



ę╗ĪóŪ░ čį
į┌╩ął÷ĖéĀÄĄ─ē║┴”Ž┬Ż¼╬ęć°┤¾▓┐ĘųŲ¾śIį┌╣▄└Ē╦«ŲĮ╔ŽęčĮøėąę╗Č©│╠Č╚Ą─╠ßĖ▀Ż¼Ą½╚į╬┤ö[├ō┼fĄ─╣▄└Ē─Ż╩Į┼c┬õ║¾Ą─╣▄└Ē╩ųČ╬ĪŻŲ¾śIā╚═Ō▓┐▀Ć┤µį┌▌^ČÓĄ─å¢Ņ}Ż¼āHāH═©▀^ę╗ą®ąĪĄ─Ż¼Šų▓┐Ą─Ė─┴╝ļyęį╚½├µ╠ßĖ▀╬ęć°Ų¾śI─┐Ū░Ą─╔·«a╣▄└Ē╦«ŲĮŻ¼ę“┤╦ę²▀M▓óĮM┐ŚīŹ╩®Ž╚▀MĄ─╣▄└Ē╩ųČ╬Ż¼ų▓ĮūāĖ³š¹éĆŲ¾śIĄ─╔·«a╣▄└Ē─Ż╩ĮŻ¼╩╣ą┬ą═Ą─╔·«aĘĮ╩Į│õĘų░lō]Ųõæ¬ėąĄ─ū„ė├ä▌į┌▒žąąĪŻ
ERPĪóJITęį╝░TOCū„×ķ╚²ĘNŽ╚▀MĄ─╔·«aėŗäØ┼c┐žųŲĘĮ╩ĮŻ¼Č╝ā╚║Ł┴╦Ž╚▀MĄ─╣▄└Ē╦╝ŽļŻ¼į┌╬ęć°Ų¾śIę²▀MīŹ╩®ųą╝║Įø«a╔·┴╦¼FīŹĄ─ĮøØ·ą¦ęµŻ¼Å─š¹¾w╔Ž╠ßĖ▀┴╦Ų¾śIį┌╩ął÷ųąĄ─ĖéĀÄ┴”ĪŻĄ½▀@╚²ĘN╣▄└ĒĘĮ╩Įų«ķgę▓┤µį┌’@ų°Ą─ģ^äeŻ¼į┌«a╔·▒│Š░Īó▀\ė├£╩ät║═╣▄└Ē╩ųČ╬Ą╚ĘĮ├µČ╝ėąĖ„ūįĄ─╠ž³cĪŻę“┤╦Ė∙ō■╬ęć°Ų¾śIĄ─īŹļHŪķørŻ¼š²┤_ī”┤²▓ó╠Ä└Ē╚²š▀ų«ķgĄ─ĻPŽĄŻ¼╠Į╦„ę╗ŚlĮY║Ž░lš╣Īó╗ź═©ėą¤oĄ─Ą└┬ĘŻ¼ī”╬ęć°Ų¾śI╣▄└ĒĄ─Ė─▀M┼cā×╗»īóėą╩«Ęųųžę¬Ą─īŹļHęŌ┴xĪŻ
Č■ĪóERPæ¬ė├ųą┤µį┌Ą─å¢Ņ}
ERP(Ų¾śI┘Yį┤ėŗäØ)ė╔├└ć°Garter╣½╦Šė┌20╩└╝o90─Ļ┤·╠ß│÷Ż¼╩Ūį┌MRP║═MRPó“Ą─╗∙ĄA╔Ž░lš╣ŲüĒĄ─ĪŻÅ─1978─Ļķ_╩╝Ż¼╬ęć°Ą─ą®Ų¾śIū▀│÷ć°ķTę²▀Mć°═ŌĄ─╔·«aįOéõ║═╣▄└Ē╝╝ągŻ¼░čMRPó“ŽĄĮyę▓ę²▀M┴╦Ų¾śIŻ¼ė╔┤╦MRPó“Ą─╦╝Žļķ_╩╝į┌╬ęć°ų▓Įé„▓źķ_üĒĪŻ▀@ą®Ų¾śIŽŻ═¹═©▀^Į©┴óęįMRPó“/ERPŽĄĮy×ķ║╦ą─Ą─▀\ū„ą┬¾wŽĄŻ¼ĮŌøQ╬ęć°Ų¾śIįŁėąĄ─ęį«aČ©õN─Ż╩Į┼c¼FėąĄ─ęįõNČ©«a▀\ū„─Ż╩Įį┌Ų¾śIŽĄĮyųąĄ─ø_═╗Ż¼Å─▀\ū„¾wŽĄ╔ŽÅžĄūŪÕ└Ē╬ęć°Ų¾śIŲš▒ķ┤µį┌Ą─Ė▀Äņ┤µĪóķLų▄Ų┌ĪóĄ═╔·«a┬╩╦∙č┌╔wĄ─ĮøĀIĄ═┘|┴┐Ą─å¢Ņ}Ż¼īŹ¼Fė╔╚╦╣ż╣▄└ĒŽ“ęįą┼Žó╝╝ąg×ķų„Ą─┐ŲīW╣▄└ĒĄ─▐D╗»ĪŻ
