą══©ė├Ż®ĪŻČ■╩Ū▓┐Ęų╣żą“┐©īŹ¼F┐ńŽĄ┴ą«aŲĘ═©ė├ĪŻ
4)į÷┘|╠ßą¦ĪŻę╗╩ŪĖ∙ō■┘|┴┐Ūķørą▐ėå═Ļ╔ŲÖz“×┐žųŲ³cĪŻČ■╩ŪĮyėŗĘų╬÷Ė„╣żą“║─Ģr║─┘YŪķørŻ¼īżšęĖ─▀M┐šķgŻ¼×ķ╔·«aĮM┐Ś╣▄└Ē╠ß╣®ų¦│ųĪŻ
7 ╝ėÅŖ╣ż╦ćÖz▓ķŻ¼ą¹ž×Š½╝Ü╗»└Ē─Ņ
╣ż╦ćÖz▓ķ╩ŪŠ½╝Ü╗»╣ż╦ć╣▄└ĒĄ─▒žę¬╩ųČ╬Ż¼╩Ū║Ō┴┐╣ż╦ćįOėŗ╦«ŲĮĖ▀Ą═║═▄ćķgł╠ąąŪķørŻ¼┐╝║╦įćśė║═īŹļH▓ŅŠÓĄ─╩ųČ╬ĪŻ═©▀^╣ż╦ćÖz▓ķŻ¼░l¼Få¢Ņ}Ż¼▓╔╚Ī┤ļ╩®Ż¼╝░ĢrĮŌøQŻ¼┤┘▀M╣ż╦ć╦«ŲĮ║═╣▄└Ē╦«ŲĮĄ─╠ßĖ▀ĪŻīóŠ½╝Ü╗»╦╝Žļ║═ū„’Lž×┤®ė┌Ė„éĆ╣ż╦ćŁh╣Ø╩ŪŠ½╝Ü╗»╣▄└ĒĄ─▒žę¬ča│õŻ¼Ž“åT╣ż╣Ó▌öŠ½╝Ü╗»╣ż╦ćĄ─ęŌūRŻ¼Å─╦╝Žļį┤Ņ^┼ÓBåT╣żūĘŪ¾Š½╝Ü╗»Ą─╬─╗»Ęšć·ĪŻŠ▀¾wŠ═╩Ūė├ę╗ĘNšJšµžōž¤Ą─æBČ╚Īóę╗ĘNŠ½ęµŪ¾Š½Ą─╬─╗»Ż¼▐DūāåT╣żĄ─╣żū„æBČ╚║═╣żū„ĘĮĘ©Ż¼╩╣Š½╝Ü╗»│╔×ķŲ¾śI╚½¾w│╔åTĄ─ūįėXąą×ķĪŻ
īŹ¼F║═╔Ņ╗»Š½╝Ü╗»╣ż╦ć╣▄└Ē╩Ūę╗ĒŚÅ═ļsČ°ķLŲ┌Ą─╣żū„ĪŻĄ½į┌╩ął÷ĖéĀÄĄ─ē║┴”Ž┬Ż¼Ų╚╩╣Ų¾śIę¬┐ÓŠÜā╚╣”Ż¼═┌Š“ā╚║─Ż¼╠ß╔²ĮøØ·ą¦ęµŻ¼Č°╣ż╦ć╣▄└ĒĖ„ĘĮ├µ╣żū„Ą─Š½╝Ü┼cʱŻ¼Č╝ų▒Įėė░Ēæ┴╦Ų¾śI│╔▒ŠĪŻę“┤╦Ż¼╬ęéā▒žĒÜį┌▒ŻūC«aŲĘ┘|┴┐Ą─═¼ĢrŻ¼ųžęĢ▓ó│õĘų┐╝æ]ĮøØ·ąįŻ¼Å─ĮĄĄ═│╔▒ŠĄ─ĮŪČ╚╝Ü╗»╣ż╦ć╣▄└Ē╣żū„Ż¼▓┼─▄╩╣Ų¾śIą¦ęµ▀~╔Žą┬┼_ļA│╔×ķ┐╔─▄Ż¼īŹ¼F┤“įņę╗┴„Ų¾śIĄ──┐ś╦ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╝ėÅŖŠ½╝Ü╗»╣ż╦ć╣▄└Ē┐žųŲ«aŲĘ│╔▒Š
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/support/1112186552.html






