Ą½Å─ERPĄ─║╦ą─╦ŃĘ©MRPüĒ┐┤Ż¼╦³ėąę╗éĆčžBOM(╬’┴ŽŪÕå╬)īóąĶŪ¾┐vŽ“ĘųĮŌ║═čžĢrķgÖMŽ“Ą╣═ŲĄ─▀^│╠ĪŻ═©▀^┐vŽ“ĘųĮŌ┐╔ęįŪÕ│■ĄžĄ├ĄĮ╦∙ąĶĖ„ĘN╬’┴ŽĄ─öĄ┴┐Ż¼Ą½╩Ūį┌æ¬ė├ÖMŽ“Ą╣═ŲĄ─▀^│╠ųąŻ¼ätĢ■ė÷ĄĮ▌^┤¾Ą─└¦ļyĪŻŲõĖ∙į┤į┌ė┌ÖMŽ“Ą╣═Ųęį╠ßŪ░Ų┌ū„×ķģóöĄŻ¼Č°╠ßŪ░Ų┌╚ĪøQė┌Ų¾śIĄ─╔·«a─▄┴”ĪŻ║ĄŲ┌Ą─MRP└ĒšōįOėŗ╩Ūęį¤oŽ▐╔·«a─▄┴”║═╣╠Č©╠ßŪ░Ų┌üĒ┐╝æ]Ą─Ż¼▓╗šō╝ė╣ż┼·┴┐╚ń║╬ūā╗»Ż¼╩┬Ž╚┤_Č©Ą─╠ßŪ░Ų┌Š∙▓╗Ė─ūāŻ¼▀@╩ŪMRPę╗éĆĖ∙▒ŠĄ─╚▒Ž▌ĪŻ║¾üĒļSų°ė╔MRP░lš╣ĄĮķ]ŁhĄ─MRPŻ¼į┘ĄĮMRPó“Ż¼į┌ėŗäØĄ─ųŲČ©║═īŹ╩®ųą┐╝æ]┴╦īŹļHĄ─╔·«a─▄┴”║═▓╔┘Å─▄┴”Ż¼╝ė╚ļ┴╦┤ų─▄┴”ŲĮ║Ō║═╝Ü─▄┴”ŲĮ║ŌŻ¼ī”ėŗäØ▀MąąĘ┤ü║═┐žųŲŻ¼╠ßĖ▀┴╦ėŗäØŽĄĮyĄ─Š∙║Ōąį║═ņ`├¶Č╚Ż¼╩╣ėŗäØĄ─┐╔īŹ╩®ąį╝ėÅŖŻ¼Ą½╚į╬┤Å─Ė∙▒Š╔ŽÅøča▀@éĆ╚▒Ž▌ĪŻ
ERPųąĄ─MRPó“╩Ūę╗éĆ▒╚▌^═Ļ╔ŲĄ─ėŗäØĘĮĘ©Ż¼╦³Ą─╗∙▒Š╦╝Žļ╩Ū░┤ąĶę¬£╩Ģr╔·«aĪŻĄ½╩Ū─▄ʱ▀Mąą£╩Ģr╔·«aŻ¼▓╗╩Ūė╔MRPó“ŽĄĮy▒Š╔ĒøQČ©Ą─Ż¼ę“×ķ╚╬║╬ėŗäØČ╝▓╗┐╔─▄░č╬┤üĒĄ─Ūķør┐╝æ]Ą├╩«Ęųų▄╚½Ż¼║▄ČÓęŌŽļ▓╗ĄĮĄ─╩┬ŪķĢ■į┌ėŗäØĄ─ł╠ąą▀^│╠ųą│÷¼FŻ¼Ų╚╩╣╣▄└Ē╚╦åTę¬├┤ą▐Ė─ėŗäØŻ¼ę¬├┤▓╔╚Īę╗ŪąąąäėüĒ▒ŻūCėŗäØĄ─īŹ¼FĪŻČ°ŪęŻ¼┴Ń▓┐╝■║═«aŲĘĄ─╔·«a╠ßŪ░Ų┌ę▓ļyęįū÷ĄĮ╩«Ęų£╩┤_ĪŻMRPó“Ė∙ō■╔·«aŠĆ╔ŽĄ──▄┴”ųŲČ©ėŗäØŻ¼Ą½─▄┴”ŲĮ║ŌĢr▒ž╚╗Ģ■«a╔·ę╗Č©Ą─š`▓ŅŻ¼═¼Ģr×ķ┴╦æ¬ĖČŲ¾śI─▄┴”ųąĄ─▓╗┤_Č©ę“╦žŻ¼▒žĒÜę¬į┌╠ßŪ░Ų┌Ą╚ųĖś╦╔Ž┴¶ėąę╗Č©Ą─Č╚Ż¼▀@ī¦ų┬┴╦ę╗Č©Ą─└╦┘MŻ¼╩╣MRPó“šąų┬┴╦┼·įuĪŻ
┴Ē═ŌŻ¼Ų¾śIį┌æ¬ė├MRPó“/ERPĄ─▀^│╠ųąŻ¼ć└Ė±░┤ššMRPó“Ą─Ė„╝ēėŗäØ║═ųĖ┴Ņł╠ąąĪŻ╚╦åTĖĮī┘ė┌╔·«aŠĆŻ¼ĘeśOąįļyęį│õĘų░lō]Ż¼Č°Ūęė╔ė┌Ä┼ęĢ╩┬Ū░ėŗäØŻ¼╔·«a¼Fł÷Ą├▓╗ĄĮį╩ĘųĄ─ųžęĢŻ¼╚▌ęū╩╣╣▄└Ē╚╦åT«a╔·ČĶąįŻ¼▓╗└¹ė┌’w│ų└m▓╗öÓĄžĖ─╔Ų╣▄└ĒĪŻ
╚²ĪóJIT║═TOC└Ēšō
1.JITĄ─╠ž³c
JIT(£╩Ģr╔·«aĘĮ╩Į)Ųį┤ė┌ķT▒ŠĄ─žS╠’Ų¹▄ć╣½╦ŠŻ¼╦³Ą─║╦ą─╩Ū┴”Ū¾Ž¹│²Ūą└╦┘MŻ¼¾w¼Fę╗ĘNūĘŪ¾▒M╔Ų▒M├└Ą─╦╝ŽļĪŻį┌┘Yį┤ėąŽ▐Ą─ŪķørŽ┬Īó╩╣Ų¾śIīó▒žę¬Ą─įŁ▓─┴Ž║═┴Ń╝■į┌£╩┤_Ą─Ģrķg╦══∙▒žę¬Ą─Ąž³cŻ¼ęį▒ŻūCŲ¾śI╔·«a│÷Ž¹┘Mš▀╦∙ąĶĄ─▒žę¬öĄ┴┐Īó▒žę¬┘|┴┐Ą─«aŲĘĪŻį┌╔·«a▀\ū„╔ŽŻ¼JIT═©▀^┐┤░Õ╣▄└Ēą╬│╔ę╗éĆĀ┐ę²╩ĮŽĄĮyŻ¼├┐Ą└╣żą“Č╝×ķŽ┬Ą└╣żą“£╩Ģr╠ß╣®╦∙ąĶĄ─┴Ń╝■Ż¼├┐éĆ╣żū„ĄžČ╝┐╔ęįį┌ąĶꬥ─Ģr║“Å─Ųõ╔ŽĄ└╣żą“Ą├ĄĮ╦∙ąĶĄ─┴Ń╝■ĪŻ╩╣╬’┴ŽÅ─įŁ▓─┴Ž╝ė╣żĄĮūŅĮKĄ─čb┼õ═¼▓Į▀MąąŻ¼Å─Č°▒▄├Ō┴Ń╝■Č┌Ęe╦∙įņ│╔Ą─└╦┘MĪŻ
2.TOCĄ─╠ž³c
TOC(Ų┐Ņi╣▄└Ē╗“╝s╩°└Ēšō)ęįOPT(ūŅā×╔·«a╝╝ąg)×ķ╗∙ĄAŻ¼ė┌20╩└╝o90─Ļ┤·į┌╬„ĘĮć°╝ęčĖ╦┘░lš╣ŲüĒĪŻTOC╩ŪŻ¼╠ū╣▄└Ē└Ē─Ņ┼c╣▄└Ē╣żŠ▀Ą─╝»║ŽŻ¼╦³░čŲ¾śIį┌īŹ¼FŲõ─┐ś╦Ą─▀^│╠ųą¼F┤µĄ─╗“ØōĘ³Ą─ųŲ╝sę“╦žĘQ×ķĪ░Ų┐ŅiĪ▒╗“Ī░╝s╩°Ī▒ĪŻ═©▀^ųéĆūRäe║═Ž¹│²▀@ą®Ī░Ų┐ŅiĪ▒Ż¼╩╣Ą├Ų¾śIĄ─Ė─▀MĘĮŽ“┼cĖ─▀M▓▀┬į├„┤_╗»Ż¼Å─Č°Ä═ų·Ų¾śIĖ³ėąą¦ĄžīŹ¼FŲõ─┐ś╦ĪŻ╦∙ų^Ų┐Ņi╗“Ų┐Ņi┘Yį┤Ż¼ųĖĄ─╩ŪīŹļH╔·«a─▄┴”ąĪė┌╗“Ą╚ė┌╔·«ažō║╔Ą─┘Yį┤ĪŻ▀@ę╗ŅÉ┘Yį┤Ž▐ųŲ┴╦š¹éĆŲ¾śI│÷«a«aŲĘĄ─öĄ┴┐ĪŻŲõ┘▄Ą─┘Yį┤ät×ķĘŪŲ┐Ņi┘Yį┤ĪŻTOCšJ×ķę╗éĆŲ¾śIĄ─ėŗäØ┼c┐žųŲĄ──┐ś╦Š═╩ŪīżŪ¾ŅÖ┐═ąĶŪ¾┼cŲ¾śI─▄┴”ų«ķgūŅ╝čĄ─┼õ║ŽŻ¼ę╗Ą®ę╗éĆ▒╗┐žųŲĄ─╣żą“(╝┤Ų┐Ņi)Į©┴ó┴╦ę╗éĆäėæBĄ─ŲĮ║ŌŻ¼ŲõėÓĄ─╣żą“欎Ó└^Ąž┼c▀@ę╗▒╗┐žųŲĄ─╣żą“═¼▓ĮĪŻ
╦─ĪóMRPó“ĪóJIT║═TOC╚²š▀Ą─▒╚▌^
MRPó“ĪóJIT║═TOCš▀į┌ėŗäØš╣ķ_ĘĮ╩ĮĪó─▄┴”ŲĮ║ŌĘĮ╩ĮĪó┘|┴┐Ą─╣▄└ĒĘĮ╩ĮĪó╬’┴ŽĄ─▓╔┘Å┼c╣®æ¬ĘĮ╩Į║═╚╦åTĄ─š{┼õĘĮ╩ĮĄ╚ĘĮ├µĄ─▒╚▌^╚ń▒Ē1╦∙╩ŠĪŻ
▒Ē1 MRPó“ĪóJIT║═TOC╚²š▀Ą─▒╚▌^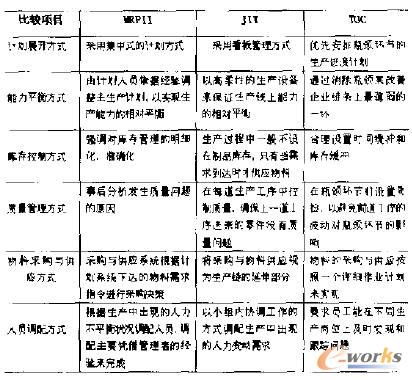
╬ÕĪóMRPó“/ERP┼cJITĪóTOCŽÓĮY║ŽĄ─æ¬ė├
1.JIT┼cMRPó“Ą─ĮY║Ž
MRPó“┼c JIT╩Ūā╔ĘNėąą¦┐žųŲ╔·«aĄ─ĘĮĘ©Ż¼Č■š▀▓╗āH╩ŪŽÓ╚▌Ą─Ż¼Č°Ūę╩Ū╗źŽÓų¦│ųĄ─ĪŻMRPó“Å─«aŲĘĄ─Į╗žøŲ┌ķ_╩╝Š═į┌└ŁäėŲ¾śIĄ─╔·«aŻ¼╩ŪĄõą═Ą─ęįõNČ©«a─Ż╩ĮĪŻ╚ń╣¹MRPó“Ą─ĢrķgĘųČ╬ėŗäØį┌▄ćå¢╝ė╣żėŗäØųą┼cJITĄ─╝ė╣ż╣ØūÓų┬Ż¼─Ū├┤JITŽĄĮyŠ═┐╔ęį═Ļ│╔MRPó“ŽĄĮyĄ─╔·«a┐žųŲ╣”─▄▀@į┌ųžÅ═╔·«aĄ─ŁhŠ│Ž┬ą¦╣¹Ė³╝ė├„’@ĪŻJIT┐┤╦Ų¤oėŗäØŻ¼īŹļH╔ŽŠ▀ėąć└├▄Ą─ėŗäØŻ¼Č°Ūę▒žĒÜėąÅŖ╚╦Ą─MRPó“ŽĄĮyų¦│ųĄ─Ų¾śI▓╔┘ÅėŗäØ║═õN╩█ėŗäØŻ¼╩╣Ą├ifČĪĄ─▌ö╚╦║═▌ö│÷£╩Ģr╗»║═Č©┴┐╗»ĪŻõN╩█ėŗäØ─▄ē“╩╣Ų¾śI╝░Ģr▓ČūĮ╩ął÷ą┼ŽóŻ¼▓óŪę═©▀^ėŗ╦ŃÖC╠Ä└Ē║Ž═¼║═«aŲĘ╔·«aėŗäØ┼┼│╠Ż¼╠ßĖ▀┐┤░Õ╣▄└ĒĄ─ą¦┬╩Ż¼Ę┤ų«┐┤░Õ╣▄└Ēą¦┬╩Ą─╠ßĖ▀ėų┤┘▀M┴╦«aŲĘ╝ė╣żėŗäØĄ─┬õīŹĪŻ═¼Ģrį┌Ų¾śIĄ─õN╩█ųąæ¬ė├JIT┐╔ęįĘ└ų╣╬█╚ŠĄ─õN╩█ą┼Žó▀M╚╦Ų¾śIā╚▓┐Ą─╔·«aėŗäØŽĄĮyŻ¼╠ßĖ▀Ų¾śIėŗäØŅA£yĄ─£╩┤_Č╚ĪŻMRPó“┼cJITĄ─ĮY║Žėą└¹rŲ¾śIėąą¦┼õų├Ų¾śIĄ─╔·«a─▄┴”Ż¼▒ŻūC╬’┴„Ą─╣ØūÓŠ∙║ŌĪŻŽÓĻPīŻ╝ęųĖ│÷Ż¼MRPó“┼cJIT╝╝ągĄ─ĮY║Žæ¬ė├īó╩╣Ų¾śIĄ─│╔▒Šų┴╔┘ĮĄĄ═ĪŻ
╚╗Č°Ż¼─▄┴”ąĶŪ¾ėŗäØĄ─▓╗ūŃīóī¦ų┬Č■š▀Ą─ĮY║ŽļyČ╚┤¾ĪŻė╔ė┌īŹ╩®JITŽĄĮyąĶę¬ī”Ų¾śIĄ─╔·«a▀^│╠▓╝ų├ĪóįOéõĄ──▄┴”Š∙║ŌĄ╚å¢Ņ}▀Mąąėąą¦š{Č╚Ż¼×ķ┴╦ĮŌøQŲ┐Ņi┘Yį┤ę¬ę²▀Mą┬įOéõ╗“š▀įOų├ŠÅø_Äņ┤µŻ¼ī”Ų¾śI¼FąąĄ─╔·«aŽĄĮyĢ■«a╔·Č©Ą─ø_ō¶ĪŻ
2.TOC┼cMRPó“Ą─ĮY║Ž
MRPó“ęį╣╠Č©Ą─╠ßŪ░Ų┌║═¤oŽ▐─▄┴”×ķŪ░╠ߊÄųŲū„śIėŗäØĪŻ«ö╔·«a╠ßŪ░Ų┌┼cīŹļHŪķør▓╗ŽÓĘ¹ĢrŻ¼╦∙Ą├ū„śIėŗäØŠ═├ōļx┴╦īŹļHŻ¼ļyęįĖČųTė┌īŹ╩®ĪŻČ°TOCÅŖš{Ą─╩Ū▄ćķg¼Fł÷Ż¼Ųõų°č█³cį┌ė┌▄ćķg¼Fł÷Ą─ę╗ą®øQ▓▀┴┐╔ŽŻ¼┐╝æ]ėŗäØŲ┌ā╚Ą─ŽĄĮyŲ┐Ņi┘Yį┤ĪŻė├ėąŽ▐─▄┴”ėŗäØĘ©Ż¼Ž╚░▓┼┼Ų┐Ņi┘Yį┤╔ŽĄ─ĻPµI╝■Ą─╔·«a▀MČ╚ėŗäØŻ¼ęįŲ┐Ņi┘Yį┤×ķ╗∙£╩Ż¼░čŲ┐Ņi┘Yį┤ų«Ū░Īóų«ķg║═ų«║¾Ą─╣żą“Ęųäe░┤└ŁäėĪó╣ż╦ćĒśą“Ż¼═ŲäėĄ─ĘĮ╩Į┼┼Č©Ż¼▓ó▀Mąąę╗Č©Ą─ā×╗»Ż¼üĒīŹ¼Fī”╔·«aĄ─ėŗäØ┼c┐žųŲŻ¼╩╣ū„śIėŗäØŪąīŹ┐╔ąąĪŻŲõū÷Ę©Ą─╗∙▒Š³c╩Ū╩╣ė├ę╗ą®▒žę¬Ą─┼ąČ©£╩ätüĒøQČ©├┐ę╗ū„śIĄ─Ž╚║¾Ēśą“Ż¼╝┤╩╣ė├ę╗ĮMĪ░╣▄└ĒŽĄöĄĪ▒Ą─╝ėÖÓ║»öĄüĒ┤_Č©├┐éĆū„śIĄ─ā׎╚ÖÓöĄ╝░┼·┴┐Ż¼ųŲČ©│÷ę╗éĆ║Ž└ĒĄ─╔·«aėŗäØĪŻ▀@┤╦╣▄└ĒŽĄöĄ╔µ╝░ĄĮ└ĒŽļĄ─«aŲĘĮM┼_ĪóĮ╗žøŲ┌Īó└ĒŽļĄ─░▓╚½Äņ┤µ╦«ŲĮęį╝░Ų┐Ņi┘Yį┤Ą─╩╣ė├Ą╚ĪŻ
MRPó“┼cTOCĄ─ĮY║Ž─▄ē“ÅøčaMRPó“ūį╔ĒĄ─▓╗ūŃŻ¼╩╣Ų¾śIĄ─ėŗäØ┼c¼FīŹŽÓĘ¹Ż¼▒ŻšŽ┴╦ėŗäØĄ─┐╔ąąąįĪŻČ■š▀ĮY║ŽĄ─ŽĄĮy┐╔ęį┐╝æ]į┌Ų¾śI╝ēĄ─╔·«aėŗäØųąæ¬ė├MRPó“ėŗäØų▄Ų┌Ą─å╬╬╗┐╔ęį×ķų▄Ż¼▄ćķg╝ēĄ─ū„śIėŗäØė╔TOCųąĄ─DBRüĒīŹ¼FŻ¼ėŗäØų▄Ų┌Ą─å╬╬╗┐╔ęį×ķ╠ņŻ¼ī”ųž³c┐žųŲĄ─Łh╣Ø▀Ć┐╔ęį▀Mę╗▓Į╝Ü╗»ĪŻā╔š▀Ą─ĮY║Ž▀Ć┐╔ęįį┌ROM(╬’┴ŽŪÕå╬)ĪóROUTING(╣ż╦ć┬ĘŠĆ)║═┘Yį┤─▄┴”Ą╚öĄō■ĘĮ├µ▀Mąą╣▓ŽĒ║═£Ž═©ĪŻ
3.╚²š▀Ą─ĮY║Ž
Ė∙ō■▀@╚²ĘN╔·«a▀\ū„┴”╩ĮČ╝ÅŖš{ėŗäØųžę¬ąįĄ─╠ž³cŻ¼ęįėŗäØ╣▄└Ē¾wŽĄ×ķĮY║Ž³cŻ¼īó╚²éĆ╔·«aĘĮ╩Įš¹║Žį┌ę╗ŲŻ¼╩╣╚²éĆŽĄĮy╗źŽÓ┼õ║ŽŻ¼Å─Č°ī”š¹éĆŽĄĮy▀\ąąĄ─öĄō■ę¬Ū¾┤¾┤¾ĮĄĄ═Ż¼═¼Ģr╗∙ĄAöĄō■▒╚▌^╚▌ęū½@Ą├Ż¼ą┼ŽóĘ┤üę▓▒╚▌^╝░ĢrĪŻ
▓╔ė├MRPPó“/ERP└Ēšō║═ĘĮĘ©üĒ▀Mąą╔·«aėŗäØĄ─ųŲČ©Ž┬ū„Ż¼ŲõųąĄ─ĻPµI³c╩Ūī”╔·«a▀\ū„ŽĄĮyĄ─ųŲ╝sŁh╣Ø║═Ų┐Ņi┘Yį┤▀MąąėŗäØŻ¼╩╣Ų¾śIĄ─╔·«aū„śIėŗäØ║═▓╔┘ÅėŗäØŪąīŹ┐╔ąąĪŻį┌ł╠ąą─▄┴”ąĶŪ¾ėŗäØĄ─▀^│╠ųąŻ¼▀\ė├TOC└Ēšō║═ĘĮĘ©īżšęŲ¾śI╔·«a▀\ū„ųąå¢Ņ}«a╔·Ą─Ė∙į┤Ż¼ī”Ų┐Ņi┘Yį┤▀MąąėŗäØ║═┐žųŲŻ¼Å─Č°ųŲČ©ėąą¦Ą─ĮŌøQĘĮ░ĖŻ¼╠ßĖ▀Ų┐Ņi┘Yį┤Ą─└¹ė├ą¦┬╩ĪŻėŗäØ╣żū„═Ļ│╔║¾Ż¼╚ń╣¹╔·«a┐žųŲĖ·▓╗╔ŽŻ¼Ų¾śIĄ─╔·«a▀\ū„å¢Ņ}╚į¤oĘ©║▄║├Ą─ĮŌøQĪŻ▓╔ė├JITĄ─įŁ└Ē║═ĘĮĘ©üĒķ_š╣┼Ż«a┐žųŲ╣żū„Ż¼╠žäe╩Ū╔·«a¼Fł÷Ą─╣▄└Ē╣żū„Ż¼▓╗āH┐╔ęį║▄║├Ąž╠ßĖ▀╔·«a¼Fł÷╣▄└ĒĄ─╦«ŲĮŻ¼│õĘų░lō]╣żū„╚╦åTĄ─ĘeśOąįŻ¼Č°Ūę┐╔ęį│õĘų▒®┬ČųŲ╝sŁh╣Ø║═Ų┐Ņi┘Yį┤Ż¼╩╣╣▄└Ē╚╦åTĖ³╝ėųžęĢŲ┐ŅiŁh╣Ø║═Ų┐Ņi┘Yį┤Ą─└¹ė├ą¦┬╩ĪŻ┤╦═ŌŻ¼╔·«a¼Fł÷Ą─ŽÓĻPą┼Žó┐╔ęį╝░ĢrĘ┤üĄĮėŗäØ▓┐ķTŻ¼ĘĮ▒Ń┴╦Ų¾śI╔·«aū„śIėŗäØĄ─ā×╗»┼cš{š¹ĪŻ
4 ░Ė└²Ęų╬÷
ÅV¢|─│╣½╦Š╩Ūę╗╝ę│╔┴óė┌1998─ĻĄ─ųą═Ō║Ž┘YŲ¾śIŻ¼ų„ę¬▓╔ė├üĒśė╝ė╣żĘĮ╩ĮŻ¼├µŽ“║Ż═Ō╩ął÷Ż¼ę└šš│÷┐┌ėåå╬ųŲįņųąĖ▀Ön▓╗õPõōÅNŠ▀Īó▓═Š▀║═įĪ┼ĶĄ╚ĪŻ╣½╦Šę²▀M┴╦ć°ļHŽ╚▀MĄ─╝ė╣żųŲįņ╝╝ąg║═╔·«aįOéõŻ¼Ą½į┌ę²▀MįOéõĄ─═¼Ģrø]ėąę²▀MŽÓĻPĄ─╔·«a╣▄└Ē╝╝ągŻ¼į┌╔·«aėŗäØ║═¼Fł÷╣▄└ĒĘĮ├µė÷ĄĮ┴╦└¦ļyŻ¼¤oĘ©░lō]ūįäė╗»įOéõĄ─Ė▀ą¦┬╩ĪŻŲ¾śI▓╗─▄░┤Ų┌Į╗ĖČ«aŲĘŻ¼ī¦ų┬┐═æ¶ØMęŌČ╚Ą═Ż╗╔·«a¼Fł÷╣▄└Ē╣„üyŻ¼▄ćķgį┌ųŲŲĘ┤¾ūŅČčĘeŻ╗ā╚▓┐«aŲĘĄ─▀^│╠┘|┴┐▓╗─▄Ą├ĄĮ║▄║├Ą─┐žųŲŻ¼ÅUŲĘ┬╩▌^Ė▀Ż¼╩╣Ų¾śI│╔▒ŠŠėĖ▀▓╗Ž┬Ż╗╔·«a▀\ū„ĘĮ├µĄ─å¢Ņ}╩╣Ų¾śIĮøĀI╠Äį┌ŽÓ«öŲDļyĄ─Š│ĄžŻ¼╣½╦ŠåT╣ż╩┐ÜŌĄ═┬õŻ¼šę▓╗│÷╔·«aą¦┬╩Ą═Ą─Ė∙▒ŠįŁę“ĪŻ
Ų¾śIßśī”¼FīŹ┤µį┌Ą─å¢Ņ}Ż¼Å─Ų¾śIūį╔Ē│÷░lŻ¼øQČ©æ¬ė├MRPó“ĪóJIT║═TOCŽÓĮY║ŽĄ─ĘĮ╩ĮüĒĖ─╔Ų╔·«a┼c▀\ū„ŽĄĮyĪŻŠ▀¾w┴„│╠╚ńłD1╦∙╩ŠĪŻ
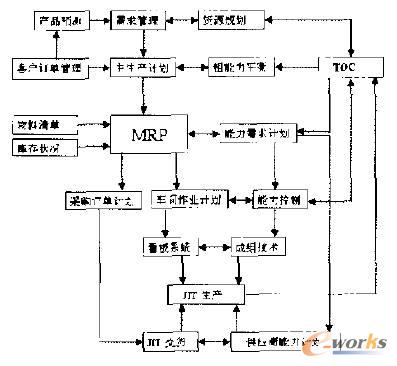
łD1 MRPó“ĪóJIT║═TOCĮY║ŽĄ─┴„│╠łD
Ų¾śIęį╔·«aėŗäØ×ķ║╦ą─Ż¼ć·└@╔·«aėŗäØųŲČ©ęįJIT×ķ╗∙ĄAĄ─▓╔┘ÅėŗäØŻ¼įOéõŠSą▐ėŗäØęį╝░╚╦┴”┘Yį┤ėŗäØĄ╚Ż¼═©▀^▀@ą®ėŗäØģfš{Ų¾śIĖ„éĆ▓┐ķTĄ─▀\ū„Ż¼ęį╠ßĖ▀Ų¾śIĄ─ĮøĀI┐āą¦ĪŻį┌Įė╩▄┐═æ¶ėåå╬Ģr┐╝æ]Ų¾śIĄ─╝ė╣ż─▄┴”║═Į╗žøŲ┌Ż¼ėŗäØ▓┐ķTĖ∙ō■┐═æ¶ėåå╬ųŲČ©ĻPµI┘Yį┤Ą─ū„śIėŗäØŻ¼╚╗║¾Ė∙ō■╔·«a╣ż╦ć┴„│╠Ū░Ž“┼┼ą“║═║¾Ž“┼┼ą“Ż¼ųŲČ©╦∙ėą╝ė╣żįOéõĄ─ū„śI┼┼│╠▒ĒŻ¼┤_▒Żū„śIėŗäØĄ─ŪąīŹ┐╔ąąĪŻ▀\ė├MRPó“║═TOC└Ēšōīżšęå¢Ņ}«a╔·Ą─Ė∙į┤Ż¼Å─Č°ųŲČ©ėąą¦Ą─ĮŌøQĘĮ░ĖĪŻĖ∙ō■TOC└ĒšōĄ─įŁ└ĒŻ¼Ų¾śIį┌ųŲ╝sŁh╣ØĄ─Ū░Ą└╣żą“įOų├ę╗Č©Ą─ŠÅø_Äņ┤µŻ¼ęį▀_ĄĮ│õĘų└¹ė├ųŲ╝sŁh╣Ø╠ßĖ▀Ų┐Ņi╔·«aø]éõą¦┬╩Ą──┐Ą─ĪŻŲ¾śI│²┴╦į┌ĻPµIįOéõĄ─Ū░ę╗Ą└╣żą“įO┴óį┌ųŲŲĘÄņ┤µ═ŌŻ¼īóų▓ĮŽ¹│²Ųõ╦¹╣żą“Ą─į┌ųŲŲĘ┴┐Ż¼Ž¹╗»ęįŪ░Ęe└█Ą─į┌ųŲŲĘŻ¼Å─Č°īŹ¼FŽ„£pį┌ųŲŲĘÄņ┤µ┴┐Ż¼ĮĄĄ═Äņ┤µĄ─ę¬Ū¾ĪŻ═¼ĢrĮM┐ŚĖ„éĆ▓┐ķTģf═¼╣żū„Ż¼╩╣ĻPµI╝ė╣ż╣żą“Ą─š{ÕF£╩éõĢrķgūŅąĪ╗»Ż¼ęį╠ßĖ▀ĻPµI┘Yį┤Ą─īŹļH└¹ė├ą¦┬╩Ż¼ūŅĮK╠ßĖ▀Ų¾śIĄ─«a│÷┬╩ĪŻ═¼ĢrŻ¼╝ėÅŖ╔·«a¼Fł÷Ą─┘|┴┐╣▄└Ē╣żū„Ż¼ī”«aŲĘ┘|┴┐īŹ╩®į┤Ņ^┐žųŲŻ¼┼¼┴”ĮĄĄ═į┌╝ė╣ż▀^│╠«öųą│÷¼FĄ─▓╗║ŽĖ±ŲĘĪŻ
Ų¾śI═©▀^MRPó“ĪóJIT║═TOCŽÓĮY║ŽĄ─æ¬ė├ĪóĖ─╔Ų┴╦╔·«a┼c▀\ū„ŽĄĮyĄ─┐āą¦Ż¼╠ßĖ▀┴╦Ų¾śIĄ─╝ėŽ┬─▄┴”Ż¼╩╣╔·«aą¦┬╩ĘŁÅSę╗Ę¼Ż¼▄ćķgį┌ųŲŲĘĄ─Äņ┤µ┤¾×ķĮĄĄ═Ż¼«aŲĘ┘|┴┐ę▓ėą╦∙╠ßĖ▀Ż¼─▄ē“Ė³┐ņĄžĒææ¬┐═æ¶Ą─ėåå╬Ż¼į÷ÅŖ┴╦Ų¾śIĄ─ĖéĀÄ─▄┴”ĪŻ
┴∙ĪóĮY šō
░ķļSų°Ų¾śI╣▄└Ē▄ø╝■Ą─░lš╣Ż¼ę╗ą®ć°═ŌERP▄ø╝■ųąęčĮø░³║Ł┴╦JIT┼cTOCĄ─╦╝ŽļĪŻ╬ęć°Ų¾śIį┌īŹ╩®ęįMRPó“/ERP×ķ┤·▒ĒĄ─╣▄└Ē▄ø╝■Ą─▀^│╠ųąŻ¼æ¬įōÅ─Ų¾śIūį╔ĒīŹļHŪķør│÷░lŻ¼ĮY║ŽJIT┼cTOCĄ─╣▄└Ē╦╝ŽļŻ¼╠ßĖ▀Ų¾śIīŹ╩®Ą─│╔╣”┬╩Ż¼┤┘▀MŲ¾śI╗∙ĄA╣▄└Ē╣żū„Ą─ęÄĘČ╗»║═┐ŲīW╗»Ż¼Å─š¹¾w╔Ž╠ß╔²Ų¾śIĄ─ĖéĀÄ┴”ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║į┌MRPó“/ERPīŹ╩®ųą▀\ė├JIT┼cTOC└ĒšōĄ─╠Įėæ
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/support/1112186822.html






















